
UNIWERSYTET ROLNICZY W KRAKOWIE
WYDZIAŁ TECHNOLOGII śYWNOŚCI
Katedra Przetwórstwa Produktów Zwierzęcych
ĆWICZENIE 1
PRODUKCJA MLECZNYCH NAPOJÓW
FERMENTOWANYCH
Studia niestacjonarne II stopnia – rok I, semestr I
Specjalizacja: Przetwórstwo Mleka
Technologia Specjalizacyjna II: Tłuszcz mlekowy, napoje fermentowane i lody

1
WSTĘP
Fermentacja mlekowa jest jedną z najstarszych i najbardziej rozpowszechnionych na
świecie metod utrwalania mleka. W przeszłości metoda ta była wyłącznie stosowana w
gospodarstwach domowych do utrwalania mleka różnych ssaków, a umiejętność wytwarzania
produktów fermentowanych przenoszono z pokolenia na pokolenie.
Na świecie znanych jest ponad 400 różnych produktów, które można zaliczyć do
rodziny mlecznych napojów fermentowanych, dlatego ich klasyfikacja jest niezwykle trudna.
Podstawowym kryterium podziału jest rodzaj mikroflory stosowanej do produkcji
mlecznych napojów fermentowanych, który na swoje tradycje wynikające z naturalnej,
trwającej przez wieki selekcji mikroflory, zależnej przede wszystkim od warunków
klimatycznych. W krajach o ciepłym klimacie wyselekcjonowała się mikroflora termofilna,
która po wyizolowaniu umożliwia produkcję takich wyrobów jak np. jogurt. Z kolei w
krajach o umiarkowanym lub zimnym klimacie mleko ukwaszano mezofilnymi bakteriami
fermentacji mlekowej, które są stosowane do produkcji min. maślanki i zsiadłego mleka.
Produktem uzyskanym w wyniku fermentacji mieszanej mlekowo-alkoholowej jest
kefir, który tradycyjnie przygotowywany jest przy użyciu grzybków kefirowych będących
symbiotycznym tworem bakterii fermentacji mlekowej i drożdży.
Mleczne napoje fermentowane są także uzyskiwane w wyniku aktywności bakterii
fermentacji mlekowej i pleśni, jak np. viili.
Kolejna grupa to produkty probiotyczne czyli mleka fermentowane przez
wyselekcjonowaną mikroflorę jelitową, naturalnie bytującą w przewodzie pokarmowym
człowieka. Probiotyki są definiowane jako pojedyncze lub mieszane żywe kultury
mikroorganizmów, które podawane człowiekowi lub zwierzętom wywierają na ich organizmy
korzystny wpływ, zapewniając właściwą równowagę mikroflory zasiedlającej organizm.
Mikroorganizmy te muszą być zidentyfikowane co do szczepu, muszą być odpowiednio
liczne (10
6
jtk/1 ml lub g) oraz aktywne do końca okresu przydatności do spożycia.
Zazwyczaj do grupy tej zalicza się szczepy bakterii z rodzaju Bifidobacterium oraz
Lactobacillus. Aby mogły spełniać swoją terapeutyczną rolę muszą być również spożywane
regularnie w odpowiedniej ilości.
Przykład oznakowania szczepu probiotycznego:
Lactobacillus acidophilus LA5 (rodzaj – gatunek – szczep)
Obecnie często do produkcji mlecznych napojów fermentowanych stosuje się
mieszaninę tradycyjnych bakterii fermentacji mlekowej i bakterii probiotycznych.
Producenci takich napojów nadają im często zastrzeżone nazwy handlowe jak np. Biogarde
®
,
Bioghurt
®
, Cultura
®
, Real Active
®
a ostatnio Actimel
®
i Benefit.
Zgodnie z definicją Komisji Kodeksu śywnościowego Światowej Organizacji
Zdrowia (WHO) i Międzynarodowej Federacji Mleczarskiej (FIL/IDF) z 1997 r., mleczne
napoje fermentowane są produktami otrzymanymi z mleka w wyniku działania specyficznej
mikroflory powodującej obniżenie pH i koagulację mleka. Zastosowane specyficzne
mikroorganizmy muszą być żywe, liczne i aktywne także w końcowym okresie przydatności
do spożycia. Wymienione organizacje ustaliły, że tradycyjne nazwy mlecznych napojów
fermentowanych są zastrzeżone dla wyrobów zawierających specyficzną mikroflorę w
określonej liczbie. Oznacza to, że dla napojów produkowanych z udziałem mikroorganizmów
innych niż te zastrzeżone nie mogą być stosowane nazwy tradycyjne. Jeśli np. przy produkcji
jogurtu używa się innych niż tradycyjnie mikroorganizmów np. bifidobakterii i/lub
Lactobacillus acidophilus, należy stosować nazwy: Bio-jogurt, Bifidojogurt, Jogurt
acidofilny. Producenci mają w takich przypadkach obowiązek podawania na opakowaniu
składu zastosowanej mikroflory.

2
Polska Norma określa mleczne napoje fermentowane nazwą mleko fermentowane i
określa je jako produkt otrzymany w wyniku fermentacji mleka i/lub innych surowców
pochodzenia mlecznego z użyciem odpowiedniej mikroflory, która powoduje obniżenie pH
i/lub koagulację mleka; z dodatkiem lub bez dodatków nie więcej niż 30% (m/m)
niemlecznych składników smakowych i/lub aromatów; o zwiększonej lub nie zwiększonej
zawartości suchej masy.
Nazwy i określenia różnych mlecznych napojów fermentowanych:
Mleko ukwaszone – napój z mleka znormalizowanego poddanego pasteryzacji, ukwaszonego
zakwasem czystych kultur maślarskich: Lactococcus lactis ssp. lactis, Lactococcus lactis ssp.
cremoris, Lactococcus lactis ssp. lactis var. diacetylactis, Leuconostoc mesenteroides ssp.
cremoris,
Mleko acidofilne – napój z mleka znormalizowanego lub odtłuszczonego, pasteryzowanego,
ukwaszonego zakwasem z czystych kultur Lactobacillus acidophilus,
Kefir – napój z mleka pasteryzowanego, znormalizowanego, poddanego fermentacji
mlekowo-alkoholowej przez dodanie zakwasu z grzybków kefirowych. Grzybki kefirowe są
zoogleą (zlepieńcem) bakterii fermentacji mlekowej (Lactobacillus spp., Lactococcus spp.,
Leuconostoc spp.), drożdży (Saccharomyces spp., Kluyveromyces spp., Candida spp.) a także
bakterii octowych (Acetobacter aceti), które tworzą układ symbiotyczny. Ziarna tworzą
uporządkowaną strukturę, w której środku znajdują się komórki drożdży, a w warstwach
zewnętrznych ziarniaki, paciorkowce i pałeczki.
Jogurt – napój z mleka znormalizowanego, zagęszczonego przez dodatek odtłuszczonego
mleka w proszku lub odparowanie części wody, poddanego pasteryzacji, a następnie
ukwaszonego zakwasem czystych kultur bakterii z grupy Streptococcus thermophilus i
Lactobacillus delbrueckii ssp. bulgaricus.
Maślanka – napój uzyskany przy wyrobie masła ze śmietany pasteryzowanej i ukwaszonej
zakwasem czystych kultur maślarskich, bez dodatku wody, nienormalizowany lub o
określonej zawartości tłuszczu, maślanka może być także produkowana z dodatkiem mleka
odtłuszczonego pasteryzowanego i zakwasu czystych kultur bakterii kwasu mlekowego, w
skład których wchodzą: Lactococcus lactis ssp. lactis, Lactococcus lactis ssp. cremoris,
Lactococcus lactis ssp. lactis var. diacetylactis, Leuconostoc mesenteroides ssp. cremoris.
Pod względem metody produkcji mleczne napoje fermentowane można podzielić na
napoje wytwarzane metodą zbiornikową – tzw. mieszane, w których wytworzony w
zbiorniku skrzep poddaje się mieszaniu i napełnianiu opakowań jednostkowych i
termostatową – tzw. stałe, które inkubuje się w opakowaniach jednostkowych, dzięki czemu
wytworzony skrzep nie jest poddawany obróbce mechanicznej i ma charakter żelu.
W zależności od formy występowania mleczne napoje fermentowane można podzielić
na: napoje płynne i półpłynne (np. jogurty mieszane); o zwiększonej po procesie fermentacji
zawartości suchej masy (np. pasty i proszki); zestalone (np. mrożone i żele).
Czynniki wpływające na jakość mlecznych napojów fermentowanych
Normalizacja zawartości suchej masy
Skład chemiczny mleka jest wielkością zmienną w ciągu roku, natomiast produkt
końcowy powinien cechować się standardowymi cechami i składem. Określona zawartość
suchej masy beztłuszczowej w jogurcie jest podyktowana koniecznością spełnienia wymagań
obowiązujących w tym zakresie norm prawnych, jak również staraniem producenta aby
wyrób charakteryzował się wysoką jakością organoleptyczną i wartością odżywczą. Według

3
obowiązującej Polskiej Normy pod względem zawartości suchej masy mleka fermentowane
dzielimy na produkty:
-
o nie zwiększonej zawartości suchej masy – zawierające minimum 2,7% białka
-
o zwiększonej zawartości suchej masy – zawierające minimum 5,6% białka.
