LWT 39 (2006) 247–255
Far-infrared and microwave drying of peach
Jun Wang
, Kuichuan Sheng
Department of Agricultural Engineering, Zhejiang University, 268 Kaixuan Road, Hangzhou 310029, PR China
Received 14 August 2004; received in revised form 3 February 2005; accepted 3 February 2005
Abstract
Little detailed information is available for the far-infrared and microwave drying characteristics on peach and far-infrared
combined with microwave drying on other food products. Experiments were conducted to study microwave and far-infrared
dehydration characteristics and two-stage drying process involving far-infrared following microwave drying on peach. As
microwave drying power and infrared drying power increased, dehydration rate of peach increased and whole drying energy
consumption decreased. Peach experienced two falling rate periods when dried with microwave drying or far-infrared drying, and
the first falling rate period under moisture content of peach more than 1.7 (dry basic, d. b.), the second falling rate period under less
than moisture content 1.7 (d. b.). The same water loss will consume more energy and the steeper curve of energy versus moisture
content were obtained when the moisture content is less than 1.7 (d. b.). However, differed from microwave drying, an accelerating
dehydration rate period existed in the initial period of far-infrared drying. The effects of infrared drying power, microwave drying
power and exchanging moisture content at former far-infrared drying converting into latter microwave drying (three factors) on
energy consumption rate and sensory quality (two indices) are significant. The interaction effect of infrared drying power and
exchanging moisture content on two indices is significant. The effects of second-order of microwave drying power and of interaction
between infrared drying power and microwave drying power on energy consumption rate were not significant. The effects of second-
order of exchanging moisture content and of interaction between exchanging moisture content and microwave drying power on
sensory quality were not significant.
r
2005 Swiss Society of Food Science and Technology. Published by Elsevier Ltd. All rights reserved.
Keywords: Microwave; Drying; Peach; Infrared; Quality; Characteristic
1. Introduction
Major disadvantages of hot air drying of foods are
low energy efficiency, quality loss and lengthy drying
time during the falling rate period (
). Because of the low
thermal conductivity of food materials, heat transfer
to the inner sections of food during conventional
heating is limited. The desire to eliminate this problem,
prevent significant quality loss, and achieve fast and
effective thermal processing has resulted in the increas-
ing use of infrared and microwaves for food drying.
Infrared radiation has significant advantages over
conventional drying. These advantages are higher
drying rate, energy saving, and uniform temperature
distribution giving a better quality product. Therefore,
Infrared drying can be used as an energy saving drying
method. At present, many driers use infrared radiator to
improve drying efficiency, save space and provide clean
working environment, etc. (
Yamazaki, Hashimoto, Honda, & Shimizu, 1992
).
Attempts have been reported on application of
infrared drying of agricultural materials. With inter-
mittent infrared and continuous convection heating of a
thick porous material, the drying time can be reduced to
222:5 times less compared to convection alone while
keeping good food quality and high energy effciency
(
Dostie, Seguin, Maure, Ton-That, & Chatingy, 1989
ARTICLE IN PRESS
0023-6438/$30.00 r 2005 Swiss Society of Food Science and Technology. Published by Elsevier Ltd. All rights reserved.
doi:10.1016/j.lwt.2005.02.001
Corresponding author. Tel.: +86 571 86971881;
fax: +86 571 86971139.
E-mail address: jwang@zju.edu.cn (J. Wang).

Far infrared drying of potato achieved high drying rate
with infrared heater of high emissive power (
). The drying rate was also reported to
increase when the electric power supplied to the far
infrared heater was increased and, consequently, the
temperature of the sample was also observed to be high.
Far infrared and near infrared drying using three types
of granular bed and their quantitative comparison to
hot air drying from the viewpoint of the heat transfer
has been reported by
Infrared is important in drying technology, but it is
not a panacea for all drying processes. It penetrates and
produces heating inside the material being dried, but its
penetrating power is limited (
).
Microwave drying is more rapid, more uniform and
more highly energy efficient compared to conventional
hot air drying and infrared drying. In this case, the
removal of moisture is accelerated and, furthermore,
heat transfer to the solid is slowed down significantly
due to the absence of convection. And also because of
the concentrated energy of a microwave system, only
20–35% of the floor space is required, as compared to
conventional heating and drying equipment. However,
microwave drying is known to result in poor quality
product if not properly applied (
;
).
For microwave applications, a two-stage drying
process involving an initial forced-air convective drying,
following by a microwave finish drying, has been
reported to give better product quality with considerable
saving in energy and time (
). Water
accounts for the bulk of the dielectric component of
most food systems especially the high moisture fruit and
vegetable. Hence, these products are very responsive to
microwave applications and will absorb the microwave
energy quickly and efficiently as long as there is residual
moisture (
). The micro-
wave application for drying, therefore, offers a distinct
advantage, i.e. high-energy absorption proportional to
moisture content. Proteins, lipids and components can
also absorb microwave energy, but are relatively less
responsive (
). A second
advantage of microwave application for drying of
vegetables is the internal heat generation (
). In a microwave drying system, the
microwave can easily penetrate the inert dry layer to be
absorbed directly by moisture in food parts. The quick
energy absorption causes rapid evaporation (boiling) of
water, creating an outward flux of rapidly escaping
vapor (
Feng, Tang, Cavalieri, & Plumb, 2001
). In
addition to improving the rate of drying, this outward
flux may help to prevent the collapse (shrinkage) of
tissue structure, which prevails in most conventional
air drying techniques. Hence better rehydration char-
acteristics may be expected in microwave-dried products
;
).
In recent years, microwave drying has gained
popularity as an alternative drying method for a variety
of food products such as fruit, vegetable, snack food and
dairy product. Several food products have been
successfully dried by the microwave-vacuum application
and/or by a combined microwave assisted-convection
process. The researchers included
for plain yogurt,
for cranberries,
for carrot slices,
for model fruit gels,
for skimmed milk, whole milk, casein powders, butter
and fresh pasta,
Bouraout, Richard, and Durance (1994)
for potato slices,
Tulasidas, Raghavan, and Norris
for grapes,
for apple
and mushroom, and
for American
ginseng roots,
for apple and
for blueberries.
It has also been suggested that microwave energy
should be applied in the falling rate period or at a low
moisture content for finish drying (
). Microwave
may be advantageous in the last stages of air drying.
Because low efficient portion of a conventional dry-
ing system is near the end, two-thirds of the time may
be spent, the last one-third of the moisture content
(
However, the far-infrared and microwave drying
characteristics on peach and far-infrared combined with
microwave drying for food were little reported, i.e. little
detailed information is available on the alternative
microwave power drying on food products, such as a
two-stage drying process involving far-infrared follow-
ing microwave drying.
