„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Kruk
Badanie materiałów stosowanych w przemyśle okrętowym
311[05].O1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Andrzej Zych
mgr inż. Grzegorz Śmigielski
Opracowanie redakcyjne:
mgr Piotr Kruk
Konsultacja:
mgr inż. Henryk Stańczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[05].O1.04
„Badanie materiałów stosowanych w przemyśle okrętowym”, zawartego w modułowym
programie nauczania dla zawodu technik budownictwa okrętowego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
5
2. Wymagania wstępne
7
3. Cele kształcenia
8
4. Materiał nauczania
9
4.1. Klasyfikacja właściwości materiałów technicznych
9
4.1.1. Materiał nauczania
9
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2.
Badanie właściwości mechanicznych: statyczna próba rozciągania
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
19
4.3. Statyczne metody pomiaru twardości
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
22
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
24
4.4. Badanie udarności
25
4.4.1. Materiał nauczania
25
4.4.2. Pytania sprawdzające
28
4.4.3. Ćwiczenia
28
4.4.4. Sprawdzian postępów
29
4.5. Właściwości technologiczne metali i stopów
30
4.5.1. Materiał nauczania
30
4.5.2. Pytania sprawdzające
33
4.5.3. Ćwiczenia
34
4.5.4. Sprawdzian postępów
35
4.6. Badania makroskopowe metali i stopów
36
4.6.1. Materiał nauczania
36
4.6.2. Pytania sprawdzające
37
4.6.3. Ćwiczenia
37
4.6.4. Sprawdzian postępów
39
4.7. Badania nieniszczące metali
40
4.7.1. Materiał nauczania
40
4.7.2. Pytania sprawdzające
43
4.7.3. Ćwiczenia
43
4.7.4. Sprawdzian postępów
44
4.8. Metalurgia żelaza
45
4.8.1. Materiał nauczania
45
4.8.2. Pytania sprawdzające
46
4.8.3. Ćwiczenia
47
4.8.4. Sprawdzian postępów
47

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Otrzymywanie stali
48
4.9.1. Materiał nauczania
48
4.9.2. Pytania sprawdzające
50
4.9.3. Ćwiczenia
51
4.9.4. Sprawdzian postępów
51
4.10. Stale stopowe i niestopowe (węglowe)
52
4.10.1. Materiał nauczania
52
4.10.2. Pytania sprawdzające
54
4.10.3. Ćwiczenia
55
4.10.4. Sprawdzian postępów
55
4.11. Stale kadłubowe
56
4.11.1. Materiał nauczania
56
4.11.2. Pytania sprawdzające
60
4.11.3. Ćwiczenia
60
4.11.4. Sprawdzian postępów
60
4.12. Staliwo: ogólna charakterystyka staliw, znakowanie staliw
61
4.12.1. Materiał nauczania
61
4.12.2. Pytania sprawdzające
62
4.12.3. Ćwiczenia
62
4.12.4. Sprawdzian postępów
63
4.13. Żeliwo: ogólna charakterystyka żeliw, znakowanie żeliw
64
4.13.1. Materiał nauczania
64
4.13.2. Pytania sprawdzające
67
4.13.3. Ćwiczenia
68
4.13.4. Sprawdzian postępów
68
4.14. Metale nieżelazne i ich stopy
74
4.14.1. Materiał nauczania
74
4.14.2. Pytania sprawdzające
75
4.14.3. Ćwiczenia
75
4.14.4. Sprawdzian postępów
75
4.15. Materiały z proszków spiekanych
76
4.15.1. Materiał nauczania
76
4.15.2. Pytania sprawdzające
77
4.15.3. Ćwiczenia
77
4.15.4. Sprawdzian postępów
77
4.16. Tworzywa sztuczne
78
4.16.1. Materiał nauczania
78
4.16.2. Pytania sprawdzające
80
4.16.3. Ćwiczenia
80
4.16.4. Sprawdzian postępów
80
4.17. Materiały ceramiczne
81
4.17.1. Materiał nauczania
81
4.17.2. Pytania sprawdzające
82
4.17.3. Ćwiczenia
82
4.17.4. Sprawdzian postępów
83

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
4.18. Kompozyty
84
4.18.1. Materiał nauczania
84
4.18.2. Pytania sprawdzające
85
4.18.3. Ćwiczenia
86
4.18.4. Sprawdzian postępów
86
4.19. Materiały uszczelniające
87
4.19.1. Materiał nauczania
87
4.19.2. Pytania sprawdzające
89
4.19.3. Ćwiczenia
89
4.19.4. Sprawdzian postępów
90
4.20. Przepisy bhp podczas wykonywania badań
91
4.20.1. Materiał nauczania
91
4.20.2. Pytania sprawdzające
92
4.20.3. Ćwiczenia
93
4.20.4. Sprawdzian postępów
94
5. Sprawdzian osiągnięć
95
6. Literatura
100

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy z zakresu badania materiałów
stosowanych w przemyśle okrętowym.
W poradniku zamieszczono:
−
wymagania wstępne,
−
cele kształcenia,
−
materiał nauczania,
−
pytania sprawdzające,
−
ćwiczenia,
−
sprawdziany postępów,
−
sprawdzian osiągnięć,
−
literaturę.
Poradnik zawiera niezbędny materiał nauczania i ćwiczenia wraz ze wskazówkami,
potrzebnymi do zaliczenia jednostki modułowej. Przed rozpoczęciem nauki zapoznaj się
z celami tej jednostki. Dowiesz się na tej podstawie, co będziesz umieć po jej zakończeniu.
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i umiejętności z zakresu badania
materiałów stosowanych w przemyśle okrętowym.
Przed przystąpieniem do realizacji ćwiczeń sprawdź, czy jesteś do nich odpowiednio
przygotowany. W tym celu odpowiedz na zestaw pytań sprawdzających zamieszczony po
materiale nauczania do każdego z tematów. Na końcu opracowania każdego z tematów, po
ćwiczeniach znajduje się sprawdzian postępów, który pozwoli Ci określić swoje osiągnięcia
w zakresie poznawanej wiedzy. Jeśli uzyskasz pozytywne wyniki, będziesz mógł przejść do
następnego rozdziału, a jeśli nie, to wiadomości i umiejętności powinieneś powtórzyć
i uzupełnić przy pomocy nauczyciela. Ponadto ćwiczenia będą tak skonstruowane, by pomóc
Ci ocenić stopień opanowania wiedzy. W poradniku zamieszczony został sprawdzian osiągnięć
w postaci zestawu zadań testowych. Rozwiązanie tych zadań pozwoli Ci przygotować się do
zaliczenia jednostki modułowej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
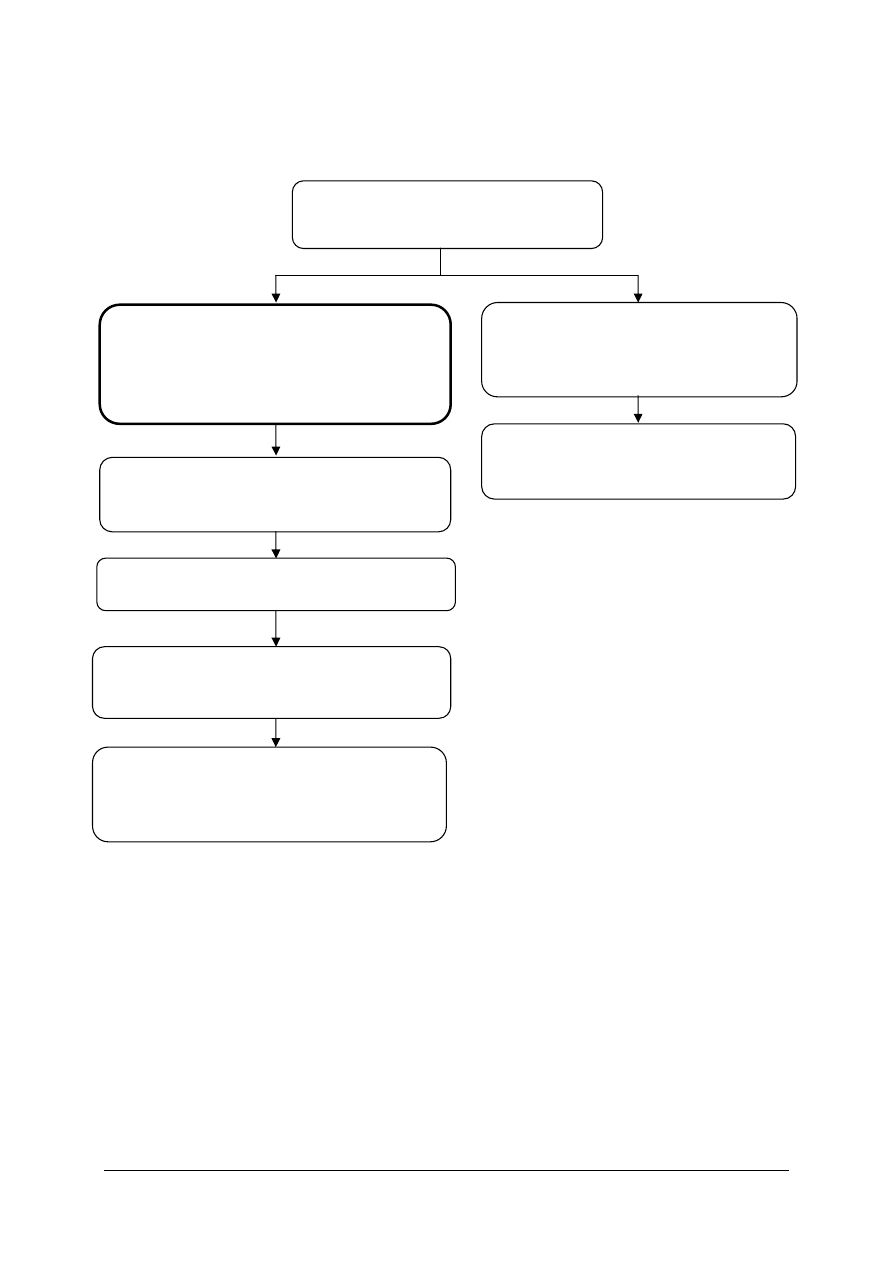
Schemat układu jednostek modułowych
311[05].O1
Podstawy zawodu
311[05].O1.01
Stosowanie przepisów bezpieczeństwa
i higieny pracy, ochrony
przeciwpożarowej oraz ochrony
środowiska
311[05].O1.03
Odwzorowywanie części maszyn
311[05].O1.04
Badanie materiałów stosowanych
w przemyśle okrętowym
311[05].O1.07
Stosowanie układów elektrycznych
i elektronicznych oraz układów sterowania
i regulacji
311[05].O1.06
Stosowanie podstawowych technik
wytwarzania elementów maszyn
311[05].O1.02
Wyznaczanie obciążeń i naprężeń
w elementach maszyn i urządzeń
311[05].O1.05
Wykonywanie pomiarów warsztatowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawowymi pojęciami z zakresu statyki, dynamiki, kinematyki, takimi
jak: masa, siła, prędkość, energia,
−
stosować prawa i zależności matematyczne opisujące związki między wielkościami
fizycznymi,
−
stosować układ SI,
−
interpretować wykresy, a także odczytywać wielkości z wykresów,
−
korzystać z instrukcji urządzeń,
−
dobierać i obsługiwać przyrządy pomiarowe,
−
współpracować w grupie,
−
uczestniczyć w dyskusji, prezentacji,
−
organizować stanowisko pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować właściwości materiałów technicznych,
−
przygotować stanowisko do wykonywania badań zgodnie z wymaganiami ergonomii,
−
dobrać metody badań,
−
dobrać urządzenia i przyrządy pomiarowe,
−
wykonać statyczną próbę rozciągania i ściskania,
−
zinterpretować wykres rozciągania,
−
wykonać pomiar twardości metodą Brinella, Rockwella, Vickersa, młotkiem Poldiego,
−
wykonać próbę udarności,
−
scharakteryzować badania makroskopowe,
−
rozróżnić metody badań nieniszczących,
−
zinterpretować wyniki badań,
−
rozróżnić procesy otrzymywania podstawowych stopów technicznych,
−
sklasyfikować stopy żelaza z węglem,
−
scharakteryzować stale niestopowe i stopowe, żeliwa oraz staliwa w stosowane
w budownictwie okrętowym,
−
rozróżnić gatunki stali kadłubowych,
−
określić gatunek stali na podstawie podanego oznaczenia,
−
sklasyfikować materiały spawalnicze i inne materiały technologiczne,
−
sklasyfikować stopy metali nieżelaznych,
−
określić możliwości zastosowania metali i stopów nieżelaznych w budownictwie
okrętowym,
−
scharakteryzować
wymagane
próby
materiałowe
wg
przepisów
towarzystw
klasyfikacyjnych,
−
sklasyfikować tworzywa sztuczne i określić ich właściwości,
−
określić zastosowanie tworzyw sztucznych w przemyśle okrętowym,
−
rozróżnić materiały ceramiczne, spieki i kompozyty,
−
określić właściwości, rodzaje i zastosowanie materiałów niemetalowych,
−
uzasadnić dobór materiałów pod względem właściwości mechanicznych, technologicznych
i rodzaju produkcji.
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas wykonywania badań.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4. MATERIAŁ NAUCZANIA
4.1.
Klasyfikacja właściwości materiałów technicznych
4.1.1. Materiał nauczania
Właściwości materiałów technicznych są bardzo liczne, niemniej można je podzielić na
4 grupy. Są to właściwości:
−
fizyczne i chemiczne,
−
mechaniczne,
−
eksploatacyjne,
−
technologiczne.
Właściwości fizyczne i chemiczne poznaliście na lekcjach fizyki i chemii.
Właściwości mechaniczne – są to cechy, które decydują o odporności metali i stopów na
działanie różnego rodzaju obciążeń.
Właściwości technologiczne charakteryzują przydatność materiału do procesów
technologicznych (odlewania, tłoczenia, spawania, obróbki skrawaniem i innych).
Właściwości eksploatacyjne to cechy materiału określające jego trwałość w warunkach
użytkowania.
Materiały konstrukcyjne posiadają różnorodne własności, zależne od takich czynników,
jak: rodzaj tworzywa, technologia ich wytwarzania, obróbka cieplna, kształt części i rodzaj
obciążenia.
Zachowanie się materiałów pod wpływem różnych form obciążenia zewnętrznego można
określić na podstawie ich właściwości mechanicznych, do których należy wytrzymałość,
twardość, udarność, ciągliwość, sprężystość i inne.
Pod działaniem obciążenia materiał ulega odkształceniu. Jeżeli po ustaniu obciążenia
materiał wraca do pierwotnego kształtu i wymiarów jest to odkształcenie sprężyste. Po
przekroczeniu pewnego granicznego obciążenia występują w materiale odkształcenia trwałe,
nie znikające po ustąpieniu działania obciążenia – tę zdolność do utrzymania odkształceń
nazywa się plastycznością. Materiały plastyczne są ciągliwe, w przeciwieństwie do materiałów
nie mających własności plastycznych, które nazywa się kruchymi.
Najważniejszą właściwością tworzyw, decydującą o ich praktycznym zastosowaniu jest
ich wytrzymałość, przez którą rozumie się:
Zdolność materiałów do przenoszenia obciążeń do pewnych granicznych wartości, po
przekroczeniu których materiał ulega zniszczeniu. Tę graniczną wartość nazywa się
wytrzymałością. Naprężenia, które mogą wystąpić w materiale bez obawy naruszenia warunku
wytrzymałości, nazywa się naprężeniami dopuszczalnymi. Wartość naprężeń dopuszczalnych
ustala się głównie w zależności od własności materiałów, inne kryteria przyjmując dla
materiałów plastycznych i kruchych. Za podstawę doboru naprężeń dopuszczalnych przy
obciążeniach stałych przyjmuje się: R
e
– granicę plastyczności dla materiałów plastycznych (np.
dla stali) oraz R
m
– granicę wytrzymałości dla materiałów kruchych.
Naprężenie dopuszczalne k jest to iloraz wytrzymałości materiału R i współczynnika
bezpieczeństwa n:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
w których:
n
e
– współczynnik bezpieczeństwa dla materiałów plastycznych,
n
m
– współczynnik bezpieczeństwa dla materiałów kruchych.
Przeciętne wartości współczynników bezpieczeństwa podaje poniższa tabela.
Tabela 1. Przeciętne wartości współczynników bezpieczeństwa
Materiał
n
e
n
m
Stale, staliwo, żeliwo ciągliwe
2–2,3
–
Żeliwa szare
–
3,5
Stopy miedzi
3–4
–
Stopy aluminium
3,5–4
–
Naprężenia chwilowe, powstające pod wpływem działających obciążeń zewnętrznych
muszą być zawsze mniejsze lub równe naprężeniom dopuszczalnym. Wyraża to wzór:
gdzie:
F – oznacza siłę wyrażoną w N, a S – oznacza przekrój niebezpieczny,
σ – oznacza naprężenia normalne, wywołane siłą działającą prostopadle do
rozpatrywanego przekroju, np. rozciąganie σ
r
, ściskanie σ
c
, zginanie σ
g
.
Ponieważ zginanie zostaje wywołane momentem gnącym, oblicza się je ze wzoru:
gdzie:
M
g
– moment gnący, W
x
– wskaźnik przekroju na zginanie, dla przekroju kołowego
o średnicy d wynosi około 0,1 d
3
.
Τ
– oznacza naprężenia styczne, wywołane siłą działającą stycznie do
rozpatrywanego
przekroju, np. ścinanie x
t
,, skręcanie;
skręcanie wywołuje
moment skręcający M
s
, wobec czego stosuje się wzór podobny jak przy
zginaniu:
gdzie:
W
o
– wskaźnik wytrzymałości przekroju na skręcanie, dla przekroju kołowego
o średnicy d wynosi około 0,2 d
3
Celem badań wytrzymałościowych jest określenie wartości własności wytrzymałościowych
przy różnych obciążeniach, jakim poddajemy badane materiały. Rozróżnia się obciążenia
statyczne, działające w sposób stały oraz obciążenia dynamiczne działające w sposób zmienny.
Wszystkie wymienione obciążenia mogą powodować rozciąganie, ściskanie, zginanie, ścinanie
i skręcanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Metody badawcze pozwalające określić wartości właściwości mechanicznych materiałów
konstrukcyjnych są określone odpowiednimi normami. Najczęściej stosuje się następujące
rodzaje badań właściwości mechanicznych:
−
statyczna próba wytrzymałości na rozciąganie, ściskanie, zginanie, skręcanie oraz próba
twardości,
−
próby dynamiczne określające udarność,
−
badania przy zmiennym obciążeniu z określeniem wytrzymałości zmęczeniowej.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz cztery grupy właściwości materiałów technicznych?
2. Jakie czynniki wpływają na różnorodność własności tworzyw konstrukcyjnych?
3. Jakie są właściwości mechaniczne tworzyw konstrukcyjnych?
4. W jakich okolicznościach powstają odkształcenia sprężyste?
5. Co nazywa się plastycznością materiału?
6. Co to jest wytrzymałość materiału?
7. W jakich jednostkach wyraża się naprężenia dopuszczalne?
8. Czym się charakteryzują obciążenia statyczne?
9. Czym się charakteryzują obciążenia dynamiczne?
10. Jakie rodzaje naprężeń powstają na skutek działania dowolnego rodzaju obciążeń?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz naprężenia dopuszczalne na rozciąganie dla stali niskowęglowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) znaleźć w tablicach wytrzymałościowych wartość granicy plastyczności,
2) dobrać współczynnik bezpieczeństwa dla materiałów plastycznych,
3) obliczyć naprężenia dopuszczalne na rozciąganie,
4) wynik przedstawić w Pa, kPa, MPa.
Wyposażenie stanowiska pracy:
−
Polska Norma PN–/H– 84020,
−
Mały Poradnik Mechanika,
−
kalkulator,
−
tablice wytrzymałościowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 2
Oblicz: naprężenia dopuszczalne na rozciąganie dla żeliwa szarego, porównaj wynik
z naprężeniami dopuszczalnymi na rozciąganie materiału plastycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odczytać wartość R w tablicach wytrzymałościowych dla żeliwa szarego,
2) dobrać współczynnik bezpieczeństwa dla materiałów kruchych,
3) obliczyć naprężenia dopuszczalne na rozciąganie,
4) wynik przedstawić Pa, kPa, MPa,
5) porównać wynik z wartością naprężeń dopuszczalnych dla stali St3.
Wyposażenie stanowiska pracy:
−
Polskie Normy PN–/H–84020, PN–/H–83101,
−
Mały Poradnik Mechanika,
−
kalkulator,
−
tablice wytrzymałościowe.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia właściwości materiałów technicznych?
2) obliczyć naprężenia dopuszczalne?
3) zdefiniować rodzaje obciążeń?
4) zdefiniować plastyczność materiału?
5) wymienić rodzaje naprężeń wywołanych różnymi obciążeniami?
6) podać najważniejsze rodzaje badań wytrzymałościowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Badanie właściwości mechanicznych: statyczna próba
rozciągania
4.2.1. Materiał nauczania
Jedną z najważniejszych właściwości materiałów konstrukcyjnych jest ich wytrzymałość na
rozciąganie. Podstawową próbą wytrzymałościową jest próba rozciągania. Zaletą tej próby jest
prostota wykonania przy jednoczesnej możliwości wyznaczenia dużej ilości wskaźników
wytrzymałościowych i plastycznych. Próbę przeprowadza się na maszynie wytrzymałościowej,
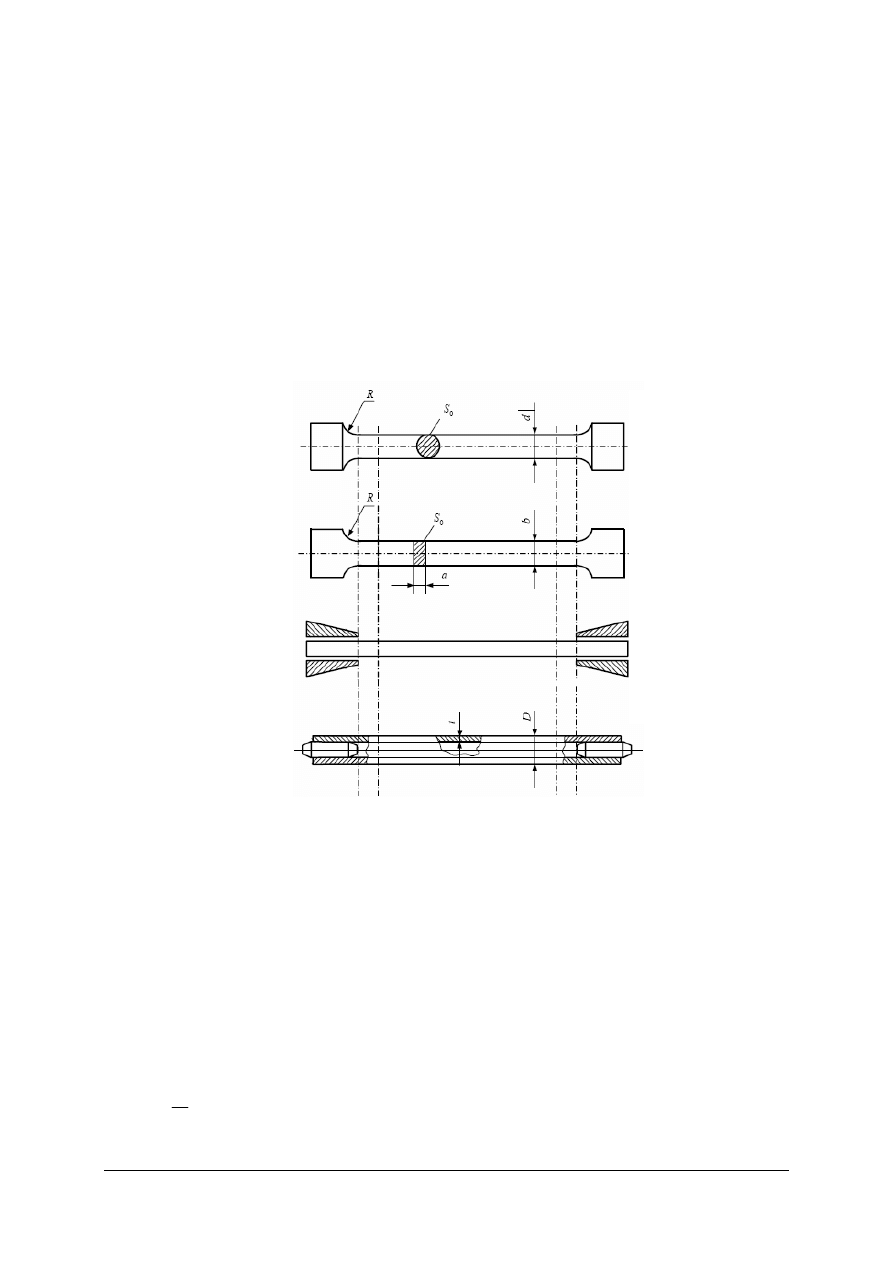
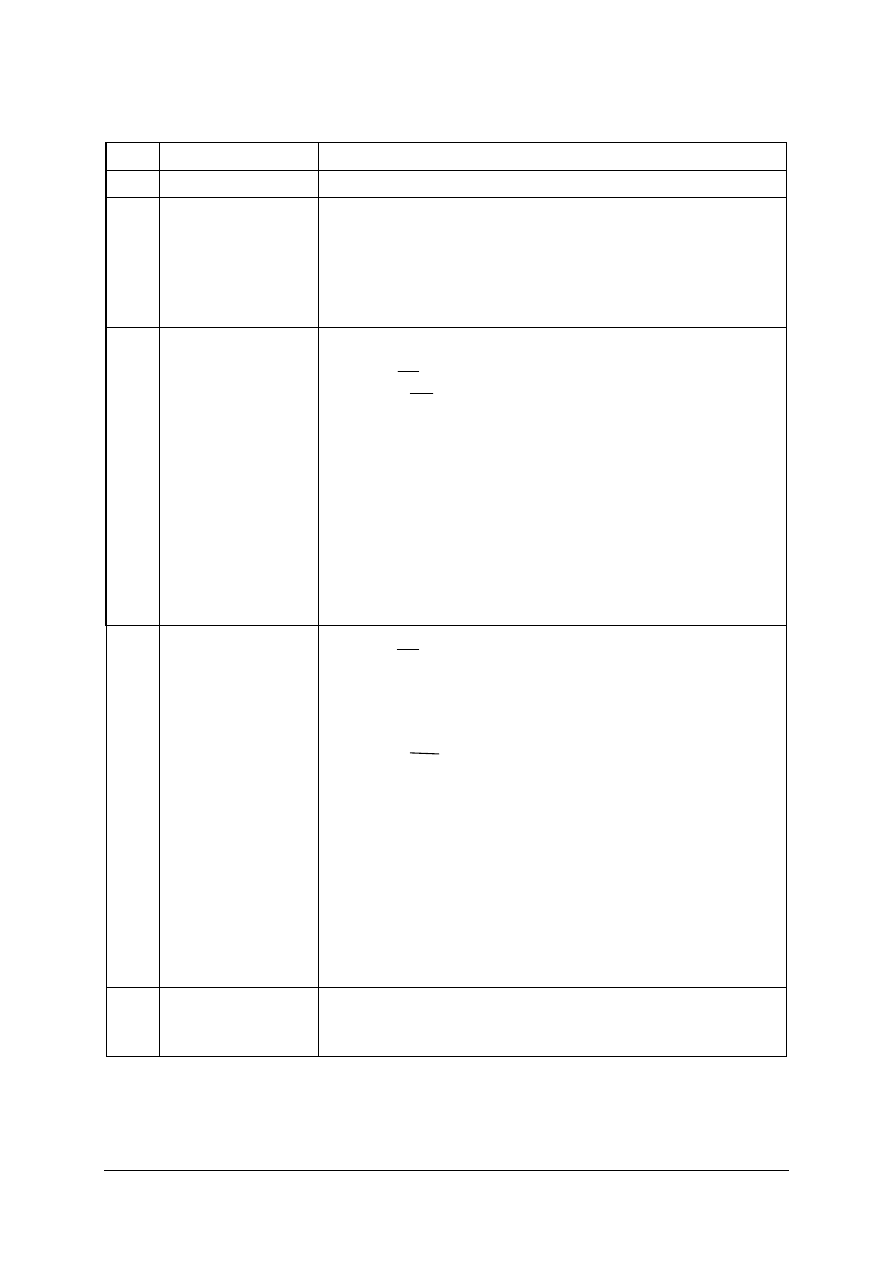
rejestrującej zależność między obciążeniem i odkształceniem. Wymiary próbek i warunki
przeprowadzenia próby przedstawiono na Rys. 1 i w tabeli 1.
Rys. 1. Próbki okrągłe na rozciąganie
Objaśnienia oznaczeń na rysunkach i w tabeli 1:
d – średnica próbki, [ mm],
a – grubość próbki, [ mm],
b – szerokość próbki, [ mm],
L
c
– długość cylindrycznej równoległej części próbki, [ mm],
L
0
– początkowa długość pomiarowa, [ mm],
R – promień zaokrąglenia, [ mm],
S
0
– początkowe pole przekroju, [ mm
2
],
D – średnica zewnętrzna rury. [ mm],
t – grubość wyrobu (ścianki), [ mm].
Próbki proporcjonalne powinny mieć przekrój okrągły i Lo = 5·d lub przekrój prostokątny
i Lo = 5,65·√S
0
Podstawowe wymiary próbek na rozciąganie w zależności od ich typu podano
w tabeli 2.
a
b
c
d
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Tabela 2.
Lp.
Nazwa wyrobu
Rodzaj i wymiary próbki
1
2
3
1 Odkuwki, odlewy
(z wyjątkiem
odlewów z żeliwa
szarego)
1. Próbka okrągła (rys. 1a)
d= 10÷20 mm (zalecana średnica próbki d=14 mm)
L = 5 ·d; L
c
≥ L
0
+ d/2
L
0
– powinna być większa niż 20 mm.
R = 10 mm (R ≥1,5 • d dla materiałów o A
5
≤ 10% i że
sferoidalnego).
2
Blachy, taśmy
i kształtowniki
1. Próbka plaska (rys. 1 b):
a = t; b = 25 mm;
L
0
= 5,65 √S
0
;
L
c
≡ L
0
+ 2√ S
0
; R = 25 mm
(Uwaga: Jeżeli zakres pomiarowy maszyny nie pozwala na
zerwanie próbki o pełnej grubości t, próbkę można
jednostronnie obrobić mechanicznie do żądanej grubości)
2. Próbka standardowa (rys. 1b):
a = t; b = 25 mm; L
0
=
200 mm: L
c
= 225 mm: R = 25 mm
3. Próbka okrągła o wymiarach jak w lp. 1, pobierana tak, aby
jej wzdłużna oś symetrii leżała w płaszczyźnie równoległej
do powierzchni wyrobu i była od niej oddalona o ¼ t lub
zajmowała miejsce blisko tej płaszczyzny (dotyczy wyrobów
o grubości t ≥ 40 mm).
3
Rury
1. Odcinek rury o pełnym przekroju (rys. 1d):
L
0
= 5,65√ S
0
; L
C
≡ L
0
+ D;
(jako L
c
przyjmuje się odległość między uchwytami maszyny lub
końcami trzpieni – w zależności, która z nich jest mniejsza)
2. Próbka plaska, wycięta wzdłużnie ze ścianki rury (rys. 1c)
a = t, b≥ 12 mm
L
0
= 5.65 ∙ √S
0
; L
c
=Lo + 2b; R = 10 mm
Nie jest wymagane spłaszczanie próbki na długości pomiarowej,
lecz może ono mieć miejsce w główkach w celu zaciśnięcia w
uchwytach maszyny wytrzymałościowej
3. Próbka okrągła (rys. 1a):
jak w lp. 1 (próbki okrągłe mogą być użyte pod warunkiem, że
grubość ścianki jest wystarczająca, aby je obrobić mechanicznie
do wymiarów" podanych na rys. 1a. Ich osie powinny być
umieszczone w środku grubości ścianki)
4
Pręty i druty
Odcinek pręta lub drutu o pełnym przekroju (rys. 1 c): Lo= 200
mm; L
c
≡ L
0
+ 50 mm
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wytrzymałością na rozciąganie nazywa się naprężenie rozciągające odpowiadające
największej sile rozciągającej Fm, uzyskanej w czasie próby rozciągania, odniesionej do
pierwotnego przekroju So próbki. Za pomocą urządzenia piszącego zrywarki otrzymuje się
wykres przebiegu próby. Wykres ten umożliwia wyznaczenie charakterystycznych punktów
występujących w próbie rozciągania. W początkowym okresie rozciągania zachodzi
proporcjonalny wzrost wydłużenia i wykres ma charakter prostoliniowy zgodnie z prawem
Hooke'a. Jest to etap odkształcenia sprężystego.
Przy próbie rozciągania mogą być wyznaczone następujące własności mechaniczne:
R
e
, [MPa]; R
0,2
(R
e0,5 do 1,0
), [MPa]: R
m
, [MPa]; A (A5, A10, A200), [%] oraz Z [%].
Przy próbach rozciągania metali w podwyższonej temperaturze wyznaczone wielkości
powinny być dodatkowo zaopatrzone w indeks informujący o temperaturze w °C(np. R
m
350
,
R
e
400
, A
5
200
, Z
300
).
Badanie granicy plastyczności R
e
powinno być przeprowadzone przy następujących
ograniczeniach w zakresie odkształceń sprężystych:
Tabela 3.
Prędkość przyrostu naprężenia [MPa x s
–1
]
Moduł sprężystości
podłużnej
E
[MPa]
min.
max.
< 150 000
2
20
≥150 000
6
60
Dla stali austenitycznych i stali duplex poza umowną granicą plastyczności (R
0,2
) lub
wyraźną granicą plastyczności (R
e
) może być określona dodatkowo umowna granica
plastyczności R
1,0
.
Po osiągnięciu granicy plastyczności wyraźnej lub umownej dla materiałów plastycznych,
prędkość maszyny podczas próby rozciągania nie może być większa od prędkości
odpowiadającej prędkości odkształcenia 0.008 s
–1
. Dla materiałów kruchych, takich jak żeliwo,
prędkość przyrostu naprężenia me może przewyższać 10 MPa · s
–1
.