Zwiększanie zawartości suchej masy (białka) ma znaczenie przed wszystkim w jogurtach,
które tradycyjnie produkowane były z mleka zagęszczonego. Zagęszczanie mleka
przerobowego na jogurt przyczynia się do poprawy cech organoleptycznych gotowego
wyrobu oraz poprawia jego teksturę i konsystencję. W wyniku tego procesu zwiększa się też
trwałość skrzepu jogurtowego poprzez ograniczenie zjawiska synerezy. Zawartość suchej
masy w jogurtach waha się w bardzo szerokim zakresie od 9% w produktach naturalnych
beztłuszczowych aż do 30% w jogurtach smakowych o wysokiej zawartości tłuszczu.
Zalecana zawartość składników suchej masy z mleka w jogurcie waha się od 14 do 18%. W
rezultacie zwiększenia suchej masy mleka wzrasta jego kwasowość miareczkowa, co jest
wynikiem większej buforowości spowodowanej podwyższeniem poziomu białka, fosforanów,
cytrynianów, mleczanów i innych składników. W efekcie bakterie fermentujące laktozę
wytwarzają więcej kwasów, skracając jednocześnie czas koagulacji.
Zwiększenie suchej masy surowca do produkcji jogurtu osiąga się stosując różne metody.
Należą do nich:
-
dodatek mlecznych produktów sproszkowanych, takich jak: proszek mleczny, proszek
maślankowy, proszek serwatkowy i/lub koncentrat białek serwatkowych, kazeina i
kazeiniany;
-
zagęszczanie mleka w wyparkach próżniowych,
-
techniki membranowe, takie jak: mikrofiltracja, ultrafiltracja, nanofiltracja i odwrócona
osmoza,
-
dodatek białek pochodzenia roślinnego i zwierzęcego np. soi i innych nasion
strączkowych, jaja kurzego, słonecznika, orzechów ziemnych, kokosa, owsa i in.
Rodzaj stosowanej metody wpływa nie tylko na poziom suchej masy i białka w produkcie
gotowym, ale przede wszystkim decyduje o właściwościach funkcjonalnych mleka podczas
procesu technologicznego oraz o właściwościach uzyskanych produktów. Właściwości te
zależą przede wszystkim od zawartości i składu białek. O zwięzłości skrzepu jogurtowego
decyduje m. in. stosunek kazeiny do pozostałych białek w mleku jogurtowym. Gdy jest on
wysoki tekstura jogurtu jest chropowata i gruboziarnista. Autorzy podkreślają, że
najwłaściwszym sposobem wzbogacania mleka jogurtowego w białko jest zwiększenie
zawartości zarówno kazeiny, jak i białek serwatkowych. Optymalną strukturę napojów
uzyskuje się gdy stosunek kazeiny do pozostałych związków azotowych kształtuje się w
granicach 3,2–3,4 : 1,0. Przy niższym (1,1 : 1,0) – skrzep jest zbyt miękki, a przy wyższym
(4,6 : 1,0) – chropowaty i mało delikatny.
Zmiana poziomu białka i suchej masy w mleku wpływa w istotny na strukturę kazeiny w
napojach mlecznych, a więc i jakość skrzepu. Przy wzroście zawartości suchej masy i białka
wzrasta również liczba i wielkość miceli kazeinowych.
Najpowszechniejszym sposobem wzbogacenia mleka jogurtowego jest dodatek
odtłuszczonego proszku mlecznego. Zalecany poziom dodatku mleka w proszku wynosi 3-
4%. Przekroczenie tego dodatku może powodować posmak proszkowy jogurtu.
Najkorzystniejsze cechy posiada proszek typu średniodogrzewanego, o liczbie ogrzewania
80-83 oraz indeksie niezdenaturowanych białek serwatkowych 4,5-5,9.
Zagęszczanie mleka przez odparowanie na wyparkach próżniowych powoduje
równomierną koncentrację wszystkich składników mleka za wyjątkiem niewielkich strat
substancji lotnych. Ilość odparowanej wody z mleka waha się w granicach 10-25%, co

4
powoduje zwiększenie suchej masy o 2-4 g/100 g. Korzyści wynikające z tej metody
zagęszczania to poprawa stabilności skrzepu i ograniczenie zjawiska synerezy, a także
poprawa smaku, co jest szczególnie korzystne przy produkcji jogurtu z mleka koziego. Jest to
efekt dokładnego odgazowania mleka podczas obróbki próżniowej.
Inną metodą wzbogacania mleka jogurtowego jest wykorzystanie procesów
membranowych. W praktyce przemysłowej najczęściej stosuje się technikę ultrafiltracji (UF),
w mniejszym stopniu odwróconą osmozę (RO). Obie techniki różnią się wielkością cząstek
przechodzących przez membranę i wysokością stosowanych ciśnień. Podczas ultrafiltracji
przez membrany przechodzą: laktoza, azotowe związki niebiałkowe, kwasy organiczne, sole
mineralne, witaminy i woda, natomiast permeat pochodzący z odwróconej osmozy zawiera
wyłącznie wodę. Ultrafiltracja mleka odtłuszczonego zwiększa więc nie tylko ogólną suchą
masę ale także procentowy udział kazeiny i białek serwatkowych przy jednoczesnym
zmniejszeniu udziału laktozy, co korzystnie wpływa na konsystencję produktu i jego wartość
dietetyczną. W porównaniu z napojami w których zwiększano poziom s.m. poprzez dodatek
proszku mlecznego, produkty uzyskane w wyniku stosowania techniki ultrafiltracji
charakteryzują się lepszą zwięzłością i twardością oraz mniejszą skłonnością do synerezy
skrzepu przy takiej samej zawartości suchej masy w napoju. Z mleka poddanego ultrafiltracji
mogą być zatem produkowane jogurty wysokiej jakości i technika ta zaczyna być coraz
powszechniej stosowana na skalę przemysłową.
Spośród wszystkich metod wzbogacania zawartości suchej masy w mleku jogurtowym
trudno jednoznacznie stwierdzić, która jest najkorzystniejsza. Ich wybór powinien zapewniać
produktowi odpowiednią lepkość i konsystencję, które to cechy zależą przede wszystkim od
zawartości i formy występowania białka. Wybierając więc odpowiednią metodę zagęszczania
mleka na jogurt powinno się uwzględnić jej wpływ na wzajemne proporcje między jego
składnikami. Szczególnie ważna jest ilość białka, jak również zawartość poszczególnych jego
frakcji. Cechy te wpływają na strukturę miceli żelu jogurtowego, ich rozmiar, zdolność do
wzajemnego łączenia się oraz flokulację białek mleka. W praktyce przemysłowej wybór
odpowiedniej metody normalizacji suchej masy w mleku jogurtowym jest kompromisem
między jakością produktu gotowego oraz takimi czynnikami jak koszty i dostępność surowca,
skala produkcji oraz możliwości inwestycyjne.
Obecnie w jogurtach smakowych coraz częściej zastępuje się proces zwiększania
zawartości suchej masy poprzez dodatek różnego rodzaju substancji zagęszczających i
stabilizujących pochodzenia niemlecznego. Substancje te zwane są hydrokoloidami. Wiążą
wodę i poprawiają konsystencję i teksturę mlecznych napojów fermentowanych.
Hydrokoloidy to wielkocząsteczkowe spolimeryzowane substancje rozpuszczające się w
zimnej lub ciepłej wodzie, dające roztwory lepkie lub układy dyspersyjne. Są zaliczane do
dodatków
funkcjonalnych,
kształtujących
strukturę
produktów
żywnościowych.
Hydrokoloidy tworzą w układach wodnych trójwymiarową sieć, co powoduje wzrost lepkości
roztworu, a przy odpowiednio dużej ich koncentracji, unieruchomienie wody i utworzenie
żelu. W produktach spożywczych hydrokoloidy pełnią potrójną funkcję:
-
zagęszczającą – zwiększającą lepkość produktu,
-
żelującą – zmieniającą strukturę tworząc żel
-
stabilizującą – utrzymują wytworzoną strukturę przez dłuższy czas
Obecnie gama związków jest bardzo szeroka. Należą do nich m. in. pektyna, żelatyna, skrobie
modyfikowane, guma guar, karagen, mączka z nasion chleba świętojańskiego) Produkty
handlowe dostępne na rynku są najczęściej mieszanką dwóch lub więcej hydrokoloidów.

5
Homogenizacja
Homogenizacja
mleka,
powszechnie
stosowana
przy
produkcji
napojów
fermentowanych, wywiera istotny wpływ na ich jakość. Jej rola polega nie tylko na
zapobieganiu podstawaniu się tłuszczu, ale także poprawie konsystencji i stabilności skrzepu,
ograniczeniu synerezy oraz poprawie wyglądu, barwy i smaku.
