
1
Projekt
Wykonali:
Ewa Wawrzyniak
Bartosz Drzazga
Poznań 2015
Politechnika Poznańska
Wydział Budowy Maszyn i Zarządzania
Kierunek: ZiIP ( II stopień, niestacjonarne)
Przedmiot:
Ekologia w przemyśle
Prowadzący: dr inż. Dorota Czarnecka-Komorowska

Spis treści
1.Prezentacja wyrobu
2. Charakterystyka wyrobu
2.1 Materiały do produkcji stolika
2.2 Płyta wiórowa laminowana
2.3 Stal
2.4 Wymiary stolika
2.5
Wielkość produkcji, czas życia wyrobu
3. Proces technologiczny
4. Maszyny i materiały pomocnicze wykorzystywane do produkcji
4.1 Cięcie rur
4.2 Cięcie blach
4.3 Kształtowanie blach
4.4 Usuwanie ostrych krawędzi
4.5 Oczyszczanie produktu przed malowaniem
4.6 Malowanie
4.7 Wycinanie blatów
4.8 Oklejanie kra
wędzi blatów
4.9 Pakowanie
5. Zużycie energii potrzebnej do produkcji
6
. Ocena rodzaju oraz miejsca powstawania odpadów
7
. Identyfikacja zagrożeń środowiskowych produktu w całym cyklu życia
8
. Klasyfikacja odpadów
9
. „Hots pot”
10. Analiza ekonomiczna
11. Korekta technologii wyrobu
– Cleaner Production
Spis rysunków
Spis tabel

1. Prezentacja wyrobu
Do przedstawienia w projekcie został wybrany stolik (Rys. 1)
Rysunek 1. Stolik
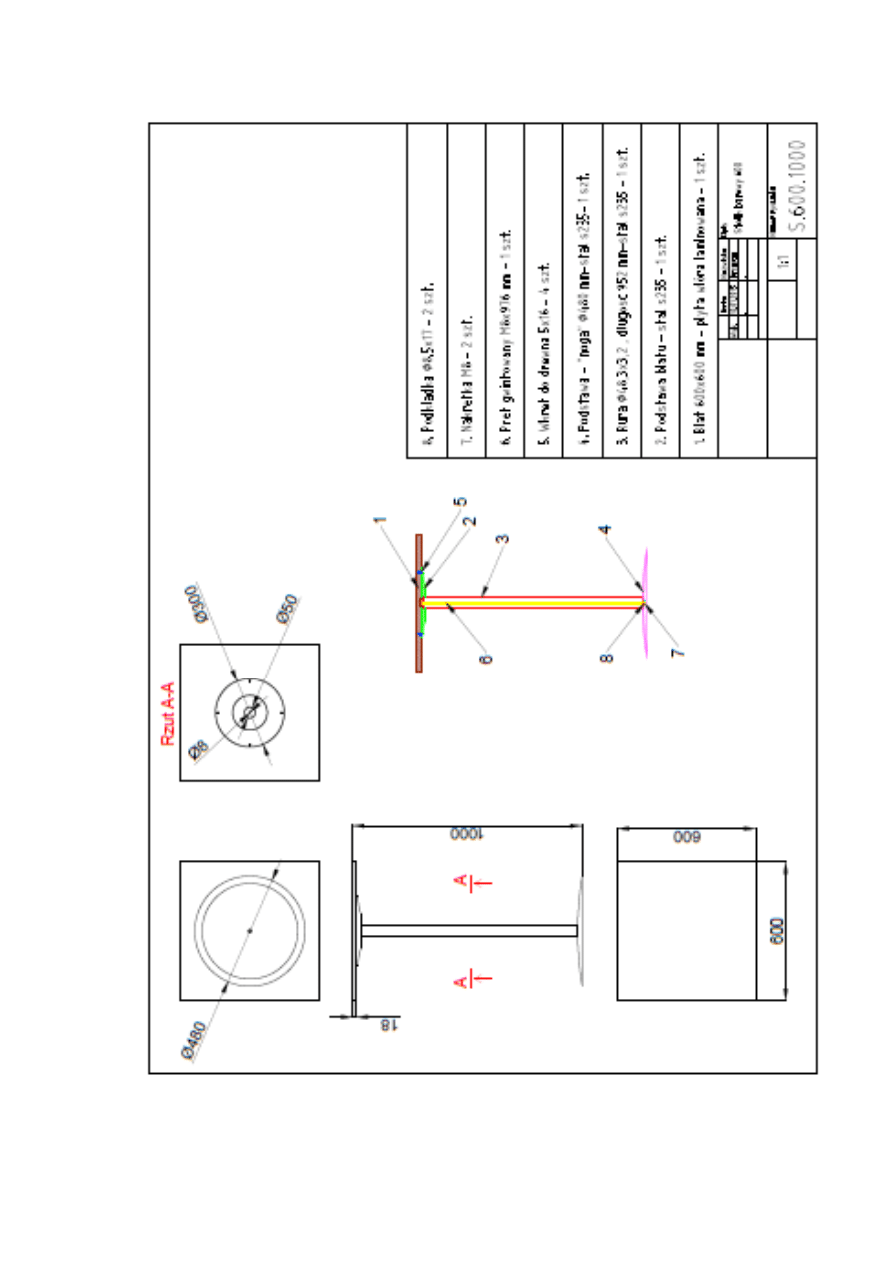

Materiały do produkcji stolika:
blacha stalowa 5mm
rura stalowa fi 48,3x3,2
płyta wiórowa laminowana o wymiarach 1250mm x2500mm.
2. Charakterystyka wyrobu
2.1
Materiały do produkcji stolika:
blacha stalowa 5mm
rura stalowa fi 48,3x3,2
płyta wiórowa laminowana o wymiarach 2800x2070 mm; grubość: 18mm
Materiały pomocnicze to:
okleina do płyty
proszek do malowania
opakowania kartonowe.
2.2 P
łyta wiórowa laminowana
Płyty wiórowe wytwarzane są ze specjalnie przygotowanych cząstek drzewnych,
które są następnie sprasowane pod wpływem odpowiednio dużego ciśnienia
i wysokiej temperatury
z dodatkiem wiążących żywic i kleju syntetycznego. Warstwa
zewnętrzna płyty zbudowana jest z najdrobniejszych wiórów drzewnych, przez co
płyta charakteryzuje się niską chropowatością. Dzięki temu płyty wiórowe mogą
zostać poddane laminowaniu, oklejaniu, lakierowaniu i postformingowi z
zapewnieniem wysokiej odporności na odklejanie, bądź stosowane bezpośrednio w
konstrukcjach meblowych.
Właściwości surowych płyt wiórowych
Jednorodna budowa zapewnia
naszym płytom wiórowym doskonałe i stabilne
parametry
izolacyjne oraz wytrzymałościowe. Wysoka odporność płyt sprawia, że
spisują się one doskonale nawet w trudnych warunkach. Dzięki nowej strukturze
mają one bardzo dobre parametry, które umożliwiają ich użycie zarówno do prac
konstrukcyjnych, jak
i wykończeniowych. Dzięki specjalistycznemu wykończeniu płyty
wiórowe stają się jednocześnie łatwe w obróbce, a przy tym niezwykle stabilne,
wytrzymałe na obciążenie oraz odporne na wilgoć. Płyty wiórowe spisują się świetnie
przy pracach montażowych. Na płytach można swobodnie pisać, zmywać, kleić,
wiercić bez obawy na pęknięcia, złamania czy odbarwienia. Dzięki zaawansowanej
technologii produkcji płyty wiórowe umożliwiają wytłumienie niepożądanych odgłosów
w pomieszczeniach.