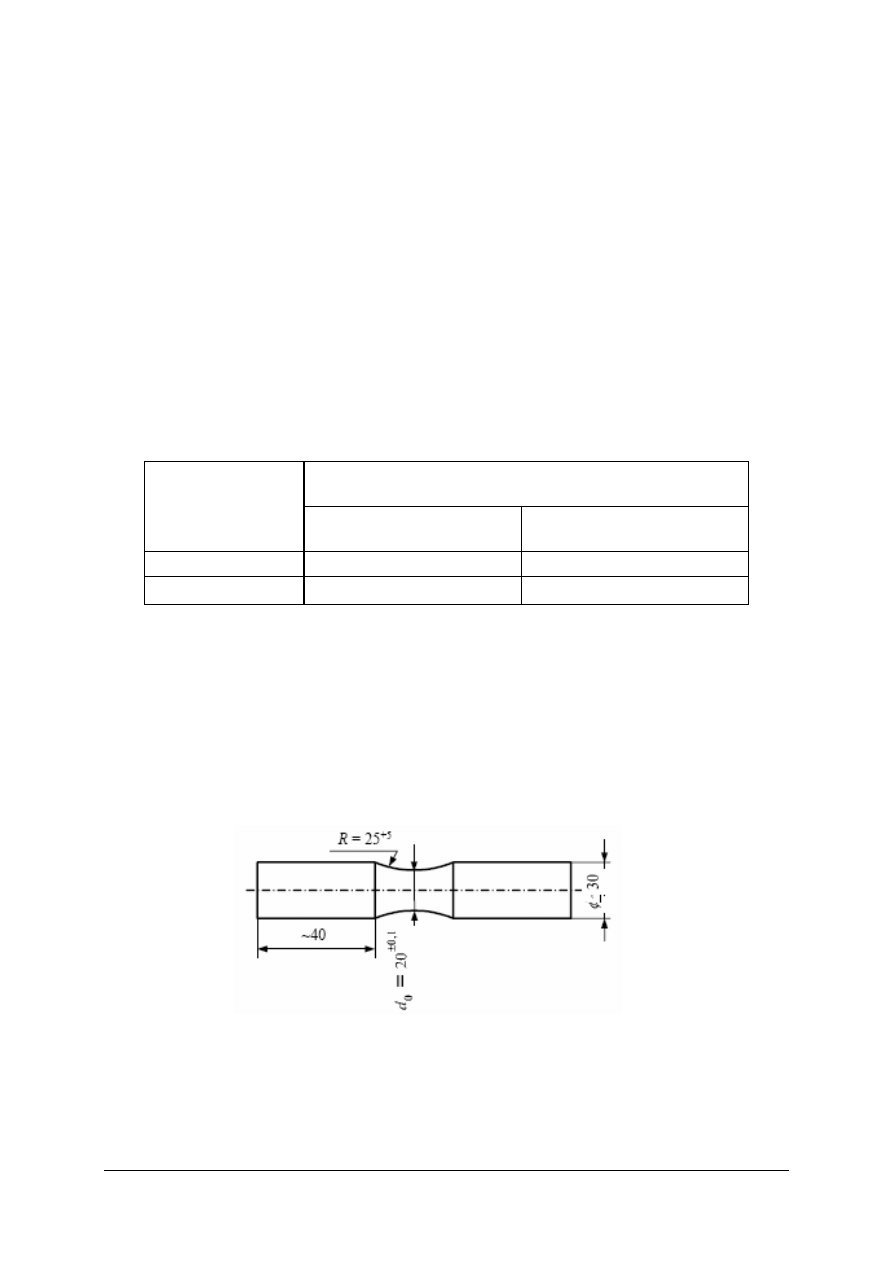
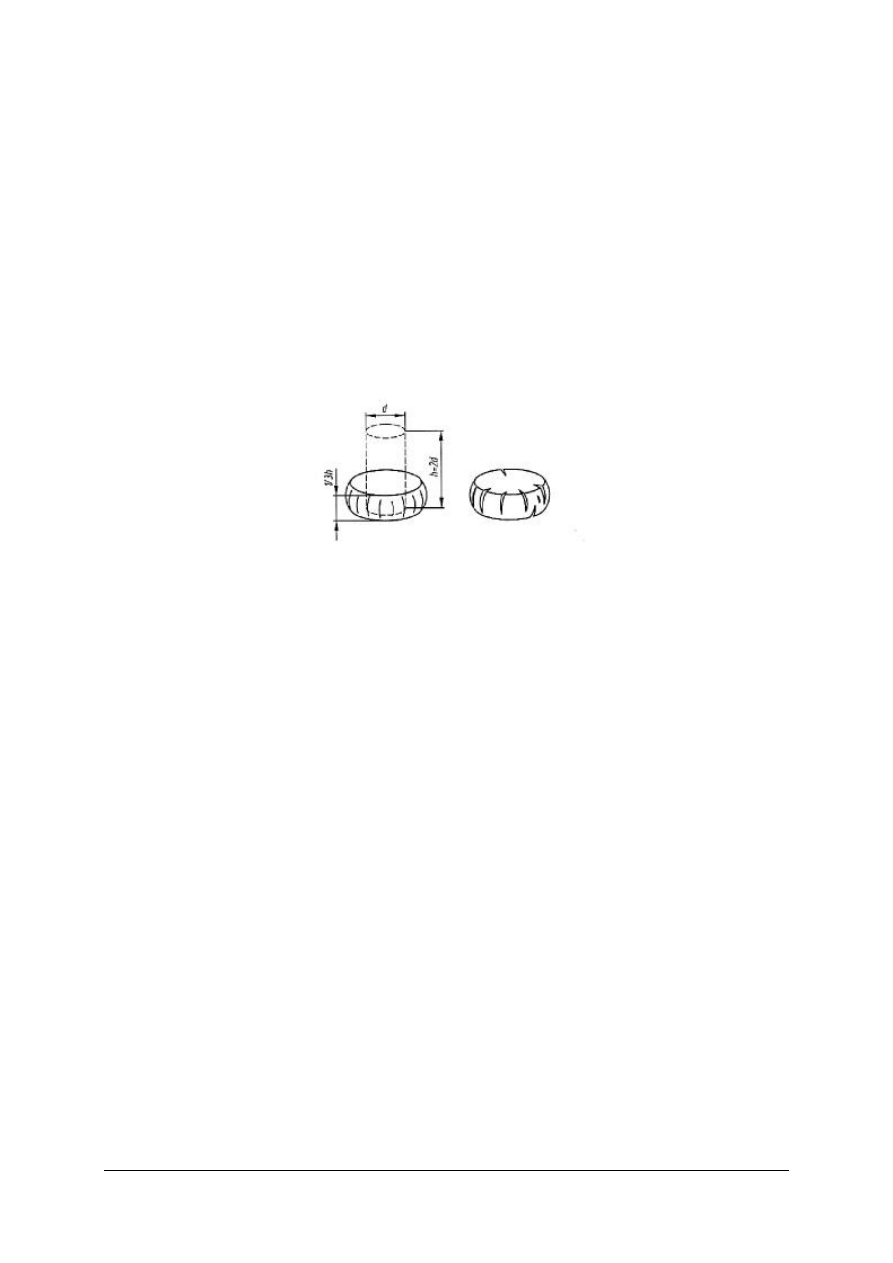
Do wyznaczenia wytrzymałości na rozciąganie R
m
żeliwa szarego należy stosować próbkę
o przekroju okrągłym, przedstawioną na rys. 2.
Rys. 2. Próbka do badania wytrzymałości żeliwa szarego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
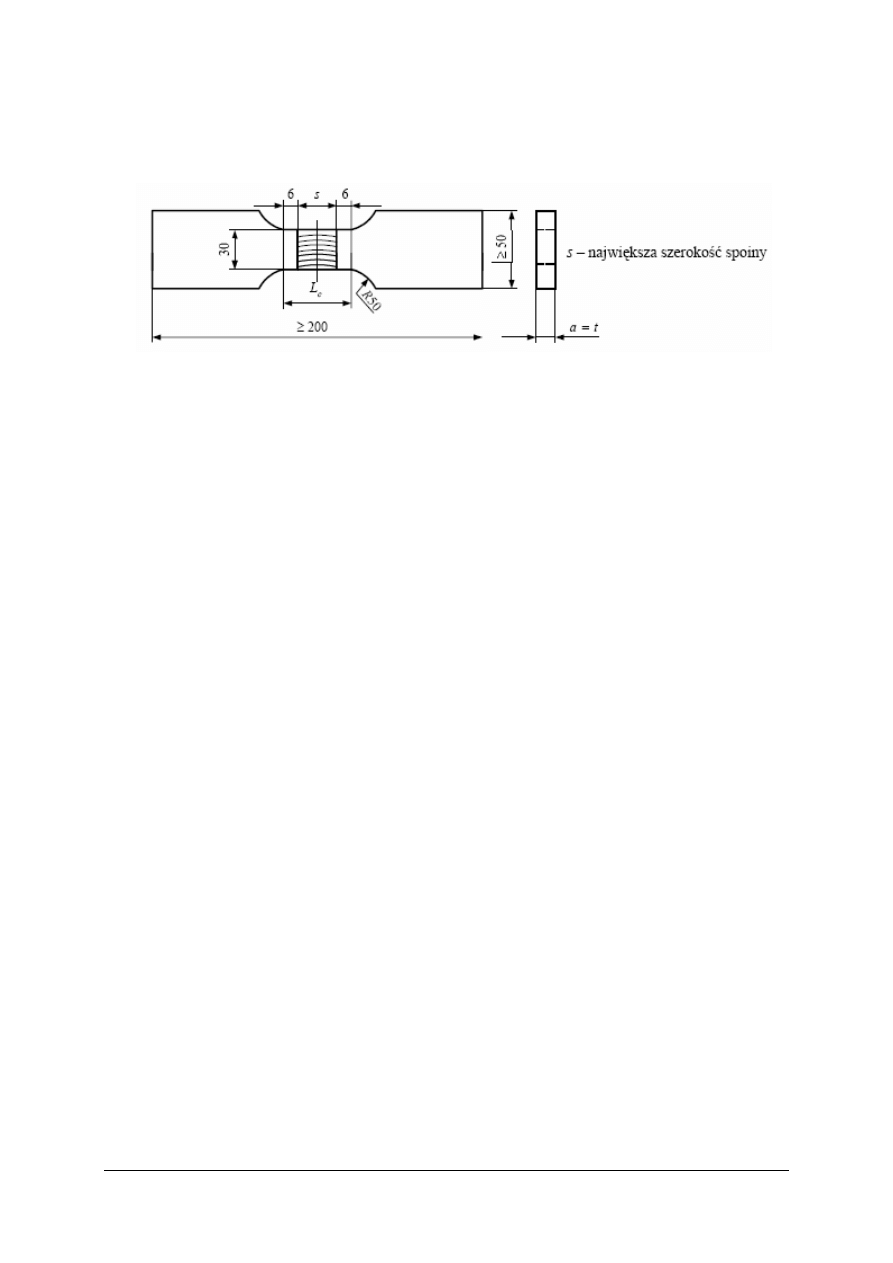
Do badania wytrzymałości na rozciąganie spoiny należy stosować próbkę płaską
z nadlewem usuniętym przy pomocy obróbki mechanicznej równo z powierzchnią blachy.
Próbka powinna mieć wymiary jak na rys. 3
Rys. 3. Próbka do badania spoiny
Do badania stopów aluminium powinny być stosowane próbki płaskie o grubości do
12,5 mm włącznie. Dla większych grubości winna być zastosowana próbka okrągła. Przy
grubości do 40 mm oś wzdłużna próbki okrągłej powinna być usytuowana w połowie grubości
wyrobu. Dla grubości powyżej 40 mm oś wzdłużna próbki okrągłej powinna być usytuowana
w odległości równej ¼ grubości od powierzchni.
Na
podstawie
wykresu
rozciągania
można
określić
następujące
wskaźniki
wytrzymałościowe:
−
granica proporcjonalności R
H
jest naprężeniem granicznym stosowalności prawa
Hooke'a,
−
granica sprężystości Rsp jest naprężeniem granicznym, poniżej którego odkształcenia są
sprężyste. Obie granice są wielkościami umownymi, stosuje się praktycznie tzw. umowną
granicę sprężystości, tj. takie naprężenie, które wywołuje w próbce wydłużenie trwałe
równe 0,05% długości pomiarowej Lo próbki:
Wyraźna granica plastyczności Re jest to naprężenie, po osiągnięciu którego występuje
wyraźny wzrost wydłużenia rozciąganej próbki bez wzrostu, a nawet przy spadku obciążenia –
nazywa się to płynięciem próbki:
Granica plastyczności jest jednym z najważniejszych wskaźników charakteryzujących
własności wytrzymałościowe materiałów konstrukcyjnych, ale nie dla wszystkich materiałów
można ją wyznaczyć, dlatego wprowadzono, tzw. umowną granicę plastyczności. Umowna
granica plastyczności R
0,2
jest naprężeniem granicznym wywołującym trwałe wydłużenie
równe 0,2% długości pomiarowej Lo próbki.
Wytrzymałość na rozciąganie Rm jest to naprężenie odpowiadające największej sile
rozciągającej Fm uzyskanej podczas prowadzonej próby rozciągania, odniesionej do przekroju
pierwotnego próbki:
Rm = Fm / So.
Naprężenie rozrywające Ru jest to naprężenie rzeczywiste, występujące w przekroju
poprzecznym próbki bezpośrednio przed rozerwaniem, obliczone z ilorazu siły w chwili
rozerwania Fu i najmniejszego przekroju próbki Su po rozerwaniu:
Badanie wytrzymałości na rozciąganie pozwala także na określenie wielkości
charakteryzujących właściwości plastyczne materiału:
−
wydłużenie względne A,
−
przewężenie Z.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wytrzymałość na rozciąganie Rm może przybierać różne wartości dla tego samego
materiału w różnych warunkach pracy, np. w temperaturze podwyższonej lub obniżonej. Wraz
ze wzrostem temperatury obniżają się właściwości wytrzymałościowe materiałów
konstrukcyjnych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś gotowy do wykonania ćwiczeń.
1. Jak nazywa się urządzenie na którym wykonuje się statyczną próbę wytrzymałości na
rozciąganie?
2. Jaki kształt i wielkości powinny mieć stosowane próbki?
3. Jaka jest zależność między średnicą próbki a jej długością pomiarową?
4. Jak narysować wykres rozciągania materiału sprężysto–plastycznego?
5. Co przedstawia prostoliniowa część wykresu?
6. Co to jest umowna granica sprężystości?
7. Co to jest umowna granica plastyczności?
8. Co to jest wytrzymałość na rozciąganie?
9. Co to jest naprężenie rozrywające?
10. Jakie wielkości charakteryzują plastyczność materiału?
11. Jak wpływa temperatura na własności wytrzymałościowe materiału konstrukcyjnego?
12. Jak można zinterpretować wykresy rozciągania materiałów konstrukcyjnych bez wyraźnej
granicy plastyczności?
13. Do jakich materiałów stosuje się statyczną próbę ściskania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaj próbki przygotowanej do wykonania próby wytrzymałościowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać części próbek służące do mocowania w maszynie wytrzymałościowej,
2) określić przekrój poprzeczny próbki,
3) zmierzyć średnicę próbki i jej długość pomiarową,
4) nazwać mierzoną próbkę.
Wyposażenie stanowiska pracy:
−
Katalog Polskich Norm (norma PN–91/H–04310),
−
suwmiarka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 2
Przeprowadź statyczną próbę wytrzymałości na rozciąganie materiału sprężysto-
plastycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi uniwersalnej maszyny wytrzymałościowej,
2) dobrać próbkę wytrzymałościową do zamocowanych w maszynie szczęk chwytowych,
3) zmierzyć dobraną próbkę,
4) zamontować próbkę w uchwycie maszyny,
5) dobrać właściwą skalę obciążenia maszyny,
6) włączyć obciążenie maszyny,
7) wyłączyć maszynę po zerwaniu próbki,
8) wyjąć próbkę z uchwytów maszyny i dokonaj potrzebnych pomiarów,
9) obejrzeć dokładnie przełom próbki,
10) wyjąć narysowany przez maszynę wykres,
11) wykonując sprawozdanie z przeprowadzonej próby.
Wyposażenie stanowiska pracy:
−
uniwersalna maszyna wytrzymałościowa wraz z instrukcją obsługi,
−
próbka wytrzymałościowa do badań,
−
instrukcja do obsługi maszyny,
−
lupa do obserwacji makroskopowych przełomu próbki.
Ćwiczenie 3
Wyznacz na podstawie wykresu rozciągania: wytrzymałość na rozciąganie, granicę
proporcjonalności, granicę sprężystości, granicę plastyczności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zmierzyć przy pomocy suwmiarki średnicę d
o
próbki przed wykonaniem badania,
2) przerysować wydrukowany przez maszynę wykres na papier milimetrowy, zachowując
odpowiednią podziałkę,
3) odczytać z wykresu wartości sił odpowiadających punktom F
H
, F
e
, F
m
,
4) obliczyć wartość przekroju poprzecznego próbki S
o
,
5) skorzystać z podanych wzorów R
m
, R
H
, R
0,05
, R
e
,
6) wykonać obliczenia stosując układ SI,
7) porównać otrzymane wyniki z tabelami wytrzymałościowymi Poradnika Mechanika.
Wyposażenie stanowiska pracy:
−
próbka wytrzymałościowa,
−
papier milimetrowy,
−
suwmiarka,
−
poradnik Mechanika,
−
kalkulator.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 4
Określ wielkości charakteryzujące własności plastyczne materiału.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) złożyć zerwaną próbkę,
2) zmierzyć długość próbki po zerwaniu Lu,
3) zmierzyć średnicę próbki w miejscu rozerwania,
4) obliczyć przekroje próbki So i Su,
5) obliczyć wydłużenie względne A
[%],
6) obliczyć przewężenie próbki Z
[%],
7) porównać wyniki z tabelami własności plastycznych w Poradniku Mechanika.
Wyposażenie stanowiska:
−
zerwana próbka,
−
suwmiarka,
−
kalkulator,
−
Poradnik Mechanika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) opisać statyczną próbę wytrzymałości na rozciąganie?
2) scharakteryzować rodzaje próbek stosowanych do próby?
3) określić zależność między średnicą próbki a jej długością?
4) opisać punkty charakterystyczne wykresu rozciągania?
5) odróżnić wykres rozciągania materiału plastycznego od
materiału kruchego?
6) nazwać podstawowe wielkości wytrzymałościowe uzyskane na
podstawie wykresu?
7) obliczyć właściwości plastyczne materiału?
8) podać wpływ temperatury na własności wytrzymałościowe
materiałów konstrukcyjnych?
9) wyjaśnić do jakich materiałów stosuje się próbę ściskania?
10) opisać próbki stosowane do próby ściskania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Statyczne metody pomiaru twardości
4.3.1. Materiał nauczania
Twardością H materiału nazywamy opór, jaki stawia materiał podczas wciskania weń
innego materiału, lub zarysowania materiału ostrzami. Pomiar twardości jest bardzo ważną
metodą określania właściwości mechanicznych, prostą i szybką do wykonania, dodatkową
zaletą jest fakt występowania niekiedy zależności między twardością a innymi własnościami
materiału.
Metody statyczne pomiaru twardości polegają na wgniataniu penetratora (wgłębnika)
w badany materiał z siłą zapewniającą uzyskanie trwałego odcisku. Są to metody Brinella,
Rockwella i Vickersa.
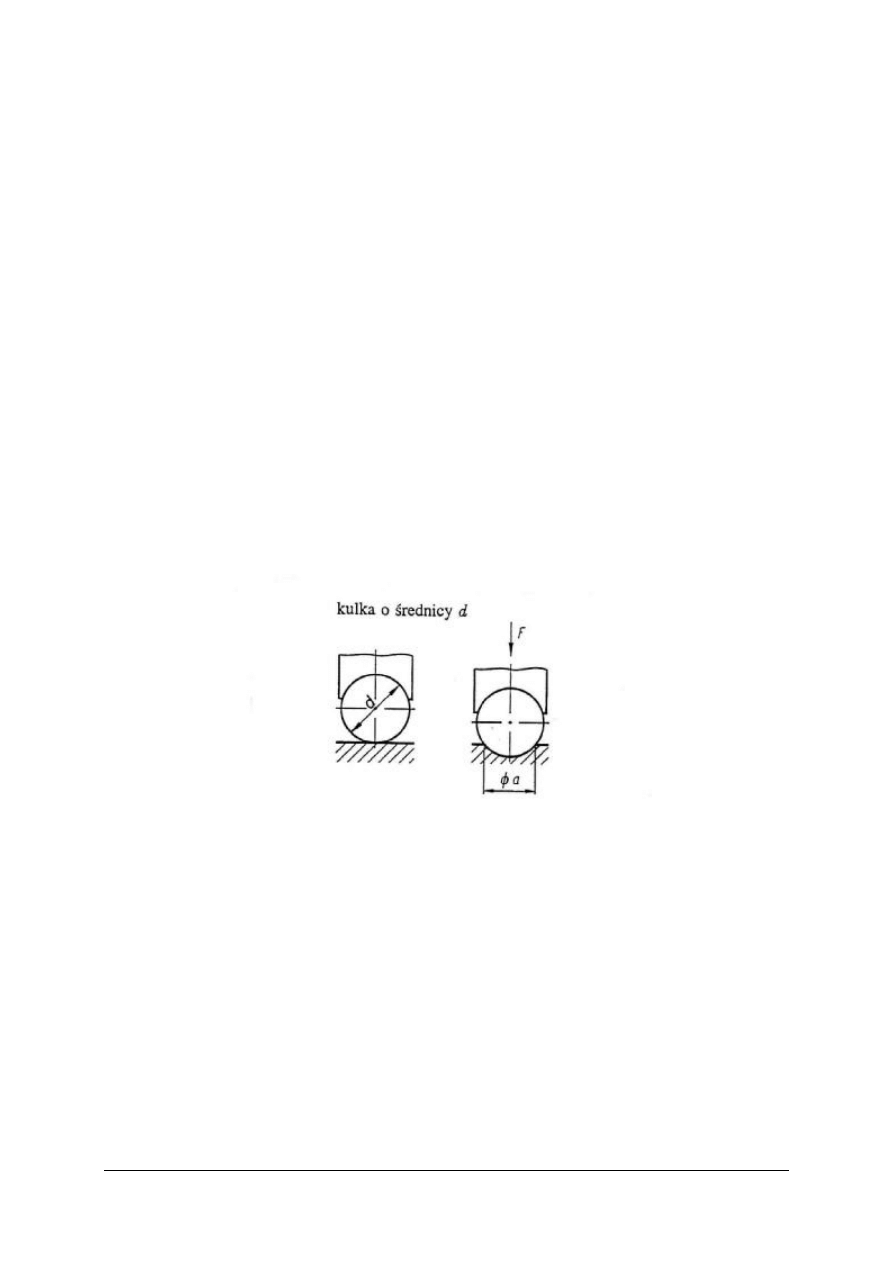
Metoda Brinella (HB) polega na wgniataniu z siłą F w badany materiał twardej kulki
stalowej o średnicy D za pomocą specjalnego aparatu, tzw. twardościomierza Brinella (PN–
/H–04350). Twardość w stopniach Brinella oznacza się przez HB i wyznacza ze wzoru:
HB= F /Scz [MPa]
gdzie:
F – siła obciążająca,
Scz – powierzchnia czaszy kulistej.
Rys. 4. Schemat metody Brinella
Im mniejsza jest twardość materiału, tym przy określonej sile nacisku kulka bardziej się
w niego zagłębi i pozostawi odcisk o większej średnicy. Pomiar przeprowadza się zgodnie
z normą PN–91/H–0435. Zależnie od badanego materiału można zmieniać siłę nacisku
i średnicę kulki. Stosuje się kulki o średnicach 10, 5, 2,5, 1 mm, a obciążenia od 10N do 30kN.
Uzyskane
wyniki
pomiaru
podaje
się
w
zapisie
wartości
HB,
np. 250 HB 5/2500/15 oznacza twardość Brinella równą 250, wyznaczoną za pomocą kulki
o średnicy D = 5 mm, obciążonej siłą F =500N w czasie 15 s. Symbol HB bez dodatkowego
zapisu oznacza, że pomiaru dokonano kulką o średnicy D = 10 mm, obciążoną siłą
F = 30000N w czasie 15 s. Metoda Brinella jest dokładna i łatwa do przeprowadzenia, jej
zakres jest jednak ograniczony do materiałów o twardości poniżej 650HB.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
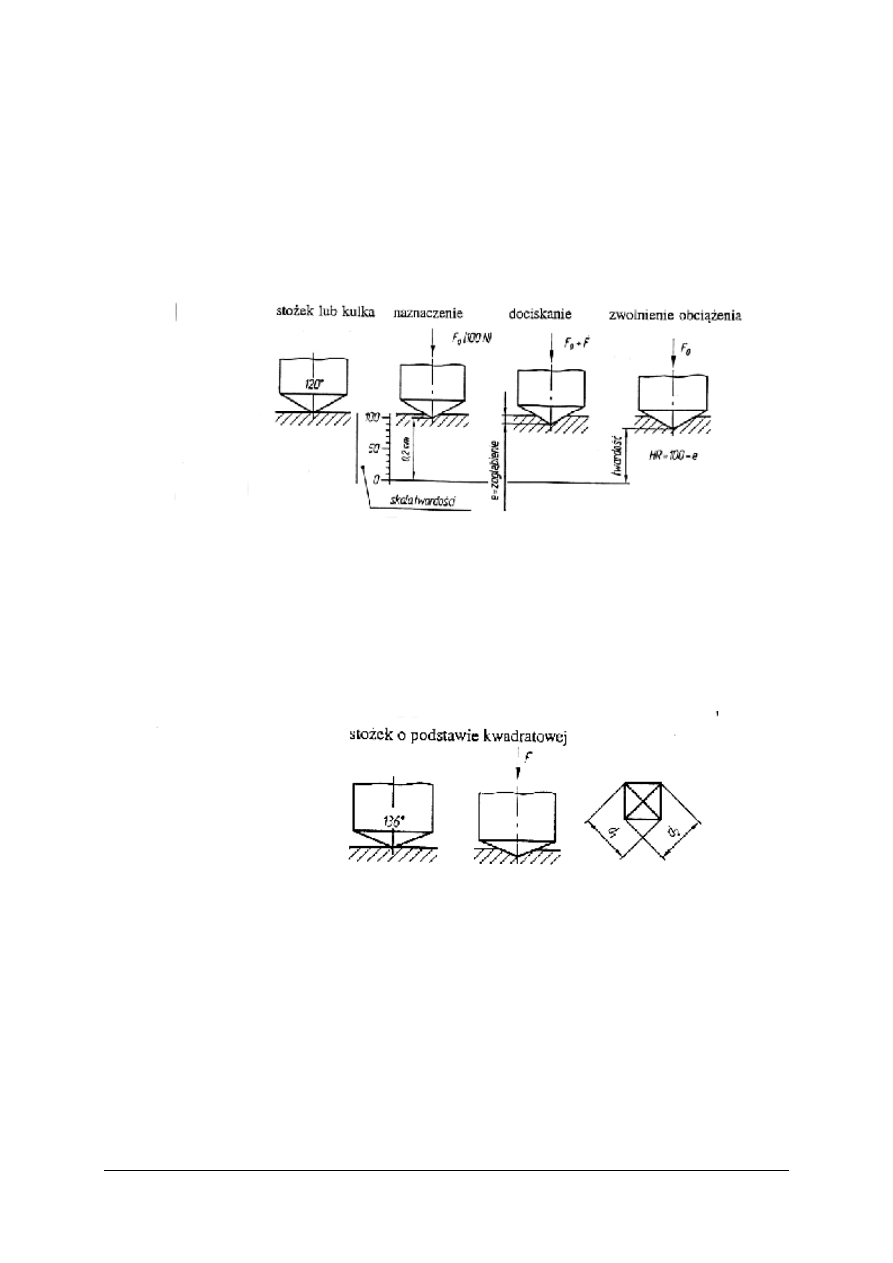
Metoda Rockwella (HRC, HRB, HRA). Pomiar twardości metodą Rockwella polega na
wciskaniu stożka diamentowego o kącie wierzchołkowym 120º w badany materiał
(PN–/H–04355) przy dwukrotnym obciążeniu 0,1kN i 1,4kN – skala C, lub kulki stalowej
o średnicy1/16" i obciążeniu 0,1+0,9kN. Określenie twardości to pomiar głębokości odcisku, a
jej wartość odczytuje się bezpośrednio na czujniku twardościomierza, który posiada skalę C –
dla stożka, skalę B (czerwoną) dla kulki. Jeżeli pomiaru dokonuje się stożkiem diamentowym i
obciążeniem 0,6kN to tak zmierzoną twardość określa się HRA. Metoda Rockwella jest jedną
z najpopularniejszych metod pomiaru twardości, służącą do pomiaru dla małych przedmiotów,
powierzchni utwardzonych obróbką cieplną, generalnie do materiałów twardych.
Rys. 5. Kolejne etapy metody Rockwella
Metoda Vickersa (HV) polega na wciskaniu w badany materiał piramidki diamentowej
o podstawie kwadratowej i kącie wierzchołkowym między przeciwległymi ścianami równym
136º (PN–/H–04360). Twardość Vickersa stanowi stosunek siły obciążającej F, która wynosi
2–1000N do powierzchni odcisku. Istnieje podobieństwo między metodą Brinella i Vickersa.
Metoda Vickersa umożliwia badanie twardości metali i ich stopów, przedmiotów o małej
grubości oraz cienkich warstw. Wynik pomiaru nie zależy od zastosowanego obciążenia.
Rys. 6. Zasada pomiaru
Metoda udarowa – młotek Poldi
Metoda badania twardości opracowana w hucie Poldi w Kladnie (Czechy). Jest to
porównawcza metoda udarowa polegająca na porównaniu odcisków na elemencie badanym
i na wzorcu po uderzeniu młotkiem 0,5 kg.
Badanie twardości młotkiem Poldi przebiega poprzez równoczesne wgniatanie kulki
z hartowanej stali (najczęściej o średnicy d = 10 mm) w materiał badany i płytkę wzorcową
o twardości 203+/–6HB. W skutek uderzenia młotkiem powstają równocześnie dwa odciski,
w przedmiocie badanym i płytce wzorcowej. Po zmierzeniu średnic d i d
W
obu odcisków
poprzez lupę x10 i wyznaczeniu ich pól można obliczyć wartość siły nacisku oraz twardość
badanego przedmiotu. Jest to metoda porównawcza, dynamiczna polegająca na porównaniu
odcisków na elemencie badanym i na wzorcu po uderzeniu młotkiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Twardość obliczamy ze wzoru:
Dokładność pomiaru twardości tym sposobem zależy w znacznym stopniu od różnicy
twardości materiału badanego i pręta wzorcowego. Im mniejsza jest różnica między tymi
twardościami tym większa jest dokładność pomiaru.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest twardość?
2. Na czym polega pomiar twardości?
3. Jakie są statyczne metody pomiaru twardości?
4. Co jest penetratorem w metodzie Brinella?
5. Jakie są średnice kulek pomiarowych?
6. Ile wynosi obciążenie w metodzie Brinella?
7. Do jakich materiałów stosuje się metodę Brinella?
8. Jak opisuje się penetratory w metodzie Rockwella?
9. Jakie obciążenia stosuje się w metodzie Rockwella?
10. Jakie są skale pomiarowe w metodzie Rockwella?
11. Do jakich materiałów stosuje się metodę Rockwella?
12. Co to jest twardość Vickersa?
13. Jaki kształt ma wgłębnik w metodzie Vickersa?
14. Do jakich pomiarów stosuje się metodę Vickersa?
15. W której z wymienionych metod powstaje największy odcisk?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj przy pomocy twardościomierza Brinella pomiar twardości stali o małej
zawartości węgla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi twardościomierza Brinella,
2) nałożyć na talerzyk jarzma ciężarki odpowiadające wymaganemu obciążeniu,
3) zamocować odpowiednią kulkę,
4) położyć badaną próbkę na stoliku,
5) podnieść stolik z próbką do zetknięcia się z kulką,
6) pompować olej zwiększając nacisk do momentu uzyskania właściwego nacisku na
manometrze,
7) utrzymać ciśnienie przez wymagany dla próby czas,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
8) zmierzyć średnicę odcisku w dwóch prostopadłych do siebie kierunkach z dokładnością do
0,01 mm,
9) obliczyć twardość wg podanego wyżej wzoru.
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
instrukcja obsługi urządzenia,
−
mikroskop lub lupa odczytowa,
−
kalkulator.
Ćwiczenie 2
Wykonaj pomiar twardości materiału twardościomierzem Rockwella przy użyciu stożka
diamentowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi twardościomierza Rockwella,
2) zamocować w trzpieniu twardościomierza stożek diamentowy i założyć odpowiednie
obciążniki,
3) wykonać kilka pomiarów na płytkach kontrolnych,
4) sprawdzić czas osiągnięcia przez obciążenie żądanej wartości (4–5 s przy obciążeniu
980N),
5) ustawić badany przedmiot na stoliku urządzenia,
6) obciążać próbkę i wyzerować skalę C,
7) wyłączyć obciążenie po 2–3 sekundach,
8) odczytać twardość na czujniku.
Wyposażenie stanowiska pracy:
-
instrukcja obsługi twardościomierza Rockwella,
-
twardościomierz Rockwella,
-
płytki wzorcowe.
Ćwiczenie 3
Wykonać pomiar twardości metodą Vickersa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi twardościomierza Vickersa,
2) odchylić obiektyw zabezpieczając go zapadką,
3) na trzpień pomiarowy nałożyć końcówkę z diamentowym ostrosłupem,
4) przedmiot badany umieścić na stoliku przyrządu,
5) zwalniając zapadkę spowodować powolne zagłębianie się penetratora w badany materiał,
6) opuścić stół, przesunąć obiektyw w położenie pomiarowe,
7) nastawić ostrość ekranu,
8) śrubą mikrometryczną dokonać pomiaru długości przekątnych odcisku,
9) obliczyć twardość ze wzoru:
HV = 0,189 · F/D²

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wyposażenie stanowiska pracy:
−
instrukcja obsługi twardościomierza Vickersa,
−
twardościomierz Vickersa.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać definicję twardości?
2) opisać, na czym polega pomiar twardości?
3) nazwać statyczne metody pomiaru twardości?
4) opisać zasadę pomiaru twardości metodą Brinella?
5) opisać rodzaje penetratorów stosowanych w metodzie Rockwella?
6) opisać pomiar twardości metodą Vickersa?
7) opisać materiały, do których stosuje się metodę Vickersa?
8) porównać stosowane metody pomiaru twardości?
9) dobrać metodę pomiaru twardości do materiału miękkiego?
10) dobrać metodę pomiaru do materiału twardego?
11) dobrać metodę pomiaru do powierzchni utwardzonej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.4. Badanie udarności
4.4.1. Materiał nauczania
Materiały konstrukcyjne w czasie pracy narażone są na obciążenia zmienne, dlatego
konieczna jest znajomość własności charakteryzujących zachowanie się materiału w przypadku
występowania nagłych zmian obciążenia. Dla określenia tych własności stosuje się próby
udarowe, pozwalające zbadać odporność na uderzenie, a jednocześnie zbadać kruchość na
zimno i gorąco. W praktyce stosuje się najczęściej udarową próbę zginania, która nosi nazwę
badania udarności.
Udarność, czyli odporność na uderzenia, jest miarą kruchości materiału. Materiał, który
charakteryzuje się niewielkim wydłużeniem i małą udarnością, jest materiałem kruchym. Próba
udarności charakteryzuje się gwałtownym wzrostem obciążenia. Polega ona na złamaniu
próbki o znormalizowanych wymiarach i kształtach uderzeniem wahadłowo zawieszonego
młota.
Miarą udarowej próby zginania jest praca zużyta do zniszczenia (złamania) próbki.
Stosunek tej pracy do pola przekroju poprzecznego zginanej udarowo próbki nazywa się
udarnością.
K = L
U
/ S
O
[J/m
2
]
gdzie:
L
U
– wartość pracy zużytej na złamanie próbki,
S
O
– pole powierzchni przekroju próbki przed wykonaniem próby. Uwaga: 1 J = 1N·1m –
jednostka pracy.
Oprócz określenia wskaźnika udarności K w próbie udarności obserwuje się odkształcenie
plastyczne próbki. Jest ono mniejsze niż odkształcenie w próbie statycznej. Spowodowane jest
to tym, że odkształcenie plastyczne zachodzi znacznie wolniej niż odkształcenie sprężyste,
a
próba udarności trwa bardzo krótko. Jednak z charakterystyki przełomu próbki można
wnioskować o własnościach plastycznych materiału.
Celem wyznaczenia udarności materiału przeprowadza się udarową próbę zginania
wg Charpy'ego. W tej metodzie próbkę stanowi belka dwustronnie swobodnie podparta
(PN–69/H–04370) dla stali i staliwa. Polska Norma przewiduje trzy typy próbek do badań,
z karbem w kształcie litery U lub V i bez karbu. Próbki mogą być gładkie walcowe (żeliwo
szare), prostopadłościenne z karbem dla stali i staliwa. Próba udarności charakteryzuje się
gwałtownym wzrostem obciążenia. Polega ona na złamaniu próbki o znormalizowanych
wymiarach i kształcie uderzeniem wahadłowo zawieszonego młota i wyznaczeniu pracy
uderzenia, odpowiadającej energii zużytej przez młot na złamanie próbki. Po złamaniu próbek
analizuje się ich przełomy. Między wartością pracy złamania próbki a rodzajem jej przełomu
istnieje pewna zależność, która potwierdza otrzymane wyniki i dostarcza informacji
o własnościach materiału próbki oraz wadach wewnętrznych.
Udarność w dużym stopniu zależy od struktury materiału, jednak nawet wówczas gdy
materiał posiada tę samą strukturę fazową, to może mieć różną udarność, w zależności od
wielkości ziarna. Im większe jest ziarno stopu, tym mniejsza jego udarność. Udarność
zmniejszają również wady materiałowe, np. wtrącenia niemetaliczne, pęknięcia. Udarność
metali i stopów lanych jest mniejsza niż tych samych materiałów poddanych obróbce
plastycznej.
