Accelerated drying of welsh onion by far infrared radiation
under vacuum conditions
S. Mongpraneet, T. Abe
*
, T. Tsurusaki
Laboratory of Agricultural Process Engineering, Department of Biomechanical Systems, The United Graduate School of Agricultural Sciences,
Ehime University, Tarumi 3-5-7, Matsuyama 790-8566, Japan
Received 12 January 2001; accepted 28 January 2002
Abstract
Far infrared radiation has excellent radiation characteristics and high energy conversion rates can be achieved using ceramic
coated radiators. Using such a radiator, the dehydrating synergy, generated by far infrared radiation heating under vacuum con-
dition, the drying of welsh onion was studied. The radiation intensity levels influenced dramatically the drying rate and the product
qualities: the a
for rehydrated onions, and the L
and DE
ab
for dehydrated onions. A rising-rate period, a constant-rate period, and
a falling-rate period were ascribed to the drying behaviour. The radiation also had significant effects on chlorophyll content. The
long time in drying and the high temperature may have contributed to a decrease in rehydration properties.
Ó 2002 Elsevier Science Ltd. All rights reserved.
Keywords: Welsh onion; Far infrared drying; Vacuum drying
1. Introduction
Welsh onion (Allium fistulosum LINN.) is a perish-
able vegetable that easily deteriorates at room temper-
ature and even if stored in a cold room. This is an
important vegetable, and local varieties exist in each
part of Japan. The aggregate planted area of welsh on-
ions in Japan from 1980 to 1997 averaged 24,317 hect-
ares or 546,283 tones production and was 3.76% of the
total planted area of vegetables or 5.0% of total vege-
table production (Kishida, 1998). This vegetable sees
widespread use in both the fresh and the dried forms.
The leaf part is rich in chlorophyll and dried welsh on-
ions in cut form are used widely in ready-to-eat Japanese
foods such as noodles, curry sauce, canned foods, etc.
The technique of dehydration is probably the oldest
method of food preservation practiced by mankind. The
use of artificial drying to preserve agricultural products
has expanded widely, creating a need for more rapid
drying techniques and methods that reduce the large
amount of energy required in drying processes. New
and/or innovative techniques that increase drying rates
and enhance product quality have achieved considerable
attention.
The hot air drying method has been widely adopted
in manufacturing of conventional dried food. Freeze–
drying was developed later, when a higher quality prod-
uct was required. Nevertheless, there are still many
losses of thermal energy in hot air drying. However,
there is smaller energy loss in methods such as infrared
drying, since, unlike hot air drying, the electromagnetic
wave energy is absorbed directly by the dried food.
Infrared radiation has significant advantages over
conventional drying. Among these advantages are higher
drying rates giving significant energy savings, and uni-
form temperature distribution giving a better quality
product. Therefore, it can be used as an energy saving
drying method. At present, it has been developed in
various driers using infrared radiators. Using the char-
acteristics of these radiators, technology development
on the utilization of far infrared radiation is an energetic
advance that can give an increase in drying efficiency,
space saving, clean working environment, etc. (Ratti &
Mujumdar, 1995; Yamazaki, Hashimoto, Honda, &
Shimizu, 1992).
Earlier attempts to apply infrared to drying of agri-
cultural materials have been reported in the literature
Ginzburg (1969) and Yagi and Kunii (1951). Combined
Journal of Food Engineering 55 (2002) 147–156
www.elsevier.com/locate/jfoodeng
*
Corresponding author. Tel./fax: +81-89-9469827.
E-mail address:
(T. Abe).
0260-8774/02/$ - see front matter
Ó 2002 Elsevier Science Ltd. All rights reserved.
PII: S 0 26 0 - 8 7 7 4 ( 0 2) 0 0 0 5 8 - 4

infrared radiation and convection or vacuum drying has
also been reported as promising (Abe & Afzal, 1997;
Dontigny, Angers, & Supino, 1992; Hasatani, Harai,
Itaya, & Onoda, 1983; Hasatani, Itaya, & Miura, 1986).
In intermittent infrared and continuous convection
heating of a thick porous material the drying time was
two to two and a half times less compared to convection
alone while keeping good surface quality and high energy
efficiency (Dostie, Seguin, Maure, Ton-That, & Chat-
ingy, 1989). Far infrared drying of potato achieved high
drying rates with infrared heaters of high emissive power
(Masamura et al., 1988). The drying rate was also re-
ported to be increased when the electric power supplied
to the far infrared heater was increased and consequently
the temperature of the sample was also observed to be
high. Far infrared and near infrared drying using three
types of granular bed and their quantitative comparison
to hot air drying from the viewpoint of the heat transfer
has been reported by Hashimoto, Hirota, Honda, Shi-
mizu, and Watanabe (1991).
Infrared has its place in drying technology, but it is
not a panacea for all drying processes. It appeals be-
cause it penetrates and produces heating inside the ma-
terial being dried, but its penetrating powers are limited.
However, research which quantitatively analyzed heat-
ing and drying by infrared radiation are limited in
number in the literature.
This paper describes laboratory-scale experimental
results on the drying of the leaf parts of welsh onion by
far infrared radiation under vacuum condition. Because
infiltration distance of the far infrared radiation to
agricultural products in a drying chamber is short,
welsh onion was selected as a sample of this study.
Using conventional natural seasoning and hot-air dry-
ing method discoloration and loss of hue can occur with
only partial recovery when reconstituted in boiling
water. Significant cost increases occur if vacuum or
freeze–drying methods are use as alternatives. A similar
study has not been carried out on the vacuum operation
(Itoh & Chung, 1995).
The objective of this study is to examine the drying
behavior of the combination of far infrared drying with
the vacuum operating condition on the leaf parts of
welsh onion by comparing the physical and thermal
parameters and the drying qualities. The outcome would
provide an innovative approach to further research and
development.
