
Accelerated Drying of Single Hardwood Boards by
Combined Vacuum-Microwave Application
M.
Leiker
Technische Universität Dresden, Institut für Verfahrenstechnik
und Umwelttechnik, Mommsenstrasse 13, D-01069 Dresden,
Germany, matthias.leiker@gmx.de
K.
Aurich
Technische Universität Dresden, Institut für Verfahrenstechnik
und Umwelttechnik, Mommsenstrasse 13, D-01069 Dresden,
Germany, Kai.Aurich@gmx.net
M.A.
Adamska
Technische Universität Dresden, Institut für Verfahrenstechnik
und Umwelttechnik, Mommsenstrasse 13, D-01069 Dresden,
Germany, Malgorzata.Adamska@mailbox.tu-dresden.de
ABSTRACT
The combined application of microwave heating and low vacuum allows drying of hardwood at very high rates.
Several experimental series were carried out to investigate the suitability of this technology to create a controllable
drying process for single boards in multimode cavities. Moisture content profiles and temperature development were
measured. In comparison to conventional drying, reversed gradients of moisture and temperature were observed. The
distribution of properties depends on the configuration of the cavity and the possibility of material transport relative
to the electromagnetic field. A variation of pressure in the range of low vacuum has little influence on the drying
rates.
The development of material temperature shows characteristic sections with regards to the moisture content.
These sections enable the classification of the process state. The application of surface temperature measurement as a
part of a control system is discussed. Due to the high drying rates and the application of an electromagnetic field,
physical properties of the material might be affected. However, the investigation of mechanical and hygroscopic
properties showed no differences in comparison to material dried by means of conventional heat and vent drying. In
addition, a very bright surface colour could be achieved.
INTRODUCTION
The majority of technically dried timber is proc-
essed in conventional heat and vent kilns. Especially for
hardwoods, this technology requires extensive drying
times. Due to the stacking of the material a considera-
tion of individual board parameters for the configuration
of the drying schedule is not possible.
However, for certain applications the quick prepara-
tion of material appears to be desirable. To shorten
drying times of stacked boards, applications with volu-
metric heating (radio frequency, microwave drying) or
increased pressure gradients (vacuum drying, super-
heated steam drying) can be used. Volumetric heating is
achieved by application of high frequency electromag-
netic fields. Microwave fields can provide a higher
amount of power to a material in comparison to radio
frequency applications, however, some severe problems
of field distribution have to be considered.
First results of microwave drying of wood at at-
mospheric pressure in the 1950’s and 1960’s (Egner and
Jagfeld 1964, Resch 1968) demonstrated the potential of
the technology but at the same time pointed the prob-
lems of field distribution and process control. The dry-
ing of single boards as well as stacked material was
investigated. Several researchers worked on microwave
drying by means of waveguides (Barnes et al. 1976,
Galperin 1990, Perre and Turner 1997). However,
because of the common material dimensions multimode
applicators appear to be more suitable for timber. Antti
(1999) published a series of papers that show the possi-
bility to dry single boards with good quality within
hours. To overcome the problem of uneven field distri-
bution, the design of a special applicator was started

(Hanson and Antti 2003). Another way address distribu-
tion problems can be material transport (Leiker et al.
2004b).
Avramidis and Zwick (1992) showed that the com-
bined application of radio frequency and low pressure
vacuum can yield better drying results in shorter time
than a pure high frequency application. Using a combi-
nation of microwave and low vacuum leads to even
higher drying rates, up to several percent per minute
(Leiker and Adamska 2004). Drying of single boards in
a production chain appears to be possible. The micro-
wave application results in reversed gradients of mois-
ture and temperature within the material in comparison
to heat and vent drying.
MATERIALS AND METHODS
In this study experimental work was carried out
with fresh sawn beech to investigate the influence of
vacuum pressure level on the drying rates. The devel-
opment of temperature was observed. Existing sensor
signals are used to identify control parameters. Due to
the high drying rates changes of physical material
properties may occur. Therefore mechanical strength,
colour and sorption behaviour of material dried with
different technologies are compared.
