„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Joanna Dorota Górzyńska
Eksploatacja pieców szklarskich 311[33].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Stanisław Pelczar
mgr Elżbieta Pietrasz
Opracowanie redakcyjne:
mgr inż. Joanna Górzyńska
Konsultacja:
mgr Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[33].Z2.03
Eksploatacja pieców szklarskich, zawartego w modułowym programie nauczania dla zawodu
technik technologii szkła.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Materiały ogniotrwałe
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
17
4.2. Piece szklarskie
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
42
4.2.3. Ćwiczenia
42
4.2.4. Sprawdzian postępów
45
4.3. Parametry technologiczne i termotechniczne pieców szklarskich
46
4.3.1. Materiał nauczania
46
4.3.2. Pytania sprawdzające
52
4.3.3. Ćwiczenia
53
4.3.4. Sprawdzian postępów
55
5. Sprawdzian osiągnięć
56
6. Literatura
62

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowych materiałach
służących do budowy elementów pieca szklarskiego, ich właściwościach oraz rozpoznawania
pieców szklarskich, pieców pomocniczych, a także obliczenia ich parametrów
technologicznych i termotechnicznych.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych
311[33].Z2
Technologia topienia masy szklanej
311[33].Z2.02
Dobieranie surowców i sporządzanie
zestawu szklarskiego
311[33].Z2.01
Opracowywanie receptur zestawu
szklarskiego
311[33].Z2.03
Eksploatacja pieców
szklarskich
311[33].Z2.04
Topienie masy szklanej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
określić właściwości szkła,
–
charakteryzować rodzaje szkła,
–
posługiwać się podstawowymi pojęciami z zakresu technologii szkła,
–
charakteryzować surowce szklarskie,
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
współpracować w grupie,
–
określić właściwości tworzyw konstrukcyjnych,
–
posługiwać się dokumentacją konstrukcyjną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować materiały ogniotrwałe według różnych kryteriów,
−
określić właściwości materiałów ogniotrwałych,
−
scharakteryzować technologię wytwarzania materiałów ogniotrwałych oraz materiałów
pomocniczych stosowanych do budowy pieców,
−
określić czynniki mające wpływ na wydzielanie pęcherzy gazowych, korozję, erozję
materiałów ogniotrwałych,
−
dobrać materiał ogniotrwały na określony element pieca szklarskiego,
−
określić właściwości paliw stosowanych do ogrzewania pieców szklarskich,
−
wyjaśnić zasady modelowania matematycznego i i fizycznego pieców szklarskich,
−
scharakteryzować budowę pieców szklarskich oraz pieców pomocniczych,
−
określić zasady stosowania elektrycznego dogrzewu w piecach szklarskich,
−
wyjaśnić budowę oraz zasadę działania pieców elektrodowych,
−
określić sprawność energetyczną pieców szklarskich,
−
wykonać obliczenia termotechniczne pieców szklarskich,
−
rozróżnić sposoby odzysku ciepła z pieców szklarskich,
−
określić zasady rozgrzewu, wygaszania pieców szklarskich,
−
zastosować zasady obsługi technicznej pieców szklarskich,
−
zastosować przepisy bhp, ochrony ppoż i ochrony środowiska podczas obsługi pieców
szklarskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1
Materiały ogniotrwałe
4.1.1. Materiał nauczania
Podział materiałów ogniotrwałych
Procesy technologiczne w hucie szkła są w większości przypadków prowadzone
w wysokich temperaturach, np. topienie masy szklanej, czy odprężanie wyrobów. Procesy te
ze względu na wysoką temperaturę są prowadzone w urządzeniach zbudowanych ze
specjalnych materiałów wytrzymujących działanie wysokich temperatur, nazywanych
materiałami ogniotrwałymi.
Materiały ogniotrwałe są wyrobami ceramicznymi, wyprodukowanymi z glin ogniotrwałych,
kaolinów, niekiedy piasków kwarcowych oraz pewnych ilości obcych domieszek i topników
w postaci kwarcu, związków żelaza, ziem alkaicznych i alkaliów, których ogniotrwałość
zwykła jest nie mniejsza niż 1850
o
C.
Do produkcji wyrobów o zwiększonej zawartości Al
2
O
3
używa się surowców bogatych
w tlenek glinowy. Są to surowce naturalne lub sztuczne. Do surowców naturalnych zalicza się
bezwodne glinokrzemiany grupy sylimanitu Al
2
O
3
.
SiO
2,
a więc sylimanit, andaluzyt i cyjanit
lub uwodnione tlenki glinowe, jak hydrargilit, diaspor i boksyt. Do surowców sztucznych
zalicza się przede wszystkim techniczny tlenek glinowy lub elektrokorund.