2. Experimental apparatus and procedures
2.1. Experimental apparatus
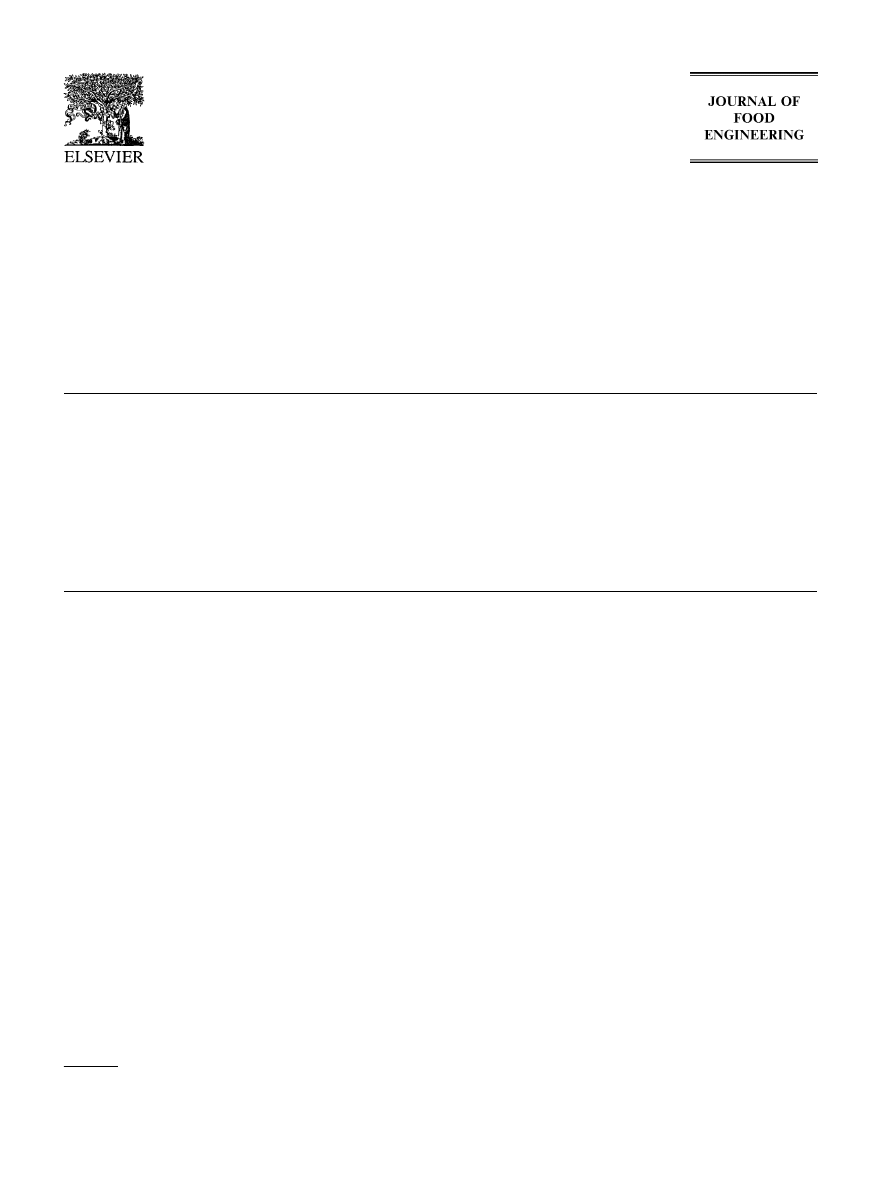
Fig. 1 depicts the experimental apparatus used for the
far infrared vacuum drying of the samples. The drying
procedure involved: a wire netting tray which contained
the material to be dried, fitted in the interior of a acrylic
resin vessel (infrared drying chamber), capable of op-
erating at the desired vacuum level by means of a cold
aspirator; a vacuum meter for ease of seeing the vacuum
pressure charge; and a pressure controller for fine ad-
justment of the pressure level. The materials are dried
by placing them in the vacuum drying chamber, and
then simultaneously reducing the pressure by means of
the aspirator while starting the heater. Vaporization is
promoted even at low temperature by the application of
a vacuum. Simply by putting the sample in the vacuum
atmosphere, a part of water immediately evaporates, and
the water in the remainder may add increased stiffness,
since heat of vaporization is taken from the surrounding
material. However, vacuum alone is not enough when it
is intended to completely dry the food. The heat neces-
sary for continuation of the boiling condition must be
provided externally and this is a role of the infrared
heater.
2.1.1. Far infrared heater
A stainless steel heating coil comprises the heating
element and is effectively made into a fluororesin plate
heater by covering the surface in fluororesin which it has
an excellent radiation efficiency for far infrared radia-
tion with a thickness as little as 1 mm, it is outstanding
in water resistance, and corrosion resistance, in addition
to having a very rapid response rate. The coated fluorine
Nomenclature
c
speed of the light
E
total emissive power
p
Planck constant
T
temperature
d
distance
Subscripts
b
black body
e
emitter
h
heater
k
monochromatic
s
sample
Greek
e
emissivity
j
Boltzmann constant
k
wavelength
r
Stefan–Boltzmann constant
148
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
resin plastic board infrared heater was 23
18 cm in
area and operated at 100 V, with a maximum power of
150 W.
Every body emits radiation due to its temperature
level. It is called thermal radiation because it generates
heat in the wavelength range of 0.1–100 lm within the
spectrum. The total amount of radiation released by a
body per unit area and time is identified as its total
emissive power, E, and depends on the temperature and
the surface characteristics of the body. This energy is
emitted from a surface in all directions and at all
wavelengths. A black body is also defined as one that
emits the maximum radiation per unit area and its
emissive power, E
b
, depends only on its temperature.
The emissivity of a body, e, is then defined as the ratio of
its total emissive power to that of a black body at the
same temperature, e
¼ E=E
b
(Nicholas, 1943; Ratti &
Mujumdar, 1995).
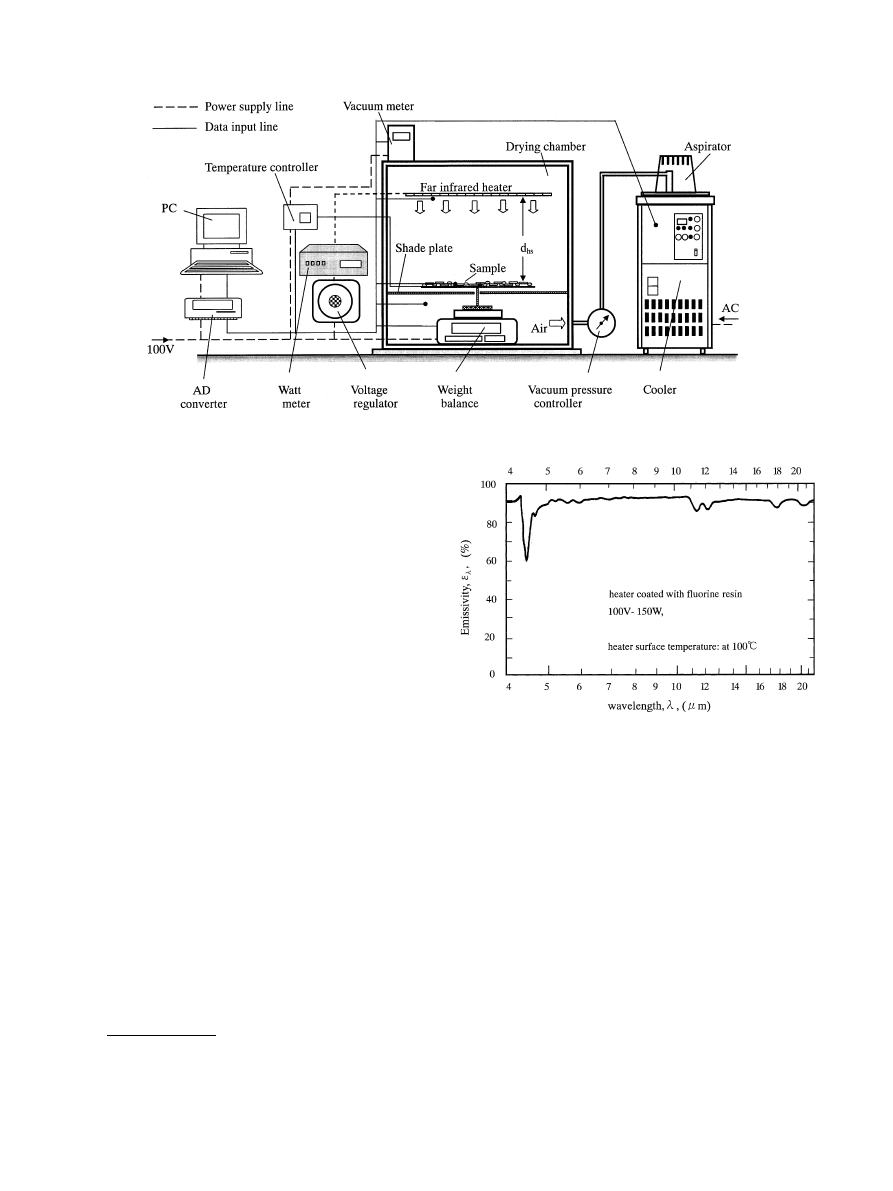
The distribution of the spectral emissivity of the
heater used in this experiment is uniform for each
wavelength, and, when averaged over the surface, the
radiation characteristics are over about 0.7 (Fig. 2). An
infrared radiation body of this type may be deemed
similar to a black body or a high-efficiency radiator. The
features of such a far infrared radiator are that the
heater can radiate the far infrared radiation maximally
even at low temperature, because spectral emissivity is
high in the full wavelength range.