Determination of drying rates and property profiles
A laboratory scale microwave kiln was used for the
drying experiments. The vacuum chamber of the kiln is
a cylindrical stainless steel vessel with a volume of
approximately 200 l, 1 m length and a diameter of 500
mm. The energy is supplied to the chamber by two
water cooled magnetrons with a maximum power of
3000 W each; at a frequency of 2450 MHz. Radiators
can be used for field distribution. A continuous adjust-
ment of power between 10 and 100% of maximum is
possible.
Sample material can be placed on a turntable that is
connected to a load cell for continuous determination of
the drying kinetics. Depending on the maximum of the
load cell a precision of 1 g or 0.1 g can be achieved.
Surface temperature of the samples is monitored by an
infrared sensor. In addition, a four channel fiber optic
temperature sensor, FoTemp by Optocon GmbH Ger-
many, is used to measure internal material temperatures.
For calculation of energy balances and thus energy
efficiency, input and reflected energy are measured at
the magnetron and the circulator, thus providing a signal
for the absorbed energy. All measured values are auto-
matically logged by the control system.
Fresh sawn samples of beech were dried in different
series. The dimensions of the samples were 400 x 200 x
50 mm³. Power input was accomplished by simply feed-
ing energy through the waveguide coupling at the wall
or by means of slotted radiators positioned parallel to
the samples. Vacuum pressure was set to 50 or 120
mbar.
Moisture content was measured by oven dry method
at a temperature of 103±2°C (DIN-EN-13183-1). Pieces
were taken prior to drying from the boards at both ends
of the drying samples to determine the initial MC. The
final moisture distribution of the samples was measured
by sawing 20 mm pieces at an appropriate distance from
both ends of the samples. These pieces were cut into
slices to determine the moisture profiles. Temperature
profiles across the board thickness were measured by
means of the fiber optic sensors and the IR-sensor at
half length of the samples.
Determination of material properties
Samples dried with different technologies were
used for the determination of material properties. The
applied drying technologies were: conventional heat and
vent drying (FA), vacuum microwave drying (VMW)
and microwave drying at atmospheric pressure (AMW).
Each time samples for the different tests were taken
from one board to provide comparable initial material
properties for the different drying applications.
For the FA drying, a schedule with drying tempera-
tures up to 60 °C was used. The AMW drying was ac-
complished by means of a production scale microwave
tunnel. In this application transport of the material was
possible.
To describe the mechanical properties of the mate-
rial, the impact bending strength was determined. The
specimens for the tests were prepared following
DIN 52189 with dimensions of 160 x 10.5 x 10.5 mm³.
A modified PSd 50 A (WPM Leipzig GmbH, Germany)
was used for the measurements. Three specimens were
taken from each of the chosen drying samples.
For determination of material colour, the device in-
dependent CIE-L
*
a
*
b
*
-System, which uses three pa-
rameters for the characterization of a colour, was used.
The parameters are: lightness L
*
, red-green share a
*
, and
yellow-blue share b
*
. Four single measurements were
taken from 15 drying samples by means of a spectro-
photometer CM-3610d (Minolta).
For the determination of equilibrium moisture con-
tent four different salt solutions were prepared analo-
gous to Leiker and Aurich (2003). Specimens with an
edge length of 15 mm were prepared from the drying
samples and stored in glass vessels for 8 weeks. Weight
was measured periodically. After reaching the equilib-
rium, samples were oven dried.
RESULTS AND DISCUSSION
Drying rates and property profiles
The application of vacuum microwave drying al-
lows drying rates of several percent per minute. Fresh
sawn samples can be dried to ready for use moisture
content within less than one hour. So far the maximum
drying rate for beech applied without material damage
was approximately 7 %/min. Because of the necessary
high specific energy these results were achieved without
applying special radiators for field distribution.