Potrzeby techniki XXI w. oraz dostępność wielu odmian wśród surowców doprowadziły do
rozwoju produkcji wielu rodzajów i odmian materiałów ogniotrwałych, spośród których tylko
pewna cześć znajduje zastosowanie w przemyśle szklarskim. Praktycznie przyjęła się
klasyfikacja materiałów ogniotrwałych w zależności od ich składu chemicznego
i mineralogicznego oraz od właściwości (tabela 1).
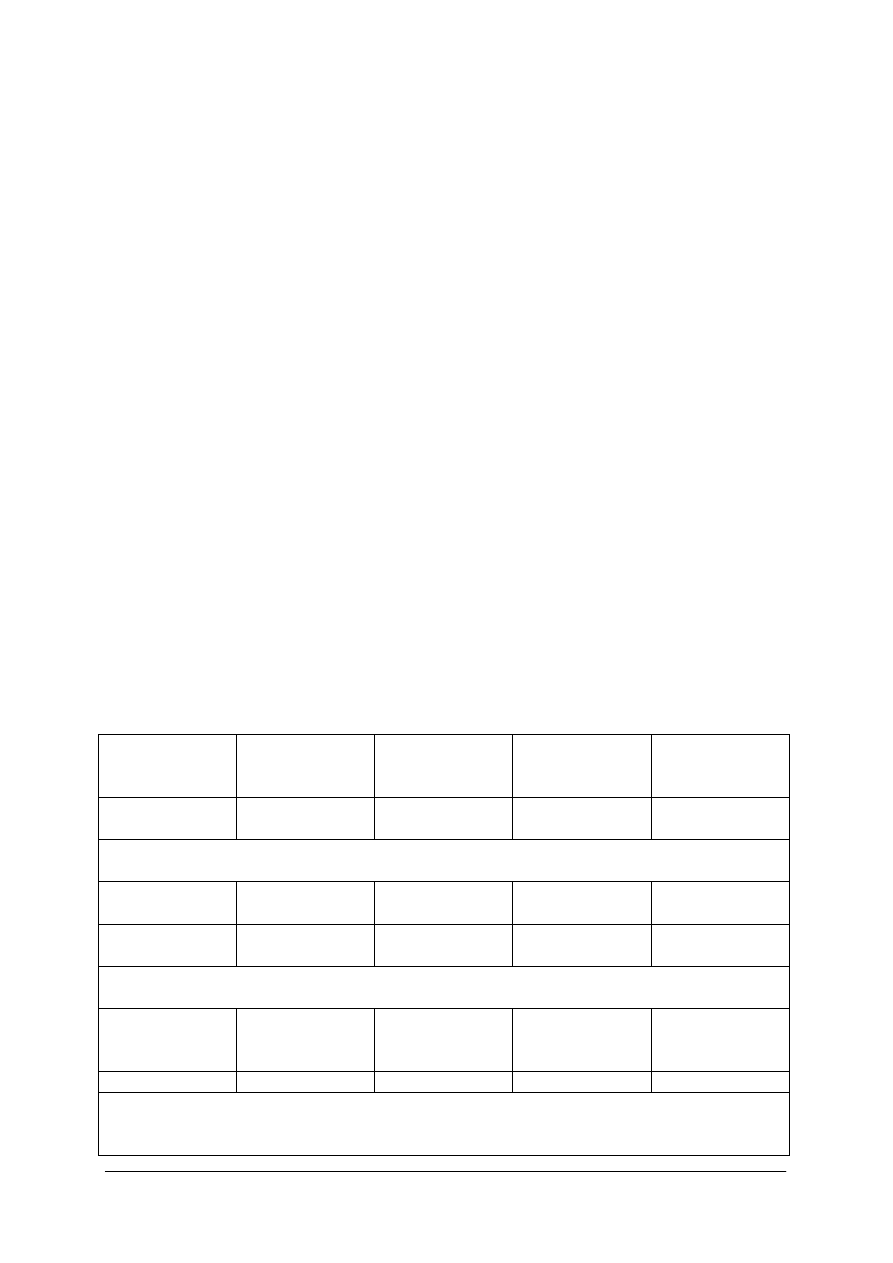
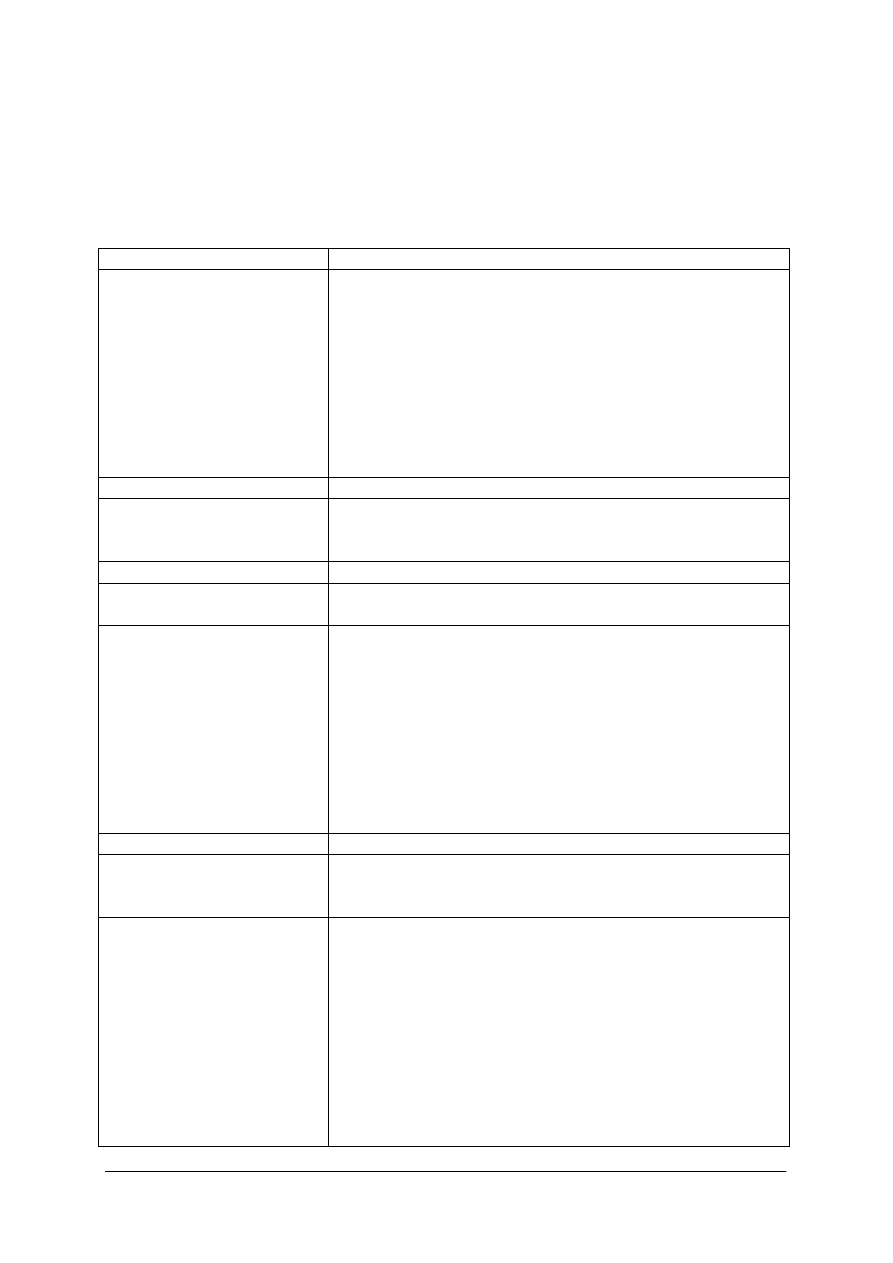
Tabela 1 – Klasyfikacja materiałów ogniotrwałych stosowanych w przemyśle szklarskim wraz z ich
zastosowaniem. [1,s.34]
Rodzaj
materiałów
Podstawowy
skład chemiczny
%
Ogniotrwałość
zwykła
0
C
Masa
objętościowa
g/cm
3
Maksymalna
temperatura
stosowania
0
C
Szamotowe
30 - 40 Al
2
O
3
50 - 66 SiO
2
1610-1750
1,7 – 2,4
1350 – 1480
Zastosowanie: do budowy basenów wanien szklarskich, do budowy tygli szamotowych,
tzw. donic szklarskich.
Kwarcowo-
szamotowe
15 – 30 Al
2
O
3
66 – 82 SiO
2
1630-1710
1,6 – 2,3
1300 – 1400
Silimanitowe
60 – 65 Al
2
O
3
30 – 35 SiO
2
1850
około 2,4
-
Zastosowanie: do budowy basenów pieców wannowych, do budowy trzonu pieców
donicowych.