For a black body, this power is expressed by
(Planck’s law of radiation):
E
b;k
¼
2pc
2
p
k
5
exp cp=jkT
ð
Þ 1
ð1Þ
So the monochromatic emissivity of a body is defined as
e
k
¼ E
k
=E
b;k
. Kirchhoff’s law states that under thermo-
dynamic equilibrium (which requires all surfaces to be at
the same temperature), the monochromatic absorptivity
and emissivity of a body are equal. Eq. (1) has a maxi-
mum that is related to the temperature by the following
expression (Wein’s displacement law):
k
max
T
¼ 2897:6 lm K
ð2Þ
Eq. (1) may be integrated over all wavelengths to obtain
the total emissive power for a black body (Stefan–
Boltzmann law):
E
b
¼
Z
1
0
E
b;k
dk
¼ rT
4
ð3Þ
where r is the Stefan–Boltzmann constant.
As pointed out above, the total emissive power
includes the energy from all the wavelengths in the
spectrum of the radiation. On the other hand, the
Fig. 2. Emissivity characteristics of FIR heater.
Fig. 1. Schematic view of experimental far infrared dryer with vacuum extractor.
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
149
monochromatic emissive power E
k
is the radiant energy
contained between wavelengths k and k
þ dk.
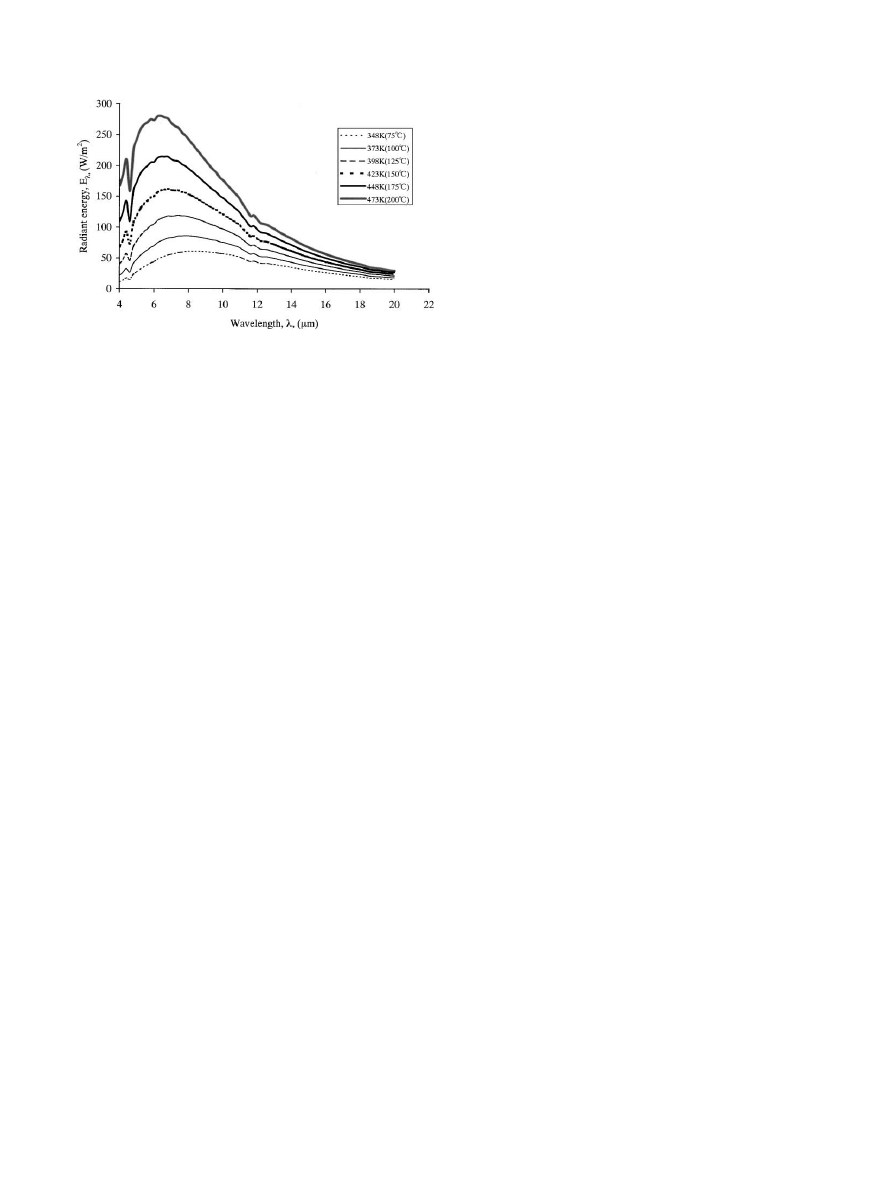
Fig. 3 describes the quantity of radiant energy emit-
ted at each individual wavelength from a heater source
at selected temperatures. As can be seen, varying the
source’s temperature cause changes in the amount of
energy radiated by the heater. Increasing the tempera-
ture of the heater brought about a shift in the peaks to
shorter wavelengths. This heater can be deemed to have
radiation characteristics suitable for this experiment,
because the experiment is carried out under vacuum and
the temperature cannot be high in such an enclosed
chamber. Although the spectral emissivity in the small
wavelength region may be small for one type of far in-
frared radiation heater, in the long wavelength region it
can be high and can be regarded as a large heater. A low
spectral emissivity in the short wavelength area can
be advantageous to the heating efficiency, because the
conversion of radiation energy distribution to the small
wavelength area suppresses the radiation of near infra-
red radiation and visible rays which have little or no
heating effects. At high temperatures with heaters of this
type, there is a significant amount of both the near in-
frared radiation and visible rays. Nevertheless, while
there is no clear guideline for the selected application of
the heater of either types, about 300
°C is regarded as
the heater surface temperature forming the boundary
between the two areas, and when below this tempera-
ture, the similarity to a black body may be regarded as
an advantage.
2.1.2. Sample
Welsh onions of uniform initial moisture content were
bought directly from the countryside. Only the leaf part
was used for this experiment. The samples were cut into
5 and 10 mm lengths and immediately wrapped in a
plastic film, and stored at 5
°C in a refrigerator. Before
each run, the total amount of samples required was
taken from the refrigerator and left to equilibrate to the
room temperature. For each run, the sample was placed
on a tray (20
25 3 cm) made from the wire gauze
and connected to an electronic balance (Shimadzu Co.,
model BL-1200H, Tokyo, 0.01-g accuracy). The tray
was spaced to permit air circulation between the mate-
rials. The initial mass of sample was set to be about 50 g
by spreading one or two layers on the tray. The initial
moisture content of the leaf part of the welsh onion for
each experiment was determined by drying at least three
replications in a forced convection oven at 65
°C for 5 h
(Resource Investigative Committee, Science & Tech-
nology Agency edition, 1982). The values varied be-
tween 91.3% and 93.5% wet basis. The drying was ended
when the moisture content of the sample reached 5% wet
basis. The drying rate was calculated as the amount of
moisture evaporating in 1 min per original kg of the
sample.
2.1.3. Drying chamber
The drying chamber used for this experiment was
a vacuum desiccator (Iuchi Co., model VW) that was
made from a transparent acrylic resin with 40
30 40
cm internal dimensions, and 133 Pa vacuum tolerance.