The objectives of this study were: (1) to study far-
infrared and microwave dehydration characteristic of
peach and discuss the influence of drying power on
dehydration characteristic and energy consumption; (2)
to determine the effect of exchanging moisture content
(the moisture content of breaking point that former far-
infrared drying convert into latter microwave drying),
infrared drying power and microwave drying power on
sensory quality, rehydration ratio and energy consump-
tion rate; (3) to obtain optimizing combination of drying
parameter for sensory quality and energy consumption
rate.
2. Materials and methods
2.1. Material
Ripe peach (a firm yellow Chinese peach, Zhe-
Agriculture No. 2, was usually used to process into
ARTICLE IN PRESS
J. Wang, K. Sheng / LWT 39 (2006) 247–255
248
fruit-food) were selected for all drying experiments and
peach with an initial moisture content of 9.36 kg H
2
O/kg
dry solid (dry basic, d. b.) was hand harvested on
14 July 2003 from the experimental farm in the Depart-
ment of Horticulture, Zhejiang University, and stored
at 4
70.5 1C within 5 days. The peach was 75–83 mm
endlong length (length from stem to calyx) and
70–80 mm ‘Horizontal diameter’. Prior to drying, peach
was pitted, halved, and sliced into strip 5 5
70.2 mm.
Initial moisture content was determined using a
vacuum-oven for 70 1C temperature, absolute pressure
3 kPa, and heating time 12 h (GB/T8858-88, Chinese
National Standard). Initial mass was 300 g for drying.
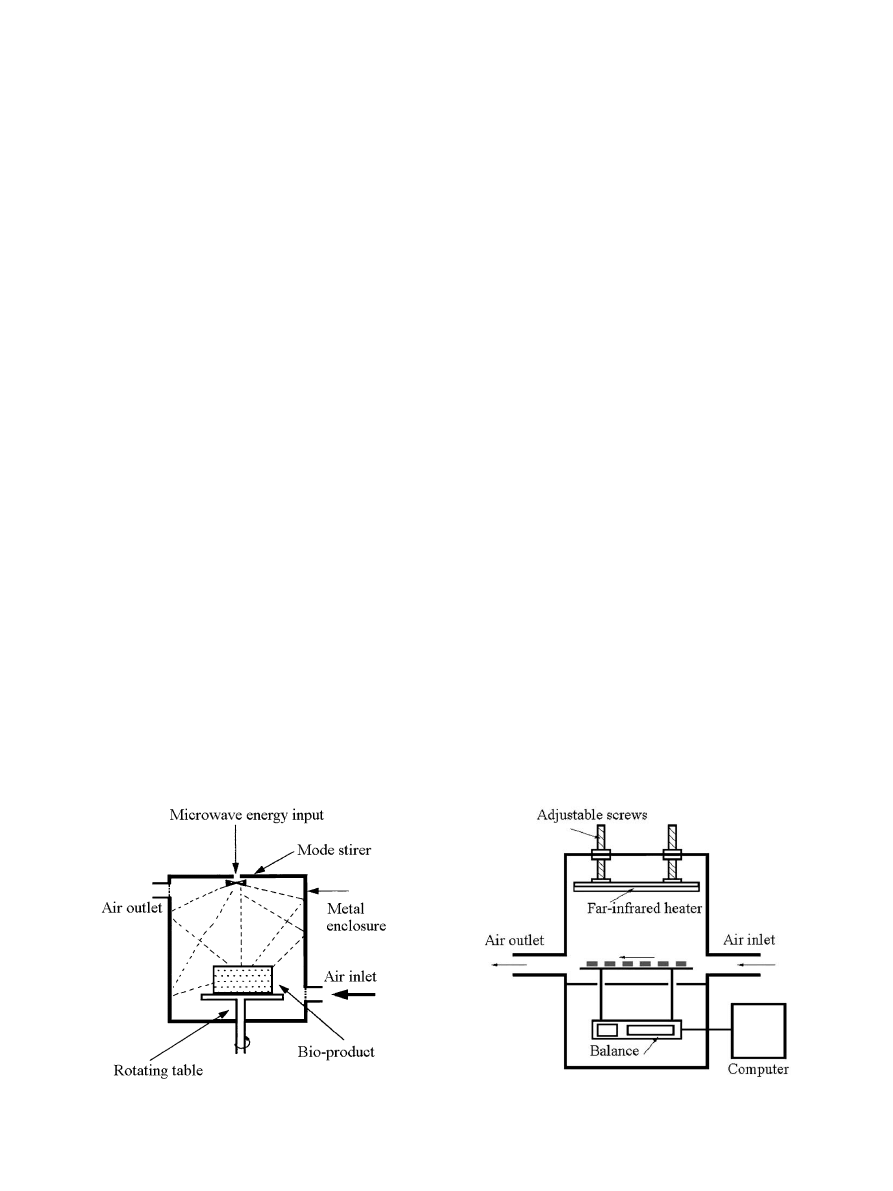
2.2. Drying equipment
The drying apparatus consisted of a laboratory
microwave oven (WEG-800A, Jinan, China,
),
which operated at 2450 MHz. The energy input was
microprocessor controlled from 10 to 1000 W at 10 W
increments. The outlets were provided on the left
upper side of the oven to allow the introduction of
airflow. The dimensions of the microwave cavity were
445 420 285 mm. The microwave oven was operated
by a control panel, which could control both microwave
input power level and emission time (1 s–100 h). Sliced
peaches with different mass were dried under various
microwave power, and microwave drying intensity was
expressed into power per mass (initial mass).
Factors investigated in microwave drying were the
microwave power intensities (0.50, 0.70 and 1.00 kW/kg)
using two replicates. One dish, containing the sample,
was placed on the centre of a turntable fitted inside
(bottom) the microwave cavity. To remove water
vapour, the outlet fan was setup in the microwave oven.
The outlet air velocity of 1 m/s was used for the
experiment. The drying was performed according to a
preset power and time schedule. Moisture loss was
recorded at 5 min interval during drying by measured
and weighing the dish on the digital balance (JY10001,
1000,
70.01 g).
An experimental dryer with far-infrared heat source is
shown schematically in
). The far-
infrared heaters were made of SIC (carbonic silicium)
and operated at 220 V, and at a maximum power of
2.4 kW. The drying chamber was made of a vertical
plywood column of 450 mm 450 mm cross section,
600 mm high. The insulated walls were formed from
aluminized steel with a 50 mm thick adiabatic layer
between them. The sample tray, made of wire mesh, was
elevated parallel to the far-infrared heater and the
distance between the heater and the peach sample was
maintained constant at 160 mm throughout the experi-
ments. The radiation intensity was varied by regulating
the voltage and hence the output of the heater.