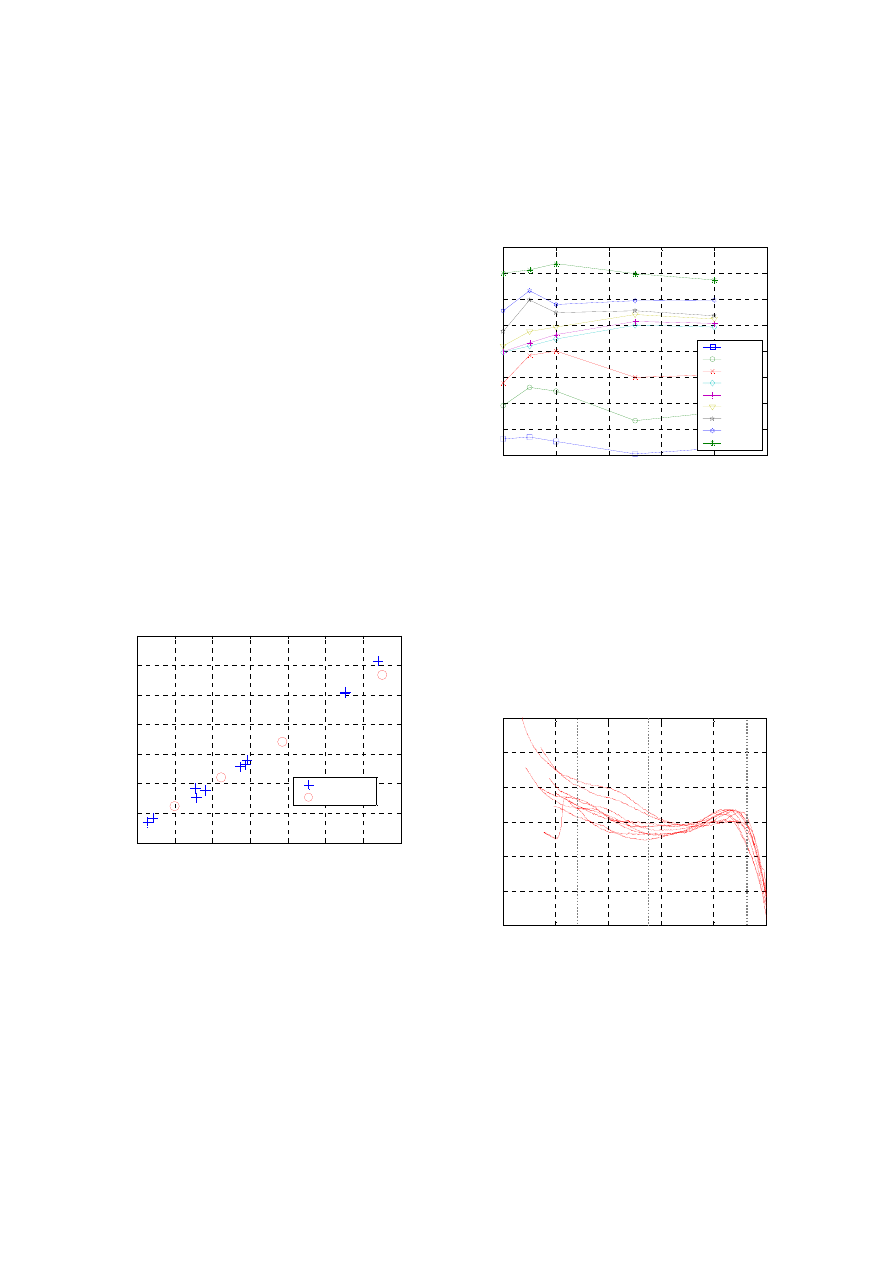
Pressure can be a critical parameter if radiators are
used for field distribution because of the occurrence of
field breakthrough phenomena. Figure 1 shows the
drying rates depending on the specific absorbed power
per kg dry mass. The correlation is linear, as expected.