Zastosowanie płyt wiórowych
Płyta wiórowa to produkt od lat znajdujący zastosowanie w przemyśle meblarskim
i
budownictwie. Płyty budowlane z uwagi na swoje właściwości wykorzystywane są
do
produkcji różnorodnych mebli oraz jako materiał konstrukcyjny, np. na ścianki
działowe i izolacyjne w budownictwie. Idealnie nadaje się do zdobienia i wykańczania
frontów, czy innych elementów mebli. Surowe płyty wiórowe są również
podstawowym materiałem produkcyjnym blatów kuchennych, parapetów, podłóg
i frontów meblowych, które następnie oklejane są fornirem lub folią, bądź też
laminowane.
2.3 Stal
Stal
– stop żelaza z węglem, plastycznie obrobiony i obrabialny cieplnie, o
zawartości
węgla
nieprzekraczającej
2,10%,
co
odpowiada
granicznej
r
ozpuszczalności węgla w żelazie (dla stali stopowych zawartość węgla może być
dużo wyższa). Węgiel w stali najczęściej występuje w postaci perlitu płytkowego.
Niekiedy jednak, szczególnie przy większych zawartościach węgla, cementyt
występuje w postaci kulkowej w otoczeniu ziaren ferrytu.
Według obecnie obowiązującej normy stal definiuje się jako materiał zawierający
(masowo) więcej żelaza niż jakiegokolwiek innego pierwiastka, o zawartości węgla w
zasadzie mniejszej niż 2% i zawierający inne pierwiastki. Ograniczona liczba stali
chromowych może zawierać więcej niż 2% C, lecz 2% jest ogólnie przyjętą wartością
odróżniającą stal od żeliwa.
Stal S235 ma głównie zastosowanie w konstrukcjach spawanych oraz podlegających
obróbce plastyczne, nie może być poddana hartowaniu.
Łatwość obróbki plastycznej pozwala na uzyskaniu pożądanych kształtów w
procesie wytwarzania elementów składowych stolika.

2.4 Wymiary stolika
wysoko
ść 1000 mm
blat 600 mm x 600 mm
waga stolika 14,193 kg
2.5
Wielkość produkcji, czas życia wyrobu
produkcja godzinna (60 min.)
– 5 sztuk
produkcja dobowa (24 godz.)
– 40 sztuk
produkcja miesięczna (20 dni) – 800 sztuk
Przyjęta wielkość produkcji – 800 sztuk/miesiąc
3. Proces technologiczny
Dostarczenie surowca
Wycięcie blatu na stole frezarskim CNC
Oklejenie rantów okleiną
Wycięcie stopy i podstawy blatu na wycinarce laserowej
Przetłoczenie na prasie hydraulicznej
Cięcie rury na pile taśmowej
Czysz
czenie elementów stalowych przed malowaniem
Malowanie elementów stalowych w komorze proszkowej
Przygotowanie otworów montażowych
Kontrola jakości, oznaczanie
Pakowanie
do kartonów poszczególnych elementów
Etykietowanie i magazynowanie

4. Maszyny
i materiały pomocnicze wykorzystywane do
produkcji
4.1
Cięcie rur
Cięcie rur na wskazany wymiar będzie się odbywać na stanowisku wyposażonym w
piłę taśmową, która zapewni należytą dokładność oraz powtarzalność. W przypadku
zamówienia większe partii rury mogą by cięte w całych wiązkach.
Rysunek.2
Przecinarka taśmowa CNC firmy Bomar
Masa 1000 mm rury 48.3 mm: 3,56 kg
Rury dostarczane są w odcinkach 6000 mm o masie całkowitej : 21,36 kg
Masa rury dociętej do stolika o długości 952 mm : 3,36 kg
Odpad z 1000 mm rury wynosi: 0,17 kg
Łączny odpad z rury o długości 6000 mm wynosi: 1,02 kg
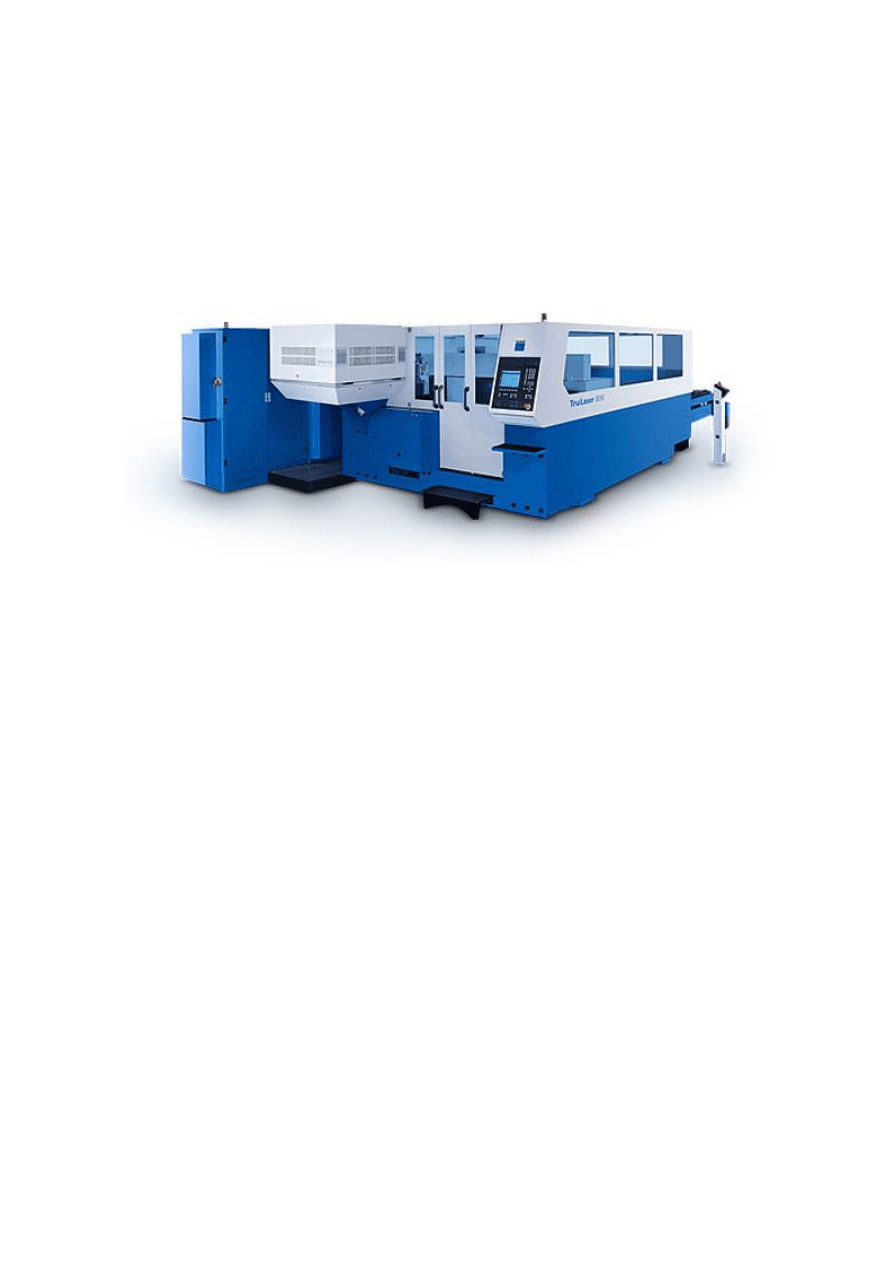
4.2
Cięcie blach
Stopa oraz mocowanie blatu stolika będzie wykonywane na wycinarce laserowej, po
załadowaniu jednego arkusza blachy będą wycinane blachy na parę kompletów
stolików. Poza wycinanym kształtem blachy będą również wykonywane otwory
montażowe.