Na udarność materiału duży wpływ ma temperatura, dlatego materiały przeznaczone do
pracy w podwyższonych lub obniżonych temperaturach (szyny kolejowe, łopatki turbin)
poddaje się badaniom w tych zmieniających się temperaturach. Stwierdzono, że obniżenie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
temperatury obniża udarność (np. stal węglowa), przy podwyższanej temperaturze ta
zależność ma zmienny przebieg, najpierw rośnie, do ok. 150ºC, następnie nie zmienia się, dalej
gwałtownie spada.
Dużą pomoc w określeniu kruchości materiału stanowi przełom próbki, szczególnie
w miarę obniżania temperatury, gdy udarność maleje, obserwuje się charakterystyczny
błyszczący przełom, w odróżnieniu od matowego przełomu ciągliwego.
Rozróżnia się trzy charakterystyczne rodzaje przełomu próbki:
-
przełom rozdzielczy – próbka została zgięta, pęknięcie nastąpiło po przekroczeniu granicy
plastyczności, tj. przy znacznym odkształceniu trwałym,
-
przełom kruchy – próbka pęka nie wykazując widocznych odkształceń plastycznych,
-
przełom z rozwarstwieniem – wskazujący na to, że materiał był poddany przeróbce
plastycznej (np. zgniot) lub posiada pasma zanieczyszczeń.
Dla poprawnego wyznaczenia wskaźnika udarności K należy poddać badaniu trzy próbki.
Wszystkie spostrzeżenia dotyczące wyglądu próbki po odbytym badaniu odbiegające od
standardowego przełomu, dyskwalifikują próbę i wymagają jej powtórzenia.
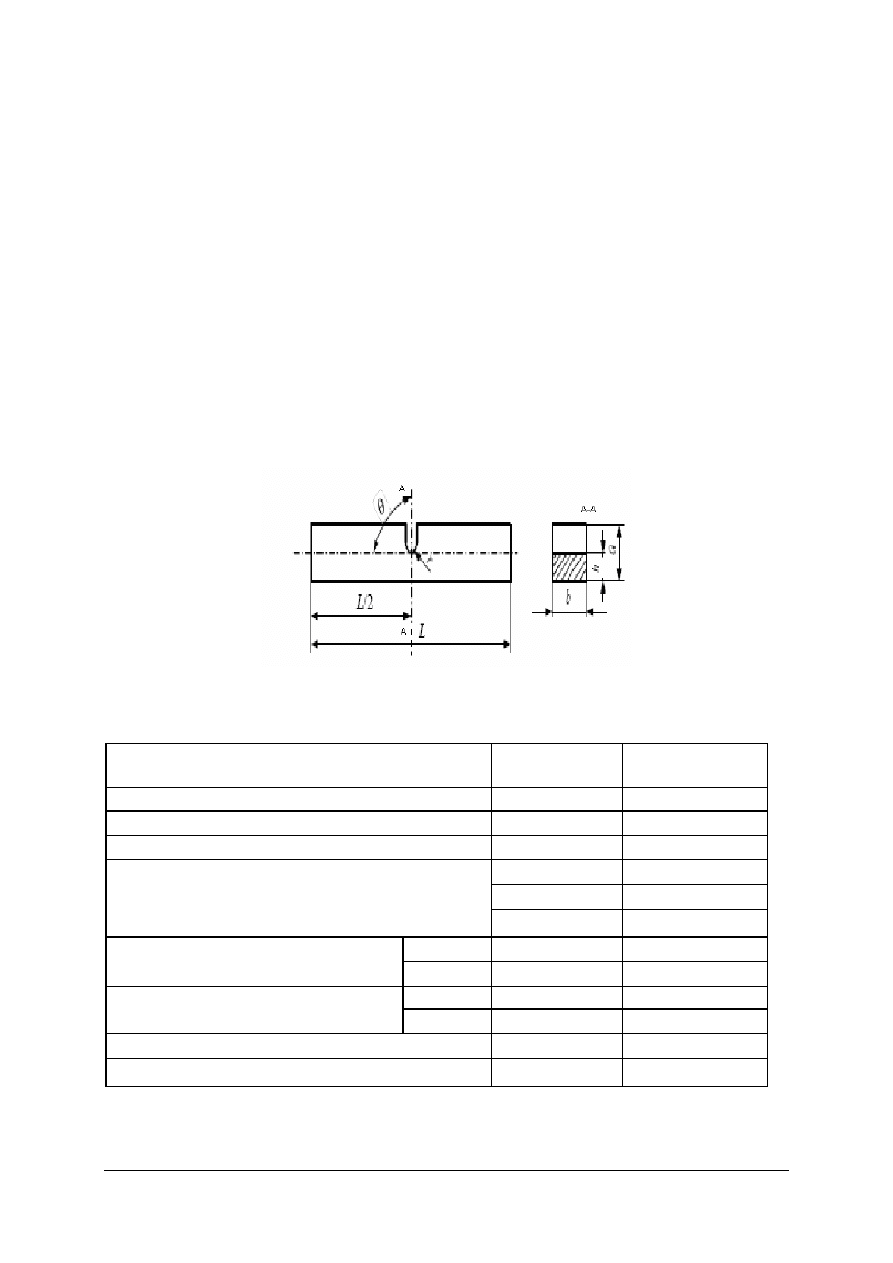
Udarność (pracę łamania) KU, [J], należy badać na próbkach z karbem w kształcie litery U
(typu ISO–Charpy U), wykonanych zgodnie z rys.7 i tabelą 4.
Rys.7. Próbka z karbem U
Tabela 4. Wymiary próbek do prób udaności
Oznaczenie wielkości
Wymiar
nominalny
Dopuszczalne
odchyłki
L
55 mm
±0,60 mm
L/2
27,5 mm
±0.42 mm
a
10 mm
±0,06 mm
10 mm
±0,11 mm
7.5 mm
±0,11 mm
b
5 mm
±0,06 mm
U
5 mm
±0,09 mm
h
dla próbek z karbem w kształcie litery:
V
8 mm
±0,06 mm
U
1 mm
±0,07 mm
r
dla próbek z karbem w kształcie litery:
V
0,25 mm
±0,025 mm
γ
45°
±2°
θ
90°
±2°
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
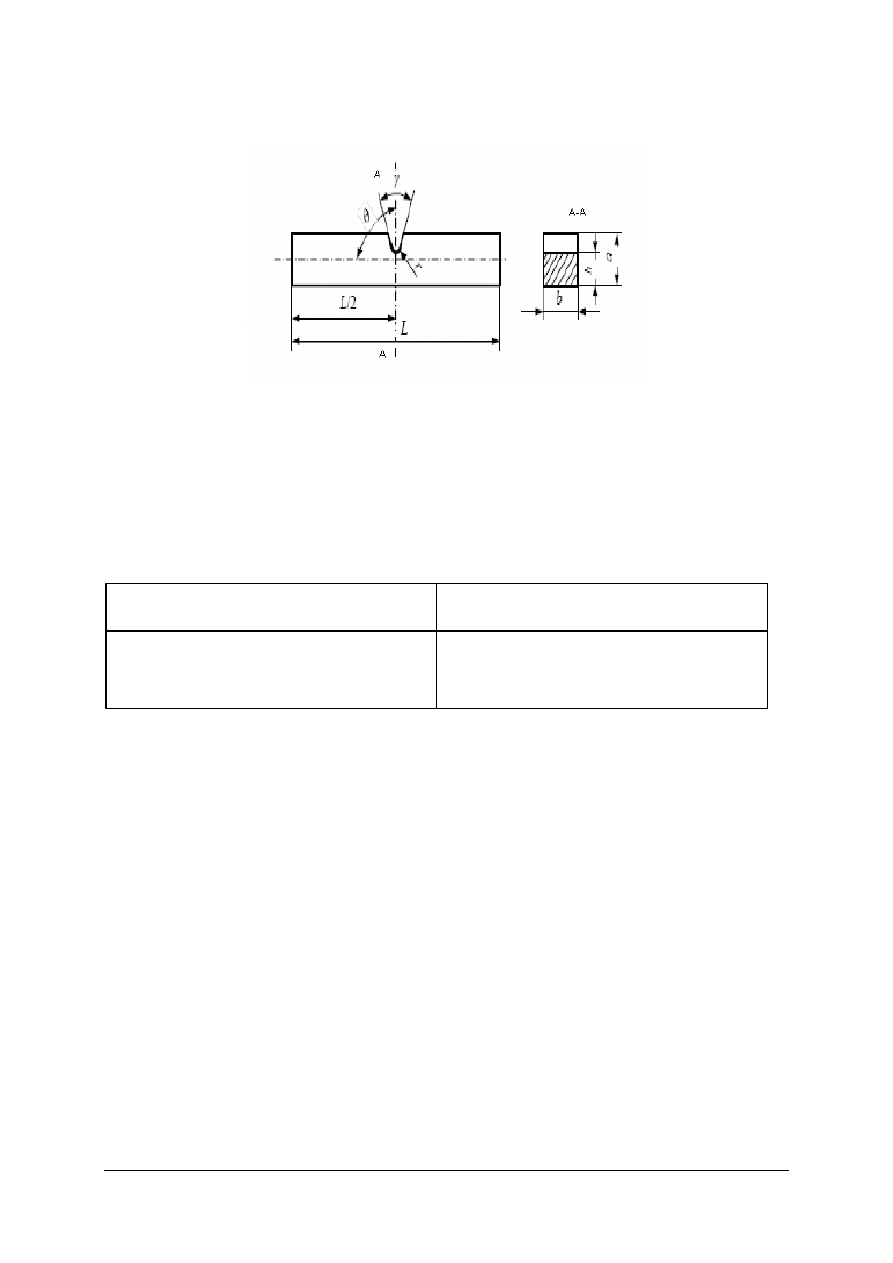
Udarność (pracę łamania) KV, [J]. należy badać na próbkach z karbem ostrym w kształcie
litery V (typu ISO-Charpy V), wykonanych zgodnie z rys. 8 i tabelą 5.
Rys. 8. Próbka z karbem V
Wymiary próbek do próby udarności podano w tabeli 4.
Próbki o szerokości 7,5 i 5 mm z karbem w kształcie litery V należy stosować tylko
w przypadku wyrobów, z których nie można wyciąć próbek o szerokości 10 mm. Wartości
pracy łamania uzyskane na takich próbkach powinny odpowiadać wymaganiom podanym
w tabeli 5.
Tabela 5. Wartości łamania próbek
Wymiary próbki
[mm]
Średnia wartość pracy łamania
KV
1)
[J]
10 x 10 x 55
10 x 7,5 x 55
10 x 5 x 55
KV
5/6 KV
2/3 KV
1)
KV – wymagana wartość pracy łamania.
Na próbkach pobranych z blach, płaskowników i kształtowników karb powinien być
nacięty prostopadle do powierzchni zewnętrznej wyrobu, pozostawiając co najmniej jedną
z tych powierzchni w stanie surowym.
Pracę łamania KU lub KV należy określać na trzech próbkach, przy czym jedna z trzech
uzyskanych wartości może być mniejsza od wartości wymaganej, lecz nie więcej niż o 30%.
Wyznaczanie pracy łamania KU na próbkach o zmniejszonym przekroju wymaga
uprzedniego uzgodnienia z PRS.
Próbę udarności należy przeprowadzać na młotach wahadłowych typu Charpy
o początkowej energii uderzenia 300 lub 150J.
Odległość między podporami młota powinna wynosić: 40±5 mm. Uderzenie młota
powinno następować w płaszczyźnie symetrii karbu próbki od strony przeciwnej karbu, przy
czym odległość między płaszczyznami symetrii karbu i noża wahadła młota nie powinna
przekraczać 0,5 mm.
W przypadku badania udarności w obniżonej temperaturze – próbki należy pozostawić
w ośrodku oziębiającym przez co najmniej 15 min od chwili ustalenia się temperatury ośrodka.
Przy temperaturze próby do –60°C wielkość przechłodzenia może wynosić do –4°C, przy
czym w momencie łamania próbki odchyłka od wymaganej temperatury próby nie powinna
przekraczać ±2°C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego stosuje się próby udarowe?
2. Jak działa obciążenie w próbach udarowych?
3. Ile trwa próba udarowa?
4. Co to jest udarność?
5. Miarą czego jest udarność?
6. Na czym polega próba udarności?
7. Jak oblicza się wskaźnik udarności?
8. Jaką metodą przeprowadza się próbę udarności?
9. Jak mocuje się próbkę do przeprowadzenia próby udarności?
10. Jaki wpływ ma temperatura na zmianę udarności?
11. Jakie znasz rodzaje przełomów próbek?
12. Jakie cechy materiału próbki można określić na podstawie przełomu próbki?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj próbę udarności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi młota Charpy'ego,
2) sprawdzić wymiary próbki w miejscu karbu z dokładnością 0,05 mm,
3) sprawdzić temperaturę. Temperatura próby powinna wynosić 15–30º C,
4) sprawdzić młot. Po swobodnym opuszczeniu wahadła młotka z położenia wyjściowego
i wykonaniu przez wahadło jednego wahnięcia wskazówka młota powinna wskazywać na
podziałce zero z dokładnością do 1J,
5) próbkę ułożyć na podporach młota w taki sposób, aby:
-
płaszczyzna symetrii karbu próbki leżała w płaszczyźnie pionowej, w połowie
odległości pomiędzy podporami,
-
uderzenie młota nastąpiło w płaszczyźnie symetrii karbu próbki,
6) po uderzeniu i złamaniu próbki odczytać wartość pracy uderzenia zużytej na złamanie
próbki,
7) obliczyć wskaźnik udarności K.
Wyposażenie stanowiska pracy:
−
młot Charpy'ego,
−
instrukcja obsługi urządzenia,
−
komplet próbek,
-
mikrometr lub inny przyrząd pozwalający mierzyć z dokładnością do 0,05 mm,
-
termometr.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić dlaczego stosuje się próby udarowe?
2) wyjaśnić jaki rodzaj obciążenia wystąpi w próbie udarowej?
3) wyjaśnić co to jest udarność?
4) wyjaśnić co jest miarą udarności?
5) wyjaśnić jak wykonuje się próbę udarności?
6) wyjaśnić jakie rodzaje próbek stosuje się do badań?
7) wyjaśnić jak oblicza się wskaźnik udarności?
8) wyjaśnić jak mocuje się próbki?
9) wyjaśnić jak obniżenie temperatury wpływa na udarność?
10) wyjaśnić jakie przełomy próbek mogą wystąpić?
11) wyjaśnić jak powiązane są cechy materiału z rodzajem
przełomu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.5. Właściwości technologiczne metali i stopów
4.5.1. Materiał nauczania
Właściwości technologiczne określają zachowanie się materiału w różnych procesach
wykonania wyrobu. Do właściwości tych zaliczamy:
-
plastyczność,
-
skrawalność,
-
dobre własności odlewnicze,
-
spawalność.
Plastyczność, to właściwość określająca możliwość zmiany kształtu materiału za pomocą
wywieranego na niego ciśnienia, a więc za pomocą walcowania, tłoczenia, kucia. Plastyczność
materiału zależy od jego budowy wewnętrznej, twardości i temperatury.
Rys. 9. Próba spęczania
Materiały miękkie są plastyczne na zimno – podczas nagrzewania ich plastyczność rośnie.
Materiały kruche nie mogą być poddane obróbce plastycznej, bo w czasie tego procesu pękają.
Elementy stalowe wykonane z tego samego gatunku stali mogą posiadać różne własności
eksploatacyjne, gdyż zależnie od sposobu walcowania i od zastosowanej obróbki cieplnej
można uzyskać dobrą lub złą jakość tych materiałów. Plastyczność materiałów określa się
stosując różne próby technologiczne.
Próba spęczania (rys. 9) ma na celu określenie plastycznych własności materiału oraz
wykrycie ewentualnych wad materiałowych. Polega ona na zgniataniu próbki między dwiema
płaskimi płytami do chwili pojawienia się pęknięć na powierzchni swobodnej próbki. Wymiary
próbek i warunki stosowania reguluje norma PN–83/H–04411.
Jedną z miar plastyczności jest wartość kąta o jaki można zgiąć próbkę bez spowodowania
pęknięcia. Materiały bardzo plastyczne poddaje się próbie wielokrotnego przeginania, miarą
plastyczności jest liczba przegięć wykonanych do chwili pojawienia się pierwszych pęknięć.
Technologiczne próby zginania
Średnicę wałka (trzpienia) zginającego i kąt o jaki należy zgiąć próbkę – jeżeli nie
określono – należy dobierać według norm.
Próby zginania blach i kształtowników oraz złączy spawanych należy przeprowadzać na
próbkach o wymiarach:
a = t, (gdzie t – grubość wyrobu);
b = 30 mm.
Przy próbie zginania złączy spawanych, rozciąganiu należy poddać oddzielnie lico i grań
spoiny, przy czym nadlewy należy obrobić mechanicznie równo z powierzchnią blachy.
Jeżeli grubość wyrobu jest większa od 25 mm, próbka może być z jednej strony obrobiona
mechanicznie do grubości 25 mm. W tym przypadku podczas próby wałek zginający powinien
być umieszczony po stronie powierzchni obrobionej. Próby zginania odkuwek, odlewów itp.
wyrobów należy przeprowadzać na próbkach o wymiarach przekroju:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
a = 20 mm;
b = 25 mm.
Próbka na zginanie powinna być wykonana zgodnie z rys. 10. Krawędzie próbki po stronie
rozciąganej powinny być zaokrąglone promieniem 1÷2 mm.
Rys. 10. Technologiczna próba zginania
Podane wyżej wymiary próbek dotyczą próbek do próby zginania poprzecznego złączy
spawanych. Do zginania bocznego złączy spawanych należy stosować próbki o wymiarach:
a = 10 mm,
b = t
W przypadku, gdy grubość złączy spawanych t ≥ 40 mm, to próbka do zginania bocznego
może być podzielona na części o szerokości b ≥ 20 mm.
Próbki do zginania wzdłużnego złączy spawanych mają być wykonane zgodnie
z wymaganiami normy PN–EN 910.
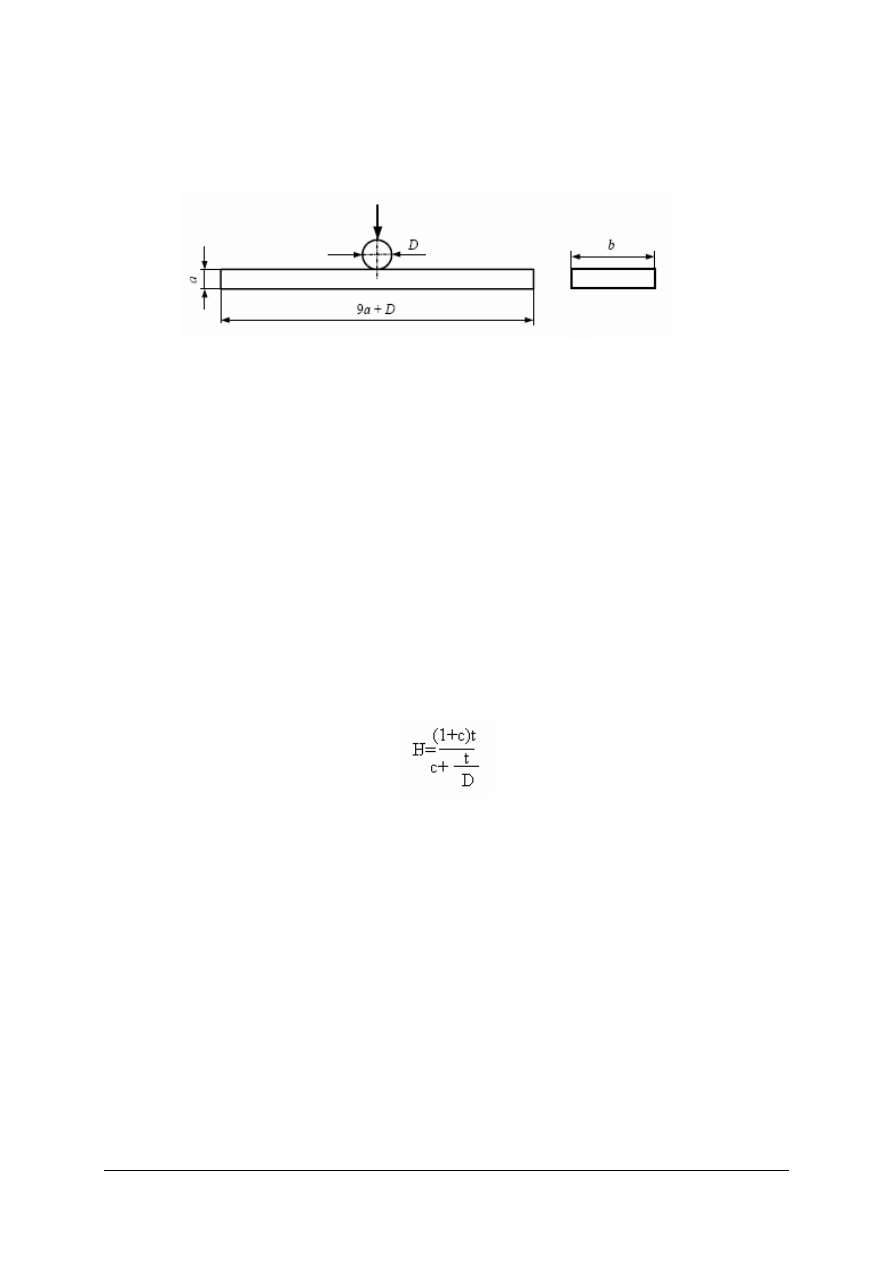
Próbie spłaszczania należy poddać rury o średnicy zewnętrznej D nie większej niż 406.4
mm i grubości ścianki t nie większej niż 0,15D.
Próbkę powinien stanowić odcinek rury o długości L = 1,5 D, przy czym powinien być
spełniony warunek: 10 mm ≤ L ≤ 100 mm.
Jeżeli przepisy lub normy nie stanowią inaczej – odcinek rury należy spłaszczać do
momentu, gdy odstęp H między płytkami ściskającymi maszyny wytrzymałościowej będzie
wynosił:
D – średnica zewnętrzna rury, [ mm];
t – nominalna grubość ścianki rury, [ mm];
c – współczynnik zależny od gatunku materiału.
Jeżeli wymaga się, aby próba spłaszczania była wykonywana aż do zetknięcia się
wewnętrznych powierzchni ścianek rury – odstęp H między płytkami ściskającymi powinien
być nie większy niż 2,25 t.
Przy próbie spłaszczania rur spawanych spoina powinna znajdować się w płaszczyźnie
usytuowanej prostopadle do kierunku spłaszczania i przechodzącej przez środek próbki.
Wynik próby należy uznać za zadowalający, jeżeli po badaniu na próbce nie ma pęknięć lub
naderwań.
Proste i wygładzone końce próbki należy przycinać prostopadle do osi rury. Szczegóły
próby podano w normie ISO 8492.
Próbie roztłaczania należy poddać rury o średnicy zewnętrznej do 150 mm i o grubości
ścianki do 9 mm. W próbkę wtłacza się pionowo trzpień stożkowy aż do osiągnięcia
wymaganego stopnia roztłoczenia. Długość próbki L powinna być równa dwóm średnicom
zewnętrznym D rury, jeżeli kąt zbieżności stożka β jest równy 30°, lub równa 1,5D, jeśli kąt β

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
jest równy 45° lub 60°. Próbka może być krótsza, pod warunkiem, że po zakończeniu próby
pozostała część cylindryczna jest nie mniejsza niż 0.5 D. Prędkość przesuwu trzpienia nie może
być większa niż 50 mm/min. Wynik próby należy uznać za zadowalający, jeśli po badaniu
próbka nie ma pęknięć lub naderwań. Szczegóły próby podano w normie ISO 8493.
Próbie rozciągania pierścieni należy poddać rury stalowe o średnicy zewnętrznej
D wynoszącej 110 do 510 mm, o grubości ścianki t nieprzekraczającej 30 mm i o stosunku
t/D nie większym niż 0,13.
Próbkę powinien stanowić odcinek rury o długości ~15 mm. Pierścień należy rozciągać aż
do zerwania przy pomocy dwóch sworzni o średnicach nie mniejszych od potrójnej grubości
ścianki rury.
W przypadku badania rur spawanych – podczas próby rozciągania pierścienia spoina
powinna znajdować się w płaszczyźnie prostopadłej do kierunku rozciągania i przechodzącej
przez środek próbki. Wynik próby należy uznać za zadowalający, jeżeli po badaniu na obu
powierzchniach nie występują wady powierzchniowe, a na przełomie – rozwarstwienia
i objawy kruchości.
Prędkość przesuwu nie może przekraczać 5 mm/s. Pierścień powinien mieć równe
i gładkie końce, cięte prostopadle do osi rury. Szczegóły próby podano w normie ISO 8496.
Próbę Pelliniego (DWT) należy wykonywać zgodnie z wymaganiami normy ASTM–E–
208, przy czym próbki stosowane do badań powinny mieć wymiary w mm:
25 x 90 x 360,
19 x 50 x 130
lub
16 x 50 x 130.
W przypadku wycinania próbek przy pomocy płomienia gazowego, ich wymiary należy
zwiększyć o 25 mm, lecz nie mniej niż o grubość blachy.
Przynajmniej jedna strona próbki powinna mieć zachowaną, powierzchnię surową po
walcowaniu. Jeżeli w normach nie ustalono inaczej – orientacja próbki w stosunku do kierunku
walcowania może być dowolna.
Próbka do wywijania kołnierzy powinna mieć długość L równą w przybliżeniu 1,5D.
Może ona być krótsza, pod warunkiem, że pozostały po próbie odcinek cylindryczny ma
długość nie mniejszą niż 0,5D. Prędkość przesuwu trzpienia nie może przekraczać
50 mm/min. Szczegóły próby podano w normie PN–EN 10235 (ISO 8494).
Próbka do próby roztłaczania pierścienia powinna mieć długość od 10 do 16 mm.
Prędkość przesuwu trzpienia nie może przekraczać 30 mm/min. Próba polega
na równomiernym i nieprzerwanym wtłaczaniu w próbkę trzpienia stożkowego o zbieżności
1:10 lub 1:5 aż do momentu osiągnięcia stopnia roztłoczenia określonego w normie
PN–EN 10236 (ISO 8495).
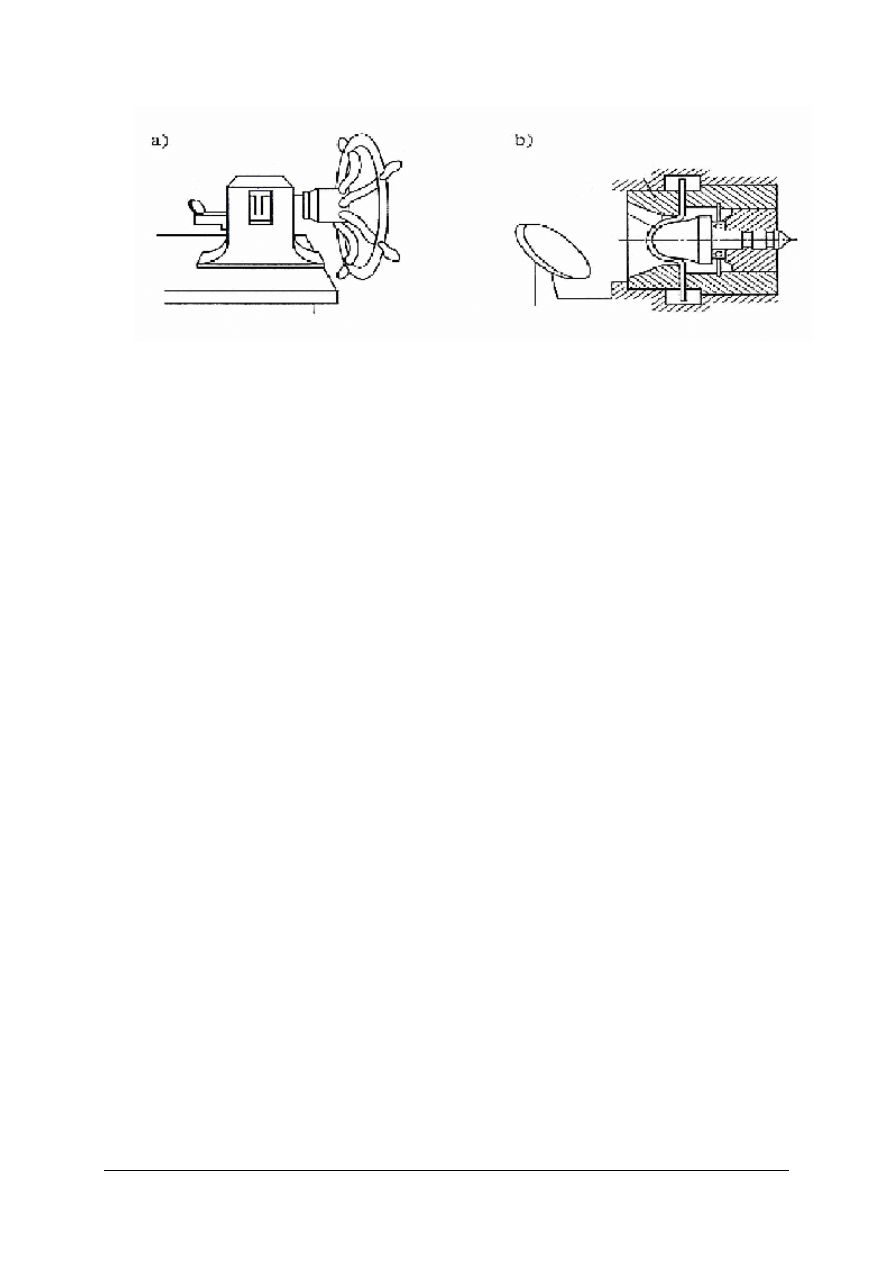
Następną często stosowaną próbą jest próba tłoczności cienkich blach metodą
Erichsena, polegająca na powolnym wtłaczaniu kuliście zakończonego stempla stalowego
w próbkę z blachy, umocowaną w matrycy (rys. 11). Miarą tłoczności w tej metodzie jest
głębokość wtłoczonego w blasze wgłębienia, do chwili wystąpienia w niej pierwszych oznak
pęknięcia. Głębokość ta zależy od własności odkształcalnej blachy oraz od jej grubości.
Zastosowany do pomiarów aparat Erichsena powinien spełniać wymagania nory PN–EN ISO
20482, także próby powinny być wykonywane zgodnie z tą normą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 11. Próba tłoczności blach: a) widok aparatu, b) blacha podczas próby . Źródło: C. Struzik:
Pracownia techniczna. WSiP, Warszawa 1990
Skrawalnością nazywa się podatność materiału do obróbki narzędziami skrawającymi,
zależy ona od wewnętrznej budowy materiału i jego składu chemicznego. Skrawalność
określają: opór skrawania, gładkość powierzchni obrabianej oraz postać wióra.
Materiały twarde i kruche skrawają się trudniej niż materiały plastyczne. Jednak materiały
miękkie nie odznaczają się dobrą skrawalnością, gdyż zalepiają ostrza narzędzi.
Zwykle dobra skrawalność występuje w materiałach nie posiadających dobrych
właściwości mechanicznych.
Właściwości odlewnicze charakteryzują przydatność materiału do wykonywania
odlewów. Podstawowe właściwości odlewnicze to:
1. lejność, czyli zdolność do dobrego wypełnienia formy ciekłym metalem. Lejność zależy od
temperatury ciekłego metalu, jego rzadkopłynności po roztopieniu, rozpuszczalności
gazów i od składu chemicznego natomiast miarą lejności jest odległość na jaką popłynie
ciekły metal w znormalizowanej formie mającej kształt spirali.
2. skurcz odlewniczy ,czyli właściwość decydująca o powstaniu w odlewie naprężeń
mogących spowodować jego pęknięcia, powstanie jam skurczowych, niedolewów,
porowatości itp.
Spawalność jest miarą przydatności do wykonania połączeń spawanych i stopnia
trudności wykonania spoiny. Ocenę spawalności przeprowadza się na podstawie różnorodnych
technologicznych prób pękania oraz odkształceń materiału w miejscu wykonania spoin.
Na własności użytkowe materiału lub gotowego wyrobu mają duży wpływ wady powstałe
w czasie wytwarzania elementów, czyli w czasie trwania procesów technologicznych, są to
najczęściej: pęknięcia, wtrącenia niemetaliczne, korozja i inne.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz technologie wykonania elementów maszyn?
2. Co określają właściwości technologiczne materiału?
3. Jakie znasz właściwości technologiczne?
4. Co określa plastyczność materiału?
5. Od czego głównie zależy plastyczność?
6. Jak wpływa wzrost temperatury na zmianę plastyczności?
7. Czy materiały kruche mogą być poddane obróbce plastycznej?
8. Jakie znasz sposoby zmierzenia plastyczności?
9. Co to jest próba tłoczności blach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
10. Jak określa się skrawalność?
11. Czy materiały kruche skrawają się lepiej niż materiały miękkie?
12. Co charakteryzuje właściwości odlewnicze?
13. Co to jest lejność?
14. Co powoduje skurcz odlewniczy?
15. Na czym polega spawalność?
16. Jakie są najczęstsze wady powstałe w czasie procesów technologicznych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj próbę tłoczności blach metodą Erichsena.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi aparatu Erichsena,
2) próbę tłoczności należy przeprowadzić w temp. wyższej niż 10ºC,
3) dokonać oględzin próbki i jej pomiaru,
4) docisnąć próbkę pierścieniem dociskowym w urządzeniu,
5) docisnąć pierścień siłą równą 10kN,
6) ustalić na podziałce początkowe zero,
7) wtłaczać stempel równomiernie i bardzo powoli,
8) zmierzyć głębokość wtłoczenia z dokładnością 0,1 mm,
9) porównać powierzchnię próbki po próbie z powierzchnią przed próbą.
Wyposażenie stanowiska pracy:
−
przyrząd Erichsena,
−
instrukcja obsługi urządzenia,
−
próbki z różnych materiałów zgodne z PN–79/H–04400.
Ćwiczenie 2
Wykonaj próbę nawijania drutu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) umocować w uchwycie tokarskim trzpień do nawijania drutu,
2) ustawić tokarkę na minimalną prędkość obrotową,
3) włączyć tokarkę,
4) nawinąć 5–10 zwojów drutu,
5) przeprowadzić oględziny nawiniętego drutu nieuzbrojonym okiem.
Wyposażenie stanowiska pracy:
−
trzpień do nawijania drutu,
−
tokarka,
−
drut do nawijania,
−
Norma PN–EN ISO 7882.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Ćwiczenie 3
Wykonaj próbę przeginania drutu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zamocować próbkę w szczękach w położeniu pionowym,
2) zginać próbkę na przemian w jedną i w drugą stronę o kąt 90º z prędkością około jednego
przegięcia na sekundę,
3) w czasie próby obserwować powierzchnię próbki w miejscu zgięcia; zginanie przerwać
w chwili pojawienia się pęknięcia (jako jedno przegięcie uważa się zgięcie o kąt 90º
i powrót do położenia wyjściowego).
Wyposażenie stanowiska pracy:
−
urządzenie do przewijania.
−
próbki.
−
Norma PN–EN ISO 77 99.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać operacje technologiczne wykonania elementów?
2) określić właściwości technologiczne materiałów konstrukcyjnych?
3) wyjaśnić, co to jest plastyczność?
4) określić od czego zależy plastyczność materiału?
5) wyjaśnić, czy temperatura ma wpływ na plastyczność?
6) opisać sposoby zmierzenia plastyczności?
7) określić, na czym polega skrawalność?
8) wyjaśnić, w jaki sposób kruchość materiału wpływa na skrawalność?
9) wyjaśnić, co opisuje własności odlewnicze?
10) wyjaśnić, jakie wady powoduje skurcz odlewniczy?
11) powiedzieć, na czym polega spawalność?
12) objaśnić co określa próba Erichsena?
13) wyjaśnić, na czym polega próba przeginania?
14) wyjaśnić, co jest miarą gięcia próbki?