There is no influence of the vacuum pressure on the
drying rate within the tested range. Higher pressure
reduces the probability of breakthrough. Drying rates of
2 %/min at 120 mbar are used in the laboratory equip-
ment for drying with radiators to assure a save opera-
tion.
600
800
1000
1200
1400
1600
1800
2000
1
1.5
2
2.5
3
3.5
4
4.5
P
spec
[W/kg
dry
]
∆
X/
∆
t [
%
/m
in
]
50 mbar
120 mbar
Figure 1. Drying rates depending on the specific ab-
sorbed power and vacuum pressure level, 50 mm
beech, no radiators
The development of the temperature profile (figure
2) during the drying reflects the characteristic of the
dielectric properties of wet wood (Torgovnikov 1993).
In the beginning of the process, the higher temperatures
are observed close to the surface. After this starting
period, the highest temperatures are measured in the
centre of the board resulting from the increased internal
pressure. At low moisture content the peak of tempera-
ture moves again towards the surface because of the
characteristic of the moisture profile (Leiker et al.
2004a). The exact characteristic of the temperature will
depend on the material thickness and the configuration
of the applicator.
0
10
20
30
40
50
10
20
30
40
50
60
70
80
90
s [mm]
T [
°C
]
0.66
0.65
0.64
0.58
0.51
0.35
0.20
0.14
0.07
Figure 2. Temperature profiles at different average
moisture content, 800 W/kg
dry
, radiators used
Identification of control parameters
The control of a continuous drying process for sin-
gle boards requires parameters that result from sensor
signals not interfering with the electromagnetic field. In
addition, all measurements should be contactless. The
direct measurement of moisture content appears to be
difficult.
0
0.2
0.4
0.6
0.8
1
0.4
0.6
0.8
1
1.2
1.4
1.6
X/X
25°C
T
ma
t
/T
N
I
II
III
IV
Figure 3. Normalised development of material tempera-
ture, radiators used
Normalised graphs of the average material tempera-
ture measured by means of fibre optic sensors are given
in figure 3. It is possible to differentiate four sections.
Section I is a heating period. Material temperature in-
creases with the development of the highest temperature
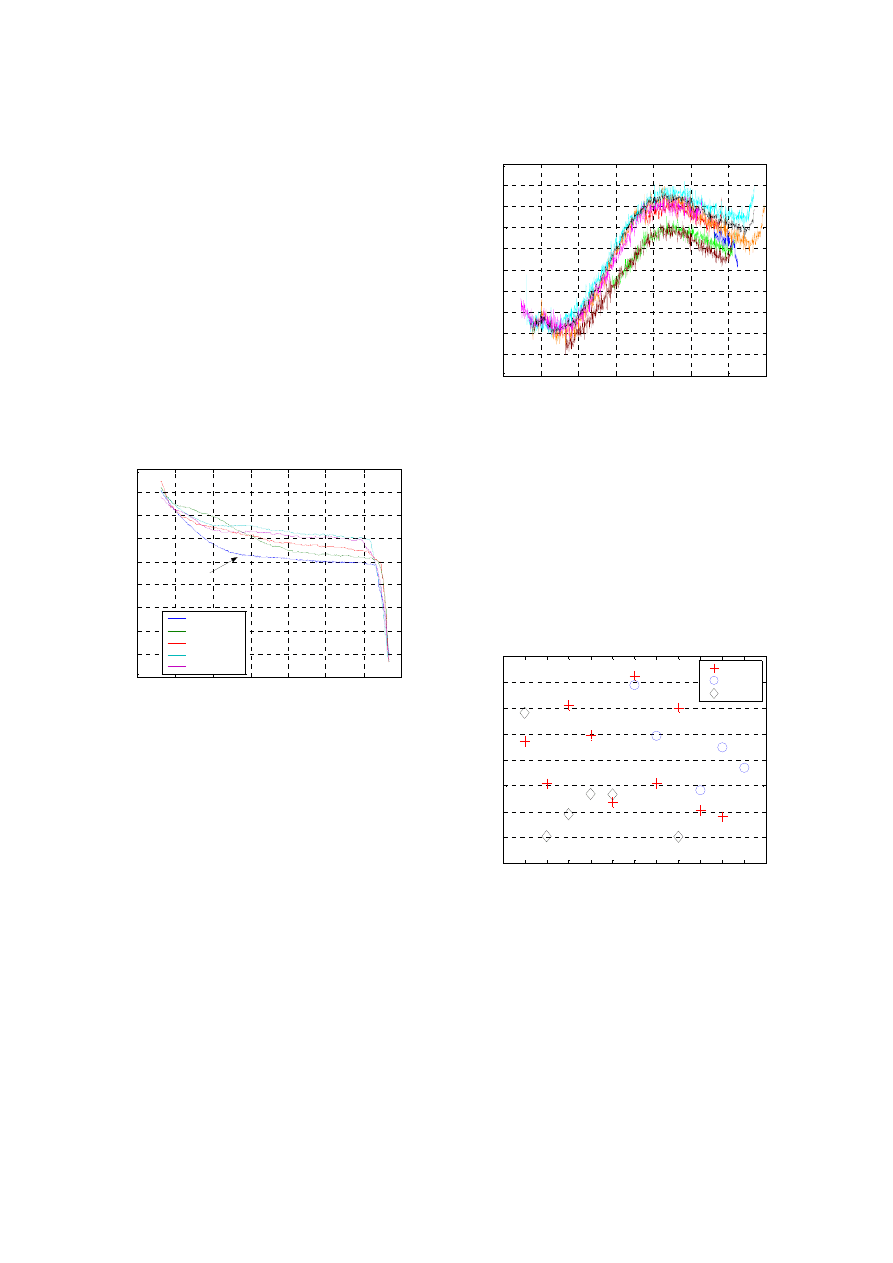
in the centre of the board. Liquid moisture is removed
from the board mainly via the board ends.
In section II the free and part of the bound water is