The far-infrared intensity is usually expressed as
radiation power per unit area (kW/m
2
). Before drying,
food samples were placed on the wire mesh tray
(450 mm 450 mm), and the initial mass per unit area
was calculated. Thus, far-infrared intensity radiated on
peach is given as power per mass (kW/kg, power to
initial mass of peach). Drying experiments were
conducted using two replicates at three radiation
intensities (0.50, 0.70 and 1.00 kW/kg). For water
vapour taken out, the outlet fan was setup in the drying
oven (
). The outlet air velocity of 1 m/s was used
for the experiment.
The microwave or far-infrared was applied until the
weight of the sample reduced to a level corresponding to
a moisture content of about 0.1 d. b.
2.3. Drying indices
2.3.1. Sensory quality
The sensory evaluation of intact dried peach was
carried out by a panel of five trained judges and six
ARTICLE IN PRESS
Fig. 1. The scheme diagram of microwave drying equipment.
Fig. 2. The scheme diagram of far-infrared drying equipment.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
249
untrained judges (include: the authors, post-graduates
and food Lab. assistants). The panelists were asked to
indicate their preference for each sample, based on the
quality attributes of visual colour, external twist and air
bubble (
). The yellow attributes of sample
surface was denoted as 4 score, no twist on external or
no air bubble in sample was denoted as 3 score. The
significant of sensory attributes is 2 for visual color, and
1 for twist on external or for no air bubble.
2.3.2. Energy consumption and energy consumption rate
During drying, the electrical energy was consumed.
The electrical consumption consumed was recorded with
ammeter. Before drying, the no-loading consumption
was measured while the turntable is rotating and the
outlet air velocity of 1 m/s was used. During drying, the
whole electrical energy was measured. The energy
consumption for sample drying was thought as the
whole electrical energy minus the no-loading consump-
tion.
During whole drying process, the consumption energy
was related to quantity of lost water and expressed as
energy consumption rate that the unit lost water (kg)
consumed the electrical energy value (kWh):
Energy consumption rate
¼
Consumed energy value
Value dehydrated moisture content
.
2.4. Experimental design
To investigate the far-infrared drying combined with
microwave drying on quality of dried peach, drying
process was divided into two stages involving far-
infrared drying followed by microwave drying.
The quadratic orthogonal regression design (QORD)
(
) was employed in this study. The
QORD consisted of a three-factored factorial with five
levels. The factors were exchanging moisture content
(i.e., moisture content of breaking point that former
far-infrared drying convert into latter microwave drying,
0.858–2.143 d. b., moisture loss was recorded at 5 min
interval during drying by measured and weighed the
dish on the digital balance, the weight of the sample
reduced to a level corresponding to a moisture content),
infrared drying power (0.88–3.32 kW/kg for initial
sample mass), and microwave drying power (0.88–
3.32 kW/kg). The matrix for the QORD optimization
experiment is summarized in
. The QORD had
eight experimental points in a cube (run No. 1–8), six
star points with an axial distance of 1.285 (run No.
9–14), 2 replications at the central point of the design
(run No. 15–16) for experimental error determination. A
full second-order polynomial model of the type shown in
Eq. (1) was used to evaluate drying indices (response
variable, Y) as a function of dependent variable (actual
level, Z) namely exchanging moisture content (denoted
by subscript 1, Z
1
), infrared drying power (denoted by
subscript 2, Z
2
), microwave drying power (denoted by
subscript 3, Z
3
) and their interactions.
Y ¼ b
0
þ
b
1
Z
1
þ
b
2
Z
2
þ
b
3
Z
3
þ
b
11
Z
2
1
þ
b
22
Z
2
2
þ
b
33
Z
3
2
þ
b
12
Z
1
Z
2
þ
b
13
Z
1
Z
3
þ
b
23
Z
2
Z
3
.
ð
1Þ
Analysis of variance (ANOVA) for treatment main
effect was conducted using the SAS software (
). Multiple comparison of means were by the
Duncan’s multiple range test (DMRT). All statistical
significance was determined at the 10% significacne level
(P
o0:1).
3. Results and discussion
3.1. Dehydration characteristics
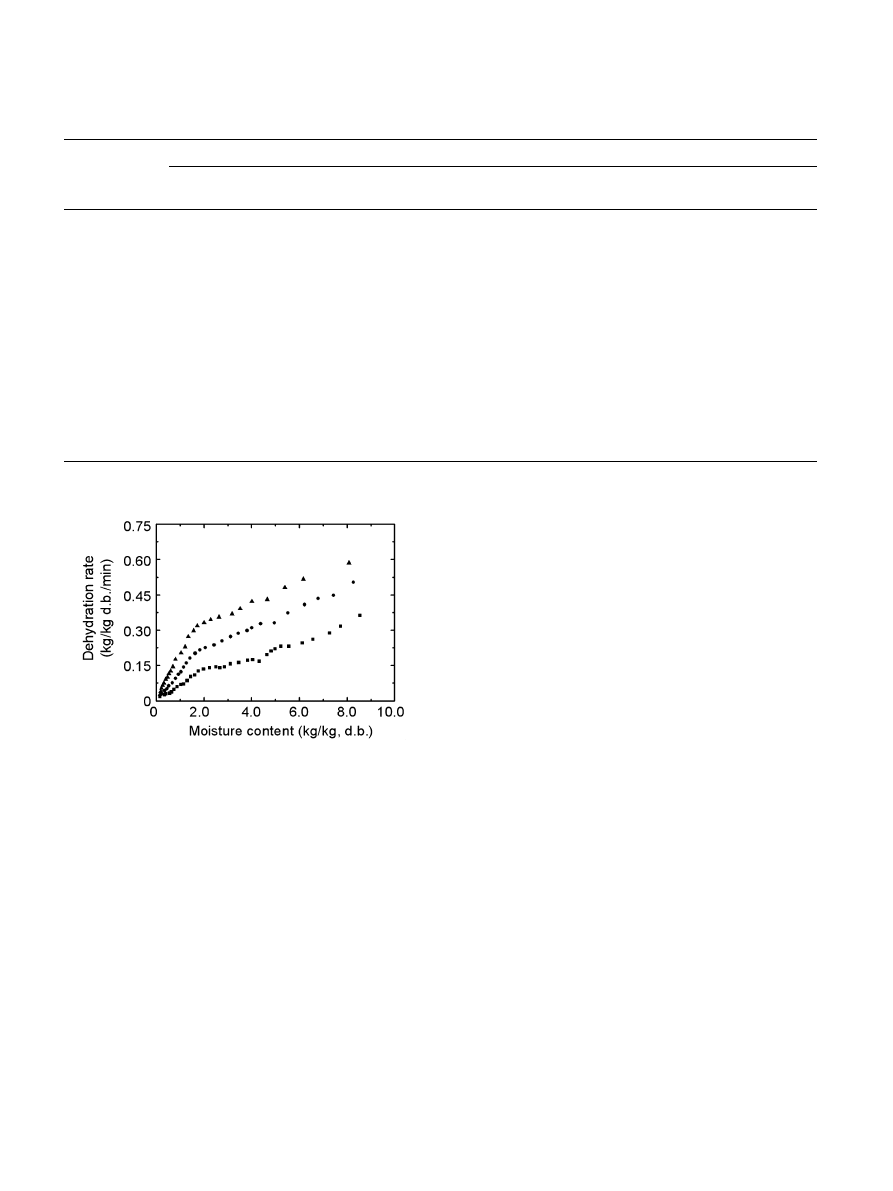
3.1.1. Effect of microwave power
The effect of changing the microwave power on
dehydration characteristic is shown in
. Drying
rate increased with microwave power level at the same
moisture content. The results indicated that mass
transfer within the sample was more rapid during the
higher microwave power heating because more heat was
generated within the sample (
). A
constant rate period was not observed in drying of
peach samples. The entire drying process for the samples
occurred in the range of falling rate period in this study.