Podczas homogenizacji kuleczki tłuszczowe ulegają rozdrobnieniu i osiągają średnicę
poniżej 2 µm. Efektem tego jest znaczący wzrost powierzchni fazy tłuszczowej. Ilość
materiału pochodzącego ze zniszczonych otoczek jest niewystarczająca do okrycia
powstałych po zabiegu kuleczek tłuszczowych. Na nowo utworzonej granicy faz tłuszcz –
plazma występuje duże napięcie powierzchniowe. W celu jego zmniejszenia zachodzi na tejże
powierzchni międzyfazowej adsorpcja aktywnych frakcji białek mleka, głównie kazeiny a w
mniejszym stopniu białek serwatkowych. W rezultacie większość nowoutworzonej otoczki
kuleczek tłuszczowych stanowią micele lub submicele kazeiny. Takie kuleczki tłuszczowe
mogą zachowywać się jak duże micele i uczestniczyć w procesie koagulacji. Z tym faktem
związany jest również wzrost gęstości kuleczek tłuszczowych, zmniejszenie ich zdolności do
koalescencji oraz wzrost lepkości. W wyniku adsorpcji micel kazeinowych na
rozdrobnionych kuleczkach tłuszczowych zmniejsza się efektywna zewnętrzna powierzchnia
micel, co wpływa na proces agregacji i strukturę skrzepu. Ograniczenie dostępnej dla
interakcji powierzchni micel kazeinowych przyspiesza proces agregacji i wpływa na bardziej
luźną strukturę skrzepu, w tworzeniu której uczestniczą kuleczki tłuszczowe. Kuleczki
tłuszczowe, które wchodzą w skład utworzonej przez micele siatki skrzepu, utrudniają jego
kurczenie się, uniemożliwiając tworzenie wiązań pomiędzy osłoniętymi powierzchniami
micel kazeinowych. Stwierdzono, że wyższa zawartość tłuszczu zwiększa końcową objętość
skrzepu i ogranicza synerezę.
Pasteryzacja
Głównym celem pasteryzacji jest ochrona zdrowia konsumenta oraz przedłużenie
trwałości mleka i jego przetworów. W produkcji jogurtu obróbka cieplna ma dodatkowe
znaczenie polegające na poprawie cech fizycznych jogurtu. Ogrzewanie mleka wpływa na
poprawę właściwości skrzepu, tzn. wzrost twardości i ograniczenie synerezy. Efekt ten
związany jest z przemianami w związkach azotowych mleka. Polegają one przede wszystkim
na denaturacji białek serwatkowych i ich wzajemnej agregacji oraz interakcji z kazeiną.
Interakcje między zdenaturowaną laktoglobuliną-β i κ-kazeiną uważa się za czynnik w
decydującym stopniu wpływający na teksturę jogurtu. Maksymalny stopień interakcji ma
miejsce w temperaturze 85
°
C. Najlepszą jakość skrzepu otrzymuje się przy ogrzewaniu mleka
w temp. 85
°
C przez 30 min. Przy wydłużeniu czasu lub podwyższeniu temperatury
ogrzewania zwiększa się stopień denaturacji laktoglobuliny-β, efektem tego jest znaczne
obniżenie zwięzłości skrzepu. Ogrzewanie mleka w temp. 149
°
C przez 3,3s prowadziło do
powstania skrzepu twarogowego o luźnej konsystencji. Obserwacje pod mikroskopem
elektronowym dowodzą, że w trakcie obróbki termicznej również część laktoalbuminy-α
zostaje związana z kazeiną. Laktoalbumina-α na skutek denaturacji ulega interakcji z
laktoglobuliną-β związaną uprzednio z κ-kazeiną, wypełniając szczeliny w powstałej
strukturze, co ułatwia skupienie się micel. W rezultacie powstaje gładka powierzchnia o
większej zdolności wiązania wody w matrycy białkowej. Przy zbyt małej intensywności
ogrzewania stopień denaturacji laktoalbuminy-α jest niewystarczający, skompleksowana z κ-
kazeiną – laktoglobulina-β tworzy na powierzchni micel wystające poza ich rdzeń łańcuchy.
Taka struktura utrudnia kontakt pomiędzy micelami i może być przyczyną niezadawalającej
tekstury skrzepu. Agregacja zdenaturowanych białek serwatkowych zachodzi przy udziale
wiązań dwusiarczkowych oraz jonowych i jest wspomagana przez jony Ca
+
.

6
Analiza wpływu stopnia denaturacji białek serwatkowych na lepkość i podatność na
synerezę jogurtu wykazała, że wraz ze wzrostem stopnia ich denaturacji (25-75%) rosła
lepkość, przy jednoczesnym zmniejszeniu się podatności na synerezę. Efekt ten obserwowano
bez względu na stosowaną metodę wzbogacania w suchą masę mleka, jak również czas
przechowywania jogurtu.
Obok zdenaturowanych białek serwatkowych z κ-kazeiną, w trakcie ogrzewania mleka
zachodzą także liczne dodatkowe reakcje zależne od intensywności obróbki cieplnej. Jedną z
nich jest możliwość wyparcia zaadsorbowanych na powierzchni powstałych po
homogenizacji kuleczek tłuszczowych miceli kazeinowych przez laktoglobulinę-β.
Podczas ogrzewania mleka w temp. 90
°
C zachodzą istotne zmiany w strukturze
micelarnej kazeiny. Asocjacja zdenaturowanych białek serwatkowych z micelami kazeiny
początkowo znacznie zwiększa ich rozmiar (450-500 nm). Jednakże zanikanie oddziaływań
hydrofobowych w temp. 90
°
C oraz transformacja micelarnego fosforanu wapnia do soli
fosforanowych powoduje dysocjację części kazeiny z micel kazeinowych, głównie frakcji β i
α
s
. Prowadzi to do dezintegracji micel, obserwowanej jako wzrost liczby małych cząstek wraz
z czasem ogrzewania. Rozmiary miceli kazeinowych w jogurcie z mleka ogrzewanego są
znacznie mniejsze w porównaniu z micelami w jogurcie z mleka nieogrzewanego.
Towarzyszy temu większa liczba łańcuchów trójwymiarowych w matrycy kazeinowej
skrzepu, o 50% bardziej zwarta struktura, mniejsza podatność na synerezę oraz dwukrotnie
większa ilość wody związanej z micelami.
Kultury starterowe
Podstawowym kryterium w doborze odpowiedniego zakwasu jest zdolność do produkcji
substancji smakowo-zapachowych (kwasu mlekowego, aldehydu octowego, diacetylu) i
związków
śluzotwórczych
(egzopolisacharydów),
nadających
mlecznym
napojom
fermentowanym właściwe cechy tekstury oraz jego właściwości probiotyczne, dzięki którym
produkt posiada wysoką wartość profilaktyczną.
Procesem zachodzącym podczas produkcji mlecznych napojów fermentowanych i
będącym wynikiem aktywności kultur starterowych jest fermentacja mlekowa a czasem także
fermentacja alkoholowa. Procesy te zachodzące w warunkach beztlenowych, polegają na
enzymatycznej przemianie węglowodanów do kwasu mlekowego, etanolu, kwasu octowego,
kwasu mrówkowego i dwutlenku węgla oraz uwolnienia energii potrzebnej do procesów
życiowych komórek bakterii. Fermentacja mlekowa może mieć postać:
−
homofermentacji – kwas mlekowy stanowi 85% wszystkich metabolitów,
−
heterofermentacji – kwas mlekowy stanowi 50% wszystkich metabolitów, ponadto
powstają także kwas octowy, etanol oraz dwutlenek węgla.
Kwas mlekowy występuje w różnych formach izomerycznych: L(+) i D(-) oraz
racemicznej DL. Proporcje poszczególnych form tego kwasu są zmienne i zależą od rodzaju
substratu i mikroorganizmów a także przy stałym składzie mikroorganizmów, od parametrów
procesu fermentacji oraz warunków przechowywania produktu. Forma kwasu D(-) jest
znacznie wolniej adsorbowana z jelit niż forma L(+). Dzięki temu kwas D(-) może
przechodzić w znacznych ilościach do jelita grubego, zakwaszając jego treść i hamując tym
samym rozwój bakterii chorobotwórczych i toksynotwórczych. Wg WHO spożycie formy
D(-) nie powinno jednakże być większe niż 100 mg/1kg masy ciała.
Fermentacja cytrynianów – bakterie Lactococcus lactis ssp. lactis var. diacetylactis i
Leuconostoc mesenteroides ssp. cremoris mają zdolność fermentacji cytrynianów zawartych
mleku do diacetylu – podstawowego związku kształtującego aromat masła, śmietany,
maślanki i innych napojów fermentowanych. W zależności od uzdolnień mikroorganizmów,
diacetyl może gromadzić się w ilościach nawet do kilkunastu mg w dm
3
.