O zwiększonej
zawartości
Al
2
O
3
45 – 85 Al
2
O
3
20 – 50 SiO
2
powyżej 1750
2,2 – 3,0
1500 – 1650
Krzemionkowe
93 – 98 SiO
2
1690-1750
1,8 – 2,1
1600 – 1680
Zastosowanie: do budowy elementów pieców szklarskich nie stykających się z masą szklaną,
a narażone na działanie wysokich temperatur, głównie sklepień, ścian bocznych (powyżej
poziomu lustra szkła), do budowy palników, szybów palnikowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
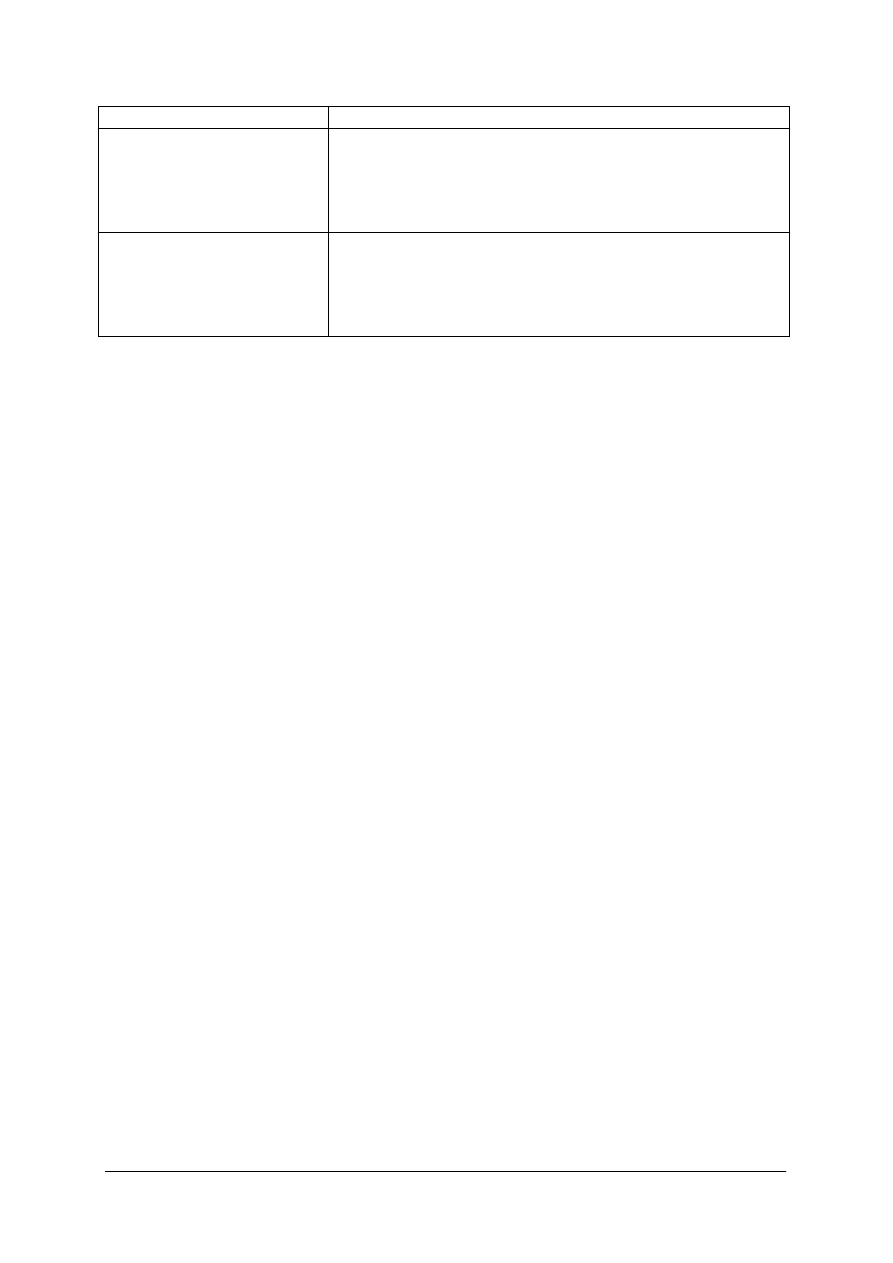
Magnezytowe
85 – 95 MgO
2000-2400
2,7 – 3,0
1500 – 1750
Zastosowanie: do budowy komór regeneracyjnych.
Fosforytowe
50 – 60 MgO
30 – 40 SiO
2
1750-1835
2,2 – 2,5
1500 – 1750
Zastosowanie: do budowy komór regeneracyjnych.
Izolacyjne
1 – 44 Al
2
O
3
50 – 93 SiO
2
1480-1710
0,6 – 1,3
900 – 1400
Zastosowanie: do izolacji pieców szklarskich topliwych, pieców do odprężania, hartowania
szkła, do izolacji przewodów gazowych.
Mulitowe
Mulitowo-
cyrkonowe
70 – 74 Al
2
O
3
18 – 22 SiO
2
70 – 74 Al
2
O
3
18 – 22 SiO
2
6 – 8 ZrO
2
1850
2,7 – 3,2
1550 – 1750
Zastosowanie: do budowy basenu wanny.