This agree with the finding of
that not constant rate in drying of apple with a
microwave and spouted bed dryer. The drying curve has
two falling rate periods: the first falling rate period
under moisture content above about 1.7 (dry basic, d.
b.), the second falling rate period under moisture
ARTICLE IN PRESS
Table 1
Evaluated scale for sensory quality (Y
2
, fully scale 14)
Attribute
Evaluated value
Significant
Visual color (l
1
)
Yellow (4) Slight yellow (3) Snuff color (2) Brown (1)
2
External twist (l
2
)
No twist (3) Slight twist (2) Twist (1)
1
Air bubble (l
3
)
None (3) Smaller air bubble (2) Bigger air bubble (1)
1
Total: Y
2
¼
2l
1
+l
2
+l
3
.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
250
content less than 1.7. This is similar with the earlier
reports on the drying of banana (
) and
apples (
Feng, Tang, Mattinson, & Fellman, 1999
). The
moisture content 1.7 (d. b.) responses the moisture
content of the inflexion point where the high dehydra-
tion rate transformed into the low dehydration rate.
Efforts were made to study the effect of the power
input on energy consumption.
shows relationship
between energy consumption and moisture content.
Unexpectedly, energy consumption is different for three
power inputs at the same initial mass with the same
moisture lose. The lower microwave drying power the
more energy consumes. One reason might be that the
drying time is longer under lower power and result in the
increase of energy consumption.
In
, the same water loss will consume more
energy and a slightly steeper curve were shown when the
moisture content is less than 1.7 (d. b.). In the second
falling rate period, moisture content is smaller in peach,
the movement of water is mostly symplastic transport
way and more energy was consumed when the same
water lost (
). The moisture
content 1.7 corresponds to the moisture content at the
inflexion point where the first falling rate period
transformed into the second falling rate period.
3.1.2. Effect of far-infrared drying power
The effect of far-infrared power on the dehydration
characteristics is shown in
. Similar to microwave
drying, the dehydration rate increased with infrared
power level at the same moisture content. The results
indicated that mass transfer was more rapid during the
larger power heating because more heat was generated
within the sample. However, the dehydration rate at the
same power level was far lower than during microwave
drying.
We observed two falling rate periods when using far-
infrared drying on peach as well. However, differed
from microwave drying, an accelerating dehydration
rate period existed in the initial period during far-
infrared drying. This is consistent with
and
finding far-
infrared drying characteristics on onion. During falling
period, the first falling dehydration at moisture contents
greater than 1.7 (d. b.), the second falling dehydration at
moisture contents less than 1.7 (d. b.).
shows relationship between energy consump-
tion and moisture content. Energy consumption is
ARTICLE IN PRESS
Table 2
Selected factors and their levels for the first factorial design with the QORD design
Run
Standardized coded levels (Actual value)
Exchanging moisture
content
Infrared drying
power
Microwave drying
power
Sensory
quality (S)
Energy consumption
rate (kWh/kg)
1
1(2.0)
1(3.0)
1(3.0)
6
2.182
2
1(2.0)
1(3.0)
1(1.0)
12
2.994
3
1(2.0)
1(1.0)
1(3.0)
9
2.485
4
1(2.0)
1(1.0)
1(1.0)
7
3.142
5
1(1.0)
1(1.0)
1(3.0)
8
2.394
6
1(1.0)
1(1.0)
1(1.0)
12
2.744
7
1(1.0)
1(1.0)
1(3.0)
9
2.983
8
1(1.0)
1(1.0)
1(1.0)
5
3.357
9
1.285(0.858)
0(2.0)
0(2.0)
11
2.911
10
1.285(2.143)
0(2.0)
0(2.0)
10
2.69
11
0(1.5)
1.285(0.715)
0(2.0)
7
2.971
12
0(1.5)
1.285(3.285)
0(2.0)
8
2.485
13
0(1.5)
0(2.0)
1.285(0.715)
8
2.779
14
0(1.5)
0(2.0)
1.285(3.285)
9
2.495
15
0(1.5)
0(2.0)
0(2.0)
12
2.533
16
0(1.5)
0(2.0)
0(2.0)
12
2.437
Fig. 3. Dehydration rate versus moisture content for microwave