15) wyjaśnić, co to jest próba nawijania drutu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.6. Badania makroskopowe metali i stopów
4.6.1. Materiał nauczania
Próby technologiczne najczęściej opierają się na obserwacji przełomu lub powierzchni
próbki. Takie obserwacje nieuzbrojonym okiem lub przy niewielkim powiększeniu
maksymalnie do 20 razy nazywa się badaniami makroskopowymi. Można je przeprowadzić
bezpośrednio na powierzchni metalu (np. na odlewach, odkuwkach), na przełomach lub na
specjalnie przygotowanych przekrojach badanego elementu. Przy tych badaniach można
obserwować większe przekroje i powierzchnie, a tym samym mieć wyobrażenie o ogólnej
budowie metali i stopów, o rozmieszczeniu różnego rodzaju wad i zanieczyszczeń. Często
badania te traktuje się jako wstępne do dokładniejszych badań mikroskopowych. Na podstawie
wyników uzyskanych z tych badań pobiera się próbki, które następnie obserwuje się pod
mikroskopem. Badania makroskopowe pozwalają określić:
1. Naruszenie spójności metali takie, jak: pęcherze gazowe, pory i jamy skurczowe,
niedolewy, powierzchniowe zażużlenia, pęknięcia w odlewach, przedmiotach hartowanych
i spawanych.
2. Budowę metali i stopów; jeśli kryształy nie są zbyt małe można po wytrawieniu określić
ich wielkość, kształt i rozmieszczenie, a także można stwierdzić dendrytyczną budowę
odlewów.
3. Niejednorodność składu chemicznego, a więc likwację kryształów powstałą podczas
krzepnięcia stopu.
4. Niejednorodność budowy metali i stopów, wywołaną obróbką plastyczną, a więc
włóknistość, linie zgniotu.
5. Niejednorodność metali i stopów, wywołaną obróbką cieplną, cieplno-chemiczną, jak
grubość warstwy zahartowanej powierzchniowo, nawęglonej itp.
6. Jakość spoin połączeń spawanych.
7. Wyniki badań makroskopowych są bardzo przydatne do oceny jakości materiału, ustalenia
przyczyn awarii oraz określenia jakości wykonanych zabiegów technicznych.
Badania przeprowadza się na powierzchni przekrojów elementów, które z wyjątkiem
przełomów obserwowanych bezpośrednio po wykonanej próbie, bez żadnego przygotowania,
w większości przygotowuje się przez szlifowanie i trawienie. Odczynniki do trawienia dobiera
się zależnie od rodzaju materiału i celu badania. Odczynnikami są zwykle roztwory wodne
kwasów nieorganicznych lub soli. Ogólnie odczynniki te można podzielić na dwie grupy:
−
do głębokiego trawienia,
−
do powierzchniowego trawienia.
Stosowaną z dużym powodzeniem wykrycia najgroźniejszych zanieczyszczeń stali siarką
i fosforem jest próba Baumanna. Jest to metoda pośrednia wykrywania tych zanieczyszczeń,
polegająca na wykonaniu odbitek stykowych na papierze fotograficznym. Jednakże próba
Baumanna nie umożliwia ilościowego określenia zawartości siarki i fosforu, ujawnia tylko
rozłożenie siarczków przełomów fosforków. Na przygotowany zgład próbki przeznaczonej do
badań nakłada się papier fotograficzny bromosrebrowy, zanurzony uprzednio w roztworze
wodnym kwasu siarkowego. Powierzchnia zgładu musi szczelnie przylegać do powierzchni
papieru. Wydzielający się siarkowodór reaguje z papierem, powodując powstanie na nim
zaciemnień, wielkością i kształtem odpowiadającym skupieniom siarczków w stali. Także
fosfor reaguje z emulsją papieru fotograficznego powodując powstanie jasnożółtych punktów
odpowiadających skupieniu fosforków.
Wielkość ziarna próbki określa się przez porównanie przełomu ze skalą wzorcową
Jernkontoreta. Skala ta obejmuje 10 stopni ziarnistości. Rozmiary ziaren oznaczono

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
od 1– ziarno największe do 10 – ziarno najmniejsze. Próbki pobiera się z materiału
obrobionego plastycznie wymiar 25x25x100 mm, na środku próbki nacina się ostry karb
przełomów głębokości ok. 3 mm. Przed wykonaniem właściwej próby próbki poddaje się
wstępnej obróbce cieplnej, a następnie hartuje się je w wodzie lub oleju w czterech różnych
temperaturach (np. 760, 800, 840, 880ºC). Po złamaniu próbek określa się rozmiary ziarna na
przełomie w skali Jernkontoreta, głębokość warstwy zahartowanej oraz liczbę pęknięć na
przełomie. Wyniki zapisuje się na przykład: 6/3 – 2P, gdzie licznik określa rozmiary ziaren, wg
skali Jernkontoreta, mianownik głębokość warstwy zahartowanej w mm, natomiast symbol 2P
oznacza, że w przełomie zaobserwowano dwa pęknięcia.
Obserwacje
przełomów
próbek
wytrzymałościowych
i
udarnościowych
oraz
uszkodzonych elementów maszyn umożliwiają określenie charakteru zniszczenia, to znaczy
przełom doraźny czy zmęczeniowy może wyjaśnić przyczyny awarii. Można zdiagnozować
jakość materiału – przełom ciągliwy lub kruchy, grubo lub drobnoziarnisty. Ocena jakości
materiału wg wyników obserwacji makroskopowej wymaga dużego doświadczenia.
Niewłaściwa ocena może spowodować dopuszczenie do produkcji i eksploatacji materiału
wadliwego, lub odwrotnie zdyskwalifikować z tego samego powodu materiał dobry. Dlatego
do precyzyjniejszego określenia jakości materiału badania te należy uzupełnić o np. badania
mikroskopowe.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są badania makroskopowe?
2. Jakich maksymalnych powiększeń używa się przeprowadzając te badania?
3. Jaka jest próbka w badaniach makroskopowych?
4. Jakie są rodzaje wad, które można wykryć stosując te badania?
5. Czy na podstawie badań makroskopowych można wstępnie ocenić jakość badanego
materiału?
6. Czy próbki do badań makroskopowych muszą być odpowiednio przygotowane?
7. Jaką obróbkę stosuje się aby przygotować próbki?
8. Od czego zależy dobór odczynników chemicznych do badań?
9. Jakie znasz grupy stosowanych odczynników chemicznych?
10. Czy można na podstawie badań makroskopowych ocenić, czy materiał badany jest kruchy
lub ciągliwy?
11. Czy badania makroskopowe mogą być traktowane jako wstępne do badań
mikroskopowych?
4.6.3. Ćwiczenia
Ćwiczenie 1
Przygotuj próbki do badań makroskopowych przeznaczone do badania rozmieszczenia
siarczków, pobranych z nitu, śruby, kątownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) szlifować przygotowaną powierzchnię na szlifierce tarczowej, zmieniając położenie o 90º,
dopóty aż znikną poprzednie rysy od wycinania materiału,
2) przemyć próbki bieżącą wodą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
3) szlifować próbkę papierem ściernym, zaczynając od gruboziarnistego, przechodząc do
drobnoziarnistego. Pamiętać o zmianie kierunku szlifowania o 90º,
4) każdorazowo po zmianie papieru ściernego przemywać próbkę wodą,
5) po zakończeniu szlifowania i opłukaniu wodą należy osuszyć próbkę w strumieniu
ciepłego powietrza,
6) próbek przeznaczonych do badań makroskopowych nie polerować,
7) dobrać z tabeli odpowiedni odczynnik chemiczny.
Wyposażenie stanowiska pracy:
−
piłka do metali,
−
szlifierka,
−
komplet papierów ściernych,
−
płyty szklane o wymiarach 200x 300x5 mm, stożek z watą, pręcik szklany.
Ćwiczenie 2
Wykryj zanieczyszczenia stali siarką i fosforem, stosując próba Baumanna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) na powierzchnię zgładu próbki nałożyć papier fotograficzny bromo-srebrowy zanurzony
uprzednio w 2% roztworze wodnym kwasu siarkowego, w taki sposób, aby powierzchnia
zgładu szczelnie przylegała do powierzchni papieru,
2) po dwóch minutach papier zdjąć, opłukać w wodzie, a następnie zanurzyć w utrwalaczu
fotograficznym na 10 min. Po czym ponownie przemyć w wodzie i suszyć na powietrzu
albo suszarce. Reakcja chemiczna zachodząca między papierem fotograficznym,
zanieczyszczeniami siarką i fosforem oraz kwasem siarkowym powoduje powstanie
zaczernień na wykonanych odbitkach, zaczernienia pokazują siarczki, natomiast fosforki
obrazują jasnożółte punkty.
Wyposażenie stanowiska pracy:
−
papier fotograficzny bromo-srebrowy,
−
wodny roztwór 2% kwasu siarkowego,
−
utrwalacz,
−
bibułka,
−
próbki do badania.
Ćwiczenie 3
Określ wielkość ziaren na przełomie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zahartować próbkę w czterech różnych temperaturach stopniowanych co 40ºC, zaczynając
od temp. 760ºC wzwyż, hartować w wodzie lub oleju,
2) określić wielkości ziaren na przełomie warstwy zahartowanej porównując z wzorcami
wielkości ziaren w atlasie, wg skali Jernkontoreta, gdzie 1 oznacza najgrubsze ziarno,
10 najdrobniejsze,
3) określić głębokość warstwy zahartowanej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wyposażenie stanowiska pracy:
−
piec do nagrzewania próbek,
−
prasa do łamania próbek,
−
skala wzorców z atlasu ziaren wg skali Jernkontoreta.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować badania makroskopowe?
2) wyjaśnić, do czego służą badania makroskopowe?
3) wymienić trzy rodzaje wad materiałowych, które można wykryć dzięki
tym badaniom?
4) wyjaśnić, jak przygotowuje się próbki w badaniach makroskopowych?
5) wyjaśnić, jak dobiera się odczynniki do badań?
6) wyjaśnić, na czym polega próba Baumanna?
7) wyjaśnić, jakie zanieczyszczenia można zlokalizować dzięki próbie
Baumanna?
8) wyjaśnić, w jaki sposób można określić wielkość ziaren w przełomie?
9) wyjaśnić, czy badania makroskopowe wystarczają, aby określić jakość
materiału?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.7. Badania nieniszczące metali
4.7.1. Materiał nauczania
Przedstawione
dotychczas
metody
badań
metalograficznych,
mechanicznych
i technologicznych miały charakter badań niszczących, ponieważ dla ich przeprowadzenia
konieczne jest wycinanie z badanych elementów odpowiednich do badań próbek. Z tego
względu ich zastosowanie do kontroli produkowanych elementów może mieć charakter
wyrywkowy. W przypadku elementów odpowiedzialnych i drogich, trzeba posłużyć się takimi
metodami badań, które nie byłyby związane ze zniszczeniem i uszkodzeniem badanych
elementów, czyli badaniami nieniszczącymi. Wprowadzaniu takich metod badawczych sprzyjał
rozwój przemysłu, wyższe wymagania jakościowe stawiane przed maszynami. Zaowocowało
to powstaniem takich metod kontroli, które bez zniszczenia materiału, czy elementu
dostarczają informacji o jego stanie i właściwościach.
Spośród wielu znanych i stosowanych metod nieniszczących wykrywania wad
w materiałach, najczęściej stosuje się badania:
-
radiologiczne,
-
ultradźwiękowe,
-
magnetyczne.
W badaniach tych wykorzystano różne poznane wcześniej zjawiska fizyczne.
W badaniach radiologicznych przedmioty prześwietla się promieniami X lub γ, które
przechodząc przez materiał ulegają rozpraszaniu i pochłanianiu. Promienie przechodzą przez
przedmiot, przy czym natężenie promieniowania jest inne w materiale jednorodnym oraz inne
w materiale z wadą. Wiązka promieniowania przepuszczona przez przedmiot daje na ekranie
fluoroscencyjnym lub kliszy fotograficznej (umieszczonej pod badanym przedmiotem) obraz.
Przekroje jednorodne dają obraz jaśniejszy, natomiast przekroje zanieczyszczone lub pęcherze
gazowe dają obraz ciemniejszy. Badania radiologiczne są bardzo proste w wykonaniu, jednak
ocena wad, dokonywana przez porównanie z odpowiednimi wzorcami podanymi w normach
wymaga doświadczenia. Pojedynczy radiogram pozwala na określenie rodzaju wady
wewnętrznej oraz jej położenia w płaszczyźnie równoległej do kliszy. Nie da się jednak na tej
podstawie ustalić głębokości położenia wady. Jeśli takie ustalenie jest konieczne, należy
wykonać kilka zdjęć, przy różnym ustawieniu lampy od przedmiotu.
Podczas przeprowadzania tych badań należy zachować szczególne środki ostrożności
zabezpieczające przed szkodliwym promieniowaniem.
Badania ultradźwiękowe
Ultradźwięki są to fale mechaniczne pobudzone w danym ośrodku, np. metalu. Dźwięk
rozchodzi się z różną prędkością w różnych substancjach, szybciej w ośrodkach gęstych niż
rozrzedzonych, np. w powietrzu prędkość dźwięku wynosi ok. 340 m/s a w stali 6000 m/s.
Ultradźwięki, to dźwięki wywołane przez drgania o częstotliwości większej niż 20 kHz, czyli
poza zakresem słyszalności przez ludzi. Fale ultradźwiękowe rozchodzą się w ośrodkach
stałych, ciekłych lub gazowych, uginają się wokół przeszkód występujących na ich drodze, a na
granicy dwóch ośrodków ulegają załamaniu lub odbiciu. Właściwości te wykorzystano przy
badaniu metodami:
−
przenikania,
−
echa.
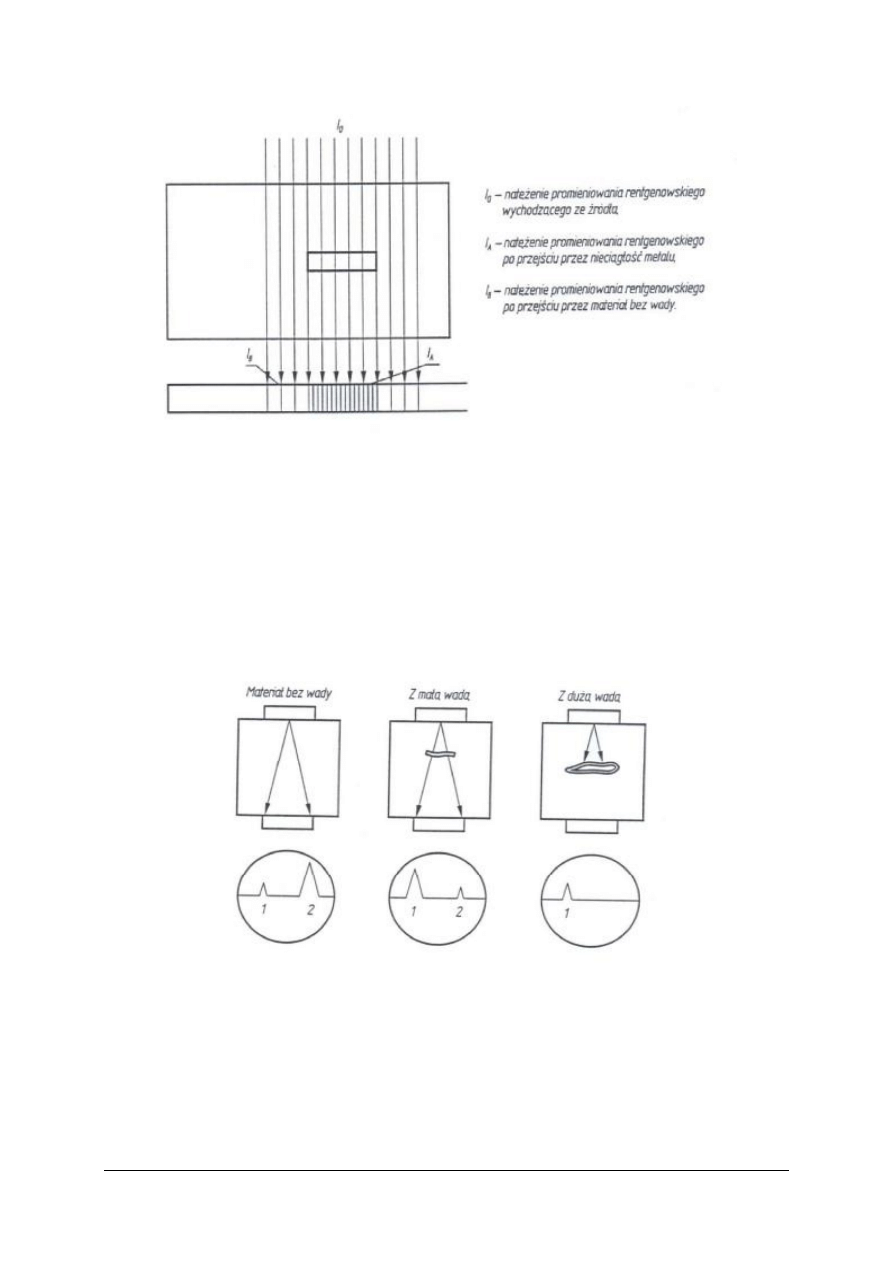
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 12. Badania radiologiczne
W metodzie przenikania stosuje się do badań dwie sondy: nadawczą i odbiorczą,
umieszczone po obu stronach przedmiotu. Przebieg różnych sytuacji przedstawia rys. 13.
W przedmiocie bez wady na ekranie oscyloskopu impuls 2 jest duży, z małą wadą impuls
wyjścia 2 jest słaby, a z dużą wadą impuls 2 zanika.
W metodzie echa obie sondy znajdują się po jednej stronie przedmiotu, materiał bez wady
daje na ekranie dwa impulsy, natomiast materiały z wadą dają dodatkowe impulsy. Zjawisko to
obrazuje rys. 14.
Rys. 13. Metoda przenikania
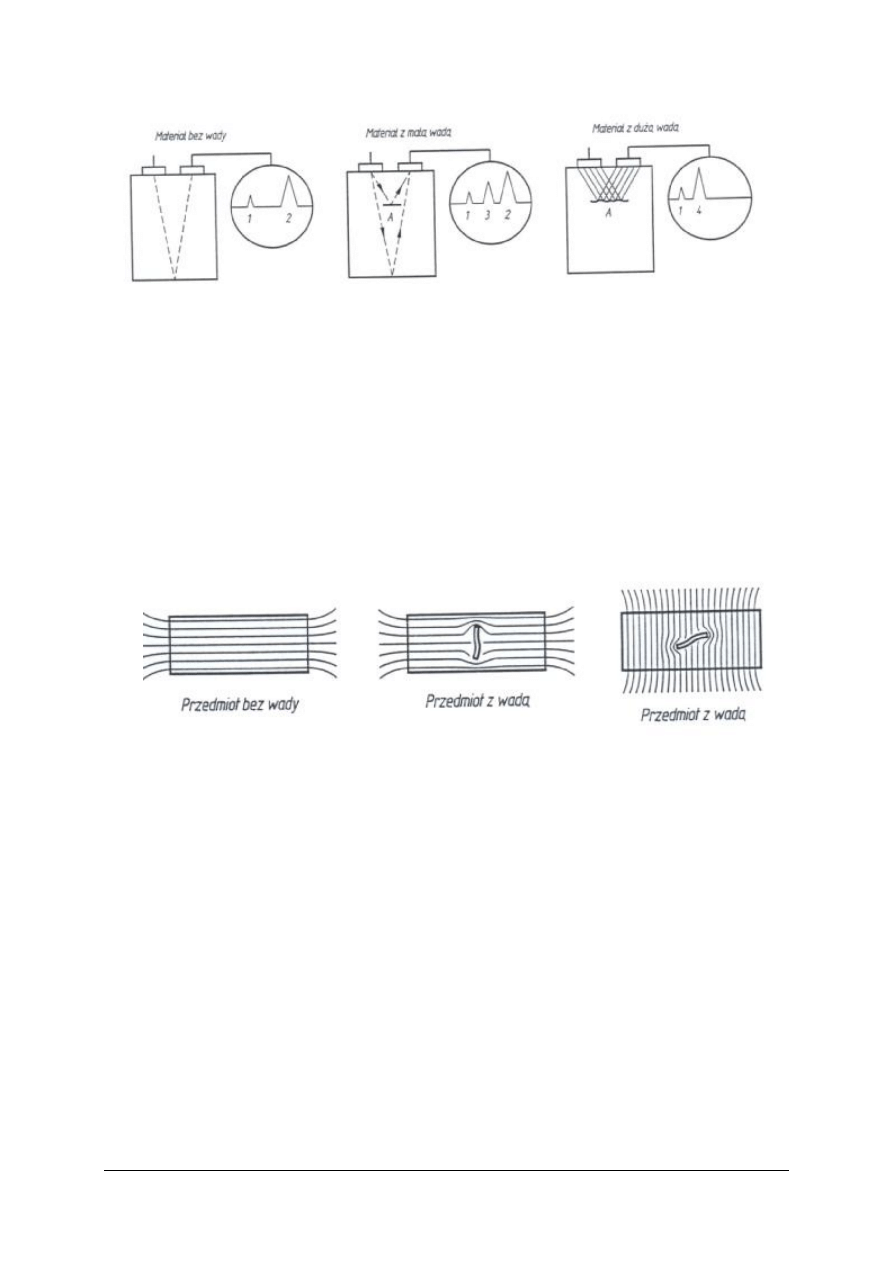
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 14. Metoda echa
Metody ultradźwiękowe dają najlepsze wyniki przy wykrywaniu wad wewnętrznych.
Stosowane są do oceny jakości wykonania odkuwek, odlewów lub konstrukcji spawanych,
które ze względu na duże gabaryty nie mogą być prześwietlane promieniami X. Metoda ta jest
również stosowana do badania jakości wyrobów z tworzyw sztucznych lub gumy i do pomiaru
grubości ścianek.
Badania magnetyczne umożliwiają wykrycie wad wewnętrznych i powierzchniowych
w materiałach ferromagnetycznych, czyli w stopach żelaza. Polegają one na wykorzystaniu
różnic między przenikalnością magnetyczną stali a przenikalnością przez wady takie jak:
pęknięcia, rysy, wtrącenia niemetaliczne, pęcherze gazowe. Linie sił pola magnetycznego
przebiegające drogą o największej przenikalności omijają wady, zagęszczając się na ich granicy
– rys. 15.
Ocena przebiegu linii sił pola magnetycznego na powierzchni badanego przedmiotu
wymaga ich uwidocznienia. Przedmiot przed badaniem spryskuje się zawiesiną proszku
ferromagnetycznego w nafcie lub oleju. Po włączeniu pola magnetycznego cząstki proszku
układają się na powierzchni przedmiotu w linie równoległe, zagęszczające się na krawędzi
wady.
Metoda magnetyczna daje bardzo dobre wyniki przy wykrywaniu wad powierzchniowych,
stosuje się ją do wykrywania rys, pęknięć, pęcherzy gazowych, zawalcowań itp.
Badania nieniszczące pozwalają na nawet 100% kontrolę jakości maszyn i urządzeń
w zakresie wykrywania wad zewnętrznych (rysy, pęknięcia, korozja) i wewnętrznych
(wtrącenia niemetaliczne, pęcherze gazowe, rozwarstwienia). Obok omówionych metod badań
nieniszczących stosuje się metody penetracyjne, termowizyjne, dźwiękowe i inne.
Zwiększające się wymagania co do jakości materiałów i urządzeń a przy tym szybki rozwój
techniki sprzyjają unowocześnianiu metod badawczych.
Rys. 15. Rozkład sił pola magnetycznego w ferromagnetyku

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym się różnią badania nieniszczące od badań wcześniej poznanych?
2. Czy potrafisz wymienić trzy popularne rodzaje badań nieniszczących?
3. Czy potrafisz opisać badania, w których przedmioty są prześwietlane promieniami X lub γ?
4. Jaki obraz otrzymuje się po przepuszczeniu wiązki promieni przez przedmiot?
5. Czy opisane badania są bezpieczne dla badanego przedmiotu i człowieka?
6. Ile razy prędkość dźwięku jest większa w metalu niż w powietrzu?
7. Czy ultradźwięki są słyszalne przez ludzi?
8. Jakie znasz metody badania za pomocą ultradźwięków?
9. Do badania jakich przedmiotów szczególnie nadaje się ta metoda?
10. Jakie materiały można badać metodą nieniszczącą?
11. Jaką metodę badań nieniszczących stosuje się wyłącznie do stopów żelaza?
12. Na czym polega metoda magnetyczna?
4.7.3. Ćwiczenia
Ćwiczenie 1
Porównaj wyniki defektoskopii ultradźwiękowej uzyskane podczas pomiaru metodami
przenikania i echa przedstawione na ekranach oscyloskopu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zasadami badań defektoskopowych metodą echa i metodą przenikania,
2) skorzystać z rys. nr 13 i 14 niniejszego poradnika,
3) zinterpretować wyniki przedstawionych typowych obrazów,
4) sformułować wnioski,
5) narysować inny typ wady wewnętrznej i przedstaw prawdopodobne obrazy, które
mogłyby zostać wskazane przez oscyloskopy podczas badań w metodzie przenikania
i echa.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przyrządy do rysowania,
−
poradnik mechanika
Ćwiczenie 2
Wykonaj badanie magnetyczne małych elementów, np. śruba stalowa M10, nit stalowy,
sworzeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi stanowiska do badań magnetycznych,
2) wybrać elementy do badań,
3) posypać badane przedmioty drobnym proszkiem magnetycznym, względnie podać je

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
zawiesiną takiego proszku w nafcie lub oleju,
4) umieścić badane przedmioty w polu magnetycznym,
5) naszkicować zaobserwowany rozkład linii sił pola magnetycznego,
6) wykonać ponowną próbę, obracając te same przedmioty o 90º w polu magnetycznym,
7) naszkicować ponownie zaobserwowany rozkład linii sił pola magnetycznego,
8) zinterpretować i porównać otrzymane obrazy z obu położeń próbek,
9) opisać rodzaj zaobserwowanych wad.
Wyposażenie stanowiska pracy:
-
instrukcja obsługi stanowiska do badań magnetycznych,
-
defektoskop magnetyczny,
-
próbki z materiałów ferromagnetycznych,
-
proszek magnetyczny lub jego zawiesina w nafcie lub oleju,
-
foliogramy dotyczące wad materiałowych,
-
wzorce wad.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić, czym się charakteryzują badania nieniszczące materiałów?
2) wyjaśnić, jakie wady materiałów można wykrywać w tych badaniach?
3) wyjaśnić, na czym polegają badania radiologiczne?
4) wyjaśnić, w jaki sposób ocenia się zaobserwowane wady?
5) wyjaśnić, na czym polegają metody ultradźwiękowe wykrywania
wad?
6) wyjaśnić, jakie rodzaje wad można wykryć posługując się tymi
metodami?
7) wyjaśnić, jakie rodzaje materiałów można badać metodami
ultradźwiękowymi?
8) wyjaśnić, do jakiego rodzaju wyrobów przeznaczone są metody
ultradźwiękowe?
9) wyjaśnić, na czym polegają badania magnetyczne?
10) wyjaśnić, do jakich materiałów stosuje się badania magnetyczne?
11) wyjaśnić, jakie rodzaje wad można wykrywać stosując tę metodę?
12) wyjaśnić, jakie środki bezpieczeństwa należy zachować stosując
badania radiologiczne?
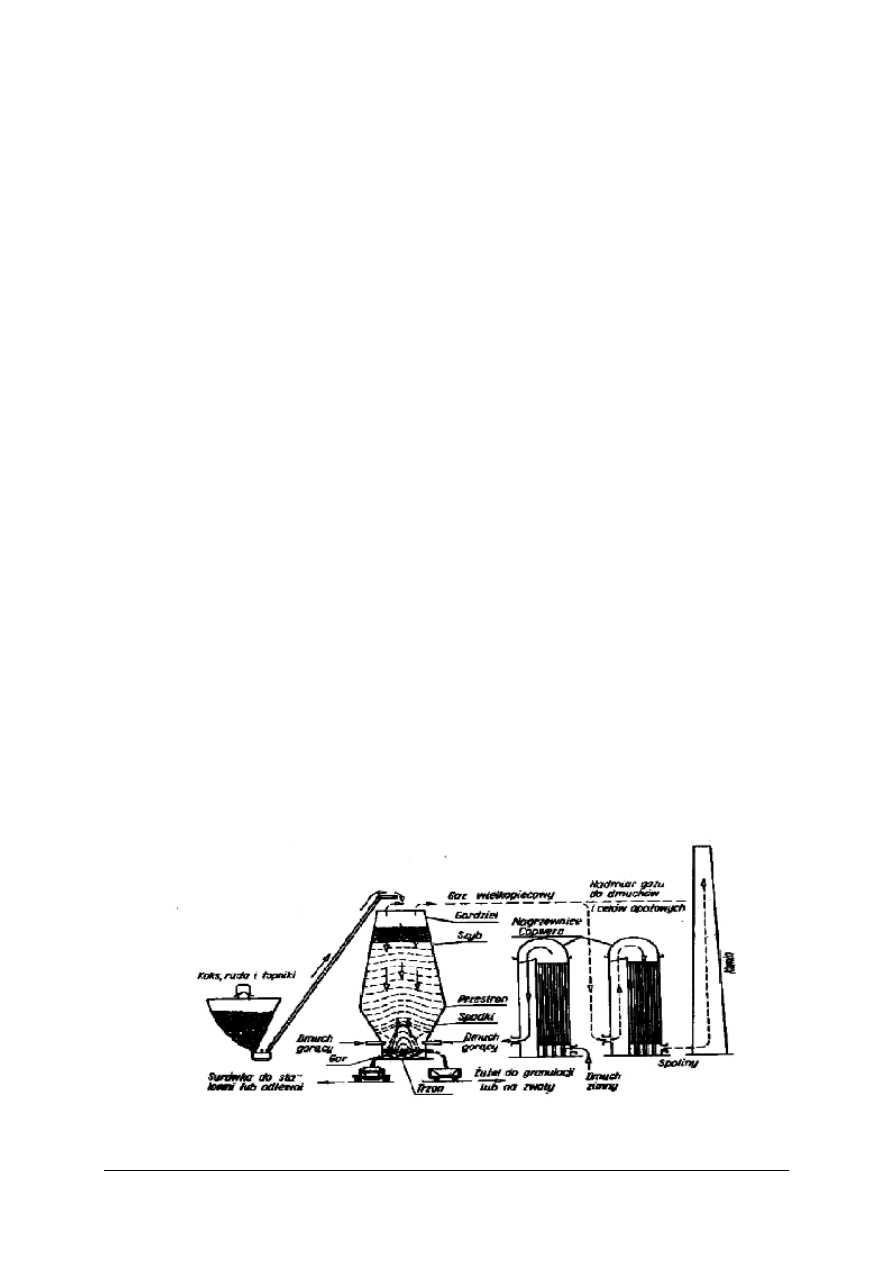
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.8.
Metalurgia żelaza
4.8.1. Materiał nauczania
Metalurgia żelaza polega na przeróbce rud żelaza, czyli tlenków żelaza, wodorotlenków
i węglanów, rzadziej siarczków. Wszystkie rudy w mniejszym lub większym stopniu są
zanieczyszczone piaskiem, gliną, tlenkami wapnia, magnezu i innymi. W procesie
otrzymywania surówki należy zredukować związki żelaza oraz usunąć inne zanieczyszczenia.
Proces redukcji odbywa się w wielkim piecu, do którego doprowadza się rudę żelaza,
koks i topniki oraz powietrze, które wspomaga spalanie paliwa. Te materiały nazywane są
materiałami wsadowymi.
W wyniku tej operacji technologicznej otrzymujemy surówkę, która zawiera znaczne ilości
domieszek i zanieczyszczeń. Dzieje się tak, ponieważ zanieczyszczenia tworzą w trakcie
spalania tzw. skałę płonną, którą trudno jest usunąć z surówki. W celu umożliwienia stopienia
skały płonnej do rud żelaza trudno topliwych dodaje się do wielkiego pieca specjalne topniki.
Ale istnieją również rudy żelaza, w których stopienie skały płonnej jest łatwe i wtedy mówimy
o rudach łatwo topliwych. Niekiedy w ogóle nie potrzeba dodawać topników i wtedy taką
rudę nazywamy samo topliwą.
W zależności od składu chemicznego skały płonnej rozróżniamy rudy kwaśne
i zasadowe. W rudach kwaśnych przeważa krzemionka (SiO
2
), a w zasadowych CaO, MgO
i inne składniki zasadowe.
Rudami o największym znaczeniu przemysłowym są:
−
magnetyt (Fe
3
O
4
) – zawierającym około 70% Fe,
−
hematyt (Fe
2
O
3
) – zawierającym ok. 50÷60% Fe,
−
limonit (2Fe
2
O
3
· 3H
2
O) – zawierającym ok. 30÷52% Fe,
−
syderyt (FeCO
3
) – zawierającym 30÷40% żelaza.
Rudy przed obróbką w wielkim piecu poddawane są sortowaniu, rozdrabnianiu lub
spiekaniu. W procesie wytapiania surówki ważną rolę odgrywa koks – gdyż jest głównym
dostawcą ciepła. Dobry koks powinien być wytrzymały na ściskanie i ścieranie, powinien
odznaczać się dobrą przepuszczalnością gazów. Nie powinien zawierać dużych ilości siarki.
Koks używany do wytopu surówki nazywamy hutniczym.
Również topniki są ważnym elementem wsadu pieca. Istnieje reguła, że do rud kwaśnych
dodajemy topniki zasadowe (CaCO
3
– wapń) lub magnezyt (MgCO
3
), a do rud zasadowych
dodajemy topniki kwaśne – najczęściej są to ubogie w żelazo rudy kwaśne (tzn. zawierające
znaczne ilości krzemionki (SiO
2
)).
Rys. 16. Schemat wielkiego pieca Źródło: Okoniewski S.: Technologia maszyn. WSiP,
Warszawa 1995

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wielki piec: piec szybowy do wytapiania surówki ze wsadu składającego się z rudy żelaza
z dodatkiem koksu i topników. Wielki piec ma gruszkowaty kształt dwóch stożków ściętych
złączonych podstawami. Cała konstrukcja ma około 40 metrów wysokości. Wsad zasypuje się
od góry, przez zamykany otwór zwany gardzielą. Część pieca tworzona przez górny stożek
nazywa się szybem i jest zasobnikiem surowca. Koks pełni rolę paliwa oraz reduktora tlenków
żelaza. Proces palenia podtrzymywany jest powietrzem wtłaczanym szeregiem dysz
usytuowanych na poziomie złączenia podstaw stożków. Topniki ułatwiają oddzielenie od
metalu zawartych w rudzie zanieczyszczeń i skały płonnej. Stopiony metal zwany surówką
zbiera się w części tworzonej przez stożek dolny zwanej garem. Niepożądane składniki wsadu
w wyniku reakcji z topnikami i tlenem z atmosfery pieca tworzą żużel, który również spływa
do gara i, jako lżejszy, unosi się na powierzchni surówki. Co pewien czas surówka i żużel
odprowadzane są z pieca przez oddzielne otwory spustowe. Wydajność wielkiego pieca to 2
do ponad 10 tysięcy ton surówki na dobę. Oprócz żużla produktem ubocznym jest gaz
wielkopiecowy, będący mieszaniną tlenku węgla, azotu i dwutlenku węgla. Gaz ten, spalany w
nagrzewnicach, służy do ogrzewania wdmuchiwanego powietrza, co znacznie podnosi
efektywność procesu.
Wielki piec pracuje w procesie ciągłym, od rozpalenia do wygaszenia pieca upływa kilka
lat, a przerwanie pracy jest zwykle wymuszone uszkodzeniem wyłożenia ogniotrwałego.
Procesy zachodzące w wielkim piecu można podzielić na chemiczne i fizyczne. W trakcie
procesów chemicznych następuje redukcja tlenków żelaza za pomocą tlenku węgla lub węgla.
Oprócz tego zachodzą między innymi reakcje węgla z tlenem, nawęglanie żelaza. Do procesów
fizycznych należą parowanie wilgoci, topienie żelaza, topienie skały płonnej. I tak, np. w
wyniku reakcji chemicznej FeO + CO = Fe + CO
2
, otrzymamy dwutlenek węgla oraz żelazo,
lub FeO + C = Fe + CO, gdzie otrzymamy tlenek węgla i żelazo.