Korundowe
80 – 90 Al
2
O
3
1900-2000
2,8 – 3,7
1650 – 1850
Zastosowanie: do budowy basenów wanien szklarskich, w miejscach w dużym stopniu
narażone na działania korodujące masy szklanej.
Korundowo-
cyrkonowe
50 Al
2
O
3
35 SiO
2
1900-2000
3,5 – 3,7
1600 – 1850
Korundowo-
chromitowe
10 Cr
2
O
3
80 Al
2
O
3
1900-2000
2,8 – 3,7
1600 – 1850
Kwarcowe
99 SiO
2
1750
2,0
1650 - 1680
Zastosowanie: do wykładania basenów wanien służących do topienia słabo alkalicznych,
trudnotopliwych np. borowo-krzemowych szkieł.
Pomocnicze materiały ogniotrwałe
Masy do ubijania
Zależnie od rodzaju użytych surowców.
800 - 1750
Zastosowanie: do budowy trzonów pieców donicowych.
Masy
natryskowe
Zależnie od rodzaju użytych surowców.
800 - 1750
Zastosowanie: dla ochrony materiału ogniotrwałego przed korozją, głównie donic
i kratownic komór regeneracyjnych.
Zaprawy
murarskie
Zależnie od rodzaju użytych surowców.
800 - 1750
Zastosowanie: obmurza dna i ścian bocznych basenu wanien szklarskich.
Ze względu na przebieg procesu technologicznego ich produkcji wprowadzono następujący
podział materiałów ogniotrwałych:
a/ naturalne, które uzyskuje się przez mechaniczną obróbkę surowców o odpowiednich
właściwościach, np. materiały z łupków kwarcytowych lub piaskowca,
b/ wypalane, np. materiały krzemionkowe, szamotowe, magnezytowe,
c/ topione, uzyskuje się je przez odlanie stopionej mieszaniny odpowiednio dobranych
surowców. Są to przeważnie materiały cyrkonowo-korundowe, cyrkonowo-mulitowe. Ich
charakterystyczną cechą jest bardzo duża odporność na korozyjne działanie płynnej masy
szklanej.
Powszechnie stosowany jest również podział ze względu na charakter chemiczny, decyduje
on bowiem o stopniu aktywności, z jaką materiał ogniotrwały będzie wchodził w reakcje
chemiczne z oddziaływującymi na niego składnikami pyłów, gazów czy masy szklanej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Z tego względu w miejscach narażonych na działanie czynników o charakterze zasadowym
stosuje się materiały zasadowe (np. magnezytowe, forsterytowe, korundowe) lub obojętne
(np. chromitowe oraz wykonane z węglika krzemu), a w przypadku oddziaływania czynników
kwaśnych - kwaśne (np. krzemionkowe, szamotowe) lub obojętne.
Z punktu widzenia zastosowania można podzielić materiały ogniotrwałe dla przemysłu
szklarskiego na dwie zasadnicze grupy:
a/ materiały stykające się w piecach topliwych bezpośrednio z topioną masą szklaną. Do
materiałów ogniotrwałych pierwszej grupy zalicza się przede wszystkim bloki wannowe,
donice oraz różnego rodzaju sprzęt ogniotrwały, jak dysze, pływaki itp.
b/ materiały nie stykające się z masą szklaną, a narażone jedynie na działanie par i pyłów
alkalicznych. Do tej grupy materiałów ogniotrwałych zalicza się bloki i płyty do budowy
pieców donicowych, wyroby na obudowę przestrzeni ogniowej pieców topliwych, wyroby na
kratownicę regeneratorów oraz wyroby do budowy generatorów gazowych.
Właściwości materiałów ogniotrwałych:
a) skład chemiczny – właściwości materiałów ogniotrwałych zależą przede wszystkim od
składu chemicznego materiału, a głównie od zawartości Al
2
O
3
i SiO
2
oraz innych
składników.
b) ogniotrwałość zwykła – świadczy o odporności materiału ogniotrwałego na działanie
wysokiej temperatury. Wyrażana jest w stożkach pirometrycznych (sP), stożkach Segera
(sS) i w stopniach Celsjusza. Dla oznaczenia ogniotrwałości zwykłej materiału ogrzewa
się sporządzony z niego stożek z szeregiem (najczęściej trzema) stożkami wzorcowymi
o ogniotrwałości zbliżonej do przypuszczalnej ogniotrwałości badanego materiału.
Numer stożka wzorcowego, którego wierzchołek dotknie płaszczyzny postawy
jednocześnie z wierzchołkiem stożka badanego, wyznacza ogniotrwałość zwykła tego
materiału. Ogniotrwałość podana w tabeli 2 powinna być nie mniejsza niż 1580
0
C,
inaczej 26 sS lub 158 sP.