7
Fermentacja alkoholowa – zachodzi w kefirze i kumysie. Prowadzona przez drożdże, które
można podzielić na fermentulące laktozę – Candida kefir, Kluyveromyces marxianus var.
marxianus, oraz drożdże nie fermentujące laktozy – Saccharomyces cerevisiae i Sac.
unisporus. Zawartość alkoholu etylowego zarówno w kefirze, jak i kumysie jest zmienna i
zależy od czasu dojrzewania. Zawartość etanolu w kefirze może wahać się od 0,1% do ponad
1%, a kumysie od 1% do 3,5%.
Tworzenie związków aromatycznych
Mikroorganizmy stosowane do produkcji mlecznych napojów fermentowanych
wytwarzają związki nadające napojom specyficzny aromat. Do najważniejszych związków
będących produktami metabolizmu bakterii fermentacji mlekowej należy zaliczyć: kwas
mlekowy, aldehyd octowy, diacetyl, kwas octowy i alkohol etylowy. Oprócz tych związków
wytwarzane są w mniejszych ilościach również inne substancje, takie jak: lotne kwasy
(mrówkowy, propionowy), aceton, alkohole i estry.
Kwas mlekowy jest głównym produktem we wszystkich napojach, w których zachodzi
fermentacja mlekowa i wywiera istotny wpływ na ich smak i zapach. Diacetyl jest produktem
powstającym głównie w wyniku fermentacji cytrynianów. Najwięcej diacetylu jest w
napojach zawierających bakterie Lactococcus lactis ssp. lactis var. diacetylactis i
Leuconostoc mesenteroides ssp. cremoris, należą do nich maślanka, śmietana czy kwaśne
mleko.
W przypadku jogurtu i produktów pochodnych, głównym składnikiem aromatu jest
aldehyd octowy, który powstaje w wyniku metabolizmu laktozy. Spośród bakterii
jogurtowych pałeczki Lactobacillus delbrueckii ssp. bulgaricus wytwarzają więcej tego
związku niż ziarniaki Streptococcus thermophilus. Jego optymalna zawartość w jogurcie o
łagodnym smaku i aromacie wynosi 10-15 ppm, aby osiągnąć wyrób o zdecydowanym
zapachu jogurtowym jego ilość powinna się kształtować na poziomie 20-40 ppm. Intensywna
synteza tego związku rozpoczyna się przy pH 5,0 a maksymalny jego poziom zostaje
osiągnięty przy pH 4,2. Natomiast przy pH 4,0 następuje stabilizacja wytwarzania aldehydu
octowego. Jego zawartość zależy od rodzaju zakwasu, efektu synergizmu między mikroflorą
zakwasu, składu suchej masy w mleku, obróbki termicznej mleka jogurtowego, warunków
inkubacji oraz gatunku zwierzęcia od którego pochodziło mleko. Zwiększenie zawartości
suchej masy oraz intensywna obróbka termiczna mleka sprzyja powstawaniu aldehydu
octowego.
Nadmiar aldehydu octowego jest niepożądany podczas produkcji śmietany, maślanki
mleka ukwaszonego, gdyż nadaje im posmak trawiasty. W przypadku napojów otrzymanych
na bazie fermentacji alkoholowej (kefir, kumys) znaczny udział w kształtowaniu smaku ma
alkohol etylowy. Do związków współtworzących bukiet smakowo-zapachowy mlecznych
napojów fermentowanych zaliczyć można także lotne wolne kwasy tłuszczowe, takie jak:
octowy, propoinowy, mrówkowy, masłowy, izowalerianowy, kapronowy, kaprylowy i
kaprynowy. Powstają one z tłuszczu w wyniku lipolizy zachodzącej na skutek działania lipaz
wytwarzanych przez bakterie fermentacji mlekowej. Proces ten przebiega jednakże w
ograniczonym zakresie, mogącym jednak wpływać na cechy organoleptyczne wyrobu i zależy
przede wszystkim od rodzaju szczepionki, rodzaju mleka, czasu, temperatury pasteryzacji i
inkubacji oraz okresu przechowywania. Wzrost zawartości wolnych kwasów tłuszczowych w
jogurcie jest wynikiem nie tylko przemian lipolitycznych. Dowodem na to jest zwiększenie
ich ilości także w produktach odtłuszczonych. Zjawisko to jest spowodowane
prawdopodobnie reakcjami oksydatywnej deaminacji i dekarboksylacji aminokwasów w
wyniku czego ulegają one przemianie do odpowiadających im pod względem budowy
chemicznej lotnych kwasów tłuszczowych.
Podczas dojrzewania i przechowywania napojów fermentowanych obecne w nich
drobnoustroje wytwarzają enzymy proteolityczne, zdolne do degradacji białek. Prowadzi to

8
do wytwarzania różnej wielkości peptydów i wolnych aminokwasów. Procesy te wpływają na
fizyczną strukturę żelu oraz cechy smakowo-zapachowe jogurtu. Uwolnione peptydy i
aminokwasy są składnikami smakowymi lub prekursorami składników smakowych, takich
jak aldehyd octowy, etanol, acetoina, diacetyl i kwas octowy. Mogą one mieć także znaczenie
odżywcze w postaci tzw. peptydów funkcjonalnych. Spośród bakterii mlekowych większe
zdolności proteolityczne wykazują pałeczki w porównaniu z paciorkowcami. Efektem
rozkładu białek mleka przez bakterie mlekowe jest wzrost ilości rozpuszczalnych związków
azotowych. W ich skład wchodzą peptydy, wolne aminokwasy, związki amonowe oraz
mocznik. Całkowita zawartość aminokwasów w jogurcie jest efektem równowagi między
proteolizą a ich asymilacją przez drobnoustroje. Takie aminokwasy jak kwas glutaminowy i
prolina oraz w mniejszym stopniu alanina i seryna przypuszczalnie nie są niezbędne dla
bakterii jogurtowych i w związku z tym akumulują się w większej ilości w produkcie niż
pozostałe aminokwasy, które zużywane są przez mikroflorę do wzrostu i rozwoju.
Gromadzące się w produkcie w skutek aktywności L. delbrueckii ssp. bulgaricus peptydy
mogą powodować posmak gorzki. Wada ta występuje także przy zwiększonym zakresie
proteolizy spowodowanym skażeniem mleka bakteriami psychrotrofowymi, posiadającymi
zdolności do produkcji proteaz i lipaz.
Właściwości odżywcze i zdrowotne
Odżywcza i terapeutyczna wartość mlecznych napojów fermentowanych związana jest
głównie z:
−
podwyższeniem strawności i wartości odżywczej mleka,
−
zmniejszeniem zawartości laktozy,
−
lepszą tolerancją mleka przez osoby wykazujące cechę złego przyswajania laktozy,
−
wzrostem przyswajalności wapnia i żelaza,
−
wzrostem zawartości niektórych witamin z grupy B,
−
regulowaniem składu mikroflory jelitowej,
−
hamowaniem rozwoju drobnoustrojów patogennych w przewodzie pokarmowym,
−
działaniem hamującym w stosunku do niektórych typów nowotworów,
−
obniżaniem poziomu cholesterolu we krwi.
Na różnicę między wartością odżywczą mleka i napojów fermentowanych wpływają dwa
czynniki: ewentualne zwiększenie zawartości suchej masy w mleku przerobowym oraz
zmiany wywołane procesami fermentacji w trakcie ukwaszania mleka kulturami bakterii. Bez
względu na metodę zwiększania zawartości suchej masy, produkty te zawierają większą
zawartość białka. Główną różnicą wywołaną procesem fermentacji jest obecność w napojach
fermentowanych kwasu mlekowego, powstałego w wyniku rozkładu laktozy przez bakterie
mlekowe. W wyniku fermentacji mlekowej pod wpływem enzymów proteolitycznych i
lipolitycznych bakterii mlekowych następuje wstępne nadtrawienie białek mleka oraz lipoliza
tłuszczu, co zwiększa strawność i zdolność resorpcji tych składników w przewodzie
pokarmowym
W napojach naturalnych, podobnie jak w mleku, podstawowym węglowodanem jest
laktoza. Pomimo fermentacji jej zawartość kształtuje się na poziomie co najmniej 4 %. W
produktach o zwiększonej zawartości suchej masy głównie jogurtach, jej ilość może
dochodzić do 8 % i zależy od sposobu normalizacji. Pomimo, że zawartość laktozy w
napojach fermentowanych jest taka sama lub nawet wyższa niż w mleku, to jej oddziaływanie
na osoby cierpiące na nietolerancję tego cukru jest znacznie mniejsze. Niezdolność do
trawienia laktozy dotyczy w większości przypadków niedostatecznego poziomu
β
-
galaktozydazy, enzymu obecnego w jelicie cienkim, który hydrolizuje laktozę. Ludzie z tą
wadą, uwarunkowaną genetycznie lub w następstwie schorzeń przewodu pokarmowego, po

9
spożyciu powyżej 15 g laktozy doznają reakcji alergicznych objawiających się bólami
spastycznymi żołądka, wzdęciami i biegunką. Zmniejszenie zawartości laktozy od 20 do 50%
w skutek fermentacji oraz wprowadzenie
β
-galaktozydazy bakteryjnej pozwala na uniknięcie
reakcji alergicznej. Mikroflora jogurtu może zatem kontynuować metabolizm laktozy nawet
w przewodzie pokarmowym człowieka. Również w wyniku lizy komórek podczas procesu
trawienia, następuje uwalnianie
β
-galaktozydazy, która obniża stężenie laktozy w jelitach, co
zapobiega reakcjom alergicznym.