Pierwsza z reakcji nazywana jest reakcją pośrednią, a druga bezpośrednią, bo na tlenek żelaza
działamy czystym węglem.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega metalurgia żelaza?
2. Co otrzymujemy w wyniku redukcji rud żelaza?
3. Czym jest skała płonna?
4. Jakie znasz podstawowe rodzaje rud żelaza?
5. Jakie wymagania stawiamy koksowi hutniczemu?
6. Jaką regułę stosuje się przy redukcji rud żelaza?
7. Co to są topniki i do czego służą?
8. Z jakich elementów składa się wielki piec?
9. Jakie procesy zachodzą w wielkim piecu?
10. Jakim wstępnym operacjom poddajemy rudy żelaza?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.8.3. Ćwiczenia
Ćwiczenie 1
Narysuj i opisz zasadę działania wielkiego pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) narysować schemat wielkiego pieca,
2) opisać elementy wchodzące w skład wielkiego pieca,
3) opisać procesy zachodzące podczas wytopu.
Wyposażenie stanowiska pracy:
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) stosować nazwy i określić zawartość żelaza w rudach żelaza?
2) rozróżnić rodzaje skały płonnej?
3) scharakteryzować urządzenia wielkiego pieca?
4) wyjaśnić procesy zachodzące w wielkim piecu?
5) scharakteryzować redukcję rud żelaza?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.9. Otrzymywanie stali
4.9.1. Materiał nauczania
Stalą nazywamy stop żelaza i węgla, gdy zawartość węgla nie przekracza około 2%,
który w dalszym procesie jest obrobiony plastycznie. Norma PN–EN 10020:2003 podaje
klasyfikację stali ze względu na skład chemiczny:
–
stale niestopowe,
–
stale odporne na korozję Cr≥10,5%, C≤1,2%,
–
inne stale stopowe.
Ze względu na podstawowe zastosowanie stale niestopowe dzielimy na:
–
stale jakościowe,
–
stale
specjalne.
Ze względu na podstawowe zastosowanie stale odporne na korozję dzielimy na:
–
stale charakterystyczne pod względem zawartości niklu,
–
stale
charakterystyczne ze względu na posiadane własności.
Inne stale stopowe dzielimy na:
–
stale jakościowe,
–
stale specjalne.
Stale niestopowe jakościowe dzielą się na:
–
stale o ograniczonych maksymalnych własnościach mechanicznych. Stosowane na wyroby
płaskie do kształtowania na zimno,
–
stale o wymaganych minimalnych własnościach mechanicznych (konstrukcyjne
i przeznaczone na zbiorniki ciśnieniowe, do zbrojenia betonu, szynowe),
–
stale o określonej zawartości węgla (automatowe, do ciągnienia drutu, do spęczania na
zimno, do ulepszania cieplnego, sprężynowe, narzędziowe),
–
stale o wymaganych właściwościach magnetycznych i elektrycznych (stale na magnesy,
stale na druty oporowe, stale na rdzenie transformatorów),
–
stale o określonym zastosowaniu (do produkcji opakowań, do produkcji elektrod).
Stale niestopowe specjalne dzielą się na:
–
stale o wymaganych minimalnych własnościach mechanicznych (konstrukcyjne
i przeznaczone na zbiorniki ciśnieniowe, stale do sprężania betonu),
–
stale o określonej zawartości węgla (do ciągnienia drutu, do spęczania na zimno, do
ulepszania cieplnego, do nawęglania, sprężynowe, narzędziowe),
–
stale o wymaganych właściwościach magnetycznych i elektrycznych (stale na magnesy,
stale na druty oporowe, stale na rdzenie transformatorów),
–
stale o określonym zastosowaniu (do produkcji elektrod).
Stale odporne na korozję dzielą się na:
–
stale nierdzewiejące,
–
stale żaroodporne,
–
stale żarowytrzymałe.
Stale stopowe jakościowe dzielą się na:
–
stale stopowe konstrukcyjne (do produkcji rurociągów, zbiorników ciśnieniowych),
–
stale stopowe do produkcji szyn,
–
stale stopowe do produkcji wyrobów płaskich walcowanych na gorąco i na zimno,
–
stale stopowe z dodatkiem miedzi,
–
stale stopowe elektrotechniczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Stale stopowe specjalne dzielą się na:
–
stale stopowe konstrukcyjne,
–
stale stopowe odporne na korozję mechaniczną,
–
stale stopowe do budowy maszyn,
–
stale stopowe narzędziowe,
–
stale stopowe na łożyska toczne,
–
stale stopowe o szczególnych własnościach fizycznych.
Aby otrzymać stal z surówki stosuje się różne metody. Najbardziej rozpowszechnioną jest
metoda konwertorowa. Wytapianie stali w konwertorach polega na przedmuchiwaniu
powietrza lub tlenu przez roztopioną surówkę w specjalnych zbiornikach wykonanych ze stali
oraz wyłożenia ceramicznego (ogniotrwałego) o kwaśnym lub zasadowym odczynie. W trakcie
procesu utleniają się wówczas krzem, mangan i węgiel, rzadko fosfor i siarka, zawarte w
surówce.
Powstałe w ten sposób tlenki przechodzą do żużla lub w postaci gazu opuszczają
konwertor.
Między innymi rozróżniamy metodę Bessemera i Thomasa. W konwerterze Bessemera
wyłożenie ma odczyn kwaśny, a w Thomasa zasadowy. Wyłożenie zasadowe pozwala na
redukcję fosforu, który nie był usuwany w konwerterze Bessemera. W obu konwertorach od
dołu wdmuchiwane jest powietrze.
Źródło: Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1995
Rys. 17. Konwertor Thomasa

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
W metodzie konwertorowo – tlenowej (LD) dmuch usytuowany jest u góry i dzięki temu
możliwe jest stosowanie czystego tlenu. Metoda ta jest najbardziej rozpowszechniona. Procesy
zachodzące w konwertorach nazywamy świeżeniem surówki.
Oczyszczenie surówki odbywa się w piecach elektrycznych. Najczęściej używa się pieców
elektrodowych oraz indukcyjnych. Wyłożenie pieca najczęściej jest zasadowe.
Do zasilania pieca stosuje się prąd przemienny trójfazowy. Spust stali odbywa się poprzez
nachylenie pieca.
Tak otrzymaną stal nazywa się często stalą szlachetną ze względu na jej wielką czystość.
Wytopioną stal zlewa się do kadzi wyłożonej cegłą szamotową. Następnie wykonuje się
dodatkowe odtlenianie. Z kadzi stal zlewa się do form zwanych kokilami. Można robić to
z góry lub na zasadzie naczyń połączonych z dołu.
W zależności od rodzaju odtleniacza rozróżniamy stal uspokojoną – wtedy odtleniaczem
jest żelazokrzem lub, gdy jest to żelazomangan, otrzymujemy stal nieuspokojoną, gdyż
podczas stygnięcia stal wrze i wydzielają się z niej gazy.
Klasyczny proces wielki piec/zasadowy konwertor tlenowy jest jak dotychczas najbardziej
złożonym procesem przebiegającym w dużych przemysłowych kompleksach określanych jako
zintegrowane huty, które zajmują obszary o powierzchni do kilku kilometrów kwadratowych.
Zintegrowane huty charakteryzują się siecią współzależnych przepływów materiałów i energii
pomiędzy różnymi jednostkami produkcyjnymi takimi, jak: spiekalnie, grudkownie, koksownie,
wielkie piece i stalownie konwertorowe z systemem odlewania stali. Ogólnie można opisać
proces powstawania stali następująco:
Wielki piec jest ładowany od góry wsadem składającym się z naprzemiennie układanych
warstw koksu, mieszanki spieku i/lub grudek, rudy kawałkowej i topników. Żelazo w piecu
poddawane jest stopniowej redukcji, a ciekłe żelazo (surówka) i żużel zbierane są na dnie
wielkiego pieca, gdzie następuje spust.
Żużel z wielkiego pieca jest poddawany granulacji, grudkowaniu lub jest spuszczany do
dołów żużlowych. Granulki żużlu lub grudki są zwykle sprzedawane do zakładów
produkujących cement. Żużel z dołów żużlowych może być również wykorzystany do budowy
dróg.
Surówka z wielkiego pieca jest transportowana do zasadowego konwertora tlenowego,
gdzie zawartość węgla (około 4%) jest obniżana do poniżej 1%, w wyniku czego powstaje
stal. W celu wyprodukowania stali o wymaganej jakości przeważnie stosuje się odsiarczanie
surówki przed procesem konwertorowym oraz rafinację stali w kadzi (obróbka pozapiecowa).
Ciekła stal z zasadowego konwertora tlenowego jest odlewana do wlewnic lub za pomocą
ciągłego odlewania. W niektórych przypadkach stosowane jest odgazowanie próżniowe w celu
poprawienia jakości stali.
Wyroby odlewane, takie jak wlewki, kęsy lub kęsiska płaskie, są następnie przerabianie na
walcowniach i liniach wykańczających na wyroby gotowe do sprzedaży.
4.9.2. Pytania sprawdzające
Odpowiadając na pytanie, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy stalą?
2. Jakiego rodzaju stale możemy rozróżnić?
3. Na czym polega metoda konwertorowa otrzymywania stali?
4. Jakie konwertory rozróżniamy?
5. W jakich urządzeniach oczyszczamy stal?
6. Po jakiej metodzie oczyszczenia stali nazywamy ją szlachetną?
7. W jaki sposób najczęściej produkowana jest stal?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.9.3. Ćwiczenia
Ćwiczenie 1
Opisz proces powstawania stali w hucie zintegrowanej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając ze schematu przebiegu procesu otrzymywania stali w hucie zintegrowanej
opisać procesy zachodzące podczas wytopu stali.
Wyposażenie stanowiska pracy:
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie stali?
2) wskazywać rodzaje konwertorów?
3) wykazać różnice w metodzie Thomasa a Bessemera?
4) wykazać różnice między stalą uspokojoną a nieuspokojoną?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.10. Stale stopowe i niestopowe (węglowe)
4.10.1. Materiał nauczania
Stale węglowe możemy podzielić na:
Stale węglowe konstrukcyjne:
1) ogólnego przeznaczenia,
2) do utwardzania powierzchniowego i ulepszania cieplnego,
3) o specjalnym przeznaczeniu.
Stale węglowe narzędziowe:
1) głęboko hartujące się,
2) płytko hartujące się.
Węgiel bardzo silnie wpływa na właściwości stali nawet przy nieznacznej zmianie jego
zawartości i z tego względu jest bardzo ważnym składnikiem stali. Zwiększenie zawartości
węgla powoduje zmianę struktury stali. Zmiana struktury stali spowodowana różną
zawartością węgla wiąże się ściśle ze zmianą właściwości mechanicznych.
Zwiększenie zawartości węgla zwiększa wytrzymałość na rozciąganie R
m
i zmniejsza
plastyczność stali. Maksymalną wytrzymałość osiąga stal przy zawartości ok. 0,85% węgla.
Przy większej zawartości węgla wytrzymałość stali zmniejsza się.
Zwiększenie zawartości węgla, oprócz obniżenia właściwości plastycznych, pogarsza
również właściwości technologiczne stali węglowej; szczególne znaczenie ma pogorszenie
spawalności.
Stale węglowe konstrukcyjne ogólnego przeznaczenia stosowane są do wykonywania
konstrukcji i części maszyn, które nie mają zwiększonych wymagań dotyczących
wytrzymałości elementów, a charakterystyki stali węglowych są wystarczające dla spełniania
funkcji przez te konstrukcje i ich elementy.
Stale te są stalami najniższego gatunku mającymi znaczne ilości zanieczyszczeń. Stale te
nie poddaje się obróbce cieplnej.
Według PN–88/H–84020 rozróżnia się 6 podstawowych gatunków stali w tej grupie,
w zależności od składu chemicznego i wymaganych własności mechanicznych. Znak gatunku
stali składa się z liter St oraz liczby porządkowej 0, 3, 4, 5, 6 lub 7.
Gatunki stali przeznaczone na konstrukcje spawane o liczbie porządkowej 0, 3 i 4 oznacza
się dodatkowo literą S (np. St0S, St3S, St4S) oraz w przypadku określonej zawartości miedzi
(z wyjątkiem St0S) dodatkowo literami Cu (np. St3SCu. St4SCu). Gatunki o liczbie
porządkowej 3 i 4 o podwyższonych wymaganiach jakościowych (o obniżonej zawartości
węgla oraz fosforu i siarki) oznacza się dodatkowo literą V lub W (np. St3V, St4W).
Znak gatunku stali St5, St6 i St7 w przypadku określonej dodatkowo zawartości węgla,
manganu i krzemu uzupełnia się na początku literą M (np. MSt5).
Gatunki stali o liczbie porządkowej 3 i 4 z literą S lub V mogą być dodatkowe oznaczane
literą X w przypadku stali nieuspokojonej (np. St3SX, St3VX, St3SCuXC lub literą
Y w przypadku stali półuspokojonej (np. StSCuY, St4SY, St4WY).
Gatunki stali od St0S do St4V stosowane są w budownictwie i przemyśle komunikacyjnym,
do wytwarzania konstrukcji słabo obciążonych. Gatunki St5, St6, St7 są stosowane
w przemyśle maszynowym i komunikacyjnym.
Stale węglowe konstrukcyjne do utwardzania powierzchniowego i ulepszania cieplnego
charakteryzują się niewielką ilością krzemu i fosforu, a także wąskim rozrzutem zawartości
węgla i manganu. Nadają się do obróbki cieplnej. Produkuje się je w trzech odmianach:
A – podlegające obróbce skrawaniem na całej powierzchni,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
B – podlegające obróbce skrawaniem na niektórych powierzchniach,
C – nie podlegające obróbce skrawaniem.
Stale te oznacza się liczbą całkowitą, która podaje średnią zawartość węgla (procent
zawartości pomnożony przez 100). Po symbolu może nastąpić litera G mówiąca
o podwyższonej zawartości manganu.
I tak dla przykładu:
08 – stal zawiera od 0,05% do 0,11% węgla,
15G – stal zawiera od 0,15% do 0,19% węgla i od 0,7% do 1,0% manganu,
15 – stal zawiera od 0,15% do 0,19% węgla i od 0,25% do 0,5% manganu.
Stale konstrukcyjne do utwardzania powierzchniowego i ulepszania cieplnego stosowane
są w przemyśle maszynowym, a także do elementów wykonywanych tłoczeniem.
Stale węglowe narzędziowe
Są to materiały stosowane do wyrobu części roboczych lub całych narzędzi. Główne
własności materiałów narzędziowych:
H – twardość,
R – twardość mierzymy na twardościomierzu Rockwella,
C – skala:
a) twardość narzędzia – powinna przewyższać twardość materiału narzędziowego od 20 –
30HRC, np. stal szybkotnąca hartowana to ok. 63HRC. Narzędziem z tej stali można
obrabiać materiały o twardości od 33–43HRC,
b) odporność na wysoką temperaturę Podczas skrawania narzędzie nagrzewa się przy dużych
prędkościach do wysokich temperatur, wtedy może osiągnąć temp. wyższą od temp.
odpuszczania danego materiału narzędziowego przez co ostrze ulega szybkiemu stępieniu.
Wzrostowi temp. narzędzia możemy zapobiec stosując chłodzenie,
c) odpowiednia wytrzymałość Rodzaj wymaganej wytrzymałości zależy od rodzaju
narzędzia,
d) odporność na ścieranie Właściwość ta wymagana jest od wszystkich narzędzi. Szczególnie
zaś od tych, które podczas obróbki muszą zachować odpowiedni wymiar
(np. rozwiertak),
e) zachowanie się podczas hartowania. Po hartowaniu pożądane jest, aby była zachowana
odpowiednia twardość, odpowiednia głębokość oraz nieprzegrzewalność stali.
Materiały na narzędzia
Stale narzędziowe niestopowe (węglowe) – stale te posiadają małą zawartość fosforu
i siarki. Posiadają zawartość węgla w granicach (0,38–1,3%). Odznaczają się niską
temperaturą skrawania do ok. 250
o
C, a powyżej tracą własności. Mają małą odporność na
ścieranie. Ich twardość zależy od zawartości węgla i waha się w granicach 56–62 HRC. Stale
te hartujemy w wodzie. Ze stali niestopowych wykonujemy narzędzia o mało
skomplikowanych kształtach. Stale narzędziowe niestopowe:
Stale niestopowe płytko hartujące:
−
N7E do N13E.
Stale niestopowe głęboko hartujące:
−
N5 do N13.
Stal zgrzewalna:
−
N42 do N52.
Ogólnie można przyjąć takie oznaczenia:
N – stal narzędziowa,
7 – zawartość węgla wyrażona w 0,1 częściach %,
E – płytko hartująca.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Te gatunki stali wykorzystuje się, np. na chwyty narzędzi. Ze stali narzędziowych
niestopowych wykonuje się narzędzia do obróbki ręcznej metali, np. wiertła do drewna.
Narzędzia te nie mogą pracować z dużymi szybkościami.
Stal stopowa – jest to stal, w której oprócz węgla występują inne dodatki stopowe
o zawartości od kilku do nawet kilkudziesięciu procent, zmieniające w znaczny sposób
charakterystyki stali.
Dodatki stopowe dodaje się by:
-
podnieść hartowność stali,
-
uzyskać większą wytrzymałość stali,
-
zmienić właściwości fizyczne i chemiczne stali.
Stale stopowe, zwykle bardzo drogie, używane są w zastosowaniach specjalnych, tam
gdzie jest to uzasadnione ekonomicznie.
Klasyfikacja i oznaczenie stali według Norm Europejskich EN:
Zgodnie z normą PN–EN stale oznacza się w systemie symbolowym (i cyfrowym
koniecznym w systemach przetwarzania danych). Oznaczenie składa się z symboli głównych
i dodatkowych (symbole dodatkowe dodaje się wtedy, gdy symbole główne nie wystarczają do
pełnej identyfikacji stali).
Symbole główne wskazujące na zastosowanie i właściwości to (przykłady):
S – stale konstrukcyjne,
P – stale pracujące pod ciśnieniem,
L – stale na rury przewodowe,
E – stale maszynowe wytwarzane w postaci rur i szereg innych.
Po tych symbolach następuje cyfra oznaczająca minimalną granicę plastyczności w MPa,
np. S135 – stal konstrukcyjna o minimalnej granicy plastyczności 135MPa.
Symbole główne wskazujące na skład chemiczny to (przykłady):
C – stale niestopowe zawierające mniej niż 1% manganu (np. C50 – stal niestopowa
o zawartości węgla 0.50%),
X – stale
stopowe
zawierające
przynajmniej
jeden
pierwiastek
stopowy
≥5%
(np. X40CrMoV5–1–1 oznacza stal stopową o zawartości węgla ok. 40% oraz chrom,
molibden i wanad,
HS – stale szybkotnące (np. HS6–5–2–5 oznacza stal szybkotnącą z zawartością wolframu,
molibdenu, wanadu i kobaltu)
oraz stale niestopowe o średniej zawartości manganu ≥1%, niestopowe stale automatowe,
stopowe stale o zawartości każdego pierwiastka stopowego ≤ 5%. Stale te nie mają
oznaczenia C, X, HS tylko litery oznaczające pierwiastki i ich skład procentowy lub skład
procentowy oznaczony liczbą i odpowiednim współczynnikiem.
4.10.2. Pytania sprawdzające
Odpowiadając na pytanie, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest różnica między stalą węglową ogólnego przeznaczenia a do utwardzania
powierzchniowego i ulepszania cieplnego?
2. Jak dzielimy stale węglowe?
3. Jaki wpływ ma zawartość węgla na właściwości stali?
4. Jak oznacza się stale konstrukcyjne ogólnego przeznaczenia?
5. Jak oznacza się stale konstrukcyjne do utwardzania powierzchniowego i ulepszania
cieplnego?
6. Do jakich elementów i części możemy używać stali węglowej ogólnego przeznaczenia?
7. Jakie wymagania stawiamy stalom węglowym narzędziowym?
8. Jakie narzędzia wykonuje się ze stali narzędziowych węglowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.10.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaj stali oznaczonej St3S, St7, 08, 15G, N13E, N42.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych określić rodzaj stali,
2) podać ich właściwości i skład chemiczny.
Wyposażenie stanowiska pracy:
-
Poradnik Mechanika,
-
Polskie Normy,
-
komputer z dostępem do Internetu.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować stal St3SY?
2) scharakteryzować stal 08?
3) wyjaśnić wpływ węgla na własności stali?
4) wyjaśnić różnice między stalą węglową ogólnego przeznaczenia a stalą
do utwardzania powierzchniowego i ulepszania cieplnego?
5) dobrać stal do produkcji siatki ogrodzeniowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.11. Stale kadłubowe
4.11.1 Materiał nauczania
Metale i stopy stosowane do budowy kadłubów statków
Do budowy kadłubów statków stosowane są :
-
Stale stopowe,
-
Stopy aluminium.
Stal okrętowa to taka stal, która stosowana jest na elementy konstrukcyjne kadłubów
statków podlegających nadzorowi towarzystw klasyfikacyjnych. Stale te są wytwarzane
zgodnie z wymaganiami tych towarzystw i pod ich nadzorem.
Charakterystyka stali stosowanych na kadłuby okrętowe
Obecnie wymaga się aby stale kadłubowe miały jednocześnie wiele cech
wytrzymałościowych i technologicznych:
-
gwarantowane własności wytrzymałościowe charakteryzujące się granica plastyczności Re
w przedziale 235–390MPa, w pewnych przypadkach nawet 690MPa,
-
gwarantowana duża odporność na kruche pękanie w temp. 0°C, a dla pewnych kategorii
stali, także w temp. ujemnych,
-
dobra spawalność umożliwiająca uzyskanie złączy spawanych bez pęknięć przy spawaniu
różnymi technologiami, bez podgrzewania wstępnego przy różnych temperaturach
otoczenia,
-
zdolność do przeróbki plastycznej na zimno, bez znacznego pogorszenia własności
eksploatacyjnych po odkształceniu, nie wymagające obróbki cieplnej odprężającej
(rekrystalizacyjnej),
-
odporność na korozję w środowisku wody morskiej, a w pewnych przypadkach
przewożonego ładunku,
-
wytrzymałość na zmęczenie w środowisku korozyjnym, szczególnie niskocykliczne
zmęczenie złącz spawanych,
-
możliwie niska cena.
Rodzaje stali do budowy kadłubów:
-
stale kadłubowe o zwykłej wytrzymałości (ZW),
-
stale kadłubowe o podwyższonej wytrzymałości (PW),
-
stale konstrukcyjne o wysokiej wytrzymałości ulepszone cieplnie (WW),
-
stale o gwarantowanych własnościach w kierunku grubości (Z),
-
stale do pracy w niskich temperaturach.
Stale kadłubowe o zwykłej wytrzymałości (ZW):
-
stale ZW muszą mieć minimalną granicę plastyczności Re = 235 MPa i wytrzymałości na
rozciąganie Rm = 400–490MPa,
-
stale te dzielą się na cztery kategorie: A, B, D, E, różniące się między sobą składem
chemicznym, sposobem odtleniania, stanem dostawy, a przede wszystkim kryterium
odporności na kruche pękanie, które jest oparte na próbach udarności Charpy V i wynosi
27J na próbkach wzdłużnych, przy różnych temperaturach badania,
-
stale kategorii A i B – kadłuby statków,
-
stale kategorii D i E – najbardziej odpowiedzialne, wysoko obciążone elementy
konstrukcyjne w środkowej części kadłuba,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
-
równoważnik węgla CEV nie powinien przekroczyć 0,40% dla stali o zwykłej
wytrzymałości.
Tabela 6. Skład chemiczny i stopień uspokojenia stali kadłubowych o zwykłej wytrzymałości
Kategoria stali
A
B
D
E
Stopień
uspokojenia stali
Dla t ≤50 mm
uspokojona lub
półuspokojona.
1)
Dla t > 50 mm
uspokojona.
Dla t ≤ 50 mm
uspokojona lub
półuspokojona.
Dla t > 50 mm
uspokojona.
Dla t ≤ 25 mm
uspokojona. Dla t
> 25 mm
uspokojona
drobnoziarnista.
Uspokojona
drobnoziarnista
Równoważnik węgla
Skład chemiczny
wg analizy wy to-
powej, [%]
4)7)8)
C max
Mn min.
Si max
P max
S max
Al metaliczne min.
0,21
2)
2,5 x C
0,50
0,035
0,035
–––––
0,21
0,80
3)
0,35
0,035
0,035
–––––
0,21
0,60
0,35
0,035
0,035
0,015
5)6)
0,18
0.70
0,35
0,035
0,035
0.015
6)
t – grubość wyrobu.
Uwagi:
1. Kształtowniki ze stali kategorii A o grubości do 12,5 mm mogą być za zgodą PRS
wytwarzane ze stali nieuspokojonej.
2. Kształtowniki mogą być wykonywane ze stali o zawartości C max = 0,23%.
3. Jeżeli wyroby ze stali kategorii B poddawane są próbie udarności, to zawartość Mn może
być obniżona do 0.60%.
4. Jeżeli dowolna kategoria stali jest dostarczana w stanie po walcowaniu cieplno-
mechanicznym (TM), Polski Rejestr Statków może wyrazić zgodę na skład chemiczny
różniący się od podanego w tabeli.
5. Dla stali kategorii D o grubości powyżej 25 mm.
6. Dla stali kategorii D o grubości powyżej 25 mm i stali kategorii E zamiast określenia
zawartości Al metalicznego może być określona całkowita zawartość Al. W tym
przypadku zawartość ta nie powinna być mniejsza od 0.020%. Dodatek innych
pierwiastków rozdrabniających ziarno może być dopuszczony za zgodą PRS.
7. PRS może ograniczyć zawartość pierwiastków wywierających negatywny wpływ na
własności stali, np. Cu i Sn.
8. Jeżeli wytwórca w procesie wytopu stali wprowadza inne pierwiastki, to ich zawartość
powinna być wykazana na ateście.
Stale kadłubowe o podwyższonej wytrzymałości (PW):
-
w stalach tych Re wynosi od 265–400MPa,
-
stale te dzielimy na trzy klasy wytrzymałościowe wystarczające do budowy wszystkich
statków handlowych, rybackich i specjalnych z Re min = 315MPa, Re min = 355MPa, Re
min=390MPa,
-
każda klasa wytrzymałościowa dzieli się na trzy kategorie: A, D, E, zależnie od stanu
dostawy oraz odporności na kruche pękanie na podstawie próby udarności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Tabela 7. Skład chemiczny i stopień uspokojenia stali kadłubowych o podwyższonej wytrzymałości
AE32 DH32 EH32
FK32
Kategoria stali
1)
AH36 DH36 EH36
AH40 DH40 EH40
FH36
FK40
Stopień uspokojenia stali
Uspokojona drobnoziarnista
Skład chemiczny wg analizy
wytopowej, [%]
5), 7)
C max
0,18
0.16
Mn
0,90÷1,60
2)
0,90÷1,60
Si max
0,50
0,50
P max
0,035
0.025
S max
0,035
0.025
Al metaliczne min.
0,015
3), 4)
0,015
3), 4)
Nb
V
Ti max
0,02–0,05
4)
razem
0,05–0,10
4)
nie więcej
0,02 niż 0,12%
0,02–0,05
4)
razem
0,05–0,10
4)
nie więcej
0,02 niż
0,12%
Cu max
0,35
0,35
Ci max
0,20
0,20
X: max
0,40
0.80
Mo max
0,08
0.08
X max
–
0.009 (0.012 w przypadku
obecności Al)
Równoważnik węgla CEV
6)
Uwagi:
1. Stale o podwyższonej wytrzymałości oznaczone są dodatkowo literą. „H".
2. W wyrobach o grubości do 12,5 mm minimalna zawartość Mn może być obniżona do
0,70%.
3. Może być określona całkowita zawartość Al zamiast określenia Al metalicznego W tym
przypadku zawartość ta nie powinna być mniejsza od 0,020%.
4. Stal powinna zawierać aluminium, niob, wanad lub inne rozdrabniające ziarno pierwiastki,
przy czym mogą. one występować pojedynczo lub w zestawie. Jeżeli stosuje się je
pojedynczo, to minimalna zawartość tych pierwiastków w stali powinna odpowiadać
wymaganiom podanym w tabeli. Jeżeli pierwiastki rozdrabniające ziarno występują
w zestawie, to podane w tabeli minimalne zawartość: nie są wymagane.
5. Jeżeli dowolna kategoria stali jest dostarczana w stanie po walcowaniu cieplno-
mechanicznym (TM), PRS może wyrazić zgodę na skład chemiczny różniący się od
podanego w tabeli.
6. Jeżeli jest to wymagane, równoważnik węgla CEV dla stali o podwyższonej
wytrzymałości należy obliczać na podstawie analizy wytopowej według wzoru:
Powyższy wzór ma zastosowanie jedynie dla stali węglowo–manganowych i informuje
w sposób ogólny o spawalności stali
7. Jeżeli wytwórca w procesie wytopu stali wprowadza inne pierwiastki, ich zawartość
powinna być wykazana w ateście.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Własności wytrzymałościowe
Stale PW mają zwiększone własności wytrzymałościowe dzięki: składnikom stopowym,
mikrostopowym, obróbce cieplnej, a także specjalnej technologii walcowania.
Wzrost własności wytrzymałościowych uzyskujemy w następujący sposób:
-
umocnienie ferrytu przez dodatki stopowe (np. mangan) wchodzące do roztworu stałego
żelaza, zwiększenie zawartości Mn polepsza własności wytrzymałościowe a jego wpływ
na spawalność jest kilkakrotnie mniejszy niż węgla do zawartości Mn 1,6%,
-
rozdrobnienie ziaren ferrytu za pomocą obróbki cieplnej (normalizowanie) lub
walcowaniem cieplno–mechanicznym, – niektóre stale po walcowaniu mają granicę
plastyczności do 335MPa uzyskana bez żadnych dodatków stopowych, przy składzie
chemicznym stali o zwykłej wytrzymałości,
-
umocnienie ferrytu oraz rozdrobnienie ziaren za pomocą mikrowydzieleń węglików,
azotków lub węglikoazotków takich pierwiastków jak: Al., Nb, V, Ti. Stale zawierające te
pierwiastki noszą nazwę stali mikrostopowych. Dodatki te umożliwiają uzyskanie stali o
Re =335MPa do 390MPa.
Najbardziej popularne są stale mikrostopowe z zawartością niobu (zwykle do 0,05%)
charakteryzują się najlepszymi relacjami własności wytrzymałościowych i ciągłości,
z zapewnieniem dobrej spawalności.
Stale o wysokiej wytrzymałości ulepszone cieplnie:
-
w stalach tych Re wynosi od 420 do 690MPa,
-
w stalach tych wyróżniamy sześć klas wytrzymałościowych, a w każdej klasie wyróżniamy
trzy kategorie D, E, F, różniące się miedzy sobą temperaturą badania udarności.
Stale te stosowane są:
-
głównie na bardzo odpowiedzialne elementy konstrukcyjne jednostek wiertniczych
i wydobywczych na elementy nośne podpór,
-
w obiektach podwodnych na kadłub wytrzymałościowy,
-
w statkach nawodnych, o dużym otwarciu pokładu, na mocnice i pokład,
-
w statkach do przewozu gazów skroplonych (LPG) na zbiorniki ładunkowe, bariery
wtórne,
-
w jednostkach specjalnych.
Skład chemiczny stali konstrukcyjnej o wysokiej wytrzymałości ulepszonej cieplnie.
Oprócz pięciu składników C, Mn, Si, P i S stale te zawierają niewielkie dodatki (0,5–1%)
innych pierwiastków:
−
Fosfor i siarka wpływają niekorzystnie na własności stali i traktuje się je jako
zanieczyszczenia.
−
Nikiel zmniejsza granice plastyczności, ale znacznie przesuwa temperaturę przejścia
w stan kruchy w kierunku niższych temperatur.
−
Chrom zwiększa granicę plastyczności i wytrzymałość na rozciąganie oraz łącznie
z molibdenem i manganem zwiększa hartowność.
−
Molibden zwiększa hartowność oraz wyraźnie poprawia własności wytrzymałościowe po
hartowaniu i odpuszczaniu.
−
Miedź zwiększa odporność stali na korozje atmosferyczną.
−
Aluminium, Niob, Tytan i cyrkon wpływają na drobnoziarnistość stali.
Stale o gwarantowanych własnościach w kierunku grubości (Z):
-
aby uniknąć ryzyka pęknięć lamelarnych, zostały opracowane specjalne stale
o gwarantowanych własnościach w kierunku grubości materiału (stale Z),
-
opracowane stale kategorii Z stanowią stale kadłubowe o zwykłej i podwyższonej
wytrzymałości, które oprócz Re, Rm, A, KV, mają dodatkowo kontrolowaną ciągliwość
w kierunku grubości materiału,
-
stale te dzielimy na trzy klasy w zależności od wielkości przewężenia: Z15, Z25, Z35.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Stale do pracy w niskich temperaturach
Są to stale z gwarantowanym kryterium udarności w temperaturach poniżej –40°C.
Stanowią one grupę stali węglowo-manganowych o dużym stopniu czystości, niekiedy
z dodatkiem składników stopowych (zwykle niklu do 1%).
Mają praktyczne zastosowanie w odpowiedzialnych elementach konstrukcyjnych statków
przebywających długie okresy w rejonach arktycznych, w ładowniach chłodzonych do temp.
poniżej –30°C, w odpowiedzialnych elementach konstrukcyjnych jednostek wiertniczych
pracujących w Arktyce, w zbiornikowcach przewożących gazy skroplone.
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest stal stopowa?
2. Jakie pierwiastki dodaje się do stali?
3. Jak dzielimy stale stopowe?
4. Jak znakuje się stale stopowe?
5. Do jakich elementów konstrukcyjnych stosuje się stale stopowe konstrukcyjne?
6. Jaki wypływ na właściwości stali mają dodawane do niej pierwiastki?
4.11.3. Ćwiczenia
Ćwiczenie 1
Dobierz stal dla wykonania kadłuba statku, który pracuje w niskich temperaturach i pod
dużymi obciążeniami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać rodzaj stali, podać jej
oznaczenie i skład chemiczny,
2) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
Poradnik Mechanika,
−
Polskie Normy,
−
komputer z dostępem do Internetu.
4.11.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować stal ZW
2) scharakteryzować stal PW
3) wyjaśnić wpływ molibdenu na właściwości stali?
4) wyjaśnić wpływ chromu na właściwości stali?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.12. Staliwo: ogólna charakterystyka staliw, znakowanie staliw
4.12.1. Materiał nauczania
Staliwo to stop żelaza z węglem i innymi pierwiastkami chemicznymi, zawierający do
około 2% C, otrzymywany w procesach stalowniczych w stanie ciekłym i odlewany do form
odlewniczych.
Staliwo dzieli się na dwa podstawowe rodzaje – węglowe konstrukcyjne oraz stopowe.
W zależności
od
właściwości
są rozróżniane cztery grupy staliwa węglowego
konstrukcyjnego:
-
grupa I – staliwo węglowe konstrukcyjne zwykłej jakości,
-
grupa II – staliwo węglowe konstrukcyjne wyższej jakości,
-
grupa III – staliwo węglowe konstrukcyjne najwyższej jakości,
-
grupa IV – staliwo węglowe konstrukcyjne o specjalnych właściwościach, przeznaczone
na części maszyn elektrycznych.
Oznaczenie gatunku (znak) staliwa węglowego konstrukcyjnego składa się najczęściej
z następujących członów: litery L, liczby dwucyfrowej, określającej wymaganą minimalną
wartość R
m
(wytrzymałość na rozciąganie) w MPa, cyfry rzymskiej, określającej grupę staliwa.
Znak staliwa może być uzupełniony (na końcu) literami określającymi sposób wytopu:
Z – w piecu elektrycznym lub martenowskim o wyprawie zasadowej,
K – w piecu elektrycznym lub martenowskim o wyprawie kwaśnej,
B – w piecu konwertorowym.
Staliwa nie odznaczają się takimi zdolnościami pochłaniania drgań i utrzymywania smaru
na powierzchni trącej, jak żeliwa, są też bardziej wrażliwe na działanie karbu.