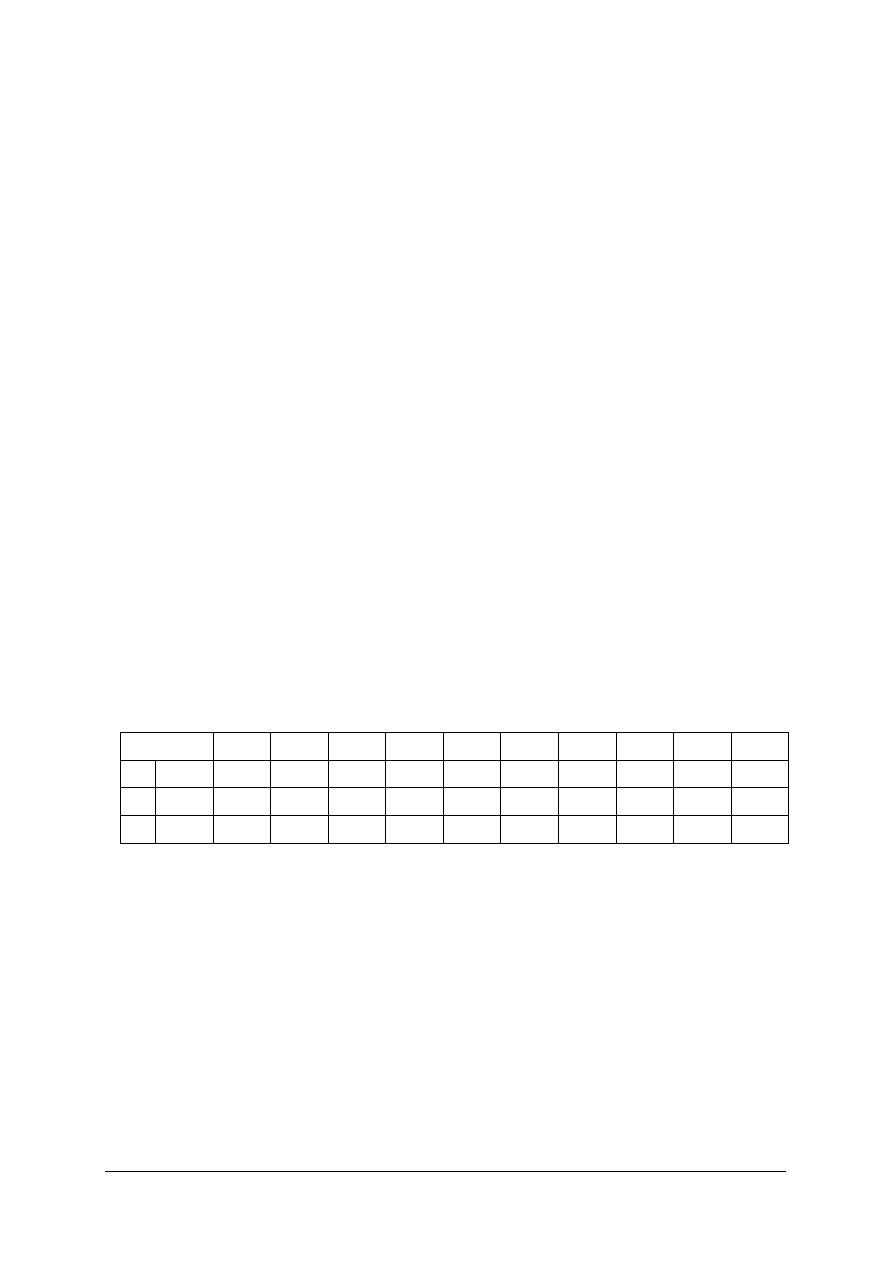
Tabela 2 – Porównanie ogniotrwałości w stożkach pirometrycznych, stożkach Segera z temperaturą w
0
C.
[3,s.322]
Próba 1
2
3
4
5
6
7
8
9
10
11
sP 158
161
163
165
167
169
171
173
175
177
179
sS 26
27
28
29
30
31
32
33
34
35
36
0
C 1580
1610
1630
1650
1670
1690
1710
1730
1750
1770
1790
c) ogniotrwałość pod obciążeniem – charakteryzuje zachowanie materiału pod działaniem
temperatury w warunkach ruchowych, przy pewnym obciążeniu (0,2 MPa) tego
materiału. Wyraża temperaturę, w której badana próbka ulega określonemu
zniekształceniu. Dla celów porównanych przyjmuje się trzy punkty charakterystyczne:
T
06
– temperaturę, w której zniekształcenie osiąga wartość 0,6%
T
4
– temperaturę, w której wartość ta osiągnie 4%
T
40
– temperaturę, w której zniekształcenie osiągnie 40%.