drying, ’ 0.50 kW/kg, K 0.70 kW/kg, m 1.00 kW/kg.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
251
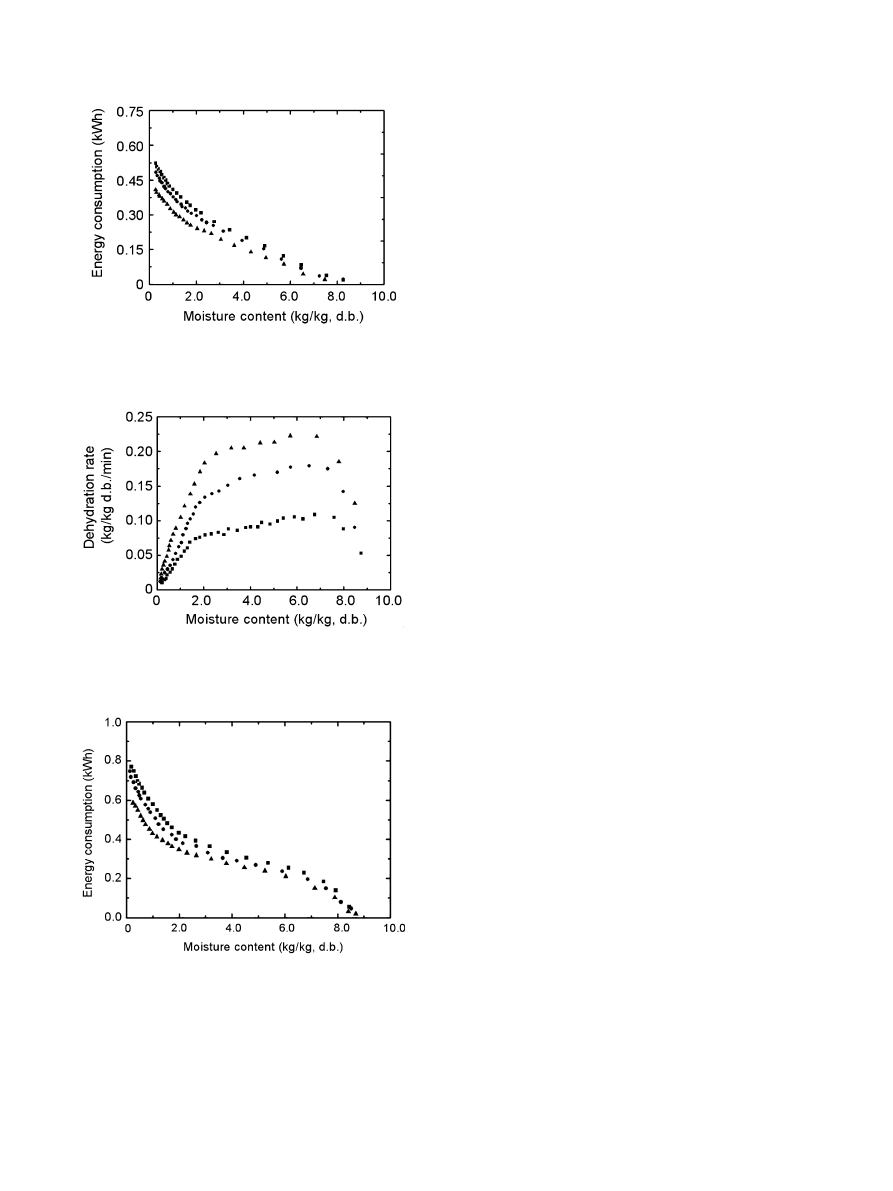
different for the three power levels at the same moisture
loss. The lower drying power consumes the more energy
when the same moisture content was lost.
Differed from microwave drying, energy consumption
curves were consists of three parts during the far-
infrared drying. These responses to three dehydration
stages. The curve is steeper in initial part than in the first
falling period, which corresponds to the accelerating
dehydration rate period. The energy consumption is
greater in far-infrared drying than in microwave drying,
this might have been caused by the factor that the drying
time is longer in far-infrared drying and the more heater
energy was taken out by outlet-vent air.
Similar to the effect of microwave drying, the water
loss will consume more energy and the curve become
steeper when the moisture content is less than 1.7 (d. b.).
3.2. Models of influence of main factors on the drying
indices
3.2.1. Equation of influence
The effect of exchanging moisture content, infrared
drying power and microwave drying power on sensory
quality and energy consumption rate (two indices) were
investigated using response surface analysis. Regression
models were generated and the parameters that were not
significant were dropped from the regression equation.
Regression analysis showed that the effect of experi-
mental variables on the two indices were significant.
The significant level, P
o0:05; indicates the suitability
of the second-order polynomial to predict the two
indices (energy consumption rate and sensory quality).
Eqs. (2)–(3) were employed in this study.
For energy consumption rate, the followed equation
was obtained (significantly P ¼ 0:029):
Y
1
¼
5:231 1:792 Z
1
0:850 Z
2
þ
0:054
Z
3
þ
0:540 Z
2
1
þ
0:092 Z
2
2
þ
0:188
Z
1
Z
2
0:187 Z
1
Z
3
.
ð
2Þ
For sensory quality, the equation is as following
(significantly p ¼ 0:087):
Y
2
¼
13:895 þ 2:440 Z
1
þ
13:703 Z
2
þ
8:636
Z
3
1:763 Z
2
2
1:759 Z
2
3
1:220
Z
1
Z
2
2:000 Z
2
Z
3
.
ð
3Þ
In the above two equations, the effect of three factors
on two indices were significant. The interaction effect of
infrared drying power and exchanging moisture content
on two indices was also significant. The effects of
second-order of microwave drying power and of
interaction between infrared drying power and micro-
wave drying power on energy consumption rate were,
however, not significant. The effects of second-order of
exchanging moisture content and of interaction between
exchanging moisture content and microwave drying
power on sensory quality were not significant.
ARTICLE IN PRESS
Fig. 4. Energy consumption versus moisture content for micro-
wave drying (Initial mass 300 g), ’ 0.50 kW/kg, K 0.70 kW/kg,
m 1.00 kW/kg.
Fig. 5. Dehydration rate versus moisture content for far-infrared
drying, ’ 0.50 kW/kg, K 0.70 kW/kg, m 1.00 kW/kg.
Fig. 6. Energy consumption versus moisture content for far-
infrared drying (Initial mass 300 g), ’ 0.50 kW/kg, K 0.70 kW/kg,
m 1.00 kW/kg.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
252
3.2.2. Objection optimizing calculation
In order to investigate the three-factor optimizing
combination, it is necessary that the two indices were
calculated for the maximum value or the minimum value
being obtained.
Optimization was conducted by employing canonical
analysis (
) and the range of the
variable (within the experimental range) was considered
to obtain the maximum of sensory quality and minimum
of energy consumption rate. The three-factor optimizing
combination was obtained by using the SAS software.
The calculation results were shown in
For two indices, three-factor optimizing combination
is different. Exchanging moisture content is slightly
lower for sensory quality than for other index. Infrared
drying power is near for two indices. Microwave drying
power should be higher for energy consumption rate
and lower for sensory quality.