Rysunek.3 Wycinarka laserowa firmy Triumpf
Elementy stopa i podstawa blatu stolika są wycinane z blachy o grubości 5 mm z
arkuszy o wymiarach 2000x1000 mm
Masa 1 m
2
blachy 5mm : 39,25 kg
Masa arkusza blachy o powierzchni 2 m
2
wynosi : 78,5 kg
Masa stopy wynosi : 7,693 kg
Masa podstawy pod blat wynosi: 3,14 kg
Zakładając, że z arkusza blachy o wymiarach 2000x1000 mm wykonamy 4 komplety
stóp i podstaw do stolików otrzymujemy odpad : 35,168 kg
Możemy założyć, iż odpad jednostkowy na jeden komplet do stolika to : 8,792 kg
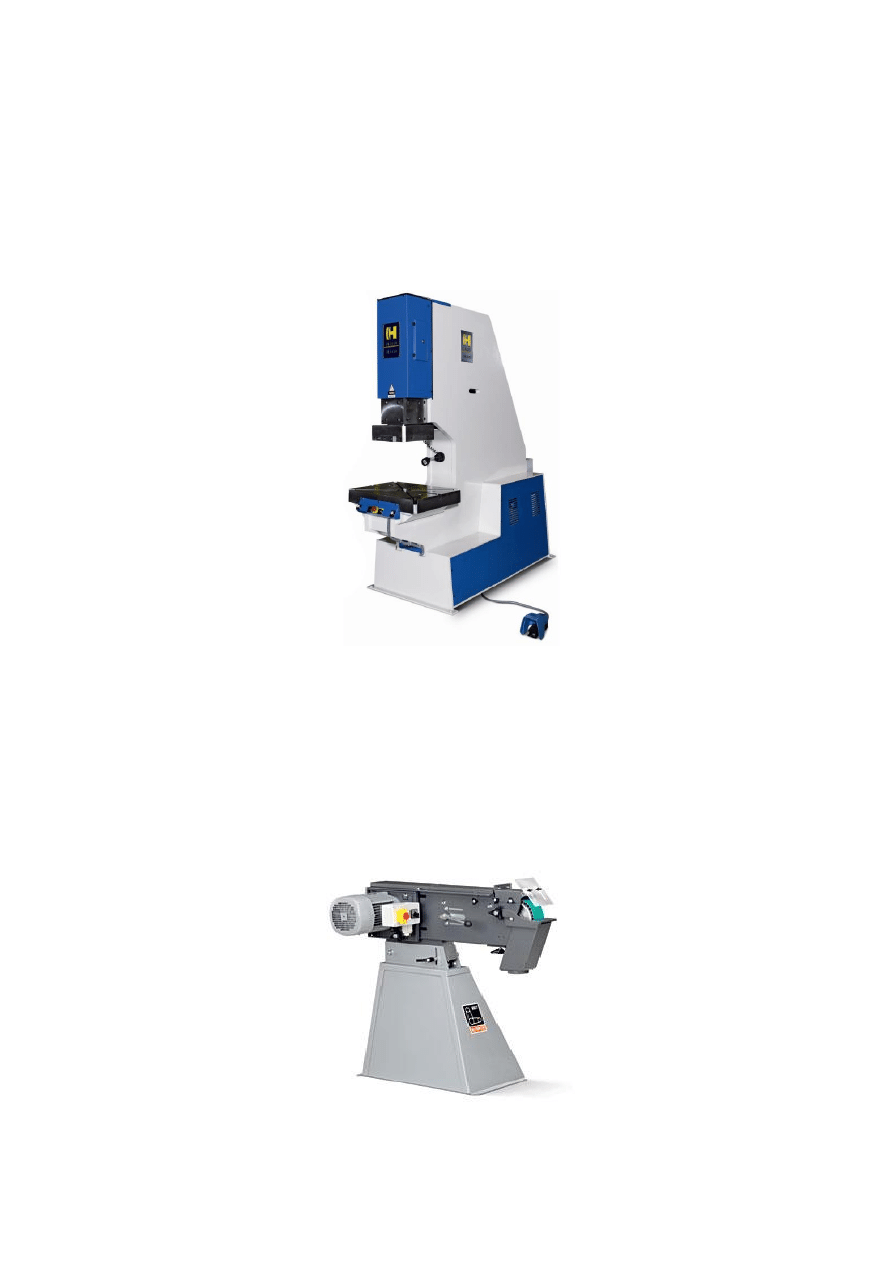
4.3
Kształtowanie blach
Uzyskanie porządanego kształtu podstawy blatu oraz stopy stolika będzie odbywać
na stanowiskach wyposażonych w prasy hydrauliczne. Prasy uzbrojone w formy
kształtujące zapewnią optymalne czasy wytwórcze oraz minimalne straty
materiałowe.
Rysunek 4. Prasa hydrauliczna firmy Kingsland
4.4
Usuwanie ostrych krawędzi
Wszystkie cięte półfabrykaty muszą zostać poddane obróbce szlifowania w celu
usunięcia ostrych krawędzi oraz powstałych zadziorów w procesie cięcia. Stanowisko
szlifierskie jest w wyposażone w szlifierkę taśmową stacjonarną.
Rysunek 5.
Szlifierka taśmowa stacjonarna przemysłowa firmy Grit

4.5 Oczyszczanie produktu przed malowaniem
Oczyszczenie przygotowanego wyrobu przed
procesem malowania będzie odbywać
w komorze śrutowniczej. W komorze tej zostaną usunięte wszelkie nie czystości,
odpryski, zendra znajdująca się na rurach i blachach oraz ewentualna rdza.
Rysunek 6
. Komora śrutownicza firmy Sciteex
4.6 Malowanie
Ostatni proces polega na malowaniu przygotowach części stalowych stolika. Detale
zostaną pokryte metodą proszkową co zapewni odpowiednią wytrzymałość na
zmienne warunki użytkowania oraz udarność detalu.