All inner walls of the drying chamber were covered with
aluminum foil from which the infrared rays were re-
flected (Ginzburg, 1969). An electronic balance, not di-
rectly exposed to the infrared rays was placed under the
sample in the drying chamber.
For vacuum drying, the pressure in the drying cham-
ber was lowered to approximate 1/76 of atmospheric
pressure so that the water boiled and evaporated at a
temperature as low as 10
°. As is normal in vacuum
drying, the temperature of dried material was rapidly
lowered as evaporation commenced. The drying then
stops, as long as there is no supply of heat of vapor-
ization, when it approaches the boiling temperature
appropriate to the degree of vacuum.
2.1.4. Aspirator
Since the drying was to be accomplished in the vac-
uum state, an aspirator was used. An aspirator is a
pump forcing liquid through a pipe that has a con-
striction in its diameter and using the ensuing pressure
drop to pull a vacuum in the chamber (through a tubing
connected to the point of constriction). It is necessary to
lower the water temperature in order to increase the
level of vacuum, because there is the relationship be-
tween a water vapor pressure and the water temperature
(e.g. water vapor pressure is 0.93 kPa at 5
°C). It is also
possible to bring the water temperature to
10 °C, by
mixing ethylene glycol into the water. For this experi-
ment, the mass flow rate of cold water through the as-
pirator (Iwaki Glass Co., Ltd., model CLU33-ASP) was
19 l/min, and the ultimate vacuum was 0.28, 0.61, 1.22,
and 2.32 kPa when using water at
10, 0, 10, and 20 °C,
respectively.
Fig. 3. Monochromatic emissive power of heater at various absolute
temperature.
150
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156

In the vacuum state, the heat supplied is of course
radiant heat, because there is no air for convection.
Efficient drying can be expected, since 3 lm far infrared
radiation is radiated from the far infrared radiation
plate heater used in this experiment, and since it radiates
uniformly from the full face of the heater. Also, there is
some water in the pores of the food since diffusion of
water molecule from the interior of the food is rapid.
2.1.5. Data acquisition system
All experimental measuring equipments were con-
nected to a personal computer to continuously record
the weight loss and the other data as a function of
drying time without removing samples from the drying
chamber. A computer program written in BASIC was
used for this purpose. Type K thermocouples (chromel
vs. alumel) with a thickness of 0.3 mm were fixed at two
locations to record the infrared heater surface temper-
ature and one for the drying chamber temperature.
Three samples of the food material temperature were
recorded by 0.1 mm diameter of type-T thermocouples
(copper vs. constantan).
2.1.6. Heat power regulator
The radiation intensity was varied by regulating the
voltage and hence output of the heater. As a result, the
power of heater was regulated at 40, 50, 60, 70, 80, 90,
and 100
2W. Each level was tested for at least five
drying runs.
2.2. Experimental procedure
The sample set was placed at the middle of the drying
chamber directly facing the far infrared heater. The
vacuum operation was achieved through the sidewall of
the chamber. Seven levels of distance between the sam-
ple and the far infrared radiation heater were used and
tested for the selected radiation intensity levels. These
were 7.5, 10, 12, 15.2, 17, 20, and 22.5 cm.
2.3. Measurement and evaluation of drying quality
2.3.1. Chlorophyll content
Chlorophyll was extracted from the sample in abso-
lute (100%) acetone, and the absorbance at 644 and 662
l
m of the filtered acetone extract was obtained using a
spectrophotometer (Shimadzu Co., model UV-120-01,
Tokyo, 325–1000 nm sensitivity). The chlorophyll con-
tent was calculated using the equations quoted in the
literature Cupina (1969) and Holm (1954).
2.3.2. Color
The color and hue of both the dried onion in each
drying run and fresh onion sample were measured using
a colorimeter (Minolta Camera Co., Ltd., model CR-
100). In tristimulus color measurements, L
, a
, and b
coordinates show the degree of brightness, the degree of
redness (
þa) or greenness (a), and the degree of yel-
lowness (
þb) or blueness (b), respectively. Hue angle
can be computed from the a
and b
parameters (Chen,
Koh, & Park, 1999). In the Lab color solid, as the dis-
tance (
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
a
2
þ b
2
p
) from the origin increases, the color
becomes more vivid. For each sample, this was mea-
sured directly on the product seven times in different
locations to determine the average values. Color differ-
ence values, L
, a
, and b
, were thus quantified (Nsonzi
& Ramaswamy, 1998; Venkatachalapathy, 1997):
DL
¼ L
L
0
;
Da
¼ a
a
0
;
Db
¼ b
b
0
ð4Þ
where L
, a
, and b
are the measured values of ground
dried onion and after soaking in distilled water for 2h,
L
0
, a
0
, and b
0
are the values of the initial onion. The
total color difference (DE
ab
) was defined using the Mi-
nolta equation as follows:
DE
ab
¼
DL
ð
Þ
2
h
þ Da
ð
Þ
2
þ Db
ð
Þ
2
i
0:5
ð5Þ
2.3.3. Rehydration ratio
The measurement of the water rehydration rate was
based on the following procedure. 200 g of distilled
water was brought to a temperature of 90
°C in a con-
stant temperature water bath. Then a precisely weighed
1 g sample of the dried material was placed in a wire
gauze basket and soaked for 20 min. Afterwards, the
samples were centrifuged to remove free water and
the weight of each was taken (Itoh & Chung, 1995). The
ratio of the mass after the water rehydration to the pre-
drying mass of the sample was calculated as a recovery
ratio (Fasina, Tyler, & Pickard, 1997; Nsonzi & Ra-
maswamy, 1998; Venkatachalapathy, 1997).
3. Results and discussion
3.1. Effect on the preliminary study
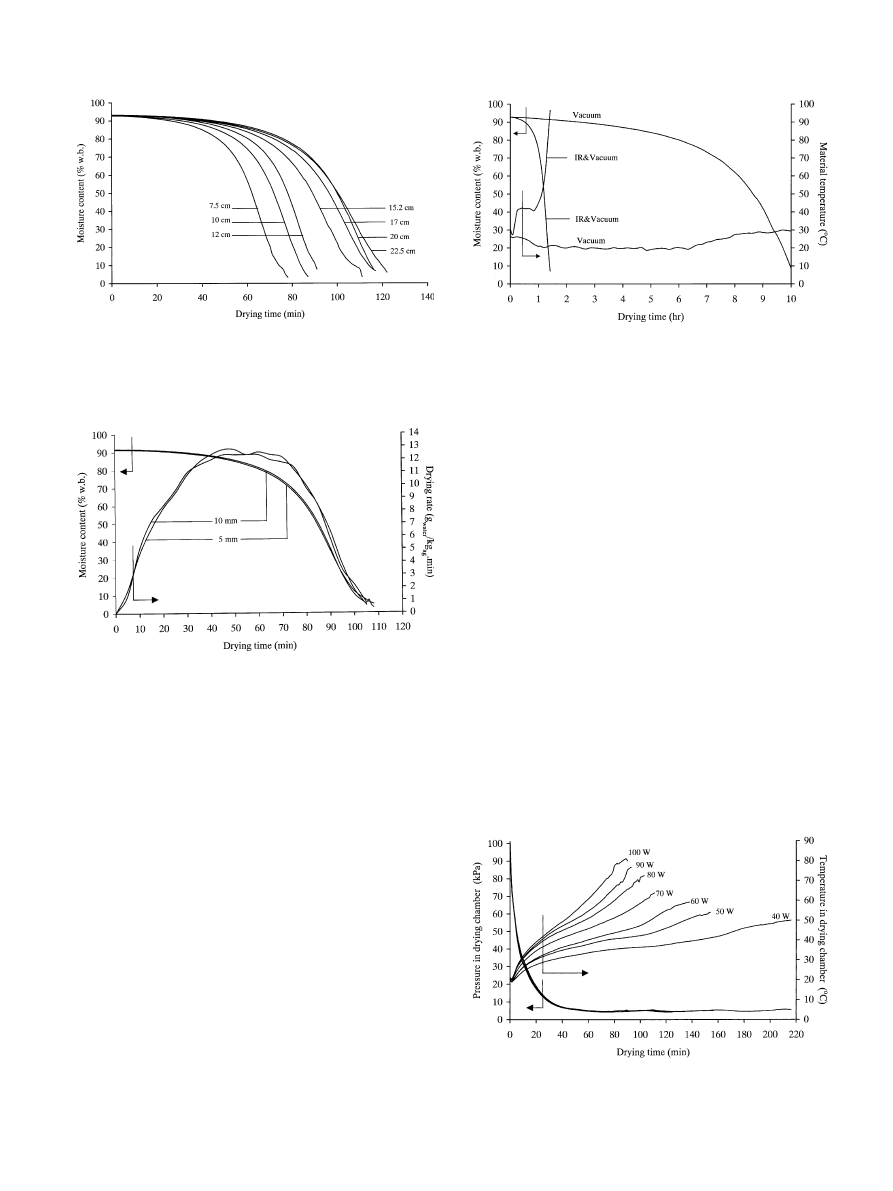
It has been mentioned previously that a range of
distances between the samples and the heater were used.