Ich wytrzymałość i plastyczność są jednak na ogół większe niż żeliw. Wszystkie gatunki
staliwa węglowego konstrukcyjnego dają się spawać; dobrą spawalnością odznaczają się
zwłaszcza staliwa o małej zawartości węgla (0,10 ÷ 0,20% C).
Staliwa węglowe konstrukcyjne mają gorszą lejność i większy skurcz odlewniczy
(s = 1,6÷2,0%) niż żeliwa. Stosunkowo najkorzystniejsze właściwości odlewnicze, w tej grupie
materiałów, mają staliwa o średniej zawartości węgla (0,25÷0,40% C). Staliwo węglowe jest
stosowane na odlewy różnych części maszyn, przy czym:
staliwo o małej zawartości węgla – do wykonywania odlewów części mało obciążonych,
np. rękojeści;
-
staliwo o średniej zawartości węgla – do wytwarzania odlewów części mocno
obciążonych statycznie i dynamicznie, jak np. elementy turbin i silników, korpusy,
-
staliwo o dużej zawartości węgla (powyżej 0,40% C) – do wykonywania odlewów
części,
od których jest wymagana duża odporność na ścieranie i mała na uderzenia, jak
np. walce, części kruszarek.
Staliwo jest uważane za stopowe wtedy, gdy najmniejsza wymagana zawartość chociaż
jednego z pierwiastków stopowych przekracza w nim wartości podane w PN. Zawartość
niektórych pierwiastków zwiększa się w celu uzyskania określonych właściwości staliwa
stopowego. Staliwo stopowe powinno również mieć wymagane właściwości mechaniczne.
Staliwo stopowe klasyfikuje się według zastosowania, składu chemicznego lub struktury.
Ze względu na zastosowanie staliwo stopowe można podzielić na:
-
staliwo konstrukcyjne ogólnego przeznaczenia charakteryzujące się określonymi
właściwościami mechanicznymi,
-
staliwo konstrukcyjne do pracy w podwyższonej temperaturze, charakteryzujące się
określonymi właściwościami mechanicznymi w temperaturze do 600
o
C,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
-
staliwo konstrukcyjne do pracy w niskiej temperaturze, charakteryzujące się określonymi
właściwościami mechanicznymi w temperaturze do – 196
o
C,
-
staliwo odporne na korozję (nierdzewne i kwasoodporne), charakteryzujące się
zwiększoną odpornością na działanie korozyjne atmosfery, kwasów, itp.,
-
staliwo żaroodporne i żarowytrzymałe, charakteryzujące się odpornością na korozyjne
działanie gazów w wysokiej temperaturze oraz określoną wytrzymałością,
-
staliwo odporne na ścieranie, charakteryzujące się dużą odpornością na ścieranie,
-
staliwo narzędziowe, charakteryzujące się określoną twardością, stosowane do obróbki
metali i innych materiałów oraz do pracy na zimno i gorąco.
Ze względu na skład chemiczny staliwo stopowe można podzielić na:
-
manganowe,
-
manganowo-krzemowe,
-
manganowo-krzemowo-molibdenowe,
-
chromowe, chromowo-niklowe,
-
chromowo-molibdenowe,
-
chromowo-wanadowe itp.
Największe zastosowanie znajduje staliwo stopowe konstrukcyjne. Znak gatunku tego
staliwa składa się z następujących członów: litery L, liczby dwucyfrowej, oznaczającej średnią
zawartość węgla w setnych procentu, liter oznaczających pierwiastki stopowe według
malejącej zawartości procentowej; poszczególne litery oznaczają zawartość następujących
pierwiastków: G – manganu, S – krzemu, H – chromu, N – niklu, M – molibdenu.
Staliwa stopowe konstrukcyjne stosuje się na odlewy odpowiedzialnych części maszyn, od
których są wymagane wyższe właściwości mechaniczne.
4.12.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy staliwem?
2. Jak dzielimy staliwa?
3. Co oznacza znak staliwa L30H?
4. W jakich elementach ma zastosowanie staliwo stopowe?
5. W jakich elementach ma zastosowanie staliwo węglowe?
4.12.3. Ćwiczenia
Ćwiczenie 1
Dobierz staliwo do wykonania korpusu silnika elektrycznego.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych, dobrać rodzaj staliwa do
wykonania elementu,
2) podać oznaczenie staliwa i skład chemiczny,
3) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
-
Polskie Normy,
-
Poradnik Mechanika,
-
komputer z dostępem do Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
4.12.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować staliwo oznaczone jako L20G?
2) scharakteryzować staliwo oznaczone jako L25H15?
3) podać zasadę oznaczania staliw węglowych?
4) podać zasadę oznaczania staliw stopowych?
5) podać przykłady zastosowań staliwa w budowie urządzeń i elementów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
4.13. Żeliwo – ogólna charakterystyka żeliw, znakowanie żeliw
4.13.1. Materiał nauczania
Żeliwo to stop odlewniczy żelaza z węglem zawierający ponad 2% do 3,6% węgla
w postaci cementytu lub grafitu.
Z powodu znacznej zawartości węgla, ponad 2% oraz krzemu i innych domieszek, żeliwo
jest materiałem kruchym, nie nadającym się do obróbki plastycznej ani na zimno, ani na
gorąco.
Zależnie od dodatku dodanego podczas przetapiania surówki otrzymuje się żeliwo
węglowe lub stopowe.
Żeliwa stopowe zawierają składniki uszlachetniające, jak: nikiel, chrom, wolfram,
molibden, wanad, aluminium i inne. Żeliwa stopowe, o nazwach w zależności od zawartych
składników stopowych, stosowane są na odlewy bardziej odpowiedzialne, pracujące
w specjalnie ciężkich warunkach.
Żeliwa węglowe – węgiel występuje pod postacią grafitu. Do polepszenia właściwości
wytrzymałościowych wprowadza się do żeliwa szarego składniki stopowe, najczęściej nikiel,
chrom, molibden, miedź, aluminium i otrzymuje się tzw.:
Żeliwo stopowe. Do żeliw stopowych zalicza się również żeliwa o specjalnej dużej
zawartości krzemu (powyżej 4,5%) lub manganu (powyżej 7%). Żeliwa stopowe są stosowane
tylko na odlewy bardziej odpowiedzialne, pracujące w specjalnie ciężkich warunkach. Od żeliw
stopowych wymaga się właściwości specjalnych tzn. takich których żeliwo zwykłe węglowe
nie ma, lub ma je w minimalnym stopniu. Takimi właściwościami są: – odporność na korozję, –
odporność na wysoką temperaturę, – odporność na ścieranie, – duża odporność elektryczna
właściwa.
Żeliwo węglowe jest mało odporne na działanie czynników chemicznych. Przez
wprowadzenie do niego dodatków stopowych, takich jak krzem, nikiel z chromem, chrom
z molibdenem i chrom z aluminium można tę odporność powiększyć. Najbardziej odpornymi
na korozję żeliwami stopowymi, stosowanymi w naszym przemyśle są żeliwa krzemowe,
chromowe, aluminiowe i niklowe.
Żeliwa krzemowe są w zasadzie odporne na działanie wszystkich kwasów przede
wszystkim azotowego i siarkowego. Nieco mniej są odporne na działanie kwasu solnego.
Żeliwa zwykłe nie są odporne na działanie wysokiej temperatury, gdyż podczas wielokrotnego
nagrzewania następuje zwiększenie objętości na skutek dalszej grafityzacji cementytu
zawartego w perlicie, co łączy się z kolei z powstaniem naprężeń własnych.
Drugą przyczyną powstawania naprężeń w żeliwach jest ich wielka niejednorodność
strukturalna. Różna rozszerzalność poszczególnych żeliw wywołuje tak wielkie naprężenia, że
mogą one doprowadzić do zniszczenia materiału. Niektóre żeliwa stopowe dzięki obecności
w nich pewnych dodatków uszlachetniających są stosowane jako materiały żaroodporne. Jako
dodatki wpływające na zwiększenie ognio– i żaroodporności żeliw należy wymienić przede
wszystkim aluminium, chrom i krzem.
Żeliwa o dużej odporności na ścieranie mają szczególnie duże znaczenie w budowie
maszyn i są przeznaczone na części pracujące w bardzo ciężkich warunkach. Od części takich
wymaga się również dużej udarności. Takie właściwości zapewnić może żeliwo o strukturze
austenitycznej, a więc przede wszystkim żeliwo wysoko manganowe najczęściej z dodatkiem
niklu, nieznaczna ilość aluminium krzemu lub miedzi właściwości te polepsza. Największy
wpływ na przewodność elektryczną ma krzem i węgiel, w miarę wzrostu ich zawartości
przewodność maleje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Ze względu na swe cenne właściwości i niską cenę żeliwo znalazło szerokie zastosowanie
w wielu gałęziach przemysłu. Jest ono jednym z najważniejszych materiałów w budowie
maszyn, przede wszystkim dzięki dobrej obrabialności, dużej odporności na ścieranie, dużej
zdolności do tłumienia drgań i dużej stałości wymiaru.
Surówka przetopiona po raz wtórny ze złomem żeliwnym lub stalowym z takimi
dodatkami jak żelazo – magnez lub żelazo – krzem nosi też nazwę żeliwa.
Węgiel jest najważniejszym składnikiem żeliwa, od zawartości którego zależy przede
wszystkim ich temperatura topnienia i lejność. Węgiel w żeliwach może znajdować się jako
wolny pod postacią grafitu lub związany z żelazem pod postacią cementytu (Fe
3
O
2
).
Zależnie od tego rozróżnia się:
-
żeliwa szare, w których węgiel występuje pod postacią grafitu i z tego powodu przełom
ich jest szary,
-
żeliwa białe, węgiel występuje pod postacią cementytu, przełom jest jasny,
-
żeliwa pstre lub połowiczne, w których węgiel występuje w pewnych skupieniach
przeważnie jako grafit, w innych jako cementyt i z tego powodu przełom ich jest pstry.
Największy wpływ na budowę żeliwa posiadają – skład chemiczny i szybkość chłodzenia.
Krzem, nikiel, aluminium sprzyjają wydzielaniu się grafitu, a przez to powstawaniu żeliwa
szarego. Inne składniki (mangan, siarka) sprzyjają wydzielaniu się cementytu w żeliwie białym,
a przez to powstawaniu żeliwa białego.
Obecność znacznej ilości cementytu jest przyczyną wysokiej twardości (600HB)
i kruchości. Twardość ta uniemożliwia prawie zupełnie obróbkę skrawaniem z tego względu
jest stosowane dość rzadko. Żeliwo nie jest tworzywem odlewniczym ponieważ posiada małą
lejność i duży skurcz odlewniczy dochodzący do 2%.
Żeliwo białe jest stosowane przede wszystkim do produkcji żeliwa ciągliwego. Z surówki
specjalnej odlewa się przedmioty, które posiadają strukturę żeliwa białego. Po wyżarzeniu
otrzymuje się z nich przedmioty o strukturze żeliwa ciągliwego.
Żeliwo szare jest to żeliwo, w strukturze którego występuje grafit. Czynnikami
sprzyjającymi powstawaniu grafitu w żeliwie są:
-
dodatek takich pierwiastków, jak: Si, Ni, Cu,
-
wolne studzenie żeliwa.
Obecność grafitu płytkowego w żeliwie powoduje, że właściwości wytrzymałościowe
żeliw z wyjątkiem wytrzymałości na ściskanie są gorsze od właściwości stali o strukturze
podobnej do struktury osnowy żeliwa.
Wtrącenia grafitu znajdujące się w żeliwie działają jak liczne karby zmniejszając
wytrzymałość na rozciąganie. Również przekrój czynny próbki rozciąganej jest mniejszy
o powierzchnię płatków grafitu, które praktycznie nie mają żadnej wytrzymałości na
rozciąganie.
Liczbowo wytrzymałość żeliw na ściskanie jest 3–5 krotnie większa od ich wytrzymałości
na rozciąganie.
Żeliwo szare posiada szereg zalet, dzięki którym znalazły wielkie zastosowanie: – żeliwa
szare są bardzo dobrym tworzywem odlewniczym. Podwyższona zawartość
fosforu zwiększa
lejność. Odbywająca się w czasie krzepnięcia grafityzacja jest
przyczyną małego skurczu
odlewniczego wynosząca od 0,5–1%, – żeliwo szare dobrze tłumi drgania, – obecność grafitu
ułatwia skrawanie – nie bez znaczenia jest mała wrażliwość szarych żeliw na działanie karbu.
Wobec dużej
ilości karbów, jakie tworzą wtrącenia grafitu obecność karbów na powierzchni
materiału
nie odgrywa większej roli; – dzięki obecności grafitu żeliwo odznacza się dobrymi
właściwościami przeciwciernymi.
Żeliwo szare oznacza się symbolem ZI oraz liczbą, która odpowiada minimalnej
wytrzymałości żeliwa na rozciąganie. Przy próbach wytrzymałościowych na rozciąganie ważne
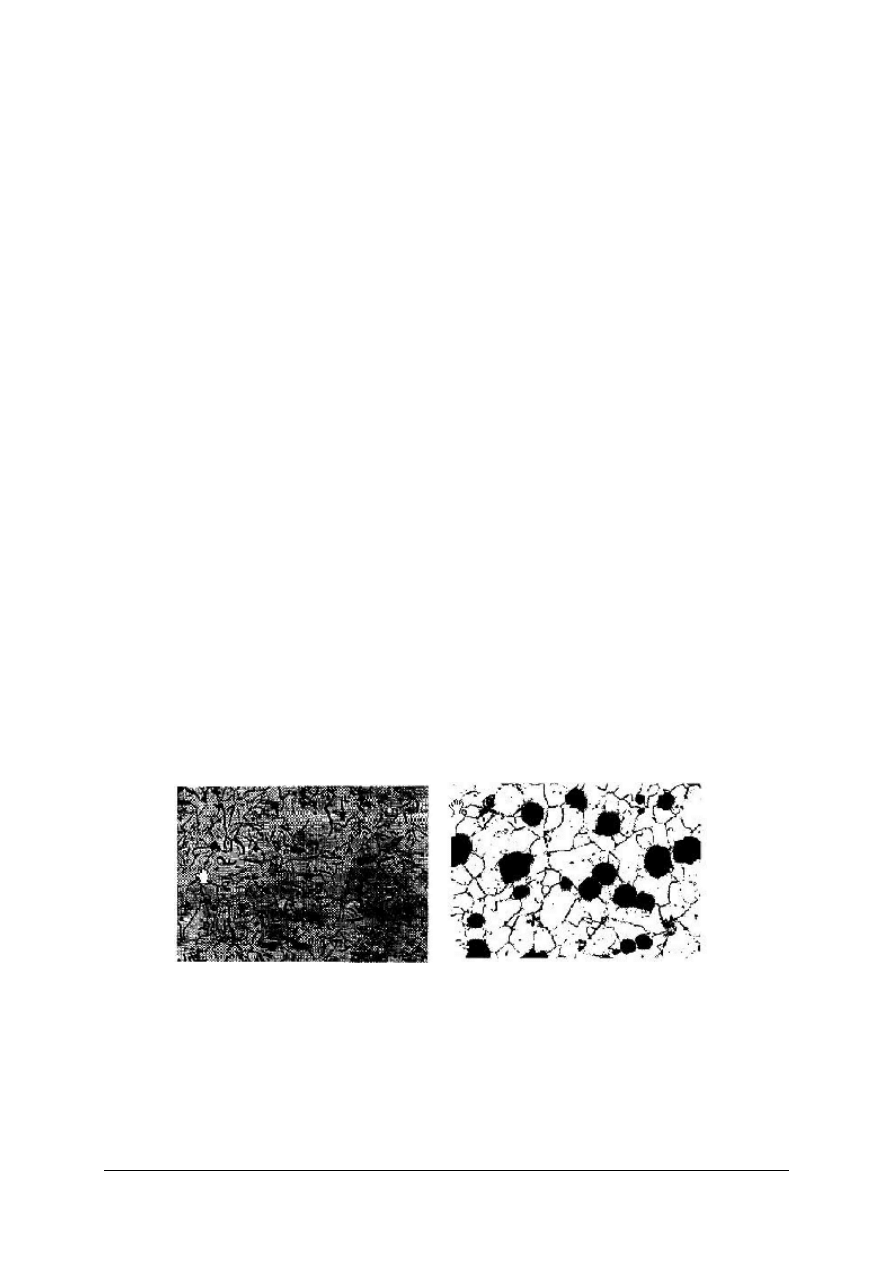
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
jest zachowanie średnicy, ponieważ wytrzymałość żeliwa zależy od wielkości badanego
przekroju.
I tak na przykład: Zl250 – to oznaczenie żeliwa szarego o wytrzymałości na rozciąganie
minimum 250MPa, ZlM30 – to żeliwo modyfikowane o Rm 300Mpa.
Podwyższone wytrzymałości żeliwa na rozciąganie uzyskuje się z zabiegu zwanego
modyfikacją. Zabieg ten polega na wprowadzeniu do żeliwa przed odlaniem modyfikatorów,
którymi są najczęściej sproszkowany żelazokrzem lub żelazomangan w ilości 0,1–0,8%
ciężarowego wsadu.
Żeliwo to posiada w porównaniu do żeliw szarych o niższej wytrzymałości więcej
manganu. Dopiero w wyniku modyfikacji zawartość krzemu zwiększa się i żeliwo krzepnie
jako szare.
Wprowadzenie krzemu do żeliwa podczas modyfikacji powoduje powstawanie
dodatkowych zarodków krystalizacji grafitu, tym samym zwiększenie ilości płatków grafitu.
Zmniejsza się natomiast ich wielkość co ma korzystny wpływ na właściwości
wytrzymałościowe. Żeliwo modyfikowane znajduje zastosowanie na części maszyn
pracujących na ścieranie, np. koła zębate, bębny hamulcowe, cylindry maszyn parowych itp.
Dzięki wyższej zawartości manganu żeliwo modyfikowane jest mniej skłonne do zwiększania
objętości przy podwyższonych temperaturach także po wielokrotnym nagrzaniu.
Mangan jest pierwiastkiem stabilizującym cementyt w perlicie i zapobiega jego
grafityzacji, co zatem idzie wzrostowi objętości. Własność ta z podwyższoną odpornością na
korozję pozwala na stosowanie tych żeliw w urządzeniach, które pracują w podwyższonej
temperaturze, np. tłoki, pierścienie tłokowe itp.
Żeliwo sferoidalne – otrzymuje się je przez dodanie do żeliwa przed modyfikacją magnezu
lub ceru w ilości 0,3–1,2%. Ilość ta zależy od wielkości odlewu, przy czym w odlewach
dużych procentowe zawartości tych pierwiastków są większe.
Dodatek magnezu nie tylko zmienia postać występującego grafitu, lecz zwiększa również
wytrzymałość tego żeliwa na rozciąganie: – jest mniej kruche niż żeliwo szare,
–
posiada
większą odporność na rośnięcie niż żeliwo z grafitem płatkowym, – zdolność tłumienia drgań
jest niższa niż żeliwa szarego ale lepsza niż stali. Żeliwem sferoidalnym można zastąpić odlewy
z żeliwa stopowego, staliwa (lepsze tłumienie drgań), żeliwa ciągliwego. Z żeliwa
sferoidalnego wykonuje się części samochodowe, np. wały korbowe.
Rys. 18. Struktura żeliwa szarego
Rys. 19. Struktura żeliwa sferoidalnego
Źródło: Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
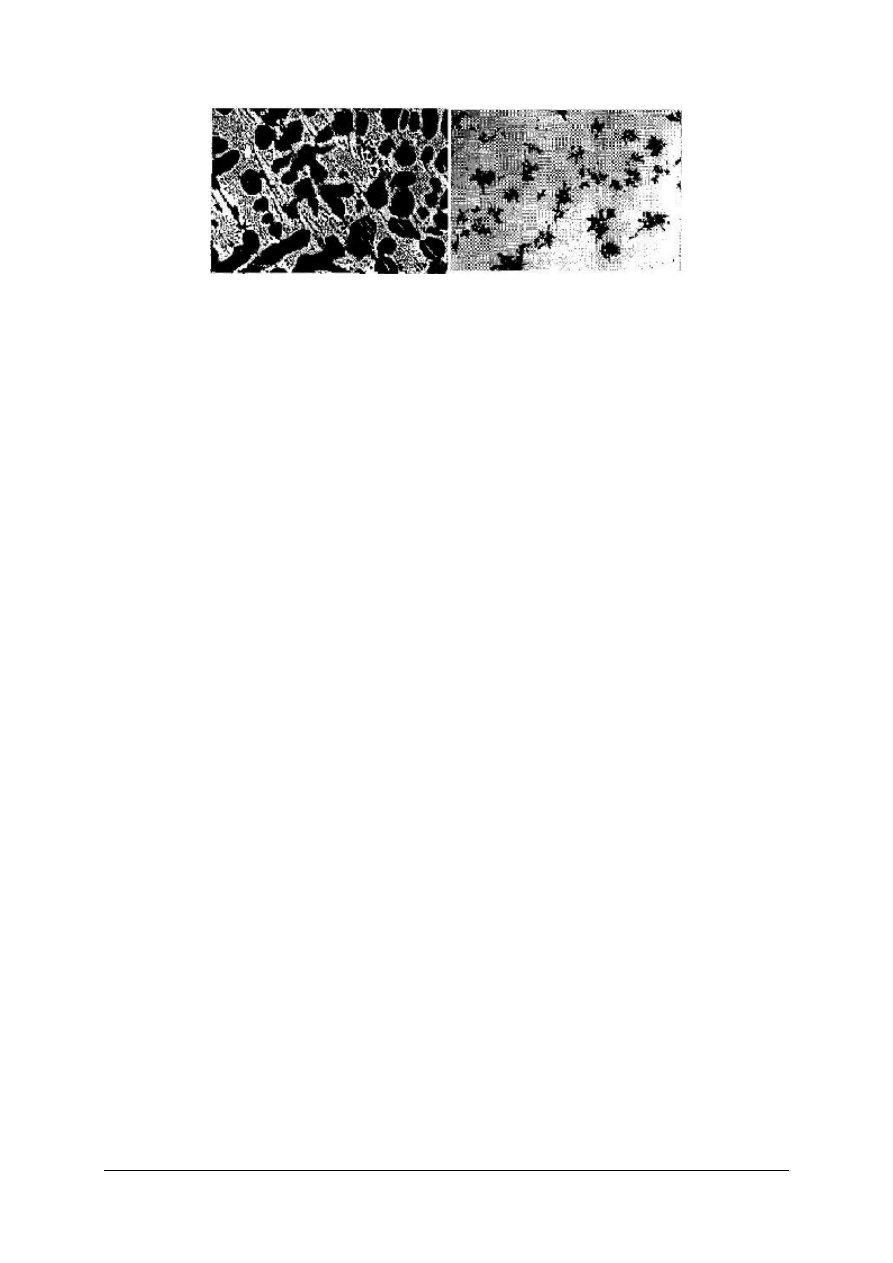
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Rys. 20. Struktura żeliwa białego
Rys. 21. Struktura żeliwa ciągliwego
Źródło: Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
Zgodnie z PN–EN żeliwa oznacza się za pomocą symboli lub cyfr. Przy oznaczeniu za
pomocą symboli dla klasyfikacji według własności mechanicznych znaki oznaczają:
np. EN–GJMW–450–7S, gdzie:
–
EN – żeliwo znormalizowane,
–
G – materiał odlewany,
–
J – żeliwo,
–
M – postać grafitu,
–
W – mikrostruktura osnowy,
–
450 – określenie własności mechanicznych (wytrzymałość na rozciąganie w MPa),
–
7S – dodatkowe oznaczenia (7S – oznacza wydłużenia).
Przy oznaczeniu za pomocą symboli dla klasyfikacji według składu chemicznego znaki
oznaczają:
np. EN–GJN–X300CrNiSi9–5–2, gdzie:
–
X300 – oznaczenie według składu chemicznego żeliwa o zawartości węgla 3%,
–
CrNiSi9–5–2 – oznaczenie składu chemicznego pierwiastków stopowych, tak jak
w przypadku stali.
4.13.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy żeliwem?
2. Jak klasyfikujemy żeliwa?
3. Jakimi właściwościami charakteryzują się żeliwa?
4. Czym różni się żeliwo szare od białego?
5. Jak znakujemy żeliwa?
6. Do jakich części lub elementów maszyn możemy stosować żeliwa?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.13.3. Ćwiczenia
Ćwiczenie 1
Dobierz odpowiednie żeliwo do wykonania wskazanego przez nauczyciela elementu
wyposażenia kadłuba statku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych, dobrać odpowiedni rodzaj
żeliwa do wykonywanego elementu, podać jego oznaczenie i skład chemiczny,
2) uzasadnić swój wybór.
Wyposażenie stanowiska:
-
Polskie Normy,
-
Poradnik Mechanika,
-
komputer z dostępem do Internetu.
4.13.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować żeliwo ZL100?
2) wyjaśnić różnice między żeliwem białym a szarym?
3) uzasadnić stosowanie żeliwa na korpusy maszyn?
4) wskazać cechy charakterystyczne żeliwa szarego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
4.14. Metale nieżelazne i ich stopy
4.14.1. Materiał nauczania
Wraz z rozwojem techniki coraz częściej są stosowane stopy metali kolorowych. Na
wstępie omówimy wybrane metale nieżelazne:
Metale lekkie
Aluminium (Al) – jest metalem o barwie srebrzystobiałej, gęstości 2,7t/m3, temperaturze
topnienia 933K. Jest odporne na działanie słabych kwasów i na wpływy atmosferyczne.
Posiada dużą przewodność elektryczną i cieplną, jest kowalne i daje się odlewać.
Wytrzymałość na rozciąganie w stanie lanym Rm=90–120MPa, kutym i żarzonym
Rm=70–110MPa, zaś twardość 15–24HB. Wydłużenie aluminium lanego (A10) 18–25% – zaś
kutego i żarzonego 30–45%.
Aluminium jest najpowszechniej występującym metalem w przyrodzie (około 7%) jako
składnik prawie wszystkich pospolitych minerałów z wyjątkiem piasku i wapnia.
Czyste aluminium w stanie przerobionym plastycznie i wyżarzonym ma tak małą
wytrzymałość i twardość, że nie znajduje w tym stanie zastosowania. Podwyższenie
temperatury wytrzymałość tę jeszcze zmniejsza, jak i udarność. Przez zastosowanie przeróbki
plastycznej można znacznie polepszyć jego właściwości. Aluminium daje się łatwo przerabiać
plastycznie nie tylko na gorąco, lecz również na zimno, głównie przez walcowanie,
prasowanie, wypływowe ciągnienie, tłoczenie w celu otrzymania prętów, rur, taśm, blach.
Jedną z najważniejszych właściwości aluminium, która decyduje o jego zastosowaniu
w przemyśle jest dobra przewodność elektryczna. Wytrzymałość czystego aluminium jest mała
jednak przy stopieniu z innymi pierwiastkami otrzymuje się stopy o lepszych właściwościach
wytrzymałościowych i plastycznych.
Stopy aluminium dzielimy na odlewnicze i przeznaczone do przeróbki plastycznej. Stopy
odlewnicze: – AlSi21CuNi (Si 20–30%, Cu 1,1–1,5%, Mg 0,6–0,9%, Mn 0,1–0,3%,
Ni 0,8 –11%). Stosowany do tłoków silników spalinowych AK20, – AlSi11(Si 10–13%).
Stosowany do skomplikowanych odlewów AK11, – AlSiCu2 (Si 4–6%, Cu 1,5–3,5%, Mg
9,2–0,8%). Stosowany na części samolotów, stopy do przeróbki plastycznej.
Duraluminium – wieloskładnikowe stopy Al, stosowane na obciążone konstrukcje maszyn,
pojazdów, itp.
Pa6 (AlCu4Mg) – dural o zawartości od 3,8%–48% miedzi, 0,9–1% Hg i 0,4–1% Mn,
poddawany obróbce plastycznej. Utwardzany przez naturalne utwardzanie wydzielinowe. W
stanie naturalnie utwardzonym średnia odporność na korozję, w stanie zmiękczonym mała
odporność na korozję. Stosuje się na obciążone elementy konstrukcji lotniczych i pojazdów
mechanicznych oraz konstrukcyjne elementy budowlane. Obróbka cieplna polega na
przesycaniu i utwardzaniu naturalnym – starzeniu naturalnym.
Siluminy – do najbardziej znanych stopów odlewniczych aluminium należą siluminy (AlSi),
zawierają zwykle 11–14% Si. Siluminy mają bardzo dobre właściwości odlewnicze. Mają one
mały skurcz odlewniczy i małą skłonność do pęknięć na gorąco. Ich właściwości mechaniczne
są stosunkowo dobre przy małej plastyczności.
AK9 (AlSi9Mg): Silumin wysoko procentowy modyfikowany, stop odlewniczy o dobrych
właściwościach wytrzymałościowych i plastycznych, odlewniczych i spawalnych. Dobra
obrabialność i szczelność. Nadają się do obróbki cieplnej poprzez przesycanie i
starzenie,
są bardzo odporne na działanie wody morskiej i korozję.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Można je stosować do wykonywania odlewów ciśnieniowych, dużych odlewów
o skomplikowanych kształtach i wysokiej wytrzymałości. Stosowane w przemyśle
zbrojeniowym i elektrotechnicznym.
Magnez jest kolejnym przykładem metalu nieżelaznego lekkiego o małej gęstości (gęstość
magnezu równa jest 1,75 g/cm
3
) i srebrzystobiałej barwie. Charakteryzuje go również
temperatura topnienia równa 651
o
C. Sproszkowany magnez łatwo pali się w powietrzu, dając
olśniewająco białe światło. Magnez jest najlżejszym metalem stosowanym do celów
konstrukcyjnych. Magnez odznacza się znaczną reaktywnością. Łączy się z większością
niemetali i jest często stosowany jako reduktor, wypierający inne metale z ich związków.
Stanowi również katalizator kilku ważnych reakcji nieorganicznych i wielu procesów
biochemicznych. Magnez znajduje zastosowanie w:
−
produkcji stopów,
−
procesach metalurgicznych jako odtleniacz i reduktor.
Podział stopów magnezu na stopy odlewnicze i do przeróbki plastycznej: Stopy
odlewnicze; – MgAl3ZnMn – A3; – MgAl11ZnMn – A10; – MgRE3Zr – RE3. Stopy do
przeróbki plastycznej: – MgMn2 – M2; – MgZn3Zr – Ż3; – MgAl3ZnMn.
Tytan jest metalem nieżelaznym lekkim. Cechuje go gęstość stosunkowo duża
w porównaniu z gęstościami aluminium i magnezu, bo równa się ona 4,51 g/cm
3
. Temperatura
topnienia magnezu to także wielkość większa o ponad 2 razy od wielkości występujących
w poprzednich dwóch metalach nieżelaznych i wynosi 1668
o
C. Ponadto tytan jest materiałem o
dużej plastyczności oraz dużej odporności na działanie wody morskiej, chlorków, atmosfery
powietrza i kwasów organicznych.
Głównymi pierwiastkami stopowymi są: aluminium, cyna,
molibden, mangan, żelazo oraz chrom.
Stopy tytanu stosowane są we wszystkich działach
techniki. Uwarunkowane jest to dużą odpornością na korozję.
Metale ciężkie
Metale ciężkie charakteryzują się relatywnie wysoką gęstością wynoszącą powyżej
5 g/cm
3
.Do metali ciężkich zaliczamy: miedź, kadm, ołów, cynk, chrom, nikiel i molibden.
Cynk jest odporny na działanie czynników atmosferycznych. Najczęściej stosuje się go na
pręty, rury, odlewy ciśnieniowe o dużej dokładności pomiarowej.
Stopy cynku
Stopy te, podobnie jak stopy poprzednich metali nieżelaznych, dzielą się na przerabiane
plastycznie i odlewnicze. W obydwu grupach najczęściej stosuje się stopy Zn – Al, które
zawierają 3,5 – 30% Al oraz przeważnie do 5% Cu i 0,05% Mg.
Z284 (ZnAl28Cu4): znal z miedzią zawierający 68% Zn, 28% Al i 4% Cu. Stop ten
przeznaczony jest zarówno do obróbki plastycznej, jak i do odlewania. Charakteryzuje się
dobra lejnością, odpornością na ścieranie, wysoką wytrzymałością na rozciąganie i dobrą
plastycznością. Jest stosowany na łożyska, elementy układu napędowego do 100
o
C, może
zastępować brązy cynowe w warunkach nie korozyjnych. Szeroko rozpowszechnione jest
stosowanie stopów cynku w postaci odlewów ciśnieniowych, np. na korpusy i obudowy
różnych urządzeń i aparatów, pokrywy, gaźniki. Znale te poddaje się obróbce cieplnej
w podwyższonej temperaturze poniżej 240
o
C lub powyżej 300
o
C oraz poprzez starzenie
posiadają wielofazową strukturę złożoną z miękkiej i plastycznej osnowy, w której zawarte są
twarde kryształy dające odporność na ścieranie i spełniające rolę cząstek nośnych.
Cyna jest to metal nieżelazny występujący w dwóch odmianach alotropowych: szarej
a i białej b.
Cynę możemy opisać za pomocą gęstości równej 7,28g/cm
3
(a) lub 5,76g/cm
3
(b) oraz
temperatury topnienia 231,9
o
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
Znajduje ona zastosowanie w odpornych na korozję powłokach ochronnych na blachach
stalowych, stosowana jest na puszki do konserw i naczynia kuchenne oraz do cynowania
przewodów elektrycznych.
Ołów jest to metal nieżelazny plastyczny, ciężki. Charakteryzuje się dużą wytrzymałością,
dużą odpornością na korozję wody morskiej i atmosfery. Ulega łatwo odkształceniom i
ścieraniu, gdyż jest bardzo plastyczny i posiada małą twardość.
Ołów posiada najwyższą z dotychczas wymienionych metali nieżelaznych gęstość
11,34 g/cm
3
. Jego temperatura topnienia, podobnie jak temperatura topnienia cynku, jest dosyć
niska i wynosi 327,3
o
C.
Miedź znalazła bardzo duże zastosowanie, przede wszystkim z powodu swojej wysokiej
przewodności elektrycznej i cieplnej oraz dużej odporności na korozję, znacznej plastyczności i
zdolności do tworzenia wielu bardzo cennych stopów.
Ponieważ miedź ma po srebrze największą przewodność elektryczną właściwą, wynoszącą
w temperaturze 20
o
C, 58,0MS/m, przeto jest ona najważniejszym materiałem na przewody.
Połowa całego zużycia miedzi przypada na elektrotechnikę, w której znajduje zastosowanie w
postaci drutów, blach, taśm itp.
Z powodu dużej przewodności cieplnej, miedź znalazła również zastosowanie
w przemyśle chemicznym do wyrobu chłodnic, aparatów chemicznych itp. Na zastosowanie to
wpływa również stosunkowo duża odporność miedzi na korozję.
Zdolność miedzi do pokrywania się patyną spowodowała, że znalazła zastosowanie do
krycia dachów zabytkowych budowli oraz do wyrobu dzieł sztuki.
Dużą plastyczność miedzi umożliwia wykonanie z niej za pomocą obróbki plastycznej na
zimno lub gorąco różnych półfabrykatów w postaci prętów, drutów, rur, blach, taśm itp.,
a duża zdolność do tworzenia bardzo cennych stopów, w których występuje jako składnik
główny lub stopowy, czyni ją również niezmiernie cennym materiałem dla przemysłu
maszynowego.
Stopy miedzi są po stalach i stopach aluminium najbardziej rozpowszechnionymi stopami
technicznymi. Zawartość miedzi jest w nich różna i zależy przede wszystkim od dodanego
składnika stopowego.
Mosiądz
Stopy miedzi z cynkiem nazywamy mosiądzami. Praktyczne zastosowanie znajdują
mosiądze o zawartości Zn do 47%. Mogą one zawierać w mniejszych ilościach jeszcze inne
składniki stopowe, jak ołów, mangan, aluminium, cynę, krzem. Nazwy mosiądzów
wieloskładnikowych zależą od składników występujących w stopie, poza miedzią i cynkiem,
jako głównym dodatkiem stopowym.
Mosiądze posiadają dobre własności odlewnicze, charakteryzują się dobrą lejnością.