Rysunek 7. Komora malownicza firmy ProMal

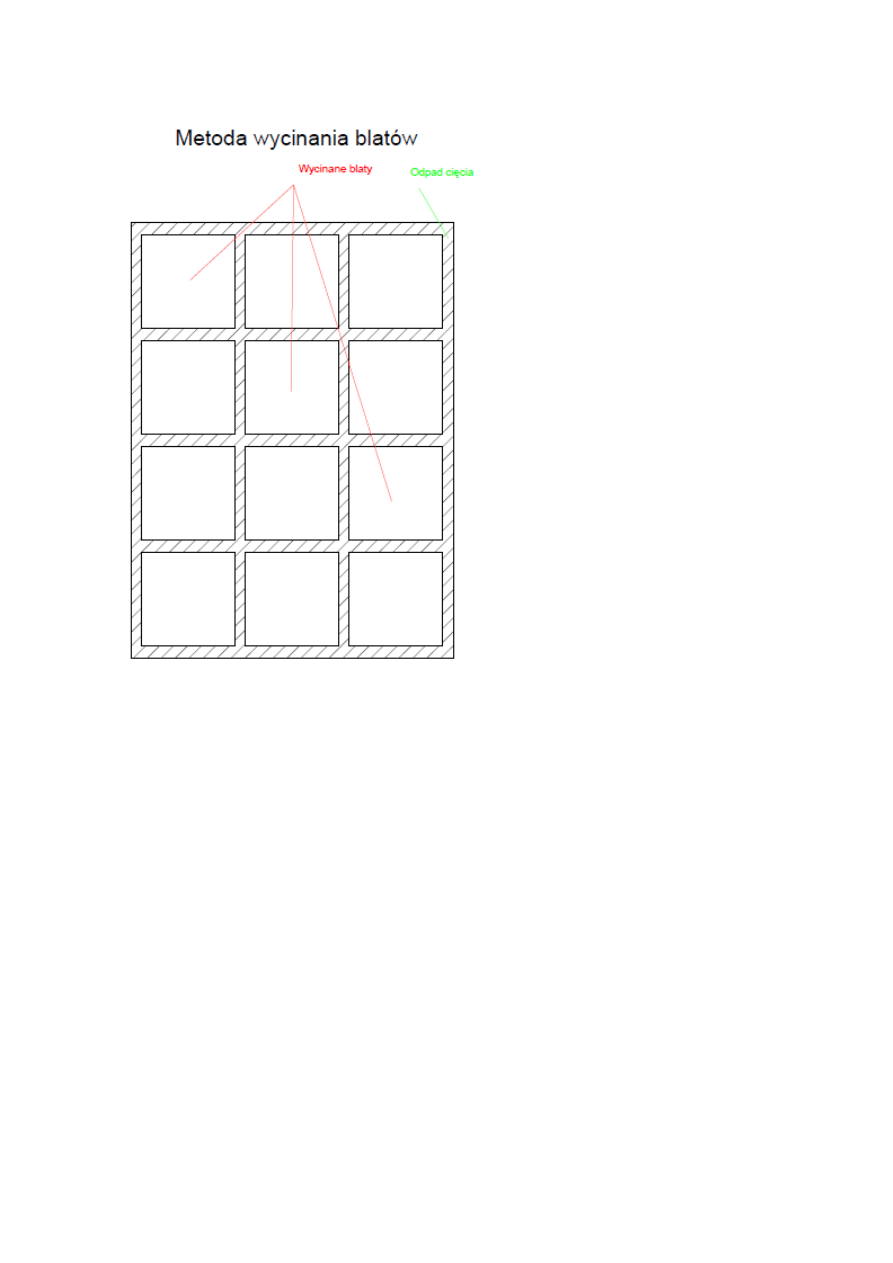
4.7
Wycinanie blatów
Wycinanie porządanego kształtu blatu z płyty wiórowej będzie odbywało się na
zautomatyzowanym stanowisku
obróbczym. Stanowisko to będzie wyposażone w
maszynie firmy Holz-Her.
Rysunek 8.
Maszyna tnąca firmy Holz-Her
Blat wycinany jest z płyty o wymiarach: 2800x2070 mm; Grubość: 18mm
Masa takiej płyty to : 67,813 kg ; Powierzchnia : 5.80 m
2
Masa jednostkowa jednego blatu : 4.21 kg
Z jednej płyty o wymiarach 2800x2070 uzyskujemy 12 blatów co daje odpadu z
jednej płyty 17.293 kg
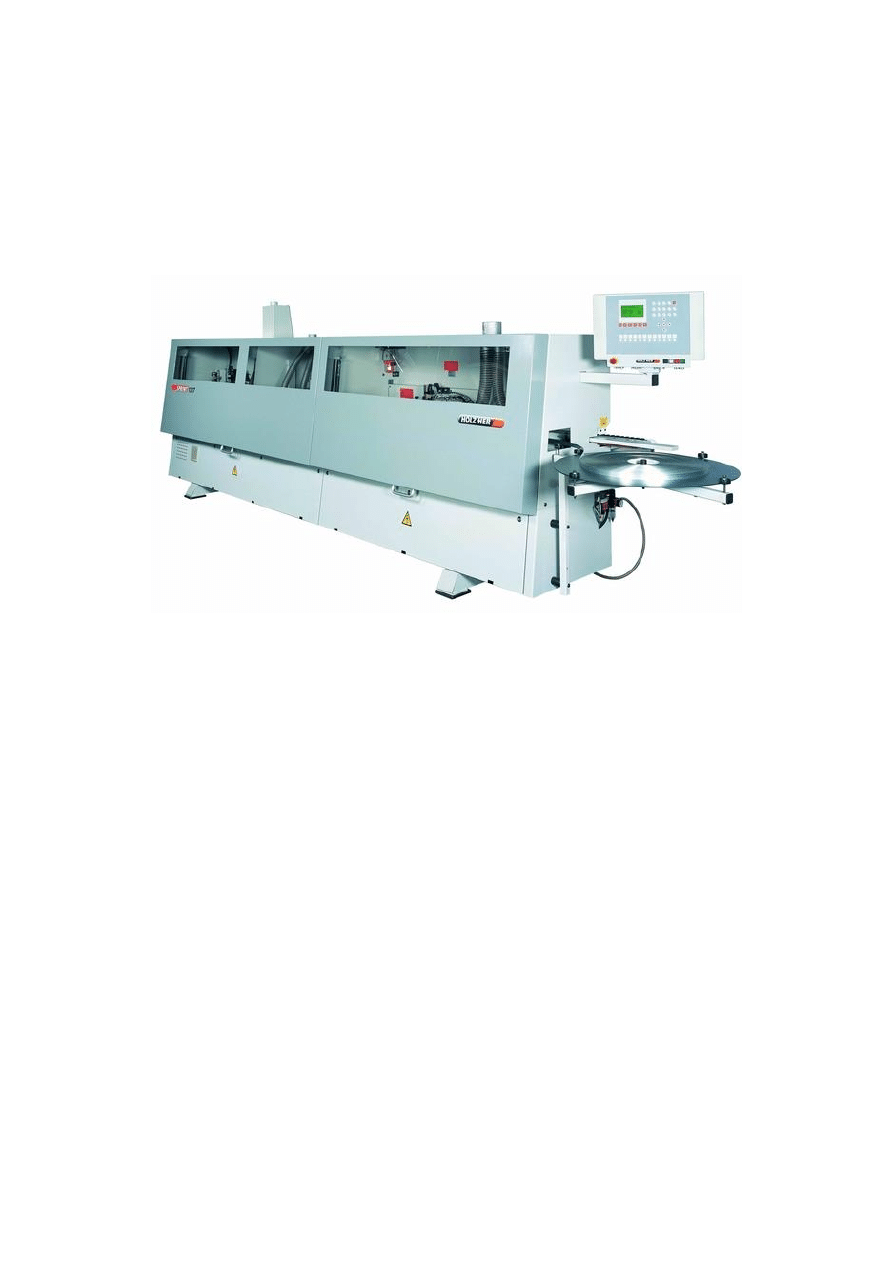
4.8
Oklejanie krawędzi blatów
Po operacji cięcia płyt należy krawędzie przyszłego blatu okleić okleiną dla
zapewnie
nia estetyki wyrobu oraz dla zapewnienie bezpieczeństwa przed ostrymi
krawędziami. Oklejona płyta jest też zabezpieczona przeciw odłupywaniu się
krawędzi blatu. Proces ten będzie odbywać za pomocą maszyny firmy Holz-Her.