The electric power was 80 W and the samples were of 5
mm length. Fig. 4 shows that all spacings gave a gradual
moisture content decrease at the beginning of drying
and a dramatic decrease after approximately 50 min.
Decreasing the spacing gave a more rapid moisture
content decrease. This is because the radiation pene-
trated into the product directly. However, the dehy-
drated products at the lower spacings were scorched due
to intense radiation. On the other hand, at the 17 cm
spacing and greater, the effect seems to be marginal
because of the dissipation of thermal radiation. As a
result, the 10 cm spacing was used entirely for this study.
This conclusion is consistent with Dontigny et al. (1992),
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
151
in their article that studied the use of medium wave-
length where the electric emitters were placed 10 cm
above the top of products.
The effects of the length of welsh onion under a
combined far infrared radiation and vacuum is provided
in Fig. 5. Two lengths of cut welsh onions, 5 and 10 mm,
the electric power of 80 W, and a 10 cm distance of the
heater from the sample surface were used for this study.
The results were somewhat unexpected with the 5 mm
length seeming to have a drying rate close to that of the
10 mm samples. There is quite unlike the results of Itoh
and Chung (1995) who found that drying rate (using
long wave infrared radiation) increased as the length of
the welsh onion decreased. According to the experience
of Japanese instant food factories and observed during
the experiments, the vapor pressure of 10 mm length had
reached equilibrium before reaching the required state
of 5% wet basis. Consequently, the 5 mm length was
subsequently used in the experiment.
Fig. 6 plots the relationship between drying time
against moisture content and material temperature
under a combined far infrared radiation and vacuum
compared to a vacuum operation alone. The same con-
ditions as used when investigating the effects of length
were considered. As can be seen, the only moisture
transfer in the vacuum operation was that vaporized
from the products over long times, but the penetration
of internal heating into the products caused a rapid
increase in water vapor pressure inside the materials
(Fasina et al., 1997). Thus, far infrared radiation can be
combined effectively with vacuum operation to ensure
rapid removal of evaporated moisture.
3.2. Effect on physical and thermal parameters
The pressure and temperature in the drying chamber
are plotted against drying time in Fig. 7. The results
indicate that electrical power in intense radiation had a
significant effect on drying chamber temperature, but
did not affect the pressure depression. Increasing radi-
ation intensities increase heater surface temperature
(Fig. 8) and material temperature (Fig. 9). However,
moisture content decreases. The line of moisture content
Fig. 4. Effect of the height, d
hs
, between sample and heater on moisture
content.
Fig. 5. Effect of the length of welsh onions on moisture content and
drying rate.
Fig. 6. Effect of the combination of a far infrared radiation drying and
vacuum operation against a vacuum operation alone on moisture
content and material temperature.
Fig. 7. Pressure and temperature in drying chamber at different levels
of radiation intensities.
152
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
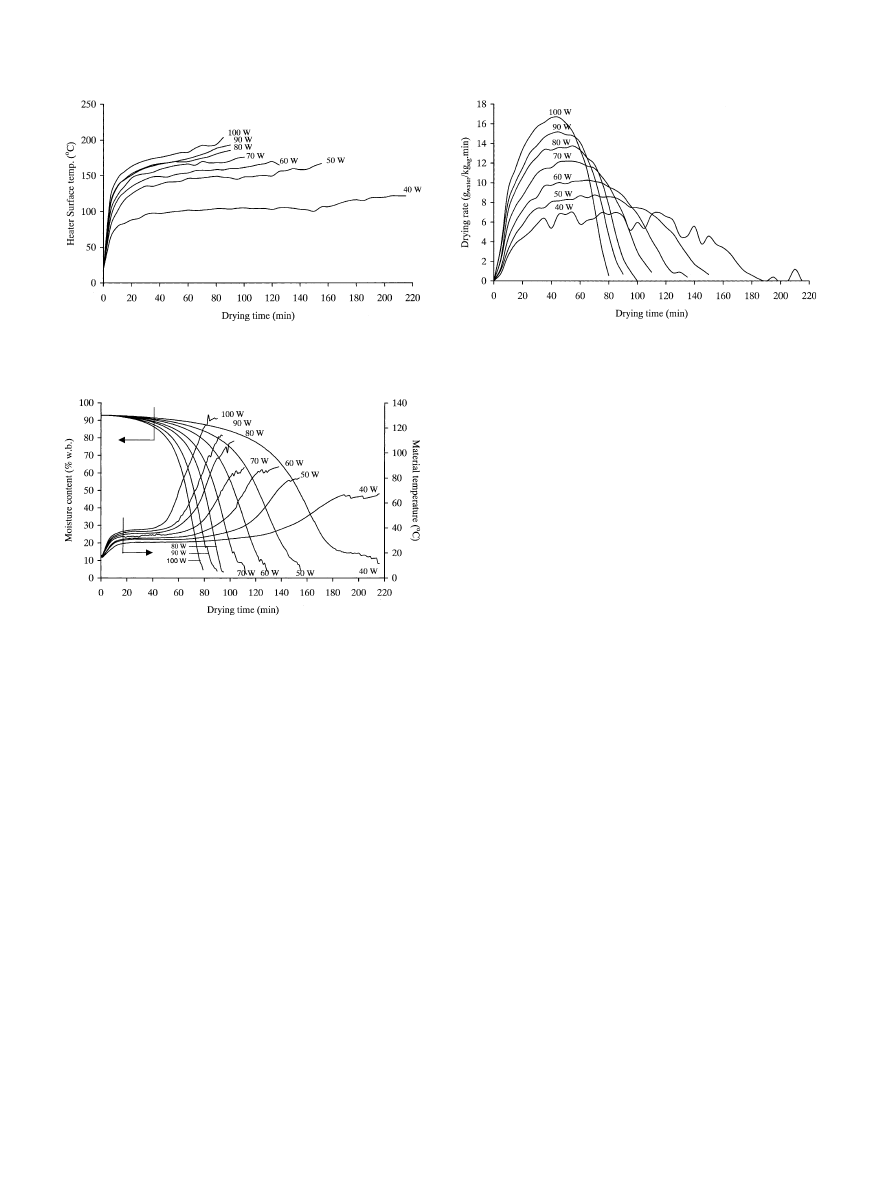
goes down marginally from the initial state and drops
substantially from 50 min of drying time to the end of
drying at a 5% wet basis of moisture content. The higher
the radiation intensity, the quicker a removal of evap-
orated moisture. The material temperature illustrates
that the higher the radiation intensities by increasing an
electrical power, the quicker the rise in material tem-
perature. As revealed by this graph, the temperature
inside the products climbs dramatically within 10 min
after running the heater and vacuum operation, after
this, it remains stable at 30–40
°C, and rise severely after
50 min running the system. The rise in temperature de-
creases gradually with falling infrared radiation. It is
generally known that the rate of moisture loss of a
product is proportional to the difference between the
moisture content and its equilibrium moisture content.