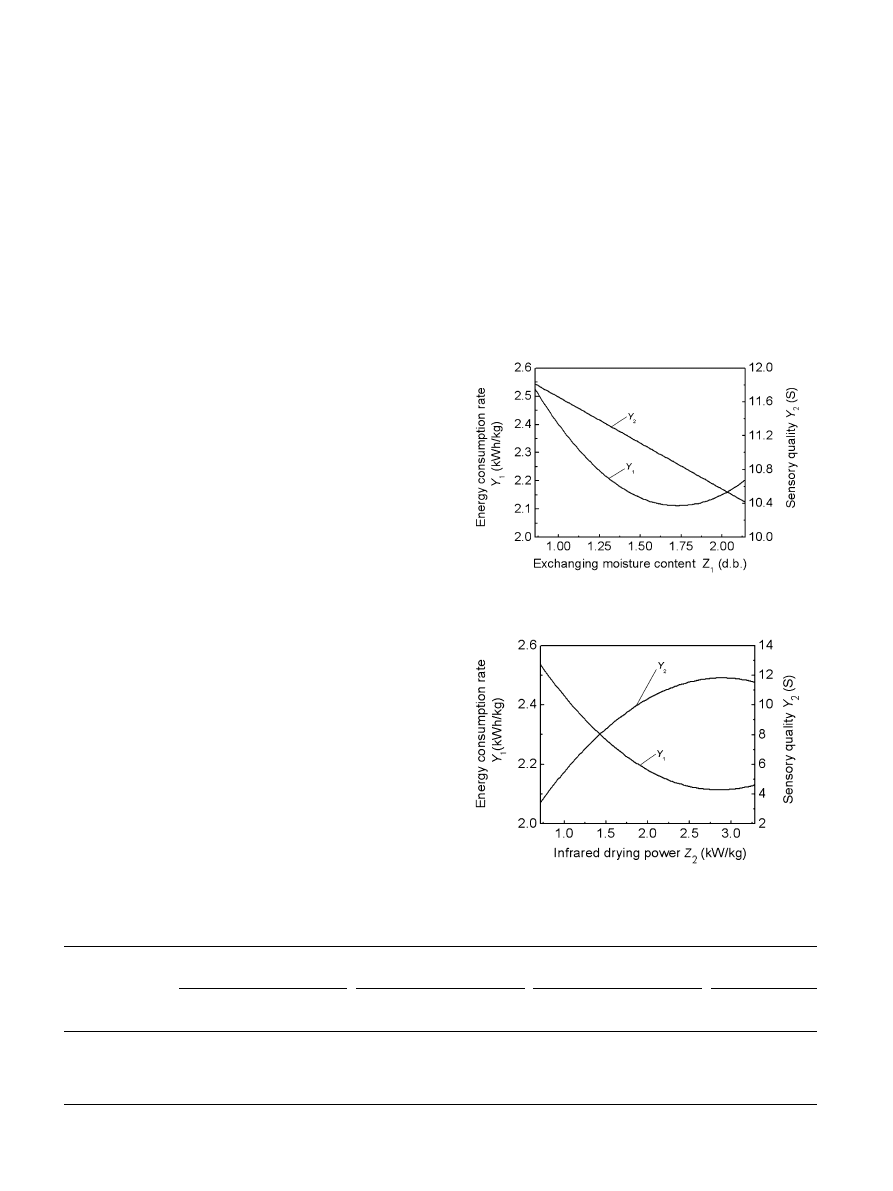
3.2.3. Effect of each factor on the drying indices
To analyse effect of each factor on two indices (energy
consumption rate and sensory quality), substituting two
other optimizing parameters into Eqs. (2)–(3), the
models of effect for each factor on two indices were
obtained and shown in
.
Effect of exchanging moisture content on two indices
was shown in
. It was represented that relationship
between exchanging moisture content and sensory
quality was linear (Y
2
¼
12:74321:086 Z
1
) and the
sensory quality decrease with increase of exchanging
moisture content. Energy consumption rate was lowest
at
exchanging
moisture
content
1.730 kW/kg
(Y
1
¼
3:729 1:869 Z
1
þ
0:540 Z
2
1
). This is consis-
tent with the inflexion that the first falling period
transformed into the second falling period, and micro-
wave drying should be applied in the second falling
period.
Effect of infrared drying power on two indices was
shown in
and the curves were quadratic
polynomial
(Y
1
¼
2:863 0:525 Z
2
þ
0:092 Z
2
2
;
Y
2
¼
2:929 þ 10:195 Z
2
1:763 Z
2
2
). Sensory qual-
ity is highest and energy consumption rate is lower at
infrared drying power 2.891 and 2.860 kW/kg, respec-
tively.
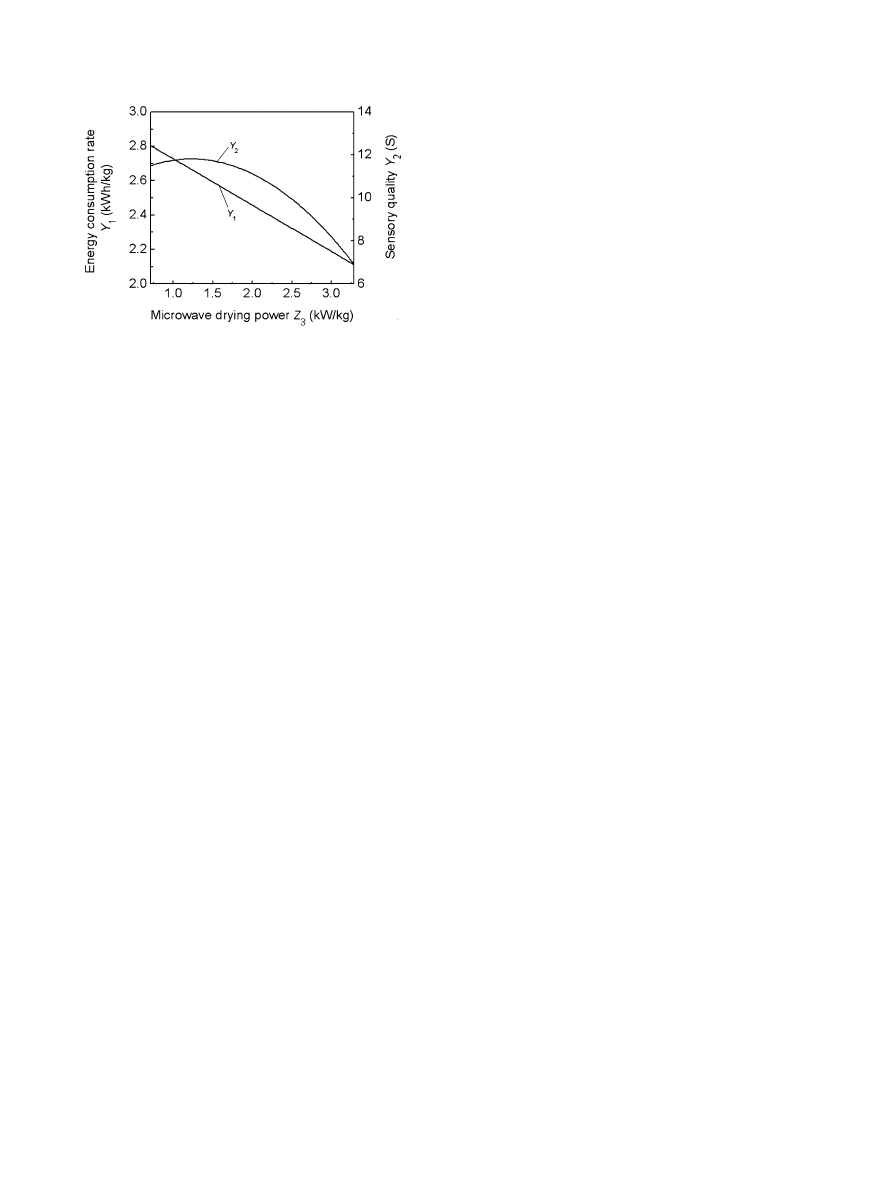
Effect of microwave drying power on two indices was
shown in
. Energy consumption rate decreases
linearly with the increase of microwave drying power
(Y
1
¼
2:99620:269 Z
3
). Sensory quality is highest
at
power
1.231 kW/kg
(Y
2
¼
10:054 þ 2:853 Z
3
1:159 Z
2
3
).