removed. In the beginning there can be a local maxi-
mum of material temperature depending on the material
structure. This maximum or the end of the heating pe-
riod corresponds to the highest internal pressure result-
ing in a flow of liquid and gaseous moisture. The
average material temperature remains relatively con-
stant. The temperatures in this section were in the range
between 60 and 70 °C. Below the fibre saturation point
an increase in material temperature to a higher level can
be observed (section III). A further steady increase in
temperature appears below 10% MC (section IV). These
characteristic sections would allow for classification of
a certain process state.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0
10
20
30
40
50
60
70
80
90
X [kg/kg]
T [
°C
]
0 mm IR
5 mm T1
10 mm T2
25 mm T3
40 mm T4
IR
Figure 4. Development of material and surface tempera-
ture of a single board
Surface temperature can be measured by means of
infrared (IR) sensors. Figure 4 shows an example of the
development of material and surface temperature for a
single board. The differentiation of the sections for the
IR signal is not as clear as for the internal material tem-
perature, but the gradient of temperature increase can be
used for control.
The changes in the dielectric properties of the mate-
rial influence the energy absorption of the material
within a constant configuration of the equipment. Figure
5 shows the development of the specific absorbed
power. A clear decrease of P
spec
can be observed at
average MC of 40 % and again an increase at MC below
15 %. Because of this characteristic the signal can be
used in combination with IR-temperature for control.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
620
640
660
680
700
720
740
760
780
800
820
X [kg/kg]
P
sp
e
c
[W/
k
g
dr
y
]
Figure 5. Development of specific absorbed power
Material properties
Due to the high drying rate and therefore high flow
rates of moisture within the material changes in me-
chanical material properties could be suspected. Figure
6 shows the impact bending strength for duplicate sam-
ples dried with different technologies. There is no clear
difference between the applied technologies. The differ-
ence in bending strength for the single samples is within
the natural variability.