d) skurczliwość wtórna – wskaźnik określający procentową zmianę wymiarów liniowych
wyrobu następującą po jego ogrzaniu do określonej temperatury i ochładzaniu do
temperatury otoczenia.
e) liniowa rozszerzalność cieplna – wskaźnik mający znaczenie w budowie pieca (ciągów
stalowych), wskazuje planowanie odpowiedniej wielkości szczelin dylatacyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
f) przewodność cieplna – wskaźnik podający ilość ciepła przepływającego w ciągu
1 godziny przez sześcian o boku 1m przy różnicy temperatury między ścianami
przeciwległymi równej 1K. Materiały o dużym współczynniku stosuje się do budowy
mufli, zaś o małym jako izolację cieplną.
g) odporność na nagłe zmiany temperatury – wskaźnik wyznaczony przez podgrzanie
materiału do temperatury 950
o
C, a następnie studzony przez zanurzenie w zimnej
wodzie. Liczba takich zaburzeń w wodzie, przy których 20% próbki rozkruszy się określa
ten współczynnik. Właściwość ta ma duże znaczenie w piecach pracujących w sposób
okresowy oraz dla kratownic w komorach regeneracyjnych.
h) wytrzymałość na ściskanie – jest miarą wytrzymałości materiału na różne działania
mechaniczne, np. nacisk na próbkę. Cecha ta zależy od składu materiału, uziarnienia,
sposobu przechowywania mieszanki, sposobu formowania i wypalania oraz od
przechowywania materiału.
i) gęstość – jest miarą wielkości jednolitej masy materiału bez uwzględnienia porów.
Mierzy się go po bardzo drobnym sproszkowaniu materiału, jednostką jest g/cm
3
.
j) ciężar objętościowy – stosunek ciężaru próbki badanego materiału do objętości
zajmowanej przez tę próbkę, łącznie z porami.
k) porowatość otwarta – wyraża procentowy stosunek objętości porów otwartych do
całkowitej objętości próbki.
Technologia wytwarzania materiałów ogniotrwałych.
Wśród wielu metod różnych odmian materiałów ogniotrwałych poniżej przedstawione
zostaną trzy podstawowe metody produkcji wyrobów kwarcowo-szamotowych, szamotowych
i wyrobów o zwiększonej zawartości Al
2
O
3
. Pierwszą z nich i najstarszą jest metoda
formowania wyrobów z mas plastycznych, drugą – metoda formowania z mas sypkich
i trzecią – metoda odlewania wyrobów z masy lejnej do form gipsowych.
Metoda formowania wyrobów z mas plastycznych polega na przygotowaniu masy
plastycznej z mielonej gliny surowej i materiału schudzającego. W masach plastycznych
stosunek gliny surowej do składnika schudzającego wynosi od 50 ÷ 50 do 35 ÷ 65.
Wilgotność mas wynosi przeciętnie ok. 18%. Uziarnienie gliny surowej nie powinno
przekraczać 0,5 ÷ 1 mm. Materiał schudzający rozdrabnia się wstępnie w kruszarkach
szczękowych, po czym do średniego przemielenia używa się gniotowników kołowych
suchych, młynów kulowych, młynów walcowych lub szybkobieżnych młynów udarowych.
Drobne przemielenie prowadzi się w młynach rurowych lub w młynach pierścieniowych.
Średnie przemielenie daje mączkę o uziarnieniu 0 ÷ 0,088 mm. Masę do formowania
plastycznego przygotowuje się w agregatach ceglarskich, składających się z mieszarki
dwuwatowej i jednej lub dwóch ceglarek pasmowych.
Bloczki masy opuszczającej ceglarkę pasmową poddaje się bezpośrednio formowaniu na
lekkich prasach mechanicznych lub do formowania ręcznego. Dla zwiększenia plastyczności
masy stosuje się często proces dołowania, który trwa 1 ÷ 2 tygodni. Istota procesu dołowania
zwanego także procesem fermentowania masy, nie została dotąd dokładnie wyjaśniona.
Polepszenie własności plastycznych masy przypisuje się z jednej strony dokładnemu
nawilżeniu cząsteczek gliny, z drugiej zaś strony – działaniu pewnych bakterii wpływających
dodatnio na plastyczność masy.
Formowanie mechaniczne odbywa się pod naciskiem 300 ÷ 1000 N/cm
2
na prasach,
formowanie ręczne – przez narzucanie i ubijanie młotkami ręcznymi, pneumatycznymi lub
elektrycznymi, a także przez tzw. nacieranie masy na odpowiednim wykrojniku.