4. Conclusions
(1) As microwave drying power and infrared drying
power increase, dehydration rate of peach increases
and drying energy consumption decreases.
ARTICLE IN PRESS
Table 3
The optimizing parameter combination for three drying indices
Indices
Exchanging moisture content
Infrared drying power
Microwave drying power
Optimizing value of
the objective indices
Coded
value
Actual
value
Coded
value
Actual
value
Coded
value
Actual
value
Sensory quality
(score)
1.285
0.858
0.8914
2.891
0.769
1.231
11.810
Energy consumption
rate (kW/kg)
0.459
1.730
0.860
2.860
1.285
3.285
2.113
Fig. 7. Effect of exchanging moisture content on two indices.
Fig. 8. Effect of infrared drying power on two indices.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
253
(2) There are two falling rate periods during microwave
drying and far-infrared drying of peach, and the first
falling rate period under moisture content greater
than 1.7 (d. b.), the second falling rate period under
moisture content less than 1.7 (d. b.). The drying
consumes more energy to evaporate the same
amount of moisture and the curve is steeper when
the moisture content is less than 1.7 (d. b.).
However, differed from microwave drying, an
accelerating dehydration rate period exists in the
initial period during far-infrared drying.
(3) The effects of three factors on energy consumption
rate and sensory quality are significant. The inter-
action effect of infrared drying power and ex-
changing moisture content on two indices is
significant. The effects of second-order of microwave
drying power and of interaction between infrared
drying power and microwave drying power on
energy consumption rate were not significant. The
effects of second-order of exchanging moisture
content and of interaction between exchanging
moisture content and microwave drying power on
sensory quality were not significant.
(4) Sensory quality was linearly decreased with increase
of exchanging moisture content. Energy consump-
tion rate was lowest at exchanging moisture content
1.730 kW/kg. Sensory quality is highest and energy
consumption rate is lower at infrared drying power
2.891 and 2.860 kW/kg, respectively. Energy con-
sumption rate decreases linearly with the increase of
microwave drying power. Sensory quality is highest
at power 1.231 kW/kg.
Acknowledgements
The authors acknowledge the financial support from
Chinese National Foundation of Nature and Science
through project 3047000 and the Chinese Specialized
Research Fund for the Doctor of High Education
through project 20020335052.
References
Al-Duri, B., & McIntyre, S. (1992). Comparison of drying kinetics of
foods using a fan-assisted convection oven, a microwave oven and
a combined microwave/convection oven. Journal of Food Engineer-
ing, 15, 139–155.
Boudhrioua, N., Giampaoli, P., & Bonazzi, C. (2003). Changes in
aromatic components of banana during ripening and air-drying.
Lebensmittel-Wissenschaft und-Technologie, 36, 633–642.
Bouraout, M., Richard, P., & Durance, T. (1994). Microwave and
convective drying of potato slices. Journal of Food Process
Engineering, 17, 353–363.
Dostie, M., Seguin, J. N., Maure, D., Ton-That, Q. A., & Chatingy, R.
(1989). Preliminary measurements on the drying of thick porous
materials by combinations of intermittent infrared and continuous
convection heating. In A. S. Mujumdar, & M. A. Roques (Eds.),
Drying ‘89. New York: Hemisphere.
Drouzasm, A. E., & Dchubert, H. (1996). Microwave application in
vacuum drying of fruits. Journal of Food Engineering, 28, 203–209.
Drouzas, A. E., & Saravacos, G. D. (1999). Microwave/vacuum drying
of model fruit gels. Journal of Food Engineering, 39, 117–122.
Feng, H., & Tang, J. (1998). Microwave finish drying of diced apple in
a spouted bed. Journal of Food Science, 63, 679–683.
Feng, H., Tang, J., & Cavalieri, R. P. (1999). Combined microwave
and spouted bed drying of diced apples: effects of drying conditions
on drying kinetics and product temperature. Drying Technology,
17, 1981–1998.
Feng, H., Tang, J., & Cavalieri, R. P. (2002). Dielectric properties of
dehydrated apples as affected by moisture and temperature.
Transaction of ASAE, 45, 129–135.
Feng, H., Tang, J., Cavalieri, R. P., & Plumb, O. A. (2001). Heat and
mass transport in microwave drying of porous materials in a
spouted bed. AICHE Journal, 47, 1499–1511.
Feng, H., Tang, J., & Dixon-Warren, S. J. (2000). Determination of
moisture diffusivity of red delicious apple tissues by thermogravi-
metric analysis. Drying technology, 18, 1183–1199.
Feng, H., Tang, J., Mattinson, D. S., & Fellman, J. K. (1999).
Microwave and spouted bed drying of frogen blueberries: the effect
of drying and pretreatment methods on physical properties and
retention of flavor volatiles. Journal of Food Processing and
Preservation, 23, 463–479.