Białko w jogurtach w porównaniu z mlekiem charakteryzuje się wyższą strawnością
oraz obniżoną alergennością. Aktywność proteolityczna drobnoustrojów zakwasu powoduje
częściową proteolizę białek i znaczny wzrost zawartości wolnych aminokwasów. Efektem
tego jest luźniejszy i bardziej rozproszony skrzep jaki powstaje w żołądku, przez co zwiększa
się jego powierzchnia, co umożliwia z kolei łatwiejszy dostęp enzymom trawiennym
przewodu pokarmowego człowieka.
Zawartość tłuszczu w napojach może się wahać w bardzo szerokich granicach: od 0%
do 9-10% w jogurtach kremowych. Tłuszcz ten, pochodzenia mlekowego, cechuje wysoki
stopień dyspersji przez co może być wchłaniany bez uprzedniej hydrolizy w przewodzie
pokarmowym. Proces homogenizacji mleka powoduje dodatkowo zwiększenie powierzchni
zetknięcia wchłanianego tłuszczu z błoną mikrokosmków enterocytów i zapewnia szybki
przebieg procesu wchłaniania jelitowego. W trakcie procesu fermentacji tłuszcz obecny w
mleku poddawany jest częściowemu rozkładowi, co zwiększa jego strawność i ułatwia
wchłanianie w przewodzie pokarmowym. Bakterie fermentacji mlekowej posiadają jednakże
słabe zdolności do produkcji enzymów lipolitycznych, dlatego efekt ten występuje raczej w
bardzo ograniczonym zakresie i nie jest jednoznacznie potwierdzony.
Zawartość witamin w mlecznych napojach fermentowancyh podlega dość znacznym
wahaniom w zależności od rodzaju mleka, metody zwiększania suchej masy, parametrów
obróbki termicznej, rodzaju szczepów wchodzących w skład zakwasu i warunków inkubacji.
Zawartość witamin rozpuszczalnych w tłuszczu zależy także od ilości tego składnika w
produkcie. Największe rozbieżności budzi wpływ procesu fermentacji na zawartość
poszczególnych witamin. Podczas rozwoju bakterie zużywają część tych związków,
syntetyzując jednocześnie inne. Proces ten zależy przede wszystkim od typu szczepu i
warunków inkubacji. Aby zapewnić wysoką zawartość witamin w produkcie ważny jest
zatem dobór właściwych szczepów wchodzących w skład zakwasu oraz odpowiednie
parametry procesu technologicznego.
Fermentacja mlekowa ma niewielki wpływ na skład substancji mineralnych w
jogurcie. Produkty te są doskonałym źródłem wielu makro- i mikroelementów, szczególnie
wapnia, cynku, fosforu i magnezu. Niektórzy badacze uważają, że w porównaniu z mlekiem
substancje mineralne zawarte w napojach fermentowanych są lepiej przyswajalne.
Oprócz wysokich walorów odżywczych wynikających z ich składu chemicznego
mleczne napoje fermentowane posiadają także dodatkową wartość profilaktyczno-dietetyczną
wynikającą z obecności w nich żywej mikroflory. Wartość ta związana jest z właściwościami
probiotycznymi pewnych rodzajów bakterii fermentacji mlekowej. Probiotyki są definiowane
jako pojedyncze lub mieszane żywe kultury mikroorganizmów, które podawane człowiekowi
lub zwierzętom wywierają na ich organizmy korzystny wpływ, zapewniając właściwą
równowagę mikroflory zasiedlającej organizm. Probiotyki są również traktowane jako żywe,
mikrobiologiczne uzupełnienie pokarmu, które korzystnie wpływa na gospodarza (Motyl i
Libudzisz, 1996; Libudzisz, 1999).
Bakterie probiotyczne powinny spełniać szereg kryteriów, w tym:
-
tworzenie lub rekonstrukcja zrównoważonej mikroflory autochtonicznej człowieka,
-
zdolność kolonizacji określonych miejsc w organizmie człowieka,
-
wzrost odporności człowieka na kolonizację przez mikroflorę allochtoniczną, a
szczególnie chorobotwórczą,

10
-
hamowanie aktywności kancerogennej mikroflory fekalnej i zmniejszenie ryzyka
nowotworów,
-
niespecyficzna stymulacja systemu immunologicznego człowieka,
-
zmniejszenie skutków defektu laktozowego,
-
zdolność obniżania poziomu cholesterolu we krwi,
-
odporność na niskie pH i wysokie stężenie soli żółciowych.
Korzystny wpływ mlecznych napojów fermentowanych na zdrowie człowieka zależy
przede wszystkim od ilości i jakości mikroflory jaka wchodzi w ich skład. Najważniejszym
kryterium jest jej zdolność do przeżycia w przewodzie pokarmowym człowieka, przez co
może ona pozytywnie wpływać na mikroflorę gospodarza. Typowe bakterie fermentacji
mlekowej są jednak wrażliwe zarówno na niskie pH żołądka jak i na sole żółciowe, w
związku z czym nie są w stanie przetrwać procesu trawienia i w formie żywej przedostać się
do jelit. Nie mają wiec zdolności do kolonizacji tej części przewodu pokarmowego. Efekt
probiotyczny tych bakterii ograniczony jest zatem do ewentualnego wpływu ich metabolitów
zawartych w produkcie, jak również uwolnionych w trakcie lizy komórek w przewodzie
pokarmowym.
Znacznie większe oddziaływanie na zdrowie człowieka mają napoje typu „bio”. W skład
tych produktów wchodzi oprócz typowych bakterii fermentacji mlekowej tzw. mikroflora
jelitowa, której naturalnym środowiskiem bytowania jest przewód pokarmowy człowieka.
Bakterie te oprócz wytwarzania korzystnych dla zdrowia człowieka metabolitów, mają
zdolność do rozmnażania w treści jelit, jak również adhezji do powierzchni ścian nabłonka i
zasiedlania błony śluzowej jelit. Do drobnoustrojów, którym przypisuje się szczególne
właściwości probiotyczne nleżą: L. acidophilus, L. paracasei ssp. paracasei lub L. paracasei
biovar. shirota, L. casei, L. rhamnosus, L. reuterii, L. gasseri, Bifidobacterium adolescentis,
Bifidobacterium bifidum, Bifidobacterium breve, Bifidobacterium infantis, Bifidobacterium
longum, Pedicoccus acidilactici, Enterococcus faecium, Propionibacterium freudenreichii,
Saccharomyces boulardii.
Nie wszystkie szczepy należące do danego gatunku bakterii odpowiadają kryteriom
probiotyków o udokumentowanych właściwościach. Tylko niektóre z tych szczepów, a nawet
ich biotypy wykazują cechy probiotyczne. Nie wszystkie szczepy należące do danego gatunku
bakterii odpowiadają kryteriom probiotyków o udokumentowanych właściwościach. Tylko
niektóre z tych szczepów, a nawet ich biotypy wykazują cechy probiotyczne. Należy również
zaznaczyć, że nie każdy szczep wykazuje wszystkie cechy przypisywane probiotykom, może
to być tylko jedna lub kilka z nich. Ważne jest zatem aby dokładnie sprecyzować jaki szczep
wprowadzony jest do jogurtu i jakie właściwości posiada. Należy również zaznaczyć, że nie
każdy szczep wykazuje wszystkie cechy przypisywane probiotykom, może to być tylko jedna
lub kilka z nich. Ważne jest zatem aby dokładnie sprecyzować jaki szczep wprowadzony jest
do jogurtu i jakie właściwości posiada. W związku z faktem, że dotychczas większość z
badań nad właściwościami probiotycznymi szczepów prowadzono na zwierzętach lub in
vitro, uważa się, że wiele przypisywanych tym bakteriom cech nie jest dostatecznie
udokumentowanych i z naukowego punktu widzenia powinny być one traktowane raczej jako
hipotezy. Dopiero dalsze badania kliniczne na ludziach pozwolą na potwierdzenie ich
korzystnego oddziaływania na organizm człowieka.