Odlewy mają zwartą i szczelną budowę. Wadą jest powstawanie dużej jamy usadowej, co
powoduje konieczność stosowania układów nadlewowych. Mosiądze o strukturze roztworu
stałego cynku w miedzi są łatwo obrabialne plastycznie na zimno. Max plastyczność otrzymuje
się dla mosiądzu o zawartości 32% Zn.
Rozróżniamy mosiądze odlewnicze, do przeróbki plastycznej, wysoko niklowe (nowe
srebro). Mosiądze odlewnicze są stopami wieloskładnikowymi, przy czym składnikami
stopowymi mosiądzów odlewniczych są: mangan, aluminium, żelazo, krzem. W mosiądzach
odlewniczych ołów i krzem poprawiają zdecydowanie lejność, aluminium, mangan i żelazo
podwyższają własności wytrzymałościowe.
Ołów poprawia poza tym własności skrawane mosiądzów, gdyż podczas skrawania dzięki
niemu tworzy się kruchy wiór. Aluminium, krzem uodporniają mosiądze na korozję. Wszystkie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
mosiądze odlewnicze wykazują dużą odporność na korozję i ścieranie. Są stosowane na części
maszyn, armaturę w przemyśle komunikacyjnym, lotniczym i inne.
Mosiądze do przeróbki plastycznej możemy podzielić na: dwuskładnikowe (miedź i cynk)
oraz wieloskładnikowe, gdzie składnikami dodatkowymi są: ołów, mangan, żelazo, aluminium,
cyna, krzem, nikiel i fosfor.
Mosiądze do przeróbki plastycznej są stosowane w postaci odkuwek, prętów,
kształtowników, drutów, blach, pasów i innych. Najważniejszą cechą tych mosiądzów jest
duża podatność do przeróbki plastycznej przeważnie na zimno. Najłatwiej jednak obrabia się
plastycznie mosiądze dwuskładnikowe. Są one odporne na korozję i dobrze skrawalne,
szczególnie przy zawartości ołowiu. Stosuje się je na części maszyn, w przemyśle okrętowym,
lotniczym, samochodowym.
Mosiądze wysoko niklowe
Zasadniczo istnieją dwie grupy nowych sreber. Do pierwszej zalicza się stopy o zmiennej
zawartości niklu (8–28%) drugi zaś stop, gdzie ilość niklu jest stała (28%). Nikiel wpływa na
srebrzysty kolor mosiądzu. W miarę wzrostu zawartości niklu w stopie zwiększa się
wytrzymałość na rozciąganie, jego twardość, gęstość, temperatura topnienia.
Miedź zwiększa wydłużenie, wpływa na podwyższenie przewodnictwa cieplnego
i zmniejszenie oporności. Cynk zwiększa wytrzymałość na rozciąganie i twardość. Gdy wzrasta
zawartość cynku w stopie obniża się temperatura topnienia, odporność na korozję, gęstość.
Ma natomiast wpływ na polepszenie zdolności stopu do obróbki plastycznej na gorąco. Cenne
wartości nowego srebra – srebrzysty kolor, dobra plastyczność, odporność na działania
atmosferyczne, małe przewodnictwo, wpływa na to, że stopy te posiadają szerokie
zastosowanie w przemyśle maszynowym, elektrotechnicznym, architekturze, urządzeniach
sanitarnych.
Brązy
Brązy są stopami miedzi, w których głównym składnikiem stopowym mogą być metale
z wyjątkiem niklu lub cynku. W zależności od nazwy głównego składnika stopowego
rozróżnia się brązy cynowe, aluminiowe, berylowe, krzemowe, manganowe, ołowiowe,
kobaltowe i inne. Najstarszym jest brąz cynowy, który jest stopem CuSu. Obecnie brązy te
zawierają, oprócz ołowiu, jeszcze fosfor i cynk. W celu odtleniania brązów cynowych,
wprowadza się do ciekłej kąpieli metalowej fosforu w postaci miedzi fosforowej w celu
uzyskania lepszej odporności na ścieranie brązów wprowadza się do nich 0,5% fosforu.
Brązy cynowe dzielimy na odlewnicze i do obróbki plastycznej. Stopy odlewnicze mają
mały skurcz mniej niż 1%, nie występuje w nich jama usadowa co jest powodem tego, że
odlewy z brązu są mało zwarte. Brązy te są odporne na korozję mają dobre właściwości
mechaniczne. Ich główne przeznaczenie to łożyska ślizgowe, panewki, ślimaki ślimacznice,
sprężyny, armatura kotłów parowych, przemysł chemiczny, okrętowy, papierniczy.
B10 (CuSn10): Brąz cynowy ujednorodniony odlewniczy jest odporny na duże obciążenia:
statyczne, zmienne, udarowe, korozję i temperaturę do 280
o
C. Brąz ten cechuje się dobrą
lejnością i skrawalnością, jest też odporny na działanie niektórych kwasów. Wykorzystuje się
go na łożyska, panewki, armaturę, części maszyn silnie obciążonych i pracujących na ścieranie,
osprzęt parowy i wodny. Poddawany procesom hartowania i utwardzania dyspersyjnego.
BA1030 (CuAl10Fe3Mn2): brąz aluminiowy – wyżarzony dwufazowy, zawiera 10%
aluminium. Brąz odlewniczy lub do obróbki plastycznej w zależności od przeznaczenia
gotowego wyrobu. Brąz odlewniczy posiada wysoką odporność na obciążenia statyczne,
korozję, ścieranie, wysoką temperaturę, dobrą lejność. Brąz do obróbki plastycznej cechuje
wysoka wytrzymałość również w podwyższonych temperaturach, dobra odporność na korozję,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
erozję, kawitację, zmienne obciążenia, ścieranie. Brąz ten nadaje się do obróbki plastycznej na
zimno. Stop odlewniczy cechuje nadpłynność, mała segregacja dendrytyczna, skupiona jama
wsadowa, duży skurcz 2%.
Przeznaczenie brązu odlewniczego: to materiał na elementy silnie obciążonych kół
zębatych, wirników i korpusów. Przeznaczeniem brązu do obróbki plastycznej są elementy
aparatury kontrolno-pomiarowej i chemicznej, wały, śruby, elementy narażone na ścieranie.
Obróbka cieplna polega na hartowaniu i odpuszczaniu.
Brązy ołowiowe to stopy miedzi i ołowiu. Mikrostruktura stopów składa się z twardych
ziaren miedzi i miękkich ziaren ołowiu.
BO30 (CuPb30): brąz ołowiowy dwuskładnikowy zawierający 30% ołowiu jest
stosunkowo miękki (25HB), posiada dobre właściwości ślizgowe, dobrą przewodność cieplna i
wytrzymałość zmęczeniową, małą wrażliwość na przerwy smarowania łożyska, wzrost
temperatury do ok. 330
o
C powoduje wytapianie ołowiu, którego krople przejmują funkcję
smaru zabezpieczając przed zatarciem czopów. Brąz ten stosuje się na panewki łożysk
pracujących przy małych naciskach i dużych prędkościach. Aby otrzymać jednorodny odlew
należy szybko go schłodzić podczas krystalizacji.
Brązy cynowe charakteryzują się bardzo małym skurczem odlewniczym poniżej 1%.
Zapewnia to dobre wypełnienie odlewniczych form. Brązy o zawartości cyny 5–7% można
obrabiać plastycznie na zimno, poniżej tej zawartości brązy cynowe tracą plastyczność i stosuje
się je wtedy do przeróbki plastycznej na gorąco lub w stanie lanym. W stopach o zawartości
10% Sn zapewnia doskonałą odporność na ścieranie i z tego powodu jest jednym z najlepszych
stopów łożyskowych.
Brązy krzemowe odznaczają się dobrymi właściwościami mechanicznymi w temperaturze
otoczenia i w temp. do 300
o
C, w szczególności dobrą wytrzymałością zmęczeniową, dobrymi
właściwościami ślizgowymi, dużą odpornością na korozję, a przy tym dobrą skrawalnością i
lejnością. Polepszenie skrawalności zapewnia dodatek ok. 0,4% Pb.
Brązy manganowe – miedź i mangan tworzą nieograniczony roztwór stały, którego
wytrzymałość i twardość powiększają się przy wzroście zawartości Mn do ok. 10%
i utrzymują się do 400
o
C praktycznie nie zmienione. Stop dwuskładnikowy o zawartości 5%
Mn odporny na korozję i działanie pary przegrzanej używany do wyrobu armatury kotłowej.
Stop z dodatkiem niklu odznacza się dużym oporem właściwym i małym współczynnikiem
temperaturowym oporności. Stopy Cu–Mn, nie należące do właściwych brązów manganowych
o zawartości 60÷75% Mn i dużej czystości bardzo silnie tłumią drgania
mechaniczne, używane
są na części precyzyjnych aparatów wymagających wytłumienia drgań wywołanych pracą
silników, przekładni zębatych itp.
Brązy berylowe – własności mechaniczne brązów berylowych tylko utwardzonych
zgniotem, a zwłaszcza utwardzonych dyspersyjnie po zgniocie, są porównywalne
z własnościami stali. Szczególnie cenną własnością stopów jest brak skrzenia wywołanego
tarciem lub uderzeniem.
Ł83 (SnSb11Cu6): babit (stop na osnowie cyny z dodatkiem miedzi i antymonu) cynowy
zawierający 83% cyny, 11% antymonu i 6% miedzi. Stop o strukturze składającej się
z twardych kryształów Sn
3
Pb
2
mających przeważnie kształt sześcianów, oraz iglastych
kryształów Cu
8
SnSb
6
. Babit ten posiada dobre właściwości mechaniczne, drobnoziarnistą
jednorodną strukturę.
Wraz ze wzrostem temperatury maleje wytrzymałość z 20
o
C do 80
o
C aż o 40%. Stopy
tego typu stosujemy na łożyska szybkoobrotowe obciążone dynamicznie i statycznie,
wytrzymują duży zakres prędkości obwodowych i nacisków powierzchniowych w turbinach
parowych, sprężarkach, silnikach wysokoprężnych, a nawet generatorach są odlewane do form
piaskowych, kokili lub pod ciśnieniem. Odlewane są zazwyczaj elementy o złożonych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
kształtach. Elementy odlewane mają gorsze właściwości mechaniczne niż elementy poddane
obróbce plastycznej.
Przykłady zastosowań stopów metali nieżelaznych:
1. Galanteria stołowa: AM5, Nowe srebra, Ł16, DR30/6.
2. Sprzęt lotniczy: PA9, MA58, PA33, MO30.
3. Wymienniki ciepła: M70, MNŻ101, Z82, PA10.
4. Tłoki silników spalinowych: AK20, M70, B10, PA1.
5. Panewki łożysk ślizgowych: Ł89, MO58B, MA58, B10.
6. Śruby okrętowe: BA1032, MA58, mm47, MK80.
7. Elementy chłodnic: M70, PA1, PA2, M80.
8. Łuski: M70, MA58, MO60, MK80.
9. Zbiorniki spawane na chemikalia: PA1, GZ5, M80, PA4.
10. Sprężyny: B4, B8, PA9, AG10.
11. Armatura: mm47, MK80, B101, BA83.
12. Wyroby jubilerskie i artystyczne: Cu80Zn20Sn9, M85, AK7, GA8.
13. Membrany: M85, B8, B102, M60.
14. Aparatura chemiczna: MA58, BK31, CuBe2Ni, St35.
15. Śruby: B8, M60, GA10, CuMn5.
4.14.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest brąz?
2. Co to jest mosiądz?
3. Co to jest znal?
4. Co to jest babit?
5. Co to jest silumin?
6. Co to jest brąz ołowiowy?
4.14.3. Ćwiczenia
Ćwiczenie 1
Dobierz stop do wykonania panewki mało obciążonej i pracującej przy dużej prędkości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
stopu do wykonywanego elementu,
2) podać jego oznaczenie i skład chemiczny,
3) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
Polskie Normy,
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
4.14.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować brąz BO30?
2) wyjaśnić różnice między brązem a mosiądzem?
3) uzasadnić stosowanie znalu na korpusy gaźników?
4) wskazać cechy charakterystyczne miedzi?
5) wskazać cechy duraluminium?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
4.15. Materiały z proszków spiekanych
4.15.1. Materiał nauczania
Materiały narzędziowe ceramiczne – węgliki spiekane
Węgliki spiekane otrzymuje się w 3 fazach: wytwarzanie proszków węglików metali
trudno topliwych, głównie wolframu i tytanu oraz proszku kobaltowego,
prasowanie w formach wymieszanych proszków, aby otrzymać odpowiedni kształt płytki
ostrza narzędzia,
spiekanie w piecu tunelowym w temp. 1400–1600°C, przez określony czas,
w którym to proszek kobaltu ulegnie prawie stopieniu i połączy pozostałe proszki węglików.
Składniki węglików:
Podstawowymi składnikami węglików spiekanych są węglik wolframu lub węglik
wolframu i tytanu związanych kobaltem. Dodatek węglika tytanu wpływa na zwiększenie
twardości, oraz odporności na zużycie.
Właściwości skrawające węglików:
Węgliki spiekane odznaczają się najlepszymi spośród wszystkich materiałów
narzędziowych własnościami skrawającymi, przewyższającymi znacznie właściwości stali
szybkotnącej. Charakteryzują się one dużą twardością oraz dużą odpornością na ścieranie,
nawet w wysokiej temp. do ok. 700–1000°C. Poważną wadą węglików spiekanych jest ich
kruchość. Narzędzia wykonane z ostrzami z węglików spiekanych źle znoszą zmienne
obciążenia, a jeszcze gorzej prace z uderzeniami. Do obróbki skrawaniem używa się
następującej grupy węglików spiekanych:
-
węgliki wolframowo – kobaltowo – tytanowe stosowane do obróbki stali i staliwa
oznaczone: S10, S20, S30,
-
węgliki wolframowo – kobaltowe stosowane do obróbki żeliwa i stopów lekkich
oznaczone H10, H20,
-
węgliki wolframowe stosowane na końcówki narzędzi pomiarowych oraz końcówki głów
oznaczona jako: G10, G20.
Spiekane tlenki metali są to materiały narzędziowe ceramiczne. Podstawowym materiałem
wyjściowym do produkcji płytek jest tlenek glinu (Al
2
O
3
). Ponadto zawierają niewielkie ilości
innych składników, jak tlenek magnezu oraz tlenki innych metali. Produkcja tych płytek
odbywa się w następujących etapach:
a) wytworzenie tlenków metali,
b) wytworzenie proszków tlenków metali,
c) zmieszanie tlenków w odpowiedniej temperaturze,
d) wytworzenie kształtek (płytek) – odbywa się to w formach przez prasowanie lub
odlewanie pod ciśnieniem,
e) spiekanie w temp. powyżej 1700°C. Płytki takie odznaczają się wielką odpornością na
ścieranie oraz nie tracą właściwości skrawających do temp. 1200°C.
Poważną wadą wytwarzanych płytek są znacznie niższe wskaźniki wytrzymałościowe oraz
skomplikowany proces technologiczny. W przemyśle używa się 2 rodzajów spiekanych
tlenków metali:
-
płytki białe – przeznaczone do obróbki żeliwa szarego i stali miękkich dużymi
prędkościami skrawania,
-
płytki czarne – przeznaczone do obróbki twardych żeliw i stali hartowanych oraz do
obróbki wszystkich materiałów (wykończeniowej).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
4.15.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest węglik spiekany?
2. Co to jest tlenek spiekany?
3. Gdzie wykorzystuje się ceramikę spiekaną?
4. Jak wytwarza się płytki ceramiczne?
5. Jakie węgliki używa się do produkcji narzędzi skrawających?
4.15.3. Ćwiczenia
Ćwiczenie 1
Dobierz węglik spiekany do wykonania noża tokarskiego do obróbki wykańczającej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
spieku do wykonywanego elementu noża, podać jego oznaczenie i skład chemiczny,
2) uzasadnić swój wybór.
Wyposażenie stanowiska:
−
Polskie Normy,
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.
4.15.4.Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować węgliki spiekane?
2) wyjaśnić różnice między węglikami a tlenkami spiekanymi?
3) scharakteryzować tlenki spiekane?
4) rozróżnić rodzaje węglików?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
4.16. Tworzywa sztuczne
4.16.1. Materiał nauczania
Tworzywami sztucznymi nazywamy wielkocząsteczkowe organiczne substancje, które
mogą wykazywać właściwości plastyczne tylko przejściowo podczas ich wytwarzania lub
przechodzić w stan plastyczny w przypadku ich podgrzewania.
Tworzywa sztuczne są materiałami pochodzenia organicznego o złożonej budowie chemicznej,
jak żywice syntetyczne lub żywice naturalne modyfikowane, celulozy oraz wiele innych
związków chemicznych.
Pojęcie żywicy obejmuje różne związki chemiczne zbudowane pod względem chemicznym
w sposób jednolity z prostych cząstek, tzw. monomerów. Stanowią one powtarzające się
elementy strukturalne składające się na duże cząstki, tzw. polimery. Liczba monomerów
wchodzących w skład polimeru określa stopień polimeryzacji.
Polikondensacją nazywamy proces, podczas którego powstaje nowa substancja w wyniku
oddziaływania na siebie dwóch lub więcej rodzajów małych cząstek różnych substancji.
Powstająca substancja ma większą masę cząsteczkową niż każdy ze składników wchodzących
w jej skład oraz różni się składem chemicznym od składu reagentów. Tworzywa sztuczne
wykazują wiele cech fizykochemicznych, mechanicznych i technologicznych, które decydują
o coraz szerszym ich zastosowaniu w wielu dziedzinach techniki. Należy tu wymienić:
-
małą gęstość – l–j–2g/cm
3
,
-
znaczną wytrzymałość mechaniczną, np. wytrzymałość na rozciąganie, dochodzi
niekiedy
do 60MPa, a w niektórych przypadkach nawet tę wartość przekracza,
-
dobre właściwości przeciwcierne,
-
znaczną odporność na działanie czynników atmosferycznych,
-
dobre właściwości elektroizolacyjne,
-
dobre właściwości dielektryczne,
-
dobrą plastyczność,
-
estetyczny wygląd.
Pod względem budowy tworzywa sztuczne dzielimy na:
-
termoplasty, czyli mięknące pod wpływem temperatury co umożliwia ich formowanie,
odkształcanie, a nawet spawanie.
-
duroplasty – które są odporne na temperaturę.
Tworzywa sztuczne wytwarzane przez polikondensację mają w nowoczesnej technice
najszersze zastosowanie spośród materiałów tego typu. Prawie wszystkie materiały tej grupy
są termoutwardzalne. Umożliwia to wytwarzanie z nich przedmiotów odpornych na wpływ
temperatury. Poniżej omówiono ważniejsze żywice otrzymywane przez polikondensację.
Żywice fenolowo-aldehydowe (fenoplasty, bakelity) otrzymuje się przez polikondensację fenoli
i aldehydów. Zależnie od zawartości składników i warunków, w jakich przebiega reakcja oraz od
rodzaju katalizatora można otrzymywać żywice fenolowo-aldehydowe zarówno w postaci
materiałów termoutwardzalnych, jak i termoplastycznych.
Materiały te pod wpływem wysokiej temperatury przechodzą złożone reakcje chemiczne.
W pierwszym okresie pod działaniem wysokiej temperatury materiał ulega stopieniu. W tym
stanie żywica może się rozpuszczać w rozpuszczalnikach organicznych. Dalsze ogrzewanie
prowadzi do powstawania produktu trudno się rozpuszczającego w rozpuszczalnikach i nie
ulegającego topnieniu. Ogrzewanie żywicy do temperatury około 250°C powoduje jej
utwardzenie oraz wyraźnie zmienia własności substancji. Po odpowiednich zabiegach staje się
ona nieodwracalnie twarda, wytrzymała i ponadto odporna na wpływ otoczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
Żywice epoksydowe (np. epidian) są produktem polireakcji fenoli, głównie dianu
z epichlorhydryną. Odznaczają się doskonałą przyczepnością do metali i szkła, odpornością
chemiczną i właściwościami elektroizolacyjnymi. Stosuje się je jako kleje do metali, jako
warstwy chroniące metale przed korozją (w przemyśle samochodowym) oraz w postaci
arkuszy laminatów epoksydowo-szklanych w przemyśle aparatury elektronicznej.
Żywice mocznikowo-formaldehydowe (aminoplasty) są produktem polikondensacji
mocznika i formaldehydu. Wykazują właściwości termoplastyczne. Są bezbarwne, lecz dają się
zabarwiać na różne kolory. Ich techniczne znaczenie jest mniejsze niż żywic fenolowo-
aldehydowych, gdyż nie są odporne na wpływy atmosferyczne i łatwo ulegają pękaniu. Jedną z
ważniejszych cech żywic mocznikowo-fonnaldehydowych są własności elektroizolacyjne
i z tego powodu znajdują one zastosowanie na powłoki przewodów elektrycznych wysokiego
napięcia.
Żywice melaminowo-formaldehydowe są produktem polikondensacji melaminy
i formaldehydu. Ich właściwości fizyczne i chemiczne przewyższają nieco właściwości żywic
fenolowo-aldehydowych. Są one używane głównie do celów elektrotechnicznych jako powłoki
izolacyjne w przewodach elektrycznych.
Żywice anilinowo-formaldehydowe są produktami kondensacji aniliny i formaldehydu.
Żywice tego typu wykazują w pewnym stopniu właściwości termoplastyczne. Podczas
nagrzewania powstaje półprzeźroczysta substancja podobna do masy rogowej. Żywice tego
typu mają bardzo dobre właściwości elektroizolacyjne oraz znaczną odporność na działanie
wilgoci. Wykorzystuje się je do wytwarzania części urządzeń elektrotechnicznych.
Żywice silikonowe składają się z cząsteczek o skomplikowanej budowie, zawierających
atomy krzemu, węgła, wodoru i tlenu. Wykazują one doskonałe właściwości elektroizolacyjne
i dużą odporność na działanie podwyższonej temperatury. Niektóre żywice silikonowe
wytrzymują temperaturę do 300°C. Z żywic silikonowych wytwarza się substancje ciekłe
o bardzo dobrych właściwościach fizycznych. Są one używane jako smary i oleje. Ponadto
wytwarza się z nich lakiery elektroizolacyjne i ogniotrwałe oraz materiały prasowane. Jako
ważniejsze materiały otrzymywane przez polimeryzację można wymienić polichlorek winylu,
polistyren i metakrylan metylu.
Polichlorek winylu (winidur) jest produktem otrzymywanym w wyniku polimeryzacji
chlorku winylu. Ma postać białego proszku. W czystym stanie z trudem poddaje się
prasowaniu. W celu otrzymania wyrobów metodą prasowania do sproszkowanego polichlorku
winylu dodaje się plastyfikatorów, niekiedy również wypełniaczy. Polichlorek winylu odznacza
się doskonałą odpornością chemiczną, zwłaszcza w stosunku do wody i różnego rodzaju
olejów. Wykazuje on również dobre właściwości mechaniczne – przede wszystkim udarność.
Jedną z cech polichlorku winylu jest zdolność do spajania się w podwyższonej
temperaturze pod wpływem nacisku. Opisane właściwości polichlorku winylu decydują
o szerokim stosowaniu tego materiału w wielu dziedzinach techniki. Znany jest pod nazwami
handlowymi winifol, winidur, igelit, mipolan. Bywa używany do wyrobu kajaków, materiałów
podłogowych, płyt gramofonowych i naczyń, do przemysłu chemicznego, płaszczy, teczek, itp.
Polistyren jest produktem polimeryzacji styrenu. Odznacza się dobrymi właściwościami
mechanicznymi, elektroizolacyjnymi oraz optycznymi. Jako wadę należy wymienić małą
odporność na wpływ podwyższonej temperatury. Wyroby z polistyrenu nie mogą być używane
w temperaturze powyżej 80°C bez obawy utraty właściwości mechanicznych. Polistyren
stosuje się często w elektrotechnice, radiotechnice i przemyśle samochodowym. Gotowe
wyroby otrzymuje się metodami prasowania, odlewania pod ciśnieniem, odlewania w formach
oraz spiekania w celu uzyskania styropianu. Polistyren jest przezroczysty jak szkło. Można
z niego wyrabiać soczewki, oprawki, futerały, grzebienie itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
Metakrylan metylu znany jest pod nazwą pleksiglas. Jest to substancja bezbarwna
o doskonałej przezroczystości i dobrych właściwościach mechanicznych w niższej
temperaturze (do 80°C). Stosuje się go w wielu dziedzinach zamiast szkła oraz do wyrobu
różnych drobnych części wielu urządzeń technicznych. Można go przerabiać przez prasowanie,
odlewanie i skrawanie. Podobnie jak inne wymienione tworzywa otrzymywane metodą
polimeryzacji, wykazuje właściwości termoplastyczne.
4.16.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest i do czego stosujemy polistyren?
2. Co to jest i do czego stosujemy pleksiglas?
3. Co to jest i gdzie ma zastosowanie polichlorek winylu?
4. Co to jest i kiedy stosujemy epidian?
5. Gdzie mają zastosowanie aminoplasty?
4.16.3. Ćwiczenia
Ćwiczenie 1
Dobierz tworzywo sztuczne do wykonania obudowy pudełka na płytę CD.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
tworzywa sztucznego do wykonywanego elementu,
2) podać jego oznaczenie i skład chemiczny,
3) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
Polskie Normy,
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.
4.16.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie polikondensacji?
2) wyjaśnić co nazywamy termoplastami?
3) uzasadnić stosowanie żywic silikonowych?
4) wskazać cechy charakterystyczne winiduru?
5) wskazać cechy metakrylanu metylu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
4.17. Materiały ceramiczne
4.17.1. Materiał nauczania
Ceramika– dawniej – całość wyrobów otrzymywana z gliny wypalanej po jej
uformowaniu.
Obecnie określenia używa się w stosunku do wszystkich materiałów otrzymywanych
z mieszaniny surowców występujących w stanie naturalnym (gliny, skalenie, kwarc, kaolin)
oraz wytworzonych związków chemicznych (tlenków, krzemianów, węglików, azotków,
siarczków i innych) przez wypalenie ich do stanu spieczenia. Do ceramiki obecnie zalicza się
wyroby z glin, szkło, emalie, spoiwa mineralne, materiały ścierne, niemetaliczne materiały
magnetyczne, ferroelektryczne, dielektryczne itp. Wszystkie materiały ceramiczne cechują się
dużą odpornością na działanie wysokiej temperatury, czynników chemicznych, twardością.
Są to jednak materiały kruche i nie nadają się do obróbki po wypaleniu (można je tylko
delikatnie szlifować).
Proces produkcji wyrobów ceramicznych polega na dokładnym wymieszaniu masy
otrzymanej ze zmielonych (rozrobionych) surowców z wodą (lub bez wody), odpowietrzeniu,
formowaniu, suszeniu i wypalaniu. Proces wypalania odbywa się w specjalnych piecach
w temperaturze od 900°C do 2000°C (w zależności od rodzaju użytych surowców). Niektóre
materiały ceramiczne, po wypaleniu pokrywa się szkliwem i ponownie wypala.
Ceramikę używa się w różnych dziedzinach gospodarki, np. w budownictwie, elektronice,
chemii, przy budowie piecy używanych do wypalania cementu, piecy szklarskich, do wytopu
metali w hutnictwie, jako materiał ścierny itp., a także do produkcji naczyń domowego użytku.
Wyroby używane w budownictwie można podzielić na trzy grupy:
1) wyroby o czerepie porowatym (nasiąkliwość wagowa waha się od 6% do 22%) – do
grupy tej należą:
-
wyroby ceglarskie, czyli cegły, pustaki ścienne i stropowe, dachówki, sączki
drenarskie itp.,
-
wyroby glazurowane – kafle piecowe, płytki ścienne,
-
wyroby ogniotrwałe – np. wyroby szamotowe, krzemionkowe, termalitowe,
2) wyroby o czerepie zwartym (o nasiąkliwości wagowej do 6%):
-
cegły i kształtki klinkierowe,
-
płytki podłogowe (terakota),
-
wyroby kamionkowe,
-
ceramika półszlachetna – wyroby fajansowe i porcelanowe, np. wyposażenie
łazienek(umywalki, sedesy itp.),
-
wyroby klinkierowe – są to wyroby ceramiczne zwarte.
Otrzymuje się je z glin
o niskiej temperaturze spiekania i wysokiej temperaturze stapiania.
Wyroby wypalane są w temperaturze od 1200
o
C do 1300
o
C. Cechuje je mała nasiąkliwość
wagowa i większa, niż dla wyrobów o czerepie porowatym wytrzymałość mechaniczna.
Do wyrobów klinkierowych należą:
-
cegła budowlana klinkierowa – o wymiarach takich samych jak cegła zwykła pełna,
produkowana jako pełna lub z otworami (najczęściej prostopadłymi do podstawy).
3) ceramika ogniotrwała.
Ze względu na charakter oddziaływania chemicznego materiały ogniotrwałe dzieli się na
kwaśne, zasadowe i obojętne. Do materiałów kwaśnych należą wyroby krzemionkowe,
szamotowe i pokrewne. Reagują one w wysokiej temperaturze z materiałami zasadowymi.
Do materiałów zasadowych zalicza się wyroby magnezytowe, dolomitowe itd. Do materiałów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
obojętnych należą substancje, które nie reagują w wysokiej temperaturze ani z materiałami
zasadowymi, ani z kwaśnymi, jak np. wyroby węglowe, chromitowe i inne.
Wyroby ogniotrwałe dzieli się ponadto według surowców, z których są wykonane.
W związku z tym rozróżnia się wyroby krzemionkowe, szamotowe, magnezytowe,
dolomitowe, chromitowe, węglanowe, karborundowe i inne.
Wyroby krzemionkowe, zwane czasem dynasem, są wykonywane z rozdrobnionych
kwarcytów (SiO
2
), z dodatkiem mleka wapiennego i melasy lub ługu posiarczynowego,
następnie wypalanych.
Wyroby szamotowe składają się z kaolinu (AI2O3 – 2SiO
2
• 2H
2
O) lub gliny
ogniotrwałej plastycznej oraz szamotu, piasku itp. jako materiału schudzającego. Szamot jest
wypaloną i mieloną gliną ogniotrwałą. Wyroby kwarcowo-szamotowe odznaczają się małym
skurczem. Jest to spowodowane zwiększeniem całkowitej zawartości krzemionki w masie
wyrobu. Wyroby szamotowe kwasoodporne, jakkolwiek różnią się nieznacznie składem
chemicznym od zwykłych wyrobów szamotowych, to jednak ze względu na znaczny stopień
spieczenia i zwartą nieporowatą budowę odznaczającą się odpornością w wysokiej
temperaturze na chemiczne działanie kwasów, a nawet zasad. Ognioodporność tych
materiałów jest jednak mniejsza niż normalnych wyrobów szamotowych.
Wyroby magnezytowe wykonuje się z rozdrobnionego magnezytu (MgCO
3
)
z dodatkiem melasy. Mniej są one odporne na nagłe zmiany temperatury, co objawia się
pękaniem i rozsypywaniem obmurza wykonanego z tego materiału.
Wyroby dolomitowe należą również do grupy materiałów zasadowych. Wykonuje się je
z wypalonego i następnie rozdrobnionego dolomitu (CaCO
3
MgCO
3
).
Wyroby węglowe zalicza się z punktu widzenia oddziaływania chemicznego do grupy
materiałów obojętnych. Podstawowym składnikiem wyrobów węglowych jest węgiel lub grafit
wiązany ceramicznie gliną ogniotrwałą, smołą itp. Zastosowanie wyrobów węglowych
ogranicza się jedynie do atmosfery redukującej lub obojętnej. Atmosfera utleniająca bowiem
powoduje utlenienie się węgla, a więc zniszczenie materiału.
4.17.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie ma zastosowanie ceramika ogniotrwała?
2. Gdzie ma zastosowanie terakota?
3. Gdzie mają zastosowanie wyroby glazurowane?
4. Z jakich materiałów produkuje się ceramikę?
4.17.3. Ćwiczenia
Ćwiczenie 1
Dobierz odpowiedni materiał ceramiczny do wyłożenia pieca ogrodowego do wędzenia
wyrobów wędliniarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
materiału ceramicznego do wykonywanego elementu, podać jego oznaczenie i skład
chemiczny,
2) uzasadnić swój wybór.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
Wyposażenie stanowiska pracy:
−
Polskie Normy,
−
Poradnik Mechanika,
−
komputer z dostępem do Internetu.
4.17.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować wyroby szamotowe?
2) podać właściwości terakoty?
3) opisać proces powstawania ceramiki?
4) wskazać cechy charakterystyczne wyrobów węglowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
4.18. Kompozyty
4.18.1. Materiał nauczania
Kompozytem nazywamy tworzywo powstałe przez połączenie dwóch lub więcej
materiałów, z których jeden jest wiążącym, a inne spełniają rolę wzmacniającą i są
wprowadzane w postaci ziarnistej, włóknistej lub warstwowej. W wyniku tego uzyskuje się
kombinację własności (najczęściej chodzi tu o własności mechaniczne) niemożliwą do
osiągnięcia w materiałach wyjściowych. Cenną cechą kompozytów jest możliwość
projektowania ich struktury w kierunku uzyskania założonych własności. Z tego względu
kompozyty znalazły szerokie zastosowanie we współczesnej technice i przewiduje się dalszy
dynamiczny ich rozwój.
Kompozyty składają się z osnowy i z rozmieszczonego w niej drugiego składnika
o znacznie wyższych właściwościach wytrzymałościowych lub większej twardości zwanego
zbrojeniem.
Osnowa – jest to najczęściej polimer (może to być także metal, np. tytan, glin, miedź) lub
ceramika (np. tlenek glinu). Najczęściej osnową są polimery, ze względu na ich mały ciężar
właściwy i łatwość kształtowania. Niezależnie jednak, jaki to jest materiał osnowa spełnia
w kompozycie następujące funkcje:
-
zlepia zbrojenie,
-
umożliwia przenoszenie naprężeń na włókna,
-
decyduje o właściwościach chemicznych i cieplnych kompozytu,
-
nadaje żądany kształt wyrobom,
-
dobrze wiąże się ze zbrojeniem.
Zbrojenie: może mieć postać proszku lub włókien. Dodawane jest w dużej ilości do
kompozytu. Zbrojenie zazwyczaj tylko fizycznie działa na osnowę. Zbrojenie spełnia zadania:
-
poprawia określone właściwości mechaniczne i (lub) użytkowe wyrobu,
-
niekiedy zmniejsza koszt wsadu surowcowego (dotyczy to napełniaczy proszkowych).
Kompozyty można sklasyfikować wg rodzaju i kształtu fazy umacniającej (zbrojenie
kompozytu) oraz typu osnowy.
Ze względu na pochodzenie kompozytu możemy wyróżnić:
−
kompozyty sztuczne – wytworzone przez człowieka,
−
kompozyty naturalne – np. drewno.
Ze względu na rodzaj zbrojenia wyróżniamy kompozyty:
-
włókniste,
-
proszkowe,
-
porowate
ciała
stałe
lub
pianki.
Kompozyty umacniane włóknami można podzielić na umacniane włóknami ciągłymi
i krótkimi (ciętymi), a w zależności od kierunku ułożenia włókien mogą być umacniane
włóknami równoległymi, nierównoległymi, matami, tkaninami, plecionkami itp. Odrębnym
rodzajem jest laminat, czyli kompozyt warstwowy umacniany warstwami papieru, drewna,
tkanin, podczas gdy osnowę stanowi żywica syntetyczna. Są też stosowane laminaty typu
„plaster miodu” lub kompozyty warstwowe o osnowie metalowej. Można dzielić kompozyty
wg rodzaju materiału włókien (metalowe, ceramiczne węglowe, polimerowe) lub osnowy
(metal, ceramika, węgiel, tworzywa sztuczne).
W zależności od tego, jaka jest postać zbrojenia otrzymujemy albo kompozyty proszkowe,
albo włókniste. Włókna mogą być ciągłe, ułożone jednokierunkowo, bądź cięte zorientowane
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
w jednym kierunku lub rozmieszczone w sposób chaotyczny. Od rodzaju zbrojenia, jego
kształtu i sposobu rozmieszczenia będą zależały właściwości kompozytu.