7
15
20
26
29
32
35
36
38
40
41
30
35
40
45
50
55
60
65
70
Sample
E
B
[k
J
/m
2
]
FA
VMW
AMW
Figure 6. Comparison of impact bending strength for
different drying processes, matching samples
Colour changes during drying are a result of chemi-
cal and biological processes. Due to the short drying
times and the absence of oxygen there are almost no
colour changes in VMW drying. Figure 7 shows the
results of the colour measurement. The VMW samples
are very bright in comparison to other samples. In addi-
tion, they are less red. These samples could be classified
into class 1 (very bright, white to yellow) of the colour
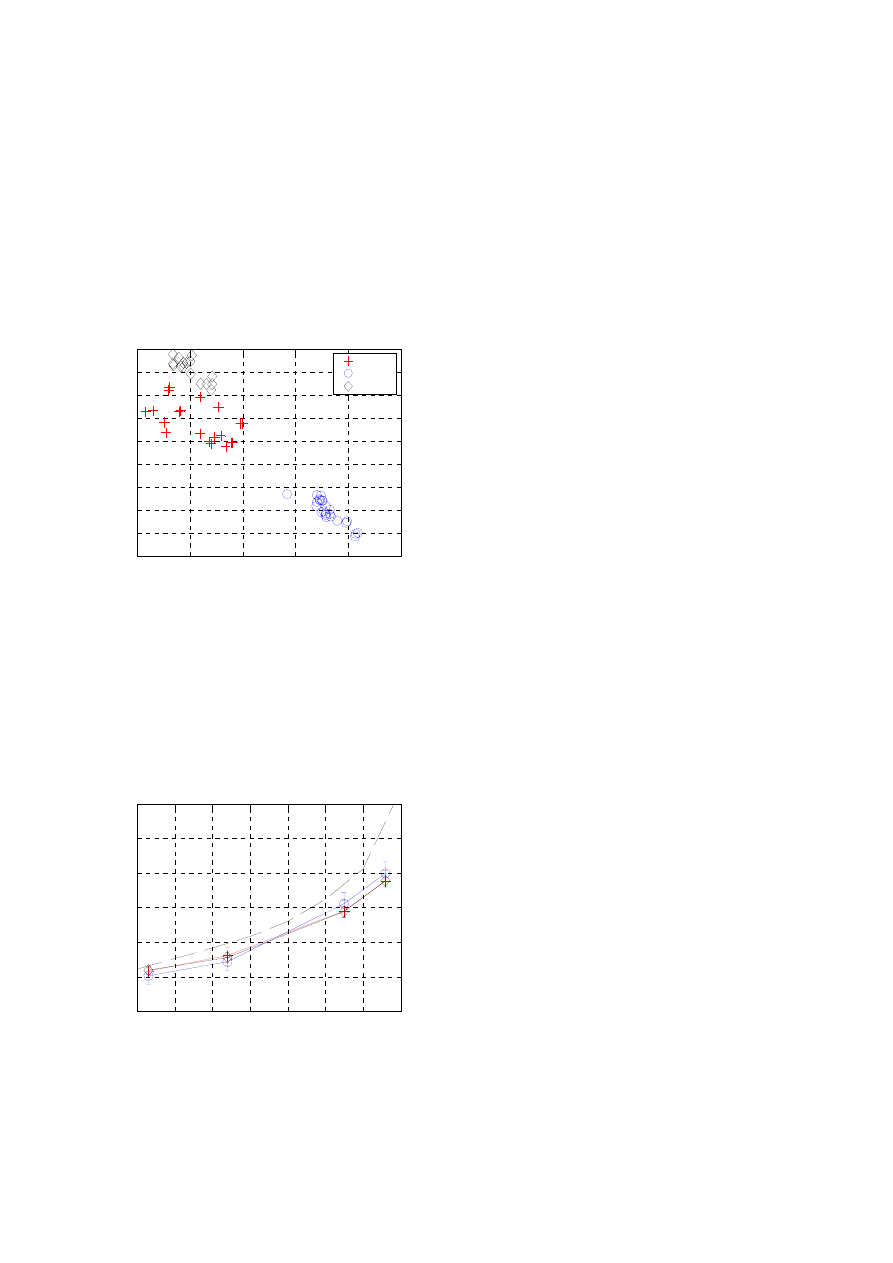
palette obtained by Ledig and Seyfarth (2001) for
steamed beech.