Wpływ na mikroflorę przewodu pokarmowego
Podstawową i najlepiej udokumentowaną rolą, jaką probiotyki odgrywają w
przewodzie pokarmowym człowieka jest normalizacja mikroflory jelitowej. Naturalna
mikroflora człowieka bytuje zarówno na wewnętrznych, jak i zewnętrznych powierzchniach
ciała, a szczególnie obficie w przewodzie pokarmowym. Jest to tak zwana mikroflora
autochtoniczna odgrywająca bardzo ważną rolę w utrzymaniu zdrowia i prawidłowych

11
funkcji człowieka. Drugi typ mikroflory stanowi mikroflora przejściowa tzw. allochtoniczna,
pochodząca ze środowisk otaczających człowieka, w tym również mikroflora
chorobotwórcza. Mikroflora allochtoniczna rywalizuje o zasiedlanie miejsc z mikroflorą
autochtoniczną. Człowiek posiada ustabilizowany i dojrzały ekosystem mikroflory jelitowej.
Wiele jednak czynników środowiskowych takich jak: zanieczyszczenia żywności
substancjami toksycznymi, leczenie chemioterapeutyczne, antybiotykoterapia, radioterapia,
infekcje wirusowe, niewłaściwe żywienie i stresy psychiczne powodują zakłócenie naturalnej
równowagi tego systemu i mogą umożliwiać kolonizację przez bakterie allochtoniczne, w tym
również patogenne. Spożywanie żywych baterii o właściwościach probiotycznych w postaci
mlecznych napojów fermentowanych pozwala na przywrócenie naturalnego składu
mikroflory jelitowej, zapobiegając infekcjom i takim ich objawom jak biegunki, wzdęcia i
zaburzenia trawienia.
W kontroli układu mikroflory jelitowej człowieka zasadniczą rolę odgrywają
metabolity bakterii fermentacji mlekowej o aktywności przeciwdrobnoustrojowej. Czynniki
hamujące rozwój mikroflory patogennej można podzielić na niespecyficzne – oddziaływujące
na szerokie spektrum drobnoustrojów oraz specyficzne – ograniczające się do wybranych
gatunków. Do czynników niespecyficznych należą wzrost kwasowości, wzrost lub obniżanie
potencjału redoks oraz współzawodnictwo o laktozę. Do specyficznych zalicza się zdolność
do produkcji substancji antybiotykopodobnych tzw. bakteriocyn. Wśród związków
ograniczających rozwój patogenów za najistotniejsze uważa się kwasy organiczne – mlekowy
i szczególnie aktywny kwas octowy, ponadto aldehyd octowy, nadtlenek wodoru oraz
bakteriocyny.
Aktywność przeciwnowotworowa
Bakterie mlekowe oraz mleczne produkty fermentowane wykazują aktywność
przeciwnowotworową. Właściwości te wynikają głównie z hamowania mikroflory
produkującej
enzymy
fekalne
(β-glukuronidazy,
nitroreduktazy,
azotoreduktazy),
odpowiedzialne za przekształcenie substancji prokancerogennych do kancerogennych.
Wykazano ponadto, że niektóre szczepy Lactobacillus są zdolne do biodegradacji azotynów,
co zmniejsza ryzyko powstawania kancerogennych nitrozoamin. Ponadto żywe komórki L.
acidophilus, L. casei i L. delbrueckii ssp. bulgaricus wyraźnie zwiększają zdolność
makrofagów do fagocytowania komórek nowotworowych.
Właściwości antycholesterolowe
Od wielu lat prowadzone są badania nad wpływem spożywania mlecznych napojów
fermentowanych na obniżenie stężenia cholesterolu we krwi. Wyizolowano szczepy L.
acidophilus zdolne do asymilowania cholesterolu w warunkach beztlenowych w obecności
soli żółciowych. Wykazano duże zróżnicowanie tej cechy zależne od szczepu. Podobne
uzdolnienia wykazują także niektóre szczepy Bifidobacterium sp. i L. plantarum. Znaczenie
fizjologiczne tych uzdolnień bakterii dla człowieka nie jest jeszcze w pełni udokumentowane
i podlega intensywnym badaniom.
Wzmacnianie układu odpornościowego
Badania przeprowadzone in vitro oraz na zwierzętach doświadczalnych wykazały, że
spożywanie jogurtów zawierających żywe komórki bakterii wzmacnia specyficzny i
niespecyficzny system immunologiczny gospodarza, co w konsekwencji prowadzi do wzrostu
odporności przeciwko bakteriom chorobotwórczym i wirusom. Przypuszczalnie żywe
bakterie lub ich antygeny mogą się przemieszczać z odcinków jelitowych do krezkowych
węzłów limfatycznych i stymulować ilość limfocytów oraz zwiększać zawartość γ-interferonu
we krwi.

12
Tekstura jogurtów
Tekstura jest jednym z podstawowych parametrów charakteryzujących produkty
spożywcze i decydujących o ich jakości. Obejmuje ona wszystkie reologiczne i strukturalne
(w tym geometryczne i powierzchniowe) właściwości produktu spożywczego które mogą być
odbierane przez człowieka za pomocą receptorów dotyku, mechanicznych oraz – jeśli to
możliwe – także wizualnych i słuchowych. Tekstura ma więc głównie naturę sensoryczną,
zatem w jej badaniach naturalne jest stosowanie metod analizy sensorycznej. Tylko one
pozwalają jednocześnie zanalizować cały kompleks wrażeń teksturalnych, na podstawie
których człowiek wyraża opinię o pożądalności określonego produktu. Dla wielu
konsumentów znaczenie tekstury porównywalne jest z właściwościami smakowymi.
Szczególnie dotyczy to produktów, które nie mają zdecydowanego smaku i zapachu np. ryżu,
chleba czy jogurtu naturalnego. Metody sensoryczne mają jednak wiele wad, do których
należą: czasochłonność, wysokie koszty związane z organizacją zespołu oceniającego, słaba
powtarzalność oraz zależność od czynników psychofizycznych osób oceniających. Dlatego w
ostatnich latach coraz większego znaczenia nabierają instrumentalne metody pomiaru
tekstury, pozbawione powyższych mankamentów.
Tekstura jogurtu jest wynikiem tworzenia się pod wpływem wzrostu kwasowości
słabej struktury żelowej składającej się z trójwymiarowej sieci białkowej, w której
immobilizowana jest frakcja ciekła (serum). W skład tej struktury mogą wchodzić także
egzopolisacharydy – związki wydzielane przez bakterie fermentacji mlekowej. Istnieje szereg
czynników oddziaływujących na powyższe właściwości i mających zasadnicze znaczenie dla
właściwej tekstury mlecznych napojów fermentowanych. Należą do nich stopień i sposób
wzbogacenia mleka w składniki suchej masy (głównie białka), stopień jego obróbki
termiczno-mechanicznej, rodzaj bakterii zakwasu i temperatura inkubacji, końcowa
kwasowość oraz czas i warunki przechowywania.
Niektóre szczepy bakterii stosowanych do produkcji mlecznych napojów
fermentowanych mają zdolność do wytwarzania substancji śluzotwórczych tzw.
zewnątrzkomórkowych polimerów węglowodanowych zwanych egzopolisacharydami (EPS).
Poprzez zastosowanie szczepów produkujących te związki można w znacznym stopniu
poprawić lepkość jogurtu i wytrzymałość skrzepu oraz ograniczyć zjawisko synerezy.
Dotyczy to szczególnie jogurtów mieszanych, w których utworzony podczas fermentacji
skrzep jest poddawany obróbce mechanicznej w wyniku czego zniszczona zostaje struktura
sieciowa, co wpływa niekorzystnie na cechy reologiczne żelu oraz sprzyja synerezie.
Egzoplisacharydy produkowane przez bakterie przyjmują dwie podstawowe formy -
śluzów występujących w formie długich włókien (łańcuchów polimerowych) migrujących w
głąb żelu jogurtowego lub kapsuł (otoczek) otaczających komórkę bakteryjną. Trudno jest
jednoznacznie stwierdzić wpływ określonej formy występowania egzopolisacharydów na
właściwości tekstury skrzepu jogurtowego. Przyjmuje się, że szczepy wytwarzające EPS w
formie śluzów dają skrzep o małej odporności mechanicznej – podczas jego mieszania
następuje rozerwanie wiązań tworzących łańcuchy, w efekcie czego następuje trwałe
zniszczenie struktury żelu i znaczny spadek lepkości a uzyskany jogurt ma konsystencję
płynną,
podczas
konsumpcji
dającą
jednakże
przyjemne
wrażenie
ciągliwości.
Egzopolisacharydy występujące w formie kapsularnej nadają natomiast produktowi gęstą
konsystencję, odporną na obróbkę mechaniczną. Ponadto podczas przechowywania jogurtu
zawierającego EPS w tej formie następuje odbudowywanie zniszczonej struktury produktu i
wzrost lepkości. Jest to prawdopodobnie efekt zbrylania się kulistych cząsteczek
egzopolisacharydu jak również ich wiązania z micelami kazeinowymi. Zdolność zakwasów
jogurtowych do produkcji egzopolisacharydów jest zazwyczaj ujemnie skorelowana ze
zdolnością wytwarzania substancji smakowo-zapachowych. Szczepionki o dużej zdolności do
syntezy tych związków, które mają za zadanie przede wszystkim zapewnienie produktowi
odpowiednich cech tekstury, jednocześnie nadają mu łagodny smak i zapach.