It is certain that the drying rates shown in Fig. 10 in-
creases with increasing radiation intensity, which was
one of the causes of the rapidly evaporated moisture.
However, from experience in an occasional drying run,
the lowest intensity (40 W power level solely) cannot
reach the needed moisture content (5% wet basis). This
can be explained because of the vapor pressure of the
water inside the product is equal to the water vapor
pressure of the surroundings. On the other hand, it can
be stated that the equilibrium moisture content has been
reached.
Fig. 10 gives the results of the drying rates over dif-
ferent levels of radiation intensities. The characteristic
drying rate under a combined far infrared radiation and
vacuum operation gives a parabolic shape for all radi-
ation intensity levels. Each level (especially at 90 W and
under) seems to behave with three drying behaviors: a
rising-rate period, a constant-rate period, and a falling-
rate period. The rising-rate period occurred during
the drying process because the samples were put into the
drying chamber at atmospheric pressure before the
chamber was evacuated. The initial rate of drying in this
period increases rapidly from the beginning to about 40
min into the drying run. The constant-rate period re-
mains wide in range especially at the less intense radia-
tion levels (40 W), and peaks at 17 g water per kg initial
material in a minute for 100 W. This can be because the
internal resistance to moisture transport is possibility
much less than the external resistance to water vapor
removal from the product surface. This period appears
too narrow in cases of high intensity, e.g. 100 W. On the
other hand, it is quite large for the low intensities such as
40, 50, and 60 W. The falling-rate period displays be-
havior as for conduction and convection drying and is
caused by the internal resistance to moisture transport
becoming grater that the external resistance. The vapor
pressure at the product surface decreases resulting in a
lowering of the drying rate.
3.3. Effect on drying qualities
The chlorophyll in higher plants is composed of two
constitutions: chlorophyll a and b, which are distin-
gu\ished by their physical and chemical properties
(Cupina, 1969). In addition, it is also widely acknowl-
edged that high temperature drying denatures the nu-
tritive value of dehydrated food products. As can be
Fig. 8. Heater surface temperature at different levels of radiation in-
tensities.
Fig. 9. Moisture content and material temperature at different levels of
radiation intensities.
Fig. 10. Drying rate at different levels of radiation intensities.
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
153
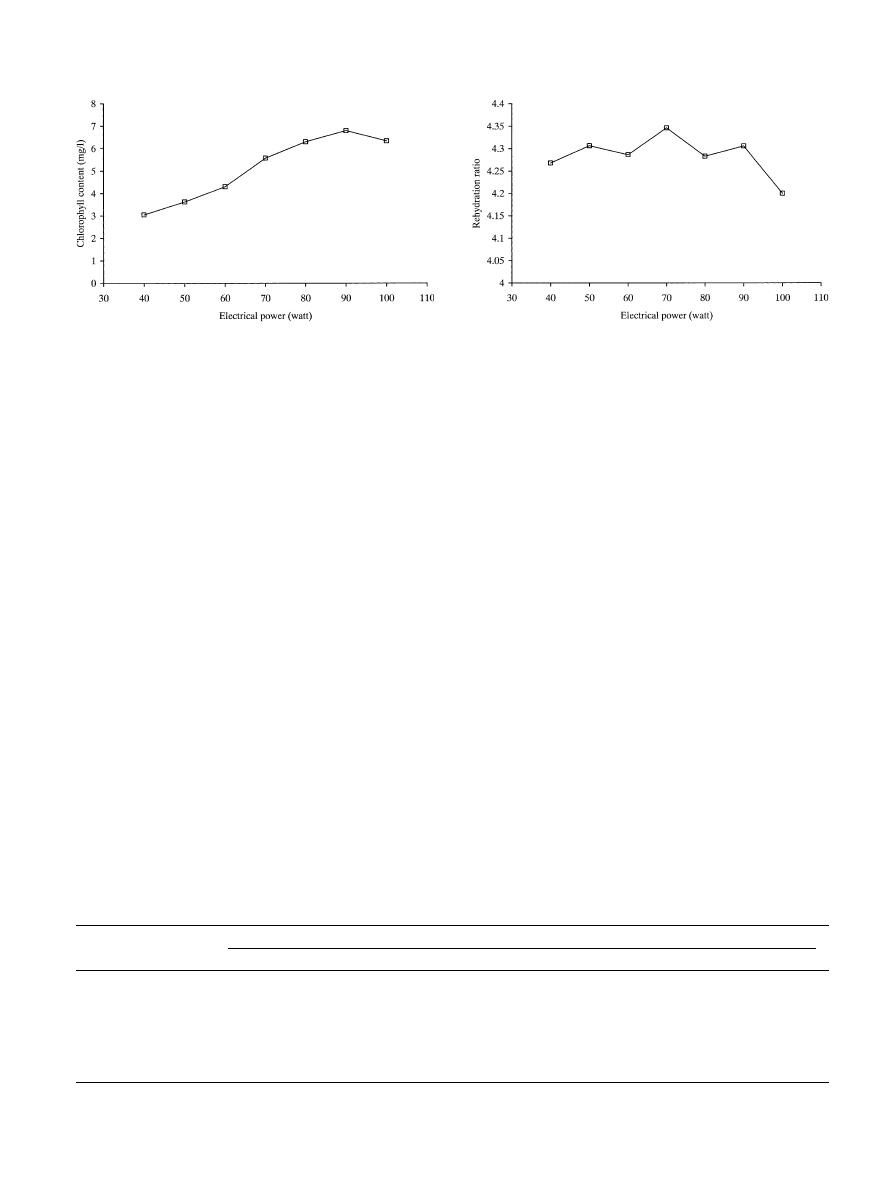
seen in Fig. 11, total chlorophyll content climbs rapidly
with an increase radiation intensity and peaks at 90 W,
after which it falls slightly at 100 W. The results also had
significant effects on pigment and the least significant
difference (LSD) is tabulated in Table 1. The results at
the 70 W power level or over were largely non-signifi-
cant. The outcomes can be explained in two ways: (1)
the time required to dry welsh onions at 40–80 W is too
long, causing a reduction in total chlorophyll value
of the dehydrated onions, (2) the high temperature
contributed to a decrease in pigments. This is similar to
results of Holm (1954) who affirmed that excessively
strong light changes the pigment in a short time. Cupina
(1969) also explained that dehydration of the plant
material in the air at room or higher temperatures leads
to a certain loss of pigments. Nicholas (1943) pointed
out that the shorter the time of the preservation in fruits
and vegetables processes, the smaller the loss of original
quality.