Rysunek 9.
Maszyna oklejająca firmy Holz-Her
4.9 Pakowanie
Pakowanie elementów stołu: blaty, podstawy i stopy do jednego kartonu ,
poszczególne oddziela się tekturą falistą. Natomiast noga pakowana jest oddzielnie.
Rysunek 10. Kartony
Rozmiar: 80x80x107mm
Długość: 720mm
Średnica wewnętrzna: 80mm
Tektura: 3 warstwowa
Gramatura: 450g
Rozmiar: 80x80x107mm
Długość: 720mm
Tektura: 3 warstwowa
Gramatura: 750g
Tektura znajduje zastosowanie
bezpośrednio na opakowania, przekładki lub jako
półfabrykat do wytwarzania opakowań tekturowych, jako materiał do izolacji
technicznych i termicznych w budownictwie .
Jako produkt ekologiczny, zastępuje
folię - brak dodatków chemicznych sprawia, że tektura szybko ulega biodegradacji
i nie jest szkodliwa dla zdr
owia człowieka oraz środowiska. Możliwość wielokrotnego
stosowania,
Brak dodatków chemicznych sprawia, że tektura szybko ulega biodegradacji i nie jest
szkodliwa dla zdrowia człowieka oraz środowiska.
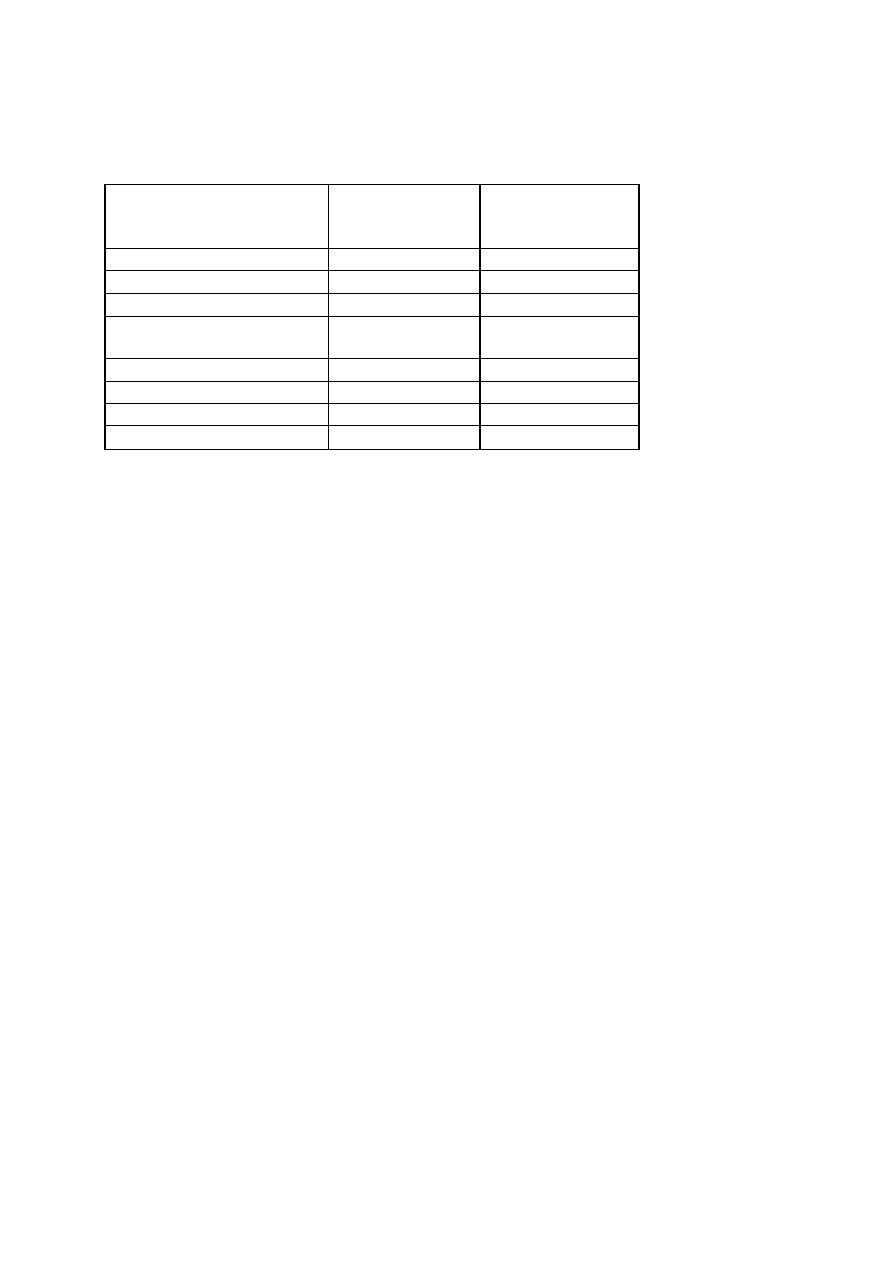
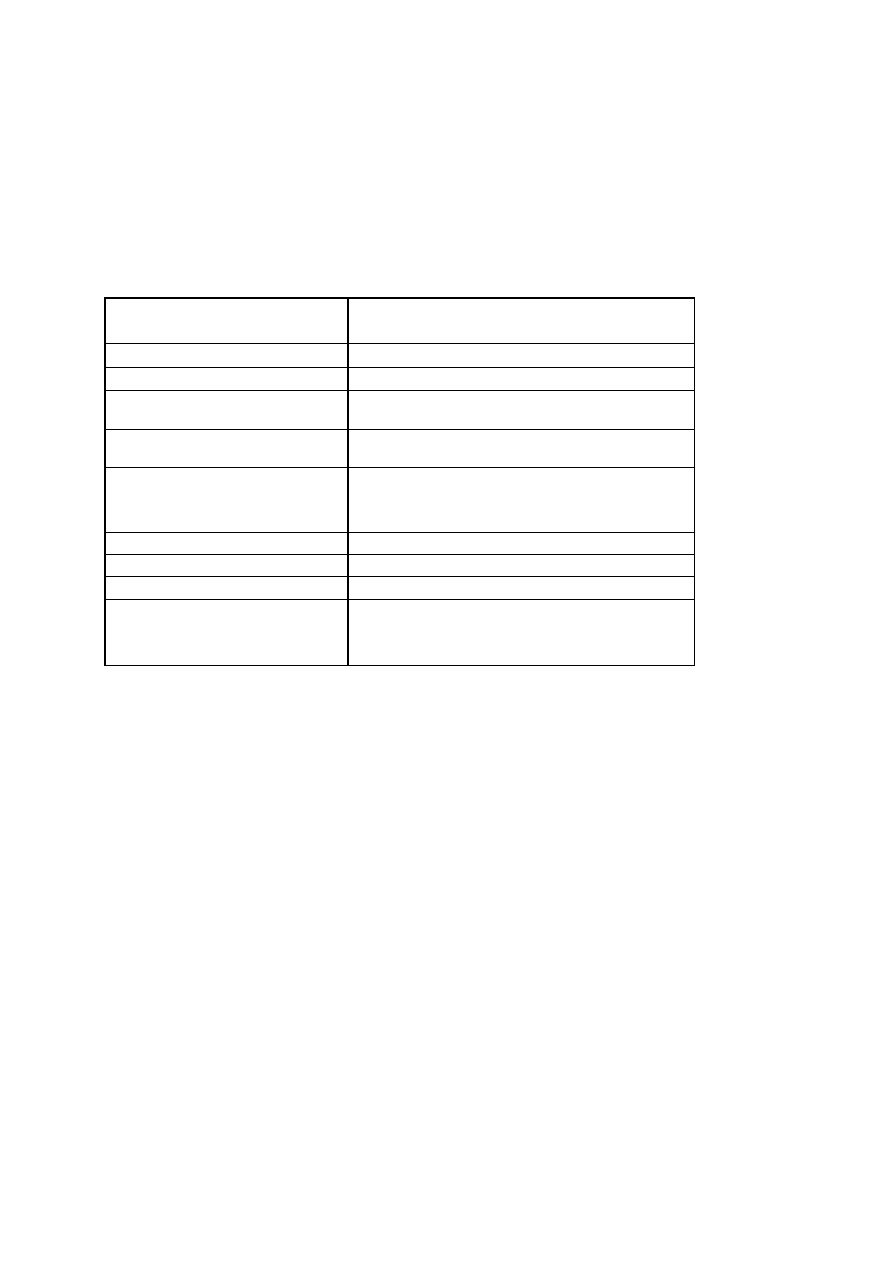
5. Zużycie energii potrzebnej do produkcji
Tabela 1. Zużycie energii
Maszyny
Zużycie energii
na 1h
Zużycie energii na
jeden dzień
roboczy
Przecinarka taśmowa
1.5kW
11,25 kW
Wycinarka laserowa
50 kW
375 kW
Prasa hydrauliczna
15 kW
112,5 kW
Szlifierka taśmowa
stacjonarna
3 kW
22,5 kW
Komora śrutownicza
12 kW
90 kW
Komora malownicza
20 kW
150 kW
Maszyna tnąca
18 kW
135 kW
Mas
zyna oklejająca
14 kW
105 kW
Roczne zużycie energii 165 937,5 kW
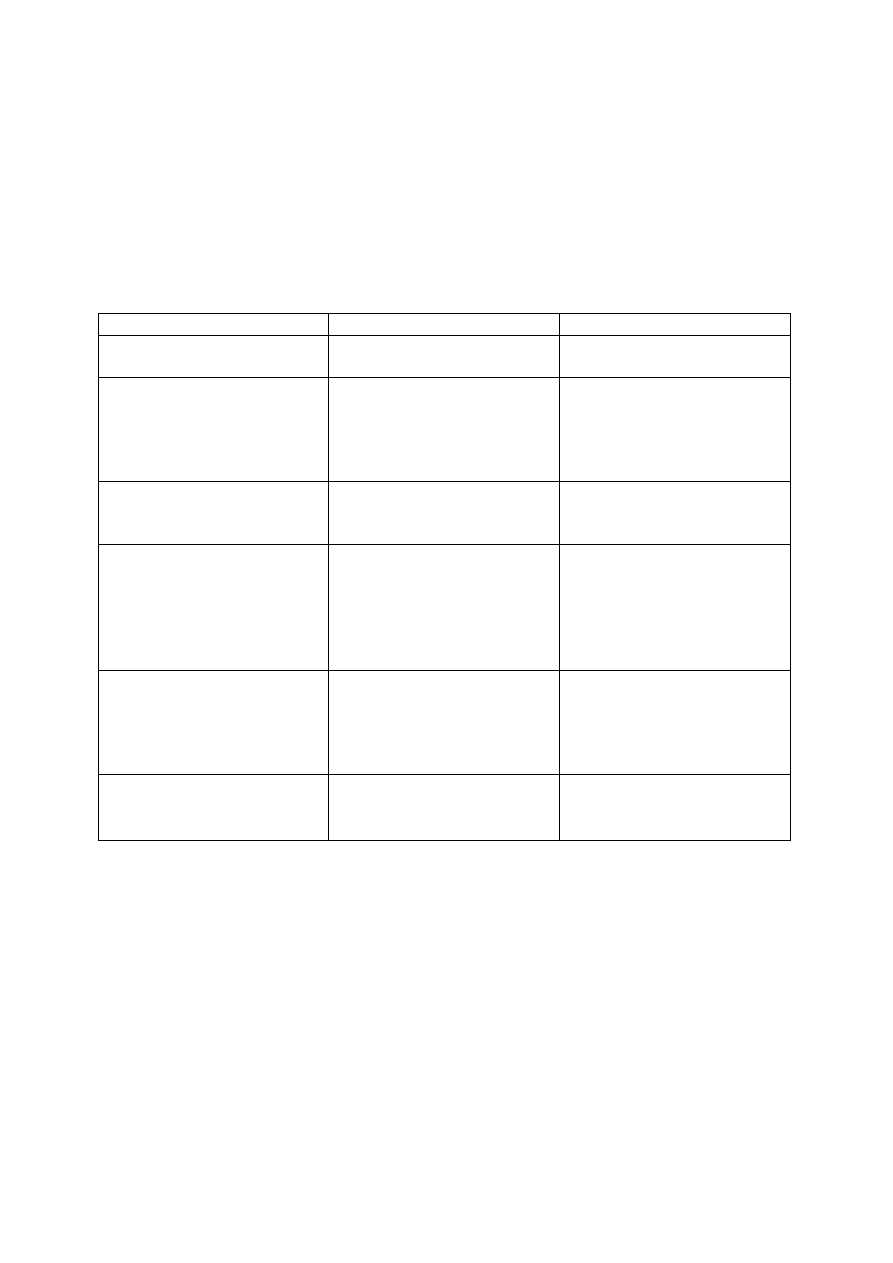
6
.