13
WYKONANIE
1.
Ocena mleka surowego:
a.
oznaczanie kwasowości miareczkowej i czynnej
Wykonanie oznaczenia. Do kolby stożkowej odmierzyć 50 cm
3
mleka, dodać 2cm
3
fenoloftaleiny i miareczkować 0,25 N NaOH do uzyskania jasnoróżowego zabarwienia
utrzymującego się przez ok. 30 sek. Uzyskany wynik miareczkowania po przeliczeniu na
ściśle 0,25 N NaOH i przemnożeniu przez 2, daje kwasowość w stopniach Soxhleta-Henkla
°
SH.
pH zmierzyć za pomocą pehametru.
b.
oznaczanie gęstości
Wykonanie. Przygotowaną próbkę mleka o temperaturze możliwie bliskiej 20
o
C należy
wlać ostrożnie po ściance (w celu uniknięcia spienienia) do suchego (lub popłukanego
badanym mlekiem) cylindra o pojemności ok. 250 cm
3
w ilości pozwalającej na swobodne
zanurzenie się laktodensymetru. Następnie powoli opuszczać do mleka czysty i suchy
laktodensymetr do poziomu odpowiadającego na trzpieniu ok. 30
o
Ld i pozostawić tak, aby nie
dotykał on ścianek cylindra. Po kilku sekundach odczytać ilość
o
Ld z dokładnością do 0,2
według menisku górnego utworzonego przez mleko wokół trzpienia. Pomiar gęstości mleka
powinno przeprowadzać się w temp. 20
°
C.
Jeżeli temperatura jest nieznacznie niższa lub wyższa od nominalnej to należy odczytać
gęstość mleka z odpowiednich tablic.
c.
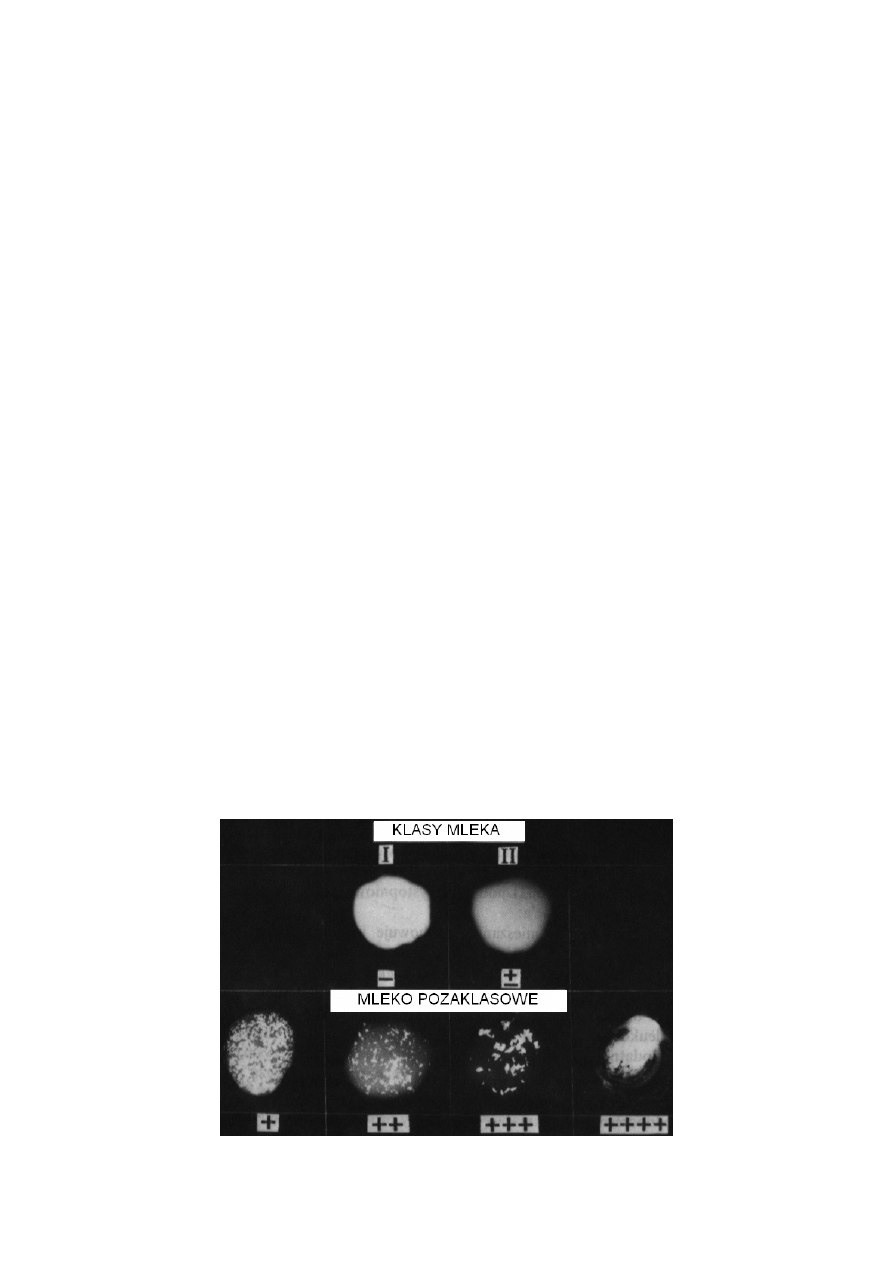
oznaczanie obecności komórek somatycznych metodą Whiteside’a
Wykonanie. Na szkiełku przedmiotowym wymieszać za pomocą bagietki 5 kropli mleka z 1
kroplą 1N NaOH. Zmianę konsystencji oceniać po 20 sekundach na ciemnozielonym tle.
Rozróżnia się następujące stopnie: (+), (+ +), (+ + + ), (+ + + +), na określenie śluzu lub strątu
od najsłabszego, ledwie dostrzegalnego(+) do oznaczonego jako (+ + + +) bardzo silnego
ześluzowacenia. Przy reakcji ujemnej (-) nie obserwuje się żadnych zmian konsystencji
mleka, przy reakcji wątpliwej (
±
) na początku mieszania również nie obserwuje się żadnych
zmian, ale pod koniec daje się zauważyć niewyraźne, drobne cząstki dyspersyjne.
Interpretacja wyników.
Reakcja dodatnia w próbie Whiteside’a świadczy o zwiększonej ilości komórek
somatycznych w mleku, a tym samym występowaniu stanu zapalnego wymion u krów, od których badane mleko
pochodzi.
Rys. 2. Wzorzec odczytu reakcji w teście Whiteside’a

14
d.
wykrywanie obecności substancji hamujących – test Polutest M
Zasada metody.
Dyfuzyjny test wskaźnikowy Polutest jest preparatem w postaci proszku zawierającym
odpowiednio dobrany szczep testowy Bacillus stearothermophilus, charakteryzujący się dużą wrażliwością na
obecność substancji hamujących, oraz wskaźnik pH pozwalający na zajście reakcji barwnej. Prawidłowy wzrost
mikroorganizmów oraz wytwarzanie kwasu zachodzące podczas inkubacji powodują zmianę barwy wskaźnika
pH z purpurowej na żółtą. Obecność w mleku substancji hamujących wzrost drobnoustrojów powoduje, że
barwa wskaźnika pH pozostaje niezmieniona. Substancje hamujące wykrywane za pomocą testu obejmują:
antybiotyki (penicylina, becytracyna, tetracyklina i jej pochodne, streptomycyna, neomycyna, erytromycyna,
linkomycyna), preparaty farmaceutyczne, środki dezynfekujące i myjące (np. soda, woda utleniona, podchloryn
sodowy i in.).
Wykonanie. Do probówki zawierającej preparat wprowadzić 0,3 ml zimnej, sterylnej wody
destylowanej i energicznie wymieszać poprzez kilkakrotne wstrząśnięcie w celu
równomiernego uwodnienia preparatu. Powstały po uwodnieniu żel ma barwę purpurowo-
fioletową. Na powierzchnię żelu nanieść 0,1 ml badanego mleka o kwasowości 6,0-7,5
°
SH
(pH 6,6-6,8) a następnie inkubować w termostacie w temperaturze 68
±
1
°
C lub w łaźni
wodnej w temperaturze 65
±
1
°
C przez 3 godziny. Po zakończeniu inkubacji ocenić barwę
probówki.
Interpretacja wyników.