Samples of AMW drying have the highest red-green
share and similar lightness than conventional dried
material. The reason could be the higher temperature
(100°C) during the drying compared to the other tech-
nologies. These samples could be classified into classes
3 (bright, slightly reddish) and 4 (dark, reddish) of the
colour palette.
65
70
75
80
85
90
2
3
4
5
6
7
8
9
10
11
L
*
a
*
FA
VMW
AMW
Figure 7. Comparison of surface colour for different
drying processes
Changes in sorption behaviour would affect the us-
ability of the wood. In comparison to literature values
(Kollmann 1951) no severe differences of the equilib-
rium moisture content (X
*
) were observed. VMW dried
samples show slightly lower X
*
at low relative humidity
and slightly higher values at high relative humidity in
comparison to conventionally dried reference material.
30
40
50
60
70
80
90
100
0
0.05
0.1
0.15
0.2
0.25
φ
[%rH]
X
* [k
g
/k
g
]
Figure 8. Comparison of equilibrium moisture content
for different drying processes, +…FA, o…VMW,
◊…AMW, --…Kollmann
CONCLUSION
Beech can be dried by VMW drying at rates up to
7 %/min without material degradation. Within the range
of 50 – 120 mbar there is no influence of vacuum pres-
sure level on the drying rates. Therefore higher pressure
can be used in combination with the application of ra-
diators without prolonging the process. Due to higher
pressure breakthrough phenomena are avoided.
The material temperature shows a characteristic de-
velopment. Four distinct sections can be identified that
allow the classification of a process state. Surface tem-
perature and specific absorbed power can be used for
the control of a continuous drying process for single
boards.
Mechanical strength and sorption behaviour of the
wood are not influenced by VMW drying despite the
high drying rates and the application of an electromag-
netic field. The colour of VMW dried beech is much
brighter than for FA or AMW drying.
ACKNOWLEDGEMENTS
The authors would like to thank the staff of the
Chair of Wood and Fibrous Materials Technology at
Dresden University of Technology for the help in per-
forming the investigations on physical material proper-
ties.
REFERENCES
Antti, L. 1999: Heating and drying wood using micro-
wave power. PhD-Thesis, Skelleftea.
Avramidis, S.; Zwick, R.L. 1992: Exploratory radio-
frequency/vacuum drying of three B.C. coastal soft-
woods. Forest Products Journal, 48 (7/8): 17-24.
Barnes, D., Admiraal, L., Pike, R., Mathur, V. 1976:
Continuous system for the drying of lumber with
microwave energy. Forest Products Journal, 26
(5):31–42.
Egner, K.; Jagfeld, P. 1964: Versuche zur künstlichen
Trocknung von Holz durch Mikrowellen. Holz-
Zentralblatt, 129: 297 – 300.
Galperin, A. 1990: Moisture content distribution in a
thin wood sample heated by microwave energy in a
rectengular waveguide. Journal of Microwave Power
and Electromagnetic Energy, 25 (2):88-99.
Hansson, L., Antti, L. 2003: Design and Performance of
an Industrial Microwave Drier for On-Line Drying
of Wood Components. In: Proceedings of the 8th

IUFRO Wood Drying Conference, Brasov, Roma-
nia, 156-158.
Kollmann, F. 1951: Technologie des Holzes und der
Holzwerkstoffe. Springer-Verlag, Berlin.