Kompozyty zbrojone proszkami, bądź statystycznie rozmieszczonymi włóknami ciętymi
mają właściwości jednakowe w każdym kierunku (izotropia).
Kompozyty zbrojone włóknem ciągłym, bądź zorientowanym włóknem ciętym mają
wyższe właściwości wytrzymałościowe w kierunku wzdłuż włókien niż w kierunku
poprzecznym do włókien (anizotropia).
Kompozyty ceramiczne:
Dobra sztywność i twardość ceramiki można czasami połączyć z odpornością na
obciążenia dynamiczne polimerów, czy metali przez wytworzenie kompozytu. Przykładem
mogą być tworzywa sztuczne wzmocnione włóknami szklanymi lub węglowymi; włókna
szklane lub węglowe usztywniają dość miękki polimer. Jeżeli włókno pęknie, pękniecie
rozprzestrzeni się w miękkim polimerze ulega w nim zahamowaniu, nie uszkadzając reszty
przekroju. Innym przykładem jest cermetal: cząstki twardego węglika wolframu są powiązane
metalicznym kobaltem. Cermetal jest spiekiem ceramiczno-metalowym, materiał otrzymywany
przez prasowanie i spiekanie zmieszanych proszków ceramicznych i proszków metali.
Składnikami cermetali są najczęściej tlenki (np. glinu) i węgliki (np. tytanu, chromu), a także
azotki, borki, krzemki, składnikami metalicznymi — m.in. żelazo, nikiel, chrom. Cermetale
odznaczają się dużą twardością, ogniotrwałością, odpornością na chemikalia, są dość kruche;
stosowane m.in. do wytwarzania ostrzy narzędzi skrawających, elementów turbin gazowych i
silników odrzutowych, części aparatury chemicznej, osłon paliwa w reaktorach jądrowych.
GFRP (kompozyt polimerowy wzmocniony włóknami polimerowymi) Szkło – polimer.
Konstrukcje wymagające materiałów o szczególnych właściwościach.
CFPR (kompozyt polimerowy wzmocniony włóknami węglowymi) Węgiel – polimer.
Konstrukcje wymagające materiałów o szczególnych właściwościach.
Cermetal WC – Co – narzędzia skrawające oraz do obróbki plastycznej. Nowe kompozyty
ceramiczne Al.3O3 – SiC. Zastosowania do urządzeń pracujących w wysokich temperaturach
wymagających dużej odporności na obciążenia dynamiczne. Zastosowanie kompozytów:
-
sprzęt gospodarstwa domowego (odporność temperaturowa, stabilność wymiarów,
izolacyjność),
-
z kompozytów wykonuje się, np. szafy na gazomierze i wodomierze oraz wkładki do
żelazek oddzielające uchwyt od płyty grzejnej,
-
budownictwo (mała masa, łatwość montażu, odporność korozyjna, nie wymagają
konserwacji, łatwe w utrzymaniu),
-
z kompozytów wykonuje się, np. balustrady balkonowe, dachówki, stolarkę okienną,
drzwi,
-
budki telefoniczne,
-
lotnictwo (mała masa, wytrzymałość mechaniczna, sztywność).
4.18.2. Pytania sprawdzające
Odpowiadając na pytanie, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie ma zastosowanie cermetal WC?
2. Gdzie mają zastosowanie laminaty typu „plaster miodu”?
3. Gdzie mają zastosowanie kompozyty?
4. Jak mogą być zbudowane kompozyty?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
4.18.3. Ćwiczenia
Ćwiczenie 1
Dobierz odpowiedni laminat do wykonania kadłuba jednostki bezpokładowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
laminatu do wykonywanego kadłuba, podać jego oznaczenie i skład chemiczny,
2) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
-
Polskie Normy,
-
Poradnik Mechanika,
-
komputer z dostępem do Internetu.
4.18.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować kompozyty?
2) podać właściwości cermetali?
3) uzasadnić stosowanie kompozytów?
4) wskazać gdzie możemy stosować kompozyty?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
4.19. Materiały uszczelniające
4.19.1. Materiał nauczania
Tworzywa sztuczne ze względu na właściwości znalazły zastosowanie we wszystkich
dziedzinach, a zatem nie mogło ich również zabraknąć w tak specyficznej dziedzinie, jaką są
wszelkiego rodzaju uszczelnienia. Uszczelnienia są stosowane na każdym kroku, począwszy
od budownictwa, poprzez motoryzację, a skończywszy na artykułach gospodarstwa
domowego i opakowaniach. Uszczelnienia zarówno elastyczne, jak i twarde mogą być
wytwarzane z jednego składnika, jak materiały spienione albo materiały lite. Uszczelnienia
można wykonywać wcześniej w zakładach przetwórstwa tworzyw sztucznych lub na miejscu
montażu.
Uszczelnienia gumowe
Guma na bazie kauczuków syntetycznych i kauczuku naturalnego jest podstawowym
materiałem
stosowanym
do
wytwarzania
uszczelnień.
Składnikiem
decydującym
o właściwościach wulkanizatów gumowych jest kauczuk. Makrocząsteczki kauczuków pod
wpływem siarki lub innych procesów chemicznych ulegają procesom sieciowania, tworząc
gumę. Gumy wykazują zdolność odwracalnego rozciągania, nie ulegają jednak mięknięciu pod
wpływem ogrzewania i nie można ich przetwarzać metodami stosowanymi w przetwórstwie
tworzyw termoplastycznych. Do wytwarzania wulkanizatów gumowych stosuje się różne
kauczuki:
-
kauczuki nitrowe (NBR) – wulkanizaty tego kauczuku charakteryzują się wysoką
elastycznością, wytrzymałością na zerwanie, małym odkształceniem przy ściskaniu oraz
odpornością na oleje – uszczelnienia na bazie tego kauczuku stosowane są w hydraulice
i pneumatyce,
-
kauczuki akrylowe – wulkanizaty wykazują lepszą odporność na gorące powietrze, tlen,
ozon i oleje niż wulkanizaty nitrowe. W porównaniu z elastomerami wykazują mniejszą
odporność na zerwanie, ponadto charakteryzują się dużym odkształceniem trwałym przy
ściskaniu. Uszczelnienia na bazie kauczuku akrylowego mogą być stosowane w zakresie
temperatur od –20 do 150°C, są one odporne na oleje mineralne (silnikowe
i przekładniowe) i w ograniczonym stopniu na wodę,
-
kauczuk chloroprenowy – wulkanizaty chloroprenowe wykazują dobrą odporność
na ozon, naturalne warunki atmosferyczne, związki chemiczne, nie są one odporne na
paliwa, węglowodorowe aromatyczne i węglowodory chlorowane; gumę na bazie tego
kauczuku stosuje się zazwyczaj do wytwarzania uszczelnień narażonych na działanie
warunków atmosferycznych,
-
kauczuk silikonowy – charakteryzuje się bardzo dobrą odpornością na wysokie i niskie
temperatury, wykazuje dobre właściwości dielektryczne i bardzo dobrą odporność na tlen
i
ozon, jest niepalny, wyroby można stosować w szerokim zakresie temperatur
od –60–200°C, nie należy natomiast ich stosować jako uszczelnień części ruchomych ze
względu na niską wytrzymałość na rozdzieranie i dużą ścieralność,
-
kauczuk fluorowy – kopolimery głównie fluorku winylidenu i heksafluoropropylenu lub
fluorku winylidenu i trifluorochloroetylenu, są to niepalne materiały o bardzo dużej
odporności cieplnej i chemicznej, są odporne na tlen, a także na promieniowanie
ultrafioletowe.
Materiały
na
bazie
kauczuków
fluorowych można stosować
w temperaturze od –25 do 200°C. Wulkanizaty fluorowe są odporne na oleje i smary
mineralne, węglowodory aromatyczne i alifatyczne, oleje syntetyczne do silników

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
88
samolotowych, nie są natomiast odporne na stężone roztwory mocnych zasad i kwasów,
kwasy organiczne, ketony, estry i etery, a także na gorącą wodę i parę wodną,
-
kauczuk butadienowo-styrenowy (SB) – wulkanizaty wykazują podwyższoną odporność
na ścieranie, a także na działanie ozonu, warunków atmosferycznych I podwyższonej
temperatury,
-
kauczuk
etylenowo-propylenowo-dienowy
(EPDM)
–
mieszanki
gumowe
na
bazie
tego
kauczuku stosowane są do uszczelnień pracujących w instalacjach wodnych, pralkach
automatycznych i hydraulice.
Odrębną grupę materiałów do wytwarzania uszczelnień elastycznych stanowią tworzywa
termoplastyczne, niewymagające wulkanizacji.
Uszczelnienia z plastyfikowanego PVC (PVC–P)
Powszechnie znanym materiałem, do tej pory stosowanym, jest plastyfikowany polichlorek
winylu (PVC–P). Uszczelnienia z plastyfikowanego PVC wytwarza się na ogół metodą
wytłaczania w postaci profilu o określonym kształcie. Kształt profili dobiera się w taki sposób,
aby ściśle przylegały do uszczelnianych elementów. W celu uzyskania odpowiedniej twardości
uszczelki stosuje się różne zawartości zmiękczaczy spełniających określone wymagania
użytkowe – coraz częściej stosuje się niskim stopniem migracji do powierzchni wyrobu, gdyż
w przeciwnym wypadku ulegają one stwardnieniu. Polichlorek winylu można dowolnie
modyfikować i w efekcie uzyskuje się uszczelnienie o szerokim wachlarzu zastosowań,
odporne na różne media (np. oleje, tłuszcze, odporne na niskie temperatury, itd.).
Uszczelnienia z polichlorku winylu są szeroko stosowane szczególnie w budownictwie ze
względów głównie ekonomicznych i właściwości użytkowych.
Uszczelnienia z elastomerów termoplastycznych (TPE)
Elastomery termoplastyczne niewymagające wulkanizacji – przetwarza się wszystkimi
metodami stosowanymi w przypadku konwencjonalnych tworzyw termoplastycznych. Są to
układy dwufazowe: jako polimery blokowe, polimery szczepione lub kopolimery złożone
z dwóch niemieszalnych wzajemnie składników. Proces przetwórstwa elastomerów
termoplastycznych jest zdecydowanie łatwiejszy w porównaniu z mieszankami gumowymi,
a właściwości wyrobów są porównywalne z właściwościami wyrobów na bazie kauczuków
chloroprenowych czy EPDM. Ogólnie elastomery termoplastyczne można podzielić na
następujące klasy: kopolimery blokowe styrenu (SBS), blendy poliolefinowe (TPO), stopy
elastomerowe, poliuretany termoplastyczne i polimery termoplastyczne.
Termoplastyczne elastomery oleinowe (TPO)
Najczęściej są to bledy homopolimeru lub kopolimery propylenu z kauczukiem: etylen–
propylen (EP) lub etylen–propylen–dien (EPDM). Elastomery te mogą zawierać inne dodatki,
np.: napełniacze, stabilizatory UV, antyutleniacze itp.
Zaletą uszczelnień wykonanych z TPO jest doskonała udarność w niskich temperaturach
połączona ze stosunkowo dużą sztywnością. Wyroby z TPO mogą być wytwarzane
w szerokim zakresie elastyczności od bardzo twardych do bardzo miękkich, wykazują dobrą
odporność na chemikalia i dobre właściwości dielektryczne, mogą być stosowane w zakresie
temperatur od –40°C do 130°C.
Termoplastyczne elastomery styrenowe
Kopolimery
blokowe,
najczęściej
spotykane
to
styren/butadien/styren
(SBS),
styren/etylen–butadien/styren (SEBS) i styren/etylen–propylen/styren (SEPS). Charakteryzują

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
89
się one przy rozciąganiu parametrami porównywalnymi do gumy, wykazują bardzo dobre
właściwości
dielektryczne, są odporne na kwasy i zasady, mogą być wytwarzane w szerokim przedziale
twardości od 28 do 95ShA. Często są one stosowane do modyfikacji innych tworzyw
termoplastycznych, szczególnie poliolefin.
Elastomery poliuretanowe
Ze względu na sposób przetwarzania można je podzielić na trzy główne grupy: elastomery
lane, walcowane (sieciowane siarką, izocyjanianami lub nadtlenkami) i termoplastyczne
(elastoplasty). Reaktywne układy poliuretanowe zwykle są dostępne w postaci tzw. systemów,
których skład i składniki są odpowiednio dobrane.
Termoplastyczne elastomery poliuretanowe – tzw. elastoplasty – w warunkach
użytkowania wykazują cechy charakterystyczne dla elastomerów, po ogrzaniu uplastyczniają
się i można je przetwarzać metodami typowymi stosowanymi w przetwórstwie tworzyw
termoplastycznych. Właściwości wyrobów z tworzyw poliuretanowych zależą od
zastosowanych składników i w dużym stopniu od metody otrzymywania.
4.19.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie ma zastosowanie kauczuk?
2. Z jakich materiałów produkujemy uszczelnienia?
3. Jakiego rodzaju rozróżniamy uszczelnienia?
4. W jakim celu stosujemy uszczelnienia?
4.19.3. Ćwiczenia
Ćwiczenie 1
Dobierz materiał uszczelniający do wykonania uszczelki pompy hydraulicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) korzystając z Polskich Norm i Tablic Wytrzymałościowych dobrać odpowiedni rodzaj
materiału uszczelniającego do wykonywanego elementu, podać jego oznaczenie i skład
chemiczny,
2) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
-
Polskie Normy,
-
Poradnik Mechanika,
-
komputer z dostępem do Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
90
4.19.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować gumę?
2) określić właściwości elastoplastów?
3) uzasadnić stosowanie uszczelek z TPO?
4) wskazać rodzaje uszczelek wykonywanych z PVC –P?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
91
4.20. Przepisy bhp podczas wykonywania badań
4.20.1. Materiał nauczania
Przestrzeganie zasad bhp na stanowisku wykonywanej pracy pozwala na uniknięcie
wypadków, których konsekwencją mogą być kalectwo a nawet śmierć pracownika. Dotyczy to
w takim samym stopniu uczniów, za których bezpieczeństwo w trakcie realizacji programu
odpowiada szkoła, nauczyciel, ale także sam uczeń.
Przystępując do realizacji zajęć w szkole uczeń powinien być zdrowy, wypoczęty.
Sytuacją szczególną, stwarzającą wiele zagrożeń bezpośrednich dla ucznia jest kontakt
z urządzeniami, przy pomocy których wykonuje ćwiczenie.
Jednostka modułowa: Badanie materiałów konstrukcyjnych musi się odbywać w specjalnie
do tego przygotowanej i wyposażonej pracowni, lub w kilku pracowniach, najczęściej
nazywanych pracownią techniczną. Każda z takich pracowni musi posiadać regulamin
pracowni, regulamin wykonywanych ćwiczeń, instrukcje obsługi znajdujących się w pracowni
urządzeń, zawierające wskazówki, dotyczące zachowania bezpieczeństwa, przepisów bhp,
ochrony środowiska, a także ppoż.
Pomimo takich zabezpieczeń zdarzają się niebezpieczne sytuacje mogące spowodować
wypadek. Większość urządzeń, z których korzystamy przy realizacji ćwiczeń znajduje się pod
napięciem, dlatego niezmiernie ważne jest oprócz świadomości zagrożenia wypracowanej
u uczniów, bardzo ścisłe przestrzeganie instrukcji obsługi, a także zdyscyplinowane
przestrzeganie zaleceń nauczyciela.
Niektóre z urządzeń mogą emitować szkodliwe i niebezpieczne dla zdrowia
promieniowanie, mogą wywoływać odczyny alergiczne. Dlatego uczeń korzystający
z pracowni musi mieć wykształconą świadomość odpowiedzialnego zachowania, dotyczącego
własnego bezpieczeństwa, ale także bezpieczeństwa kolegów, z którymi współpracuje
w zespole. Jego ubranie musi być stosowne do wykonywanych zajęć, bez zbędnych, luźnych
ozdób, zwisających części, pasków, itp. Niektóre ćwiczenia wymagają stosowania odzieży
ochronnej, nakrycia głowy, okularów ochronnych, odpowiedniego obuwia. Przygotowanie
niektórych materiałów do badań wymaga zastosowania obróbki ręcznej i ręczno-maszynowej,
używania olejów i smarów, stąd konieczność przestrzegania określonych przepisów i zasad
zachowania:
1. Urządzenia, sprzęt i maszyny powinny być obsługiwane przez uprawnioną i przeszkoloną
osobę.
2. W każdej pracowni musi znajdować się instrukcja korzystania z pracowni, której
znajomość uczeń potwierdza własnoręcznym podpisem.
3. Przystępując do wykonania ćwiczenia należy posługiwać się sprawnymi narzędziami.
4. Instrukcja obsługi urządzenia musi znajdować się na widocznym miejscu.
5. Przestrzegając przepisów bezpieczeństwa zawartych w instrukcjach obsługi urządzeń
i aparatów, w szczególności nie należy:
-
dotykać przewodów znajdujących się pod napięciem,
-
dotykać bez istotnej potrzeby części uziemionych (korpusy maszyn, urządzenia
wodociągowe itp.) lub opierać się o nie w czasie wykonywania ćwiczeń,
-
zbliżać części ciała i ubranie do wirujących części urządzeń,
-
uruchamiać bez zezwolenia nauczyciela prowadzącego maszyn, urządzeń, aparatury
kontrolno-pomiarowej,
-
podłączać układu do źródła prądu przed sprawdzeniem przez nauczyciela i bez jego
zgody.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
92
6. Przedmioty obrabiane lub poddane badaniom powinny być prawidłowo i pewnie
zamocowane, aby podczas obróbki nie nastąpiło ich przesunięcie i odmocowanie, co może
być przyczyną wypadku.
7. Podczas wykonywania operacji, w których powstają odpryski, należy używać okularów
ochronnych.
8. Nie należy posługiwać się narzędziami mającymi jakiekolwiek uszkodzenia, zarówno
w części roboczej, jak i w części chwytowej.
9. Podczas ostrzenia narzędzi lub pracy na szlifierkach należy używać okularów ochronnych.
Nie wolno dotykać lub zatrzymywać ręką obracających się części.
10. Przy zakładaniu ściernicy należy sprawdzić, czy nie jest pęknięta i należy ją dokładnie
wyważyć.
11. Wirujące części urządzenia powinny być zabezpieczone osłonami.
12. Powstające wióry i opiłki należy usuwać szczotką lub haczykiem.
13. Narzędzia i urządzenia o napędzie elektrycznym powinny mieć uziemienie.
14. Narzędzia ręczne używane przy pracach elektrycznych powinny mieć izolowane uchwyty.
15. Nie należy dotykać przewodów z uszkodzoną izolacją lub bez niej.
16. Wszystkie nieprawidłowości powstałe podczas wykonywania ćwiczeń, lub zauważone
wcześniej należy zgłaszać nauczycielowi.
17. Przy pracy z płynami typu nafta i oleje należy zabezpieczyć się przed ich rozlaniem, a jeśli
ono nastąpi należy bezzwłocznie przerwać wykonywanie ćwiczenia, zgłosić
nauczycielowi.
18. W pracowni, gdzie posługujesz się olejem i smarami nie wolno przebywać z otwartym
ogniem. Należy ściśle przestrzegać zaleceń regulaminu i wykonywać czynności według
instrukcji pisemnych lub ustnych, udzielanych przez nauczyciela prowadzącego ćwiczenia.
4.20.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co powinieneś zrobić, zanim zaczniesz wykonywać ćwiczenie w pracowni?
2. Co pozwala uniknąć wielu wypadków czasie wykonywania ćwiczeń?
3. Kto może obsługiwać urządzenia znajdujące się na stanowisku pracy?
4. Czy można dotykać przewodów z uszkodzoną izolacją?
5. Jaki powinien być twój strój do wykonywania ćwiczeń?
6. Czy można opierać się o uziemione urządzenia?
7. Dlaczego narzędzia wirujące muszą być dobrze umocowane?
8. W jakich sytuacjach należy używać okularów ochronnych?
9. Jakie urządzenia powinny być wyposażone w osłony?
10. W jaki sposób usuwa się wióry i opiłki?
11. W jaki sposób zabezpiecza się wirujące części urządzeń?
12. Jak powinny być zabezpieczone narzędzia ręczne używane do prac elektrycznych?
13. Jak należy się zachować w przypadku rozlanego oleju w pracowni?
14. Co należy zrobić, jeśli przewody elektryczne mają uszkodzoną izolację?
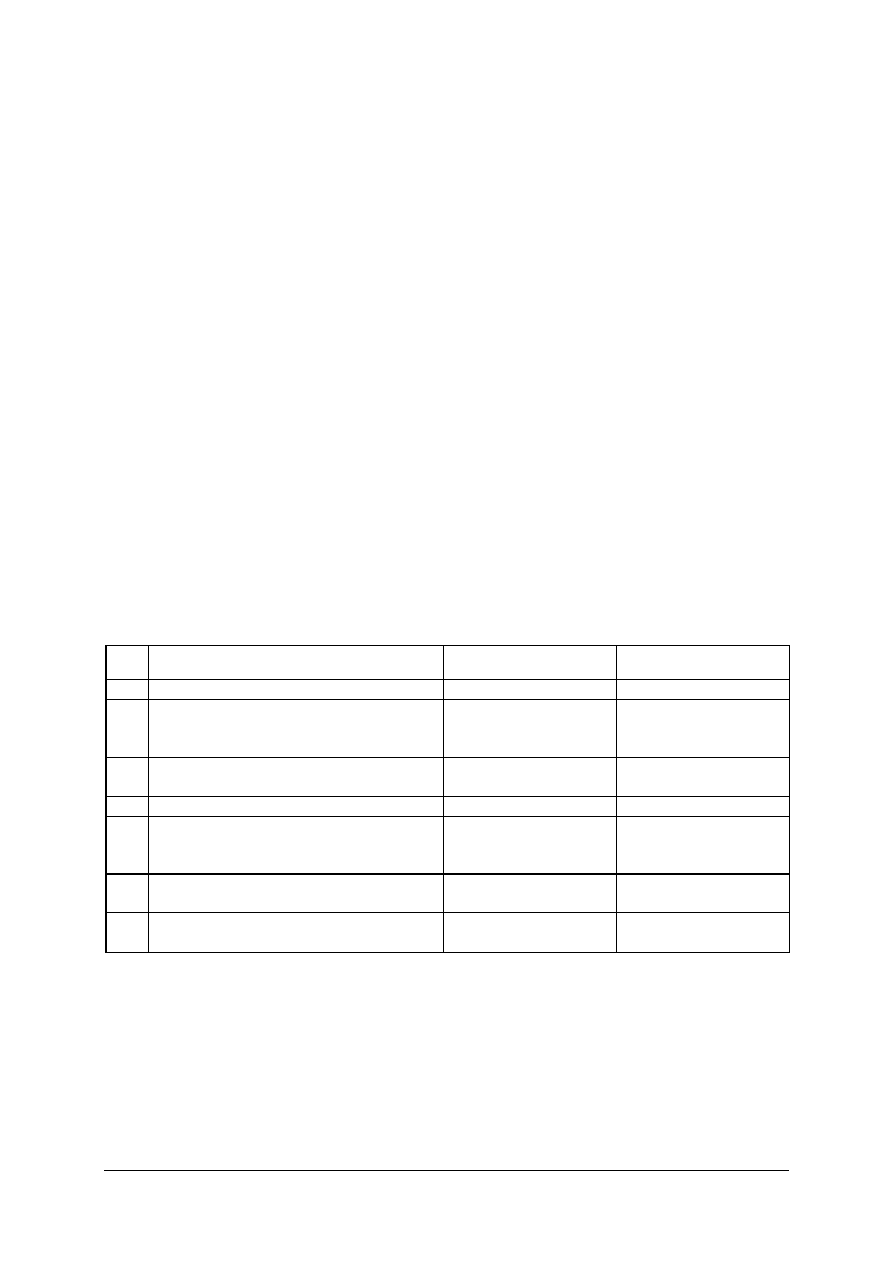
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
93
4.20.3. Ćwiczenia
Ćwiczenie 1
Wybierz z przedstawionej grupy narzędzi te, które można zastosować do wykonywania
i przygotowania ćwiczeń lub przeprowadzenia próby badawczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wybrać z różnych narzędzi, przygotowanych przez nauczyciela, wyłącznie takie, które nie
posiadają żadnych wad,
2) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
tarcza szlifierska,
−
przecinaki,
−
piłka do metali,
−
wkrętaki,
−
obcęgi,
−
wiertło.
Ćwiczenie 2
W tabeli podano opis sytuacji stwarzających zagrożenie dla ćwiczącego. Uzupełnij tabelę,
opisując powstałe zagrożenie i zaproponuj jak mu zapobiec.
Lp.
Opis sytuacji na stanowisku pracy
Opis zagrożenia
Sposób rozwiązania
1.
Na podłodze został rozlany olej
2.
Podczas szlifowania próbek
pracownik nie używa okularów
ochronnych
3.
Próbka zamocowana w maszynie
wytrzymałościowej wysuwa się
4.
Piłka do metalu ma luźny brzeszczot
5.
Drut zamocowany w imadle podczas próby
przeginania lekko się przesuwa
6.
Lusterko w aparacie Erichsena jest
pęknięte
7.
Podpory do próbek w młocie
Charpy'ego nie są równoległe
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) w kolumnie opis zagrożenia wpisać krótką charakterystykę zaistniałej sytuacji,
2) w kolumnie sposób rozwiązania zaproponować likwidację zagrożenia zgodnie
z przepisami bhp oraz instrukcjami stanowiskowymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
94
Wyposażenie stanowiska:
-
regulamin pracowni,
-
instrukcja bhp,
-
instrukcja do wykonania ćwiczenia.
4.20.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić, jakie zagrożenie występuje podczas wykonywania
ćwiczenia na maszynie wytrzymałościowej?
2) wyjaśnić, jakie ubranie należy mieć podczas obsługi szlifierki?
3) podać zagrożenia występujące podczas próby udarności,
4) wyjaśnić, przepisy bhp podczas badań właściwości technologicznych,
5) wyjaśnić, dlaczego badania radiologiczne mogą być szkodliwe?
6) opisać, jak wykonać roztwór kwasu do trawienia próbek?
7) wyjaśnić, dlaczego olej rozlany stwarza zagrożenie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
95
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test pisemny zawiera 24 zadania i sprawdza wiadomości z zakresu badania materiałów
stosowanych w przemyśle okrętowym.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając znak X. Zakreśl
tylko jedną odpowiedź prawidłową. W przypadku pomyłki należy błędną odpowiedź
wziąć w kółko i zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu pisemnego masz 90 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Do wielkiego pieca między innymi dodajemy
a) węgiel.
b) siarkę.
c) koks.
d) wodę.
2. Udarność jest miarą
a) plastyczności materiału.
b) kruchości materiału.
c) wytrzymałości na zginanie.
d) wytrzymałości na ścinanie.
3. Która ruda zawiera najwięcej żelaza
a) hematyt.
b) magnetyt.
c) syderyt.
d) limonit.
4. Stal jest to stop żelaza z węglem o zawartości węgla
a) do 2%.
b) do 5%.
c) do 12%.
d) do 1%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
96
5. Odporność materiału na obciążenia to właściwości
a) chemiczne.
b) mechaniczne.
c) fizyczne.
d) technologiczne.
6. Zdolność materiałów do przenoszenia obciążeń, to
a) wytrzymałość.
b) sprężystość.
c) twardość.
d) kruchość.
7. Próbę rozciągania przeprowadza się
a) na zrywarce.
b) na tokarce.
c) na frezarce.
d) w imadle.
8. Granica sprężystości, to wielkość, poniżej której materiał
a) posiada zdolność do odkształceń trwałych.
b) powraca do stanu początkowego po odjęciu siły.
c) zaczyna nadmiernie wydłużać się.
d) pęka pod wpływem obciążeń.
9. Dodatek krzemu do stali oznacza się literą
a) W.
b) S.
c) C.
d) U.
10. Staliwo to stop żelaza z węglem w postaci
a) lanej.
b) kutej.
c) walcowanej.
d) hartowanej.
11. Plastyczność to cecha materiału, pozwalająca na
a) krótkotrwałe obciążanie materiału.
b) przenoszenie małych obciążeń.
c) dużą kruchość przy podwyższonych temperaturach.
d) nadawanie kształtów podczas obróbki plastycznej.
12. Żeliwo to stop żelaza z węglem o zawartości węgla
a) do 0,5%.
b) ponad 4%.
c) do 1%.
d) ponad 2%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
97
13. Badania makroskopowe przeprowadza się przy użyciu
a) mikroskopu.
b) mikroskopu.
c) gołym okiem.
d) fal magnetycznych.
14 Żeliwo szare różni się od białego
a) zawartością węgla.
b) zawartością siarki.
c) postacią węgla.
d) zawartością tlenu.
15. W metodzie Brinella wciska się
a) igłę.
b) stożek.
c) kulkę.
d) walec.
16. Brąz jest to stop
a) miedzi z aluminium.
b) cyny z cynkiem.
c) miedzi z cyną.
d) miedzi z cynkiem.
17. Do produkcji spiekanych tlenków metali używa się
a) tlenek kobaltu.
b) tlenek żelaza.
c) tlenek glinu.
d) tlenek miedzi.
18. Pomiar twardości metodą Vickersa polega na wciskaniu
a) kulki.
b) stożka.
c) igły.
d) ostrosłupa.
19. Tworzywa termoutwardzalne powstają w wyniku
a) polikondensację.
b) polimeryzację.
c) kondensację.
d) spiekania.
20. Metoda Rockwella służy do badania materiałów
a) plastycznych.
b) ciągliwych.
c) z drewna.
d) twardych powłok.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
98
21. Kompozyt powstaje poprzez
a) połączenie dwóch jednakowych materiałów.
b) połączenie dwóch lub wielu różnych materiałów.
c) stopienie dwóch materiałów.
d) zlutowanie dwóch materiałów.
22. Uszczelnienia gumowe bazują na
a) kauczuku.
b) polichlorku-winylu.
c) etylenie.
d) propylenie.
23. Badania magnetyczne służą do badania
a) żelaza i jego stopów.
b) tworzyw sztucznych.
c) metali kolorowych.
d) drewna.
24. Zanim zaczniesz zajęcia w pracowni do ćwiczeń, powinieneś
a) poznać program ćwiczeń.
b) umyć ręce.
c) założyć obuwie zmienne.
d) poznać przepisy bhp.
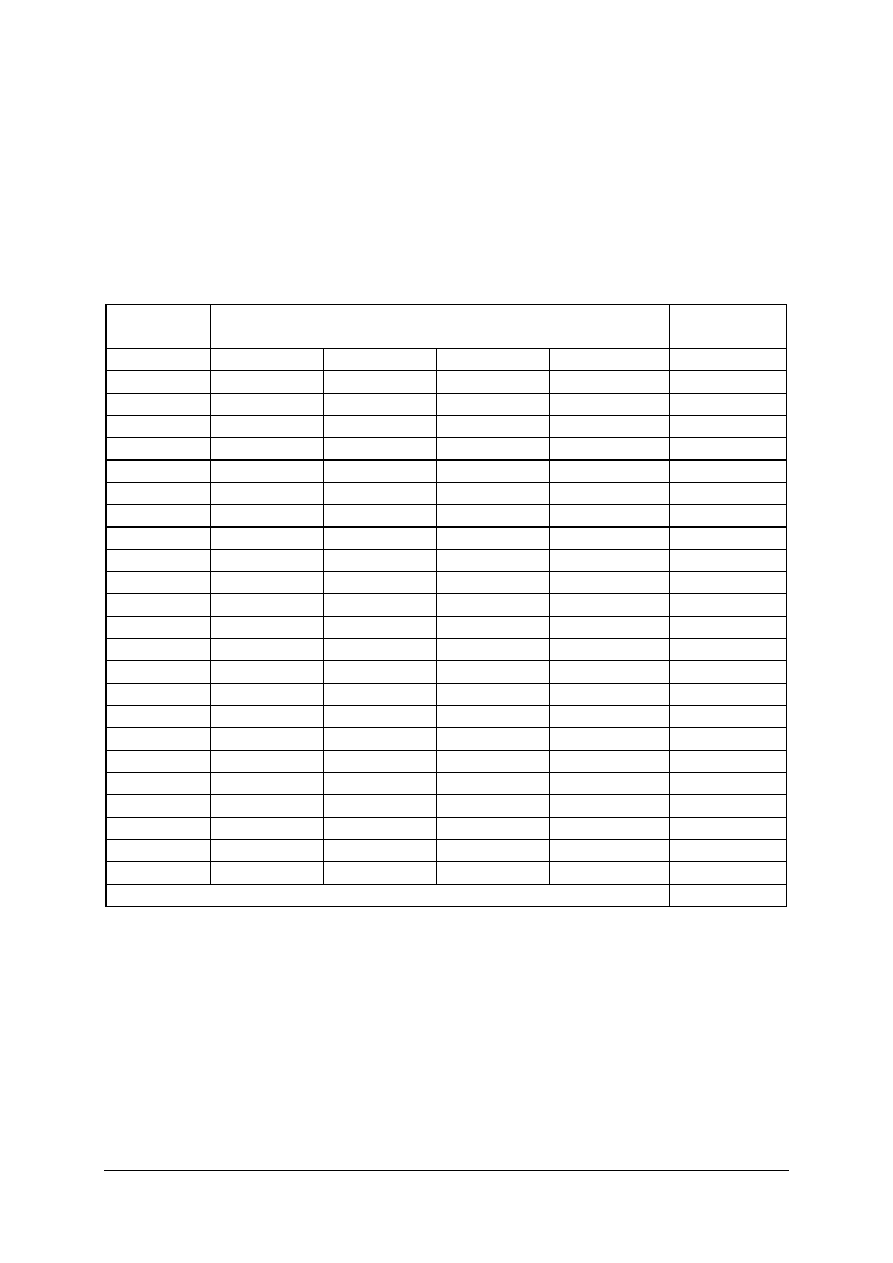
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
99
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Badanie materiałów stosowanych w przemyśle okrętowym
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
100
6. LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części maszyn–Poradnik. WSiP, Warszawa 1985
2. Dretkiewicz–Więch J.: Materiałoznawstwo. OBRPNiSS, Warszawa 1993
3. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2006
4. Katalog Polskich Norm
5. Mały Poradnik Mechanika. WSiP, Warszawa 1999
6. Niezgodziński M. E., Niezgodziński T.: Wzory, Wykresy i Tablice Wytrzymałościowe.
PWN, Warszawa 2006
7. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
8. Poradnik ślusarza. WNT 1989
9. Przepisy klasyfikacji i budowy statków morskich – PRS(aktualne)
10. Rutkowski A.: Części maszyn. WSiP, Warszawa 2005
11. Siuta W.: Mechanika techniczna. WSiP, Warszawa 2000
12. Struzik C.: Pracownia techniczna. WSiP, Warszawa 1990
13. Wojtkun F., Bukała W.: Materiałoznawstwo. WSiP, Warszawa 1999
Wyszukiwarka
Podobne podstrony:
Badanie materialow stosowanych na lozyska w okretownistwie, Materiałoznastwo, Laboratorium, Sprawozd
ćw 3 - Badanie materiałów stosowanych do budowy warystorów 2011, Politechnika Poznańska, Elektrotech
04 Stosowanie materiałów pomocniczych w przemyśle
Badania stopow Al stosowanych w budownictwie okretowym, Aluminium i jego stopy
04 Stosowanie materiałów pomocniczych w przemyśle
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
MATERIAŁY STOSOWANE DO POKRYĆ DACHOWYCH, referaty-budownictwo
008 Podstawowe materiały stosowane do produkcji rękojeści
Pytania z MB 11 12, Akustyczne badania materiałów - 1998/1999
Badanie materialow ferromagnetycznych, Politechnika ?l?ska______Studia Wieczorowe
Badanie materiałów konstrukcyjnych
Badanie materialow ferromagnetycznych
Badanie materiałów ferromagnetycznych, Badanie materiałów ferromagnetycznych, Badanie ferromagnetykó
16 Magazynowanie materiałów stosowanych do produkcji
Ćwiczenie 13 Badanie materiałów i elementów półp
Ćwiczenie 13 Badanie materiałów i elementów półp
Ćwiczenie 12 Badanie materiałów twardych
materiały stosowane w elektrotech
więcej podobnych podstron