Zabarwienie sino-niebieskie lub purpurowe wskazuje na obecność substancji
hamujących w badanej próbce mleka, zaś barwa żółto-kremowa na ich brak. W przypadku wyniku wątpliwego
(barwa niebiesko-żółta) przedłużyć inkubację o 0,5 h. Jeżeli po tym czasie barwa nie zmieni się wynika należy
uznać za ujemny tj. brak substancji hamujących w próbce. Obecność antybiotyków w mleku jest
niedopuszczalna ze względów higienicznych oraz technologicznych. Powodują one bowiem zahamowanie
rozwoju celowo dodanych do mleka kultur drobnoustrojów w trakcie produkcji mlecznych napojów
fermentowanych i serów.
e.
oznaczanie zawartości tłuszczu
Wykonanie. Do tłuszczomierza Gerbera odmierzyć automatyczną pipetą 10 cm
3
kwasu
siarkowego, dodać ostrożnie po ściance 11 cm
3
mleka, a następnie 1 cm
3
alkoholu
izoamylowego uważając , aby nie zwilżyć nim szyjki, gdyż staje się wtedy śliska i nie trzyma
korka. Tłuszczomierz zakorkować i trzymając przez suchą ściereczkę, aby nie ulec
poparzeniu dokładnie wymieszać jego zawartość, po czym wstawić korkiem w dół do łaźni
wodnej o temp. 65-70
°
C na 5-10 min. Od czasu do czasu mieszać zawartość tłuszczomierza.
Wstawić tłuszczomierz do wirownicy Gerbera i wirować przez 5 min. z szybkością 1000-
1200 obr/min. Po odwirowaniu wyjąć tłuszczomierze uważając, aby część kalibrowana była u
góry i w tym położeniu wstawić na 5 min. do łaźni wodnej o temp. 65
°
C a następnie
odczytać zawartość tłuszczu wg dolnej krawędzi menisku, trzymając przy tym tłuszczomierz
pionowo tak aby menisk był na wysokości oczu.
f.
obliczanie zawartości suchej masy beztłuszczowej wg wzoru Fleischmanna
s.m.b. = S - t
gdzie: S – zawartość suchej masy, %
t – zawartość tłuszczu, % (wg Gerbera)
d – gęstość wg laktodensymetru
s.m.b. – sucha masa beztłuszczowa, %.
d
d
t
S
100
100
665
,
2
2
,
1
−
+
=
15
2. Produkcja mlecznych napojów fermentowanych:
I.
Jogurt probiotyczny o znormalizowanej zawartości s.m.b.– punkty 2.1 a, b, c,
d, e, h, i, 2.2
II.
Maślanka/ Kefir luksusowy o znormalizowanej zawartości s.m.b.– - punkty
2.1 a, b, c, d, e, h, i, 2.4
2.1.Przygotowanie mleka.
a.
Podgrzewanie i wirowanie. Przeznaczone do przerobu mleko podgrzewa się do temp.
45
°
C i poddaje odwirowaniu w wirówce odtłuszczającej.
b.
Oznaczanie zawartości tłuszczu w mleku odtłuszczonym i śmietance.
c.
Normalizacja zawartości tłuszczu. W zależności od rodzaju produktu sporządza się
odpowiednie ilości mleka o określonej zawartości tłuszczu wg instrukcji
prowadzącego zajęcia. Konieczne ilości mleka odtłuszczonego i śmietanki oblicza się
stosując kwadrat Pearsona, sprawdzając poprawność obliczeń za pomocą bilansu
jednostek tłuszczowych. Normalizacji dokonuje się metodą zbiornikową poprzez
odmierzenie i dokładne wymieszanie odpowiednich ilości mleka odtłuszczonego i
śmietanki.
d.
Oznaczanie gęstości w mleku normalizowanym
e.
Normalizacja zawartości suchej masy beztłuszczowej. Mleko wyjściowe normalizuje
się odtłuszczonym mlekiem w proszku do zawartości s.m.b 11,5% (jogurt) lub 11%
(kefir luksusowy 2% tł). Potrzebną do normalizacji ilość mleka w proszku wylicza się
z kwadratu Pearsona. Aby skorzystać z tego wzoru najpierw należy ustalić procentową
zawartość suchej masy w mleku wyjściowym wg wzoru Fleischmana:
S – zawartość suchej masy, %
t – zawartość tłuszczu, % (wg Gerbera)
d – gęstość wg aerometru
a następnie zawartość suchej masy beztłuszczowej (s.m.b.)
W kolejnym etapie oblicza się dodatek mleka w proszku, zakładając, że
zawiera on 96% s.m.b. oraz że chcemy otrzymać 2 litry (2000 ml) mleka
znormalizowanego korzystając z kwadratu Pearsona:
d
d
t
S
100
100
665
,
2
2
,
1
−
+
=
t
S
b
m
s
−
=
.
.
.
16
Obliczoną ilość mleka w proszku rozpuszcza się dodając stopniowo mleko o temp.
45
°
C w proporcji 1 część objętościowa proszku i 5 części mleka mieszając do
uzyskania jednolitej masy. Następnie dodać drugą taką samą porcję ciepłego mleka,
całość dokładnie wymieszać, przecedzić przez tampon z waty na sitku i złączyć z
pozostałą ilością mleka przeznaczonego do produkcji.
f.
Dodatek stabilizatora. W celu uzyskania skrzepu o lepszych parametrach
reologicznych można stosować dodatek odpowiednich preparatów dopuszczonych
przez władze sanitarne, wg instrukcji producenta.
g.
Dodatek cukru i aromatów (jogurty smakowe).
h.
Podgrzewanie i homogenizacja. Znormalizowane mleko podgrzewa się do temp. 65
°
C
i poddaje homogenizacji przy ciśn. ok. 15 MPa.
i.
Pasteryzacja i chłodzenie. Bezpośrednio po homogenizacji mleko poddaje się
pasteryzacji w temp. 90
°
C przez 10 minut. Spasteryzowane mleko schładza się do
temp. inkubacji: ok. 45
°
C (jogurt), 38
°
C (jogurt probiotyczny) lub ok. 22
°
C (kefir,
maślanka lub mleko ukwaszone).
2.2. Produkcja jogurtu stałego (metoda termostatowa)
Mleko przygotowane wg p. 1 zaszczepia się zakwasem jogurtowym w ilości ok. 3-5%
(szczepionka liofilizowana DVS – YC-180 lub ABT1), rozlewa do jałowych słoików i
inkubuje w temp. 42-45
°
C do uzyskania pH ok. 4,7 (ok. 4 godziny) – jogurt klasyczny
(szczepionka YC-180) lub w temperaturze 37-38
°
C (9-12 godz.) – jogurt probiotyczny
(szczepionka ABT-1). Gotowy jogurt chłodzi się do temp. 4
°
C (łaźnia wodna, lodówka).
2.3. Produkcja jogurtu mieszanego (metoda zbiornikowa)
Mleko przygotowane wg p. 1 zaszczepia się zakwasem jogurtowym jw. inkubuje się w
zbiorniku do pH ok. 4,7 (ok. 4 godziny), poczym powolnie mieszając chłodzi się na łaźni
wodnej do temp. ok. 20
°
C, dodając ewentualnie dodatki smakowe. Następnie jogurt
rozlewa się do opakowań i schładza do temp. 4
°
C.
2.4. Produkcja maślanki/ kefiru (metoda termostatowa)
Mleko przygotowane wg p. 1 zaszczepia się zakwasem kefirowym w ilości ok. 3%
(zakwas roboczy na bazie grzybków kefirowych lub liofilizowany DVS), rozlewa do
opakowań i inkubuje w temp. ok. 22
°
C. Po uzyskaniu skrzepu obniża się temp. do 8-10
°
C
i w tej temp. prowadzi się dojrzewanie w czasie 1-3 dni.
11,5-jogurt
11 – maślanka/
kefir
cz. wag. mleka w proszku
cz. wag. mleka
% s.m.b. w mleku
96
cz. wag. mleka znormalizowanego
+
2000
cz. wag. mleka znormaliz.
×
cz. wag. mleka w proszku
= x
x
-
dodatek mleka w proszku w g ;
(2000 –
x
) – ilość mleka w ml.
Wyszukiwarka
Podobne podstrony:
Technol. Spec.II, ćw. 4
Technol Spec II ćw 3
Technol. Spec. I, ćw. 3
Technol. Spec. I, ćw. 2
Technol.Spec.I, ćw. 4
Technologie w produkcji bydła Ćw.1, weterynaria uwm II rok, technologia
Technologie w produkcji bydła Ćw.2, weterynaria uwm II rok, technologia
mikro tematy cw i wykl, Technologia Żywności, II ROK, Mikrobiologia
Bud II ćw proj 4
PE II ćw" sprawko(ŁAP GRU)
Obliczenia91, SGGW - Technologia żywnosci, II semestr, SEMESTR 2, wyklady II rok, od kaski
fiz 62 poprawione, SGGW - Technologia żywnosci, II semestr, SEMESTR 2, fizyka, sprawozdania, Sprawo
PE II cw 6 sprawko
wyklady opakowania, Technologia Żywności, II ROK, Opakowania, magazynowanie i transport żywności
WSEI Ekonometria II cw zadania domowe + rozwiazanie, WSEI Ekonometria II cw zadania domowe + rozwiaz
fiz 66, SGGW - Technologia żywnosci, II semestr, SEMESTR 2, fizyka, sprawozdania, Sprawozdania
więcej podobnych podstron