Ledig, S. F.; Seyfarth, R. 2001: Characterization of
Surface Color during Wood Processing. In: Proceed-
ings of the 7th IUFRO Wood Drying Conference.
Tsukuba, Japan, 288-293.
Leiker, M.; Aurich, K. 2003: Sorption Behaviour of
Microwave Dried Wood. In: Proceedings of the 8th
IUFRO Wood Drying Conference. Brasov, Roma-
nia, 237-240.
Leiker, M.; Adamska, M.A. 2004: Energy Efficiency
and Drying Rates during Vacuum Microwave Dry-
ing of Wood. Holz als Roh- und Werkstoff, 62: 203-
208.
Leiker, M.; Adamska, M.A.; Güttel, R.; Mollekopf, N.
2004a: Vacuum Microwave Drying of Beech: Prop-
erty Profiles and Energy Efficiency. In: Proceedings
of COST E15 International Conference on Wood
Drying, Athens, Greece, 128-137.
Leiker, M.; Adamska, M.A.; Mollekopf, N. 2004b:
Microwave Drying of single Wood Boards in mul-
timode Cavities. In: Proceedings of International
Workshop and Symposium on Drying, Mumbai, In-
dia.
Perre, P., Turner, I.W. 1997: Microwave drying of soft-
wood in an oversized waveguide: Theory and ex-
periment. AIChE Journal, 43 (10):2579-2595.
Resch, H. 1968: Microwaves for the Drying of Wood
Products. Holz als Roh- und Werkstoff, 26 (9):
317 – 324.
Torgovnikov, G.I. 1993: Dielectric Properties of Wood
and Wood-Based Materials, Springer-Verlag, Berlin.
NOMENCLATURE
a
*
red – green share
[-]
E
B
impact bending strength
[kg/m²]
L
*
lightness
[-]
P
spec
specific
absorbed
power
[W/kg
dry
]
s sensor
depth
[mm]
t time
[min]
T temperature
[°C]
T
mat
material
temperature
[°C]
T
N
normalisation
temperature [°C]
X moisture
content
[kg/kg
dry
]
X
*
equilibrium
moisture
content
[kg/kg
dry
]
X
25°C
moisture content at material
temperature of 25°C
[kg/kg
dry
]
φ relative
humidity
[%rH]
Wyszukiwarka
Podobne podstrony:
Accelerated drying of welsh onion by far infrared radiation under vacuum (S Mongpraneet, T Abe , T T
Drying kinetics and quality of beetroots dehydrated by combination of convective and vacuum microwav
Dehydration of Carrots by a Combination of Freeze Drying, Microwave Heating and Air or Vacuum Drying
Drying of garlic (Allium sativum) cloves by microwave hot air combination
Modeling and minimizing process time of combined convective and vacuum drying of mushrooms and parsl
Drying of carrots in microwave and halogen lamp–microwave combination ovens
Experimental study on drying of chilli in a combined Microwave vacuum rotary drum dryer (Weerachai K
Drying kinetics and drying shrinkage of garlic subjected to vacuum microwave dehydration (Figiel)
Modeling with shrinkage during the vacuum drying of carrot (daucus carota) (Arévalo Pinedo, Xidieh M
Chuen, Lam Kam Chi kung, way of power (qigong, rip by Arkiv)
PL Patterns of single joint movements
comment on 'Quantum creation of an open universe' by Andrei Linde
57 815 828 Prediction of Fatique Life of Cold Forging Tools by FE Simulation
72 1031 1039 Influence of Thin Coatings Deposited by PECVD on Wear and Corrosion Resistance
Combination of a Waste Incineration Plant and CombinedCyclePowerPlant 02bm 349 1993
81 1147 1158 New Generation of Tool Steels Made by Spray Forming
Influence of drying methods on drying of bell pepper (Tunde Akintunde, Afolabi, Akintunde)
The?nger of a single story
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
więcej podobnych podstron