Funebo, T., & Ohlsson, T. (1998). Microwave-assisted air dehydration
of apple and mushroom. Journal of Food Engineering, 38, 353–367.
Hashimoto, A., Hirota, K., Honda, T., Shimizu, S., & Watanabe, A.
(1991). Factors influencing constant drying rate of wet granular
bed irradiated by infrared radiation. Journal of Chemical Engineer-
ing of Japan, 24, 748–755.
Khuri, A. I., & Cornell, J. A. (1989). Response surfaces: designs and
analyses. New York: Marcel Dekker pp. 19–69.
Kim, S. S., & Bhowmik, S. R. (1995). Effective moisture diffusivity of
plain yogurt undergoing microwave vacuum drying. Journal of
Food Engineering, 24, 137–148.
Kostaropoulos, A. E., & Saravacos, G. D. (1995). Microwave
pretreatment for sun-dried raisins. Journal of Food Science, 60,
344–347.
Lin, T. M., Durance, T. D., & Scaman, C. H. (1998). Characterization
of vacuum microwave air and freeze dried carrot slices. Food
Research International, 4, 111–117.
Masamura, A., Sado, H., Honda, T., Shimizu, M., Nabethani, H.,
Hakajima, M., & Watanabe, A. (1988). Drying of potato by far
infrared radiation. Nippon Shokuhin Kogyo Gakkaishi, 35, 309–314.
ARTICLE IN PRESS
Fig. 9. Effect of microwave drying power on two indices.
J. Wang, K. Sheng / LWT 39 (2006) 247–255
254

Maskan, M. (2000). Microwave/air and microwave finish drying of
banana. Journal of Food Engineering, 44, 71–78.
Mongpraneet, S., Abe, T., & Tsurusaki, T. (2002). Accelerated drying
of welsh onion by far infrared radiation under vacuum conditions.
Journal of Food Engineering, 55, 147–156.
Mudgett, T. E., & Westphal, W. B. (1989). Dielectric behavior
of an aqueous cation exchanger. Journal of Microwave Power, 24,
33–37.
Prothon, F., Ahrne, L. M., Funebo, T., Kidman, S., Langton, M., &
Sjoholm, I. (2001). Effects of combined osmotic and microwave
dehydration of apple on texture, microstructure and rehydration
characteristics. Lebensmittel-Wissenschaft und-Technologie, 34,
95–101.
Ratti, C., & Mujumdar, A. S. (1995). Infrared drying. In S. M. Arun
(Ed.), Handbook of industrial drying, (2nd ed.) (pp. 567–588). New
York: Marcel Dekker, Inc.
Ren, G., & Chen, F. (1998). Drying of American ginseng panax
quinquefolium roots by microwave-hot air combination. Journal of
Food Engineering, 35, 433–443.
SAS, Institute Inc. (1999). SAS system release 6.12. Cary C27513,
USA.
Tulasidas, T. N., Raghavan, G. S. V., & Norris, E. R. (1996). Effects
of dipping and washing pre-treatments on microwave drying of
gapes. Journal of Food Process Engineering, 19, 15–25.
Wang, J. (2002). A single-layer model for far-infrared radiation drying
of onion slices. Drying Technology, 20, 1941–1954.
Wang, J., & Chao, Y. (2002). Drying Characteristics of Irradiated
apple slices. Journal of Food Engineering, 52, 83–88.
Wang, J., & Chao, Y. (2003). Effect of Co
60
irradiation on drying
characteristics of apple. Journal of Food Engineering, 56, 347–351.
Wang, J., & Sheng, K. C. (2004). Modeling of muti-layer far-infrared
dryer. Drying Technology, 22, 809–820.
Wang, J., & Xi, Y. S. (2005). Drying characteristics and drying quality
of carrot using a two-stage microwave process. Journal of Food
Engineering, 68, 505–511.
Wang, J., Xiong, Y. S., & Yu, Y. (2004). Microwave drying
characteristics of potato and the effect of different microwave
powers on the dried quality of potato. European Food Research and
Technology, 219, 500–506.
Wang, J., Zhang, J. P., Wang, J. P., & Xu, N. Z. (1999). Modeling
simultaneous heat and mass transfer for microwave drying on
apple. Drying Technology, 17, 1927–1934.
Yamazaki, Y., Hashimoto, T., Honda, T., & Shimizu, M. (1992).
Optical characteristics gelatinous materials in infrared radiation
drying. In A. S. Mujumdar, & M. A. Roques (Eds.), Drying ‘92.
New York: Hemisphere.
Yongsawatdigul, J., & Gunasekaran, S. (1996a). Microwave-vacuum
drying of cranberries: part I. Energy use and efficiency. Journal of
Food Processing and Preservation, 20, 121–143.
Yongsawatdigul, J., & Gunasekaran, S. (1996b). Microwave-vacuum
drying of cranberries: part II. Quality evaluation. Journal of Food
Processing and Preservation, 20, 145–156.
ARTICLE IN PRESS
J. Wang, K. Sheng / LWT 39 (2006) 247–255
255
Document Outline
- Far-infrared and microwave drying of peach
Wyszukiwarka
Podobne podstrony:
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
Drying, shrinkage and rehydration characteristics of kiwifruits during hot air and microwave drying
Microwave Drying of Parsley Modelling, Kinetics, and Energy Aspects
A comparative study on heat pump, microwave and freeze drying of fresh fruits
Modeling and minimizing process time of combined convective and vacuum drying of mushrooms and parsl
Far Infrared Energy Distributions of Active Galaxies in the Local Universe and Beyond From ISO to H
Characterization of microwave vacuum drying and hot air drying of mint leaves (Mentha cordifolia Opi
Effect of vacuum microwave drying on selected mechanical and rheological properties of carrot
Preparation of garlic powder with high allicin content by using combined microwave–vacuum and vacuum
Microwave drying characteristics of potato and the effect of different microwave powers on the dried
Improving nutritional value of dried blueberries combining microwave vacuum, hot air drying and free
Drying kinetics and rehydration characteristics of microwave vacuum and convective hot air dried mus
Energy Consumption and Colour Characteristics of Nettle Leaves during Microwave, Vacuum and Convecti
Thin layer modelling of the convective, microwave, microwave convective and microwave vacuum drying
Microwave vacuum drying of porous media experimental study and qualitative considerations of interna
Accelerated drying of welsh onion by far infrared radiation under vacuum (S Mongpraneet, T Abe , T T
Microwave vacuum drying of marine sediment determination of moisture content, metals and total carbo
Drying of carrots in microwave and halogen lamp–microwave combination ovens
więcej podobnych podstron