Fig. 12gives the rehydration ratio at different radia-
tion intensities. As revealed in the graph, the rehydra-
tion ratio seems to have a nebulous term, because the
effect of radiation intensity on this property fluctuates
widely. However, the long period of drying and the high
temperature may contribute to a decrease in rehydra-
tion, because the product surface was destroyed as were
the pores that allowed water reenter into the kernel. The
results suggest that onions dehydrated at 70 W power
seem imbued with fresh-like properties. Fasina et al.
(1997) described cracking of seeds that allowed for
easier diffusion of moisture into the kernel and the mi-
gration of soluble out of the seeds into the soaking
water. Similar results from Yang and Atallah (1985)
explained that a porous and non-shrunken structure
facilitates a good rehydration. Kim and Toledo (1987)
also maintained that the lower rehydration ratios
were attributed to the added solids, which reduced the
amount of water that could be absorbed during rehy-
dration.
Color is a psychological property of food products
that affects to the enjoyment of eating. Temperature and
relative humidity during drying is one of the causes of
color degradation in dehydrated products (Lozano &
Ibarz, 1997). The results of the color solid (dimensions
a
and b
) of welsh onions are provided in Fig. 13. A
combined far infrared radiation and vacuum process has
a complicated effect on the a
and b
of dehydrated
onions with no clear pattern in the results. Rehydration
of the onions by soaking in distilled water demonstrated
that a change in the a
parameter was more obvious
than that in the b
. The results show the higher intensity
radiation, 90 and 100 W, yielded a rehydrated product
Fig. 11. Chlorophyll content of dehydrated welsh onions at different
levels of radiation intensities.
Table 1
Least significant difference for chlorophyll content of dehydrated onions at different radiation intensities
Power (W)
Chlorophyll content (mg/l)
1
23
4
Average
a
40
2.930
2.137
3.513
3.625
3.051a
50
2.926
3.316
4.804
3.470
3.629a
60
3.295
5.577
5.688
2.688
4.312ab
70
4.839
6.874
5.757
4.857
5.582bc
80
5.423
7.886
6.020
5.914
6.311c
90
6.425
8.501
6.591
5.702
6.805c
100
6.0424.913
7.311
7.110
6.344c
a
The average values with the same letter are non-significant at 95% confidence interval (LAD
0:05
¼ 1:493 mg/l).
Fig. 12. Rehydration ratio of dehydrated welsh onions at different
levels of radiation intensities.
154
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
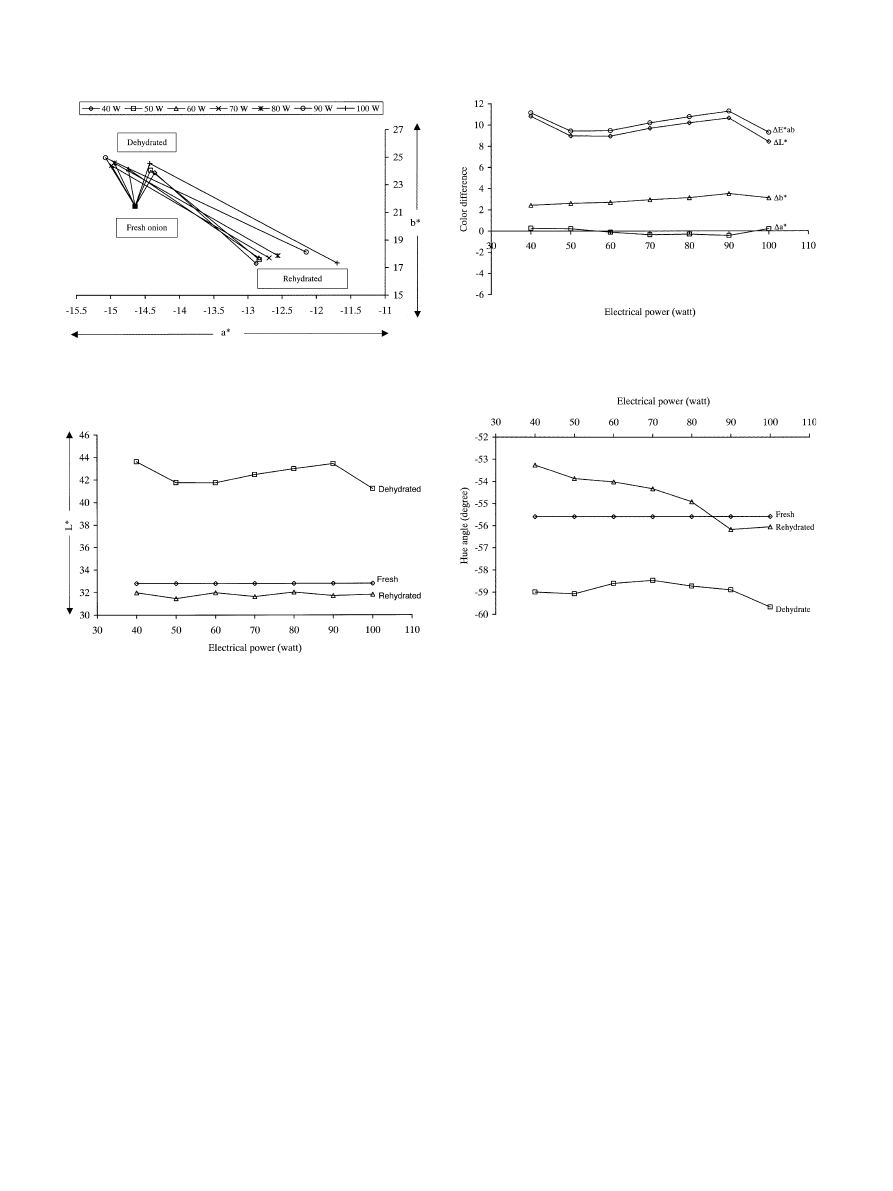
closer to redness, and the lower intensity experiments at
40, 50, and 60 W, put it nearer to greenness. That is to
say, the radiation intensity influences more the a
pa-
rameter.
Fig. 14 shows the effect on the L
parameter. As can
be seen, the dehydrated product was moved by the ra-
diation intensity closer to whiteness. This effects in-
creased slightly from the 50 W power level and declined
slightly at 100 W. The rehydrated product showed a
fluctuating effect with intensity level and was closer to
the blackness of the initial product. Krokida, Tsami,
and Maroulis (1998) implied that the brightness of de-
hydrated of apple, banana, carrot, and potato during
conventional and vacuum drying was not affected by
temperature and relative humidity during drying, but
the redness and the yellowness were strongly affected.
Fig. 15 also provides further details of color difference
based upon the initial onion against dehydrated onions,
and shows the results having the same tendency for a
and b
. Furthermore, as revealed in this graph, the total
color difference, DE
ab
, goes up slightly with the power
level similar to results of Venkatachalapathy (1997) who
stated that the greatest differences were found at the
highest power level in microwave drying. Nsonzi and
Ramaswamy (1998) also concluded that the DE
ab
was
related to temperature in a forced air cabinet dryer and a
freeze dryer.
The hue angle of products is shown in Fig. 16. The
rehydrated product at 40 W is furthest from the fresh
product and reduces dramatically to the fresh product
and remains stable at 90 through 100 W. That is to say,
the 85 W power level gives a rehydrated product that is
the same as the initial product. As for the dehydrated
product, the outcomes show that the nearest hue angle
to the fresh is given by the 70 W treatment.
4. Conclusions
The radiation intensity levels influenced dramatically
the temperature in the drying chamber, that on the heater
surface and moisture content, while drying rate had a
parabolic shape for all power levels. There is a strong
possibility that the area under each curve can be divided
Fig. 15. The color differences from initial onions of the a
, b
, L
, and
DE
ab
parameters at different levels of radiation intensities.