Ocena rodzaju oraz miejsca powstawania odpadów
Tabela 2
. Identyfikacja odpadów
Aspekt wejścia
Proces/ wyroby/ usługi
Aspekt wyjścia
Energia elektryczna
Rury stalowe
Cięcie rur
Odpady z cięcia
Opiłki stali
Energia Elektryczna
Woda
Sprężone powietrze
Blachy
Azot
Wypalanie elementów
z blach
Hałas
Odpady blachy
Dym
Sprężone powietrze
Czyściwo
Śrutowanie elementów
stalowych
Zanieczyszczenia
Oleje
Energia elektryczna
Proszek do malowania
Malowanie elementów
stalowych
Pył malarski
Energia elektryczna
Czynnik ludzki
Płyta wiórowa
Cięcie płyt wiórowych
Pyły drewniany
Odpady wiórowe
Hałas
Kartony tekturowe
Tektura
Czynnik ludzki
Pakowanie
Odpady tekturowe
7
. Identyfikacja zagrożeń środowiskowych produktu w całym cyklu
życia
Tabela 3. Identyfikacja zagrożeń środowiskowych
Odpad
Zagrożenie dla środowiska
Stal
Zanieczyszczenie gleb, wód.
Opiłki stali
zanieczyszczenie gleb, wód.
Dym
Emisja do powietr
za gazów , kwaśne
deszcze.
Zanieczyszczenia po
śrutowaniu
Emisja pyłów do powietrza
Oleje
Zanieczszczenie wód gruntowych, gleb,
przedostanie się do środowiska substancji
ropopochodnych
Pył malarski
Zanieczyszczenie powietrza, gleby, wód.
Pył drewniany
Zanieczyszczenie powietrza.
Odpady wiórowe
Zanieczyszczenie gleb, wód.
Tektura
Zanieczszczenie wód gruntowych, atmosfery
oraz gleby, obniżenie walorów estetycznych
krajobrazu.
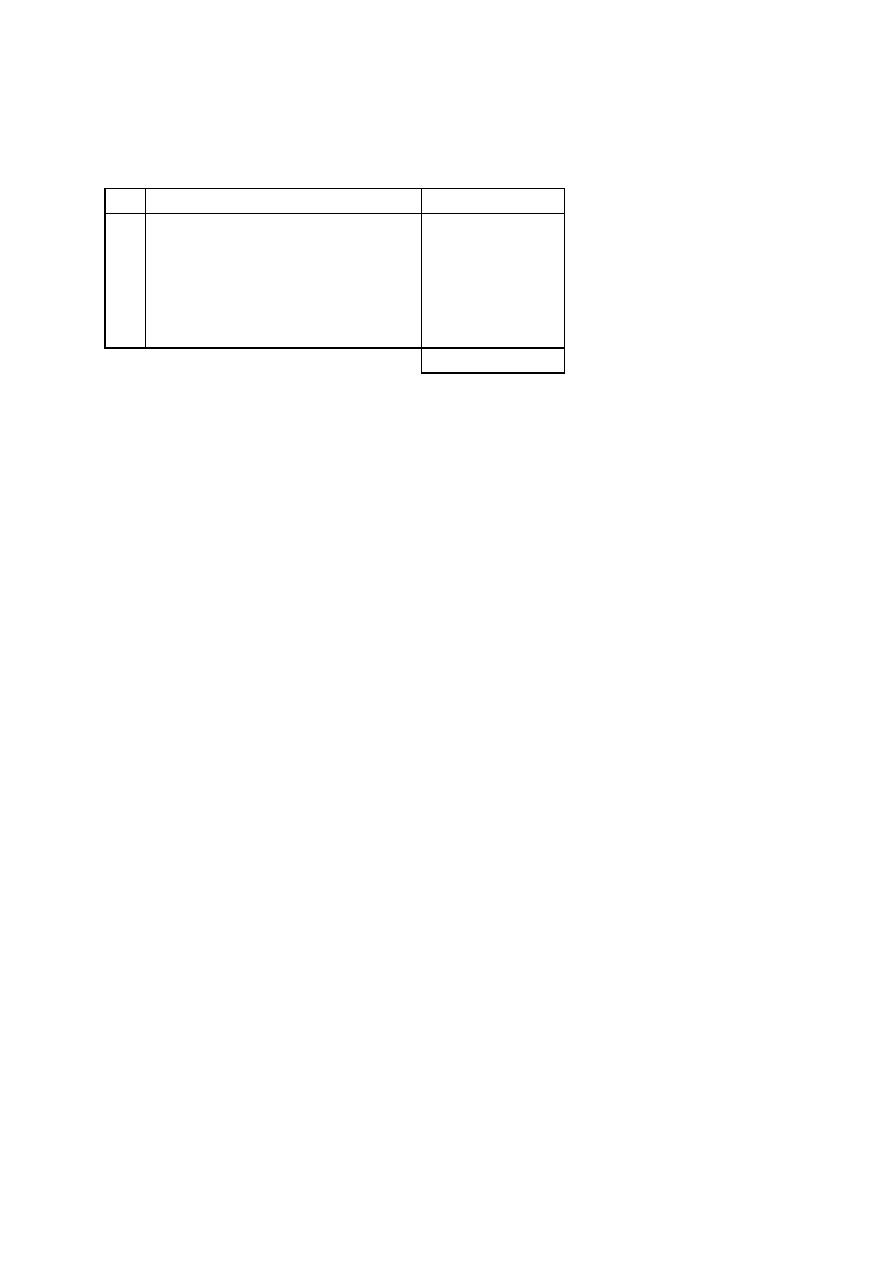
8
. Klasyfikacja odpadów
Podstawą każdej klasyfikacji są odpowiednio dobrane kryteria o charakterze
fizykochemicznym, biologicznym, technologicznym, ekonomicznym np.:
źródło pochodzenia – sfera powstawania,
kryterium surowcowe,
stan skupienia,
skład chemiczny,
toksyczność,
stopień zagrożenia dla środowiska,
stopień przydatności (branżowej) do dalszego wykorzystania.
W Polsce na podstawie rozporządzenia Ministra Środowiska z dnia 27 września
2001 r. odpady,
w zależności od źródła ich powstawania klasyfikuje się na 20 grup.