Fig. 13. The a
and b
parameters of fresh, dehydrated and rehydrated
welsh onions at different levels of radiation intensities.
Fig. 14. The L
and b
parameters of fresh, dehydrated and rehydrated
welsh onions at different levels of radiation intensities.
Fig. 16. The hue angle of fresh, dehydrated and rehydrated welsh
onions at different levels of radiation intensities.
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
155

into three periods: (1) a rising-rate period, (2) a constant-
rate period, and (3) a falling-rate period. The intensity of
radiation had significant effects on chlorophyll content,
the means of this pigment being non-significant at a 70 W
power level and over. The long period of drying and the
high temperature may have contributed to a decrease in
rehydration. At the 70 W power level, however, fresh-like
properties were obtained. The radiation intensity influ-
enced the a
for rehydrated onions, and the L
and DE
ab
for dehydrated onions.
Acknowledgements
This research was partially supported by a fund from
the Japanese Government and the Ministry of Educa-
tion, Science and Culture (Monbusho) who granted a
Ph.D. scholarship to Sunate Mongpraneet.
References
Abe, T., & Afzal, T. M. (1997). Thin-layer infrared radiation drying of
rough rice. Journal of Agricultural Engineering Research, 67, 289–
297.
Chen, Q., Koh, H. K., & Park, J. B. (1999). Color evaluation of red
pepper powder. Transactions of the ASAE, 42(3), 749–752.
Cupina, T. (1969). Methods of determining chlorophyll a and b in
plant material. Contemporary agriculture, 17(10), 89–100.
Dontigny, P., Angers, P., & Supino, M. (1992). Graphite slurry
dehydration by infrared radiation under vacuum conditions. In A.
S. Mujumdar, & M. A. Roques (Eds.), Drying ’92. New York:
Hemisphere.
Dostie, M., Seguin, J. N., Maure, D., Ton-That, Q. A., & Chatingy, R.
(1989). Preliminary measurements on the drying of thick porous
materials by combinations of intermittent infrared and continuous
convection heating. In A. S. Mujumdar, & M. A. Roques (Eds.),
Drying ’89. New York: Hemisphere.
Fasina, O., Tyler, B., & Pickard, M. (1997). Infrared heating of legume
seeds effect on physical and mechanical properties. Paper No.
976013An ASAE Meeting Presentation. Minnesota: Mirmeapolis.
Ginzburg, A. S. (1969). Application of infrared radiation in food
processing. Chemical and Process Engineering Series. London:
Leonard Hill.
Hasatani, M., Harai, N., Itaya, Y., & Onoda, N. (1983). Drying of
optically semitransparent materials by combines radiative convec-
tive heating. Drying Technology, 1(2), 193–214.
Hasatani, M., Itaya, Y., & Miura, K. (1986). Hybrid drying of coals by
combined radiative and convective heating. In A. S. Mujumdar
(Ed.), Drying ’86 (pp. 227–231).
Hashimoto, A., Hirota, K., Honda, T., Shimizu, S., & Watanabe, A.
(1991). Factors influencing constant drying rate of wet granular
bed irradiated by infrared radiation. Journal of Chemical Engi-
neering of Japan, 24(6), 748–755.
Holm, G. (1954). Chlorophyll mutation in barley. Acta Agriculturae
Scandinavica, 4, 457–471.
Itoh, K., & Chung, S. H. (1995). Drying of agricultural products using
long wave infrared radiation (part 2)––Drying of welsh onion.
Journal of the Agricultural Society of Agricultural Structures, 26,
89–96.
Kim, M. H., & Toledo, R. T. (1987). Effect of osmotic dehydration and
high temperature fluidized bed drying on properties of dehydrated
rabbiteye blueberries. Journal of Food Science, 52(4), 980–
989.
Kishida, Y. (1998). 1999 Edition farm machinery yearbook. Tokyo:
Shin-norinsha Co., Ltd.
Krokida, M. K., Tsami, E., & Maroulis, Z. B. (1998). Kinetics on color
changes during drying of some fruits and vegetables. Drying
Technology, 16(3–5), 667–685.
Lozano, J. E., & Ibarz, A. (1997). Color changes in concentrated fruit
pulp drying heating at high temperatures. Journal of Food
Engineering, 31, 365–373.
Masamura, A., Sado, H., Honda, T., Shimizu, M., Nabethani, H.,
Hakajima, M., & Watanabe, A. (1988). Drying of potato by far
infrared radiation. Nippon Shokuhin Kogyo Gakkaishi, 35(5), 309–
314.
Nicholas, J. E. (1943). Some preliminary investigations on dehydration
of fruits and vegetables with infrared energy. Dehydration of Fruits
and Vegetables, 236, 285–291.
Nsonzi, F., & Ramaswamy, H. S. (1998). Quality evaluation of osmo-
convective dried blueberries. Drying Technology, 16(3–5), 705–723.
Ratti, C., & Mujumdar, A. S. (1995). Infrared drying. In S. M. Arun
(Ed.), Handbook of industrial drying (2nd ed., pp. 567–588). New
York: Marcel Dekker, Inc.
Resource Investigative Committee, Science and Technology Agency
edition, (1982). Japanese Standard Ingredient table of food (4th ed.,
pp. 22–23). Ministry of Finance: Printing Bureau.
Venkatachalapathy, K. (1997). Osmotic and microwave drying of
strawberries. Journal of Food Processing and Preservation, 20, 145–
156.
Yagi, S., & Kunii, D. (1951). Infrared drying characteristics of
granular or powdery materials. Kagaku Kikai, 15(3), 108–123.
Yamazaki, Y., Hashimoto, T., Honda, T., & Shimizu, M. (1992).
Optical characteristics gelatinous materials in infrared radiation
drying. In A. S. Mujumdar, & M. A. Roques (Eds.), Drying ’92.
New York: Hemisphere.
Yang, C. S. T., & Atallah, W. A. (1985). Effect of four drying methods
on the quality of intermediate moisture lowbush blueberries.
Journal of Food Science, 50, 1233–1237.
156
S. Mongpraneet et al. / Journal of Food Engineering 55 (2002) 147–156
Document Outline
- Accelerated drying of welsh onion by far infrared radiation under vacuum conditions
Wyszukiwarka
Podobne podstrony:
Accelerated Drying of Single Hardwood Boards by Combined Vacuum Microwave Application
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
Practical Analysis Techniques of Polymer Fillers by Fourier Transform Infrared Spectroscopy (FTIR)
Far Infrared Energy Distributions of Active Galaxies in the Local Universe and Beyond From ISO to H
Preparation of garlic powder with high allicin content by using combined microwave–vacuum and vacuum
Preparation of dry honey by microwave–vacuum drying
Drying kinetics and quality of beetroots dehydrated by combination of convective and vacuum microwav
Far Infrared Spectroscopy of Star Forming Galaxies Expectations for the Herschel Space Observatory
Drying of garlic (Allium sativum) cloves by microwave hot air combination
Assessment of cytotoxicity exerted by leaf extracts
Modeling with shrinkage during the vacuum drying of carrot (daucus carota) (Arévalo Pinedo, Xidieh M
Induction of two cytochrome P450 genes, Cyp6a2 and Cyp6a8 of Drosophila melanogaster by caffeine
USŁUGI, World exports of commercial services by region and selected economy, 1994-04
Myth & Religion of The North by Turville Petre
Influence of drying methods on drying of bell pepper (Tunde Akintunde, Afolabi, Akintunde)
Microwave Application in Vacuum Drying of Fruits (Drouzaf, H SchuberP)
Microwave vacuum drying of model fruit gels (Drouzas, Tsami, Saravacos)
więcej podobnych podstron