W nawiązaniu do powstałych odpadów można je sklasyfikować następująco:
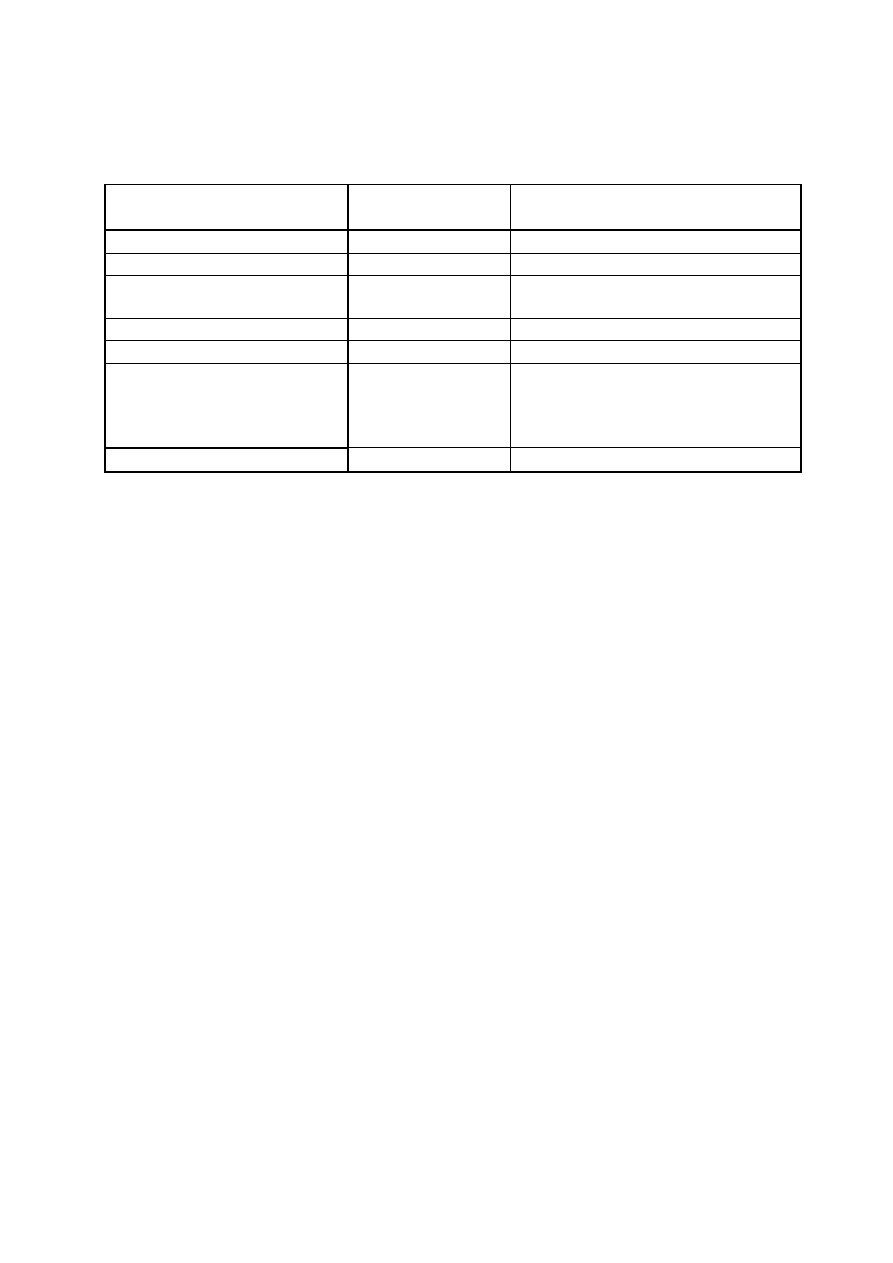
Tabela 4. Identyfikacja
odpadów
Odpad
Nazwa odpadu
Kod odpadów
Odpady żelaza i stali
17 04 05
Odpady metalowe, wióry itp.
Dym
10 02 99
Dym z wycinarki laserowej
Zanieczyszczenia po
śrutowaniu
12 01 17
Materiał po śrutowaniu i
szlifowaniu
Oleje
12 01 19
Oleje z obróbki plastycznej (cięcie)
Pył malarski
80201
Odpad z komory malarskiej
Trociny, wióry, ścinki,
drewno, płyta wiórowa i
fornir inne niż wymienione w
03 01 04 Tr
03 01 05
Wióry, pył stolarki z maszyny
tnącej
Tektura
03 03 08
Odpad z pakowania
9.
„Hots pot”
W procesie produkcyjnym wytwarzania stolika występują 3 największe miejsca
występowania odpadów.
Pierwsze miejsce to stanowisko cięcia rur, w którym powstają odpady stalowe oraz
wióry którą w przyszłości będą ponownie wykorzystane w hutnictwie.
Drugim miejsce występowania odpadów jest stanowisko wycinania blatów,
powstające odpady oraz wióry zostają przekazane do wewnętrznego oddziału
przetworzenia w brykiet ekologiczny z domieszką skrobi kukurydzianej.
Trzecim stanowiskiem,
na którym występują odpady jest stanowisko wycinania blach,
na wycinarce laserowej. Powstały odpad zostanie przekazany do huty w celu
ponownego przetworzenia.
10. Analiza ekonomiczna
LP.
Rodzaj kosztów
Kwota
1 Wynagrodzenia p
racowników
14800,00
2 Koszt energii
9126,56
3
Materiały do
produkcji
57025,00
4
Srodki trwałe
15800,00
Razem
96751,56
Koszt wytwórczy na miesiąc wynosi 96751,56 zł
Koszt jednego stolika 120,94 zł
11. Korekta technologii wyrobu – Cleaner Production
Należy dążyć do tego, aby produkcja była zgodna z najwyższymi standardami
funkcjonującymi w obszarze czystej produkcji. Takimi najważniejszymi założeniami
firmy są:
minimalizacja negatywnego wpływu na środowisko,
rozwiązywanie problemów wcześniej powstałych zanieczyszczeń,
promowanie efektywnego wykorzystania zasobów ,
zmniejszanie wpływu na zmiany klimatyczne,
należyte zarządzanie odpadami,
maksymalne zwiększanie recyklingu odpadów.
Propozycje:
inwestycje
w nowe maszyny, które zużywają mniej energii niż te zastosowane
obecnie,

inwestycja w alternatywne źródła energii czyli budowa kolektorów
słonecznych na dachu hali co wpłynęłoby na zmniejszenie zużycia energii
elektrycznej.
Zmiana metody malowania z proszkowego na farby wodorozpuszczalne.

Spis rysunków
Rysunek 1. Stolik
Rysunek.3 Wycinarka laserowa firmy Triumpf
Rysunek 4. Prasa hydrauliczna firmy Kingsland
Rysunek 5. Szlifierka taśmowa stacjonarna przemysłowa firmy Grit
Rysunek 6. Komora śrutownicza firmy Sciteex
Rysunek 7. Komora malownicza firmy ProMal
Rysunek 8. Maszyna tnąca firmy Holz-Her
Rysunek 9. Maszyna oklejająca firmy Holz-Her
Rysunek 10. Kartony
Spis tabel
Tabela 1. Zużycie energii
Tabela 2. Identyfikacja odpadów
Tabela 3. Identyfikacja zagrożeń środowiskowych
Tabela 4. Identyfikacja odpadów
Literatura
http://www.pfleiderer.pl/plyta-wiorowa-surowa
http://neopak.pl/kartony-pudelka/dlugie
http://pl.wikipedia.org/wiki/Stal
Wyszukiwarka
Podobne podstrony:
Ekologia projekt stolika Ewa, Politechnika Poznańska ZiIP Stopień II (niestacjonarne), Semestr I, E
ezis projekt 123, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
Ekologia projekt, Studia, Mibm, semestr II, Ekologia i zarządzanie środowiskiem, Ekologia
3 Ekologiczne projektowanie pralka
strona tyttulowa, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
ZarzÄ…dzanie odpadami niebezpiecznymi, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
EKOLOGIA PROJEKT 33 STR , Inne
1 EKOLOGISTYKA projekt
ekologia projekt (33 str), Ekologia
ekologia PROJEKT Ekologia i Zarządzanie Środowiskiem2
Permkultura ekologiczne projektowanie osiedli ludzkich
3. Zasady ekologicznego projektowania, Studia, Jakość, Ekologia produktów, eko produkt
proces technologiczny cementu-moja czesc, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
Projekt z ekologii, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
Ekologia projekt spis
Ekologia projekt - Surowka, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
ezis projekt, STUDIA, SEMESTR II, Ekologia, Projekt Ekologia
projekt dyplomowy Ewa Płońska
więcej podobnych podstron