Surowe wyroby suszy się do wilgotności nie przekraczającej 3 ÷ 5 %. Do tego celu służą
suszarnie przestrzenne, komorowe lub tunelowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wypalanie wyrobów odbywa się w piecach okresowych, kręgowych, wielokomorowych lub
tunelowych. Proces wypalania odbywa się wg odpowiednich harmonogramów podgrzewania,
wypalania i chłodzenia. Przebieg tych krzywych zależy od jakości wypalania materiałów.
Metoda formowania wyrobów z mas sypkich polega na stosowaniu do mas zmniejszonej
ilości wody. Wilgotność mas sypkich waha się w granicach ok. 3 do 8 %. Stosunek gliny
surowej do składnika schudzającego może być w masach sypkich taki sam jak w masach
plastycznych, tj. 50 : 50 do 35 : 65. Noszą one wówczas nazwę mas sypkich szamotowych,
sypkich kwarcowo-szamotowych lub sypkich szamotowych o zwiększonej zawartości Al
2
O
3
.
Jeżeli natomiast ilość surowej gliny w masie sypkiej wynosi 5 ÷ 20 %, a ilość materiału
schudzającego od 80 do 95 %, wówczas masy te noszą nazwę mas sypkich
wieloszamotowych, sypkich kwarcowo-wieloszamotowych lub sypkich wieloszamotowych
o zwiększonej zawartości Al
2
O
3
.
Masy sypkie szamotowe, kwarcowo-szamotowe lub szamotowe o zwiększonej
zawartości Al
2
O
3
nawilża się w praktyce do wilgotności 5 ÷ 8 %. Te same masy typu
wieloszamotowego posiadają wilgotność tylko 3 ÷ 5 %. W obu przypadkach mieszanie mas
odbywa się w szybkobieżnych mieszarkach przeciwprądowych typu Eiricha, Simpsona lub
w gniotownikach kołowych mokrych z misą obrotową i podwieszonymi biegunami. Do
nawilżania masy służy zazwyczaj gęstwa, stanowiąca wodną zawiesinę gliny z dodatkiem
upłynniającego ją elektrolitu, substancji humusowych i organicznego lepiszcza w postaci
dekstryny lub ługu posiarczynowego. Gęstość tego rodzaju zawiesiny dla mas sypkich
o większej zawartości gliny wynosi zazwyczaj ok. 1,2 g/cm
3
, a dla mas typu
wieloszamotowego ok. 1,6 g/cm
3
.
Wyroby z mas sypkich o większej zawartości gliny formuje się na prasach
mechanicznych pod naciskiem 3330 ÷ 4000 N/cm
2
. Wyroby z mas typu wieloszamotowego
wymagają dużych ciśnień przy prasowaniu. Wielkość tego ciśnienia zależy od ilości gliny
w masie. Przy 20% gliny stosuje się ciśnienie prasowania ok. 4000 ÷ 6000 N/cm
2
. Przy 5%
gliny należy stosować ciśnienie prasowania już ok. 10000 ÷ 15000 N/cm
2
. Formowanie
wyrobów z mas sypkich może odbywać się również za pomocą młotków pneumatycznych lub
elektrycznych, elektrycznych także na stołach wibracyjnych. Wyroby z mas sypkich suszy się
znacznie krócej aniżeli wyroby z mas plastycznych. Wypala się je przy znacznie wyższych
temperaturach.
Wyroby z mas sypkich odznaczają się większą symetrią kształtów, a także lepszymi
własnościami aniżeli wyroby z mas plastycznych. Odnosi się to przede wszystkim do
wyrobów typu wieloszamotowego. Produkcja wyrobów z mas sypkich jest bardziej
ekonomiczna aniżeli z mas plastycznych, stąd zyskuje coraz więcej zwolenników.
Metoda odlewana wyrobów z masy lejnej polega na przygotowaniu gęstwy odpowiednio
upłynnionej za pomocą elektrolitów, odpowietrzeniu jej pod próżnią i napełnieniu nią form
gipsowych. Gips odwadnia gęstwę i w formie pozostaje zwarta masa. Po zdjęciu formy
wyroby suszy się i wypala. Metoda odlewania masy lejnej jest dość skomplikowana i stosuje
się ją tylko w nielicznych przypadkach. Wilgotność masy przy odlewaniu do form wynosi
22%. W praktyce przemysłowej znalazła ona szerokie zastosowanie do produkcji niektórych
odmian donic szklarskich i bloków wannowych. Metoda ta jest dość kosztowna.
Korozja i erozja materiałów ogniotrwałych.
Materiały ogniotrwałe w urządzeniach cieplnych są narażone głównie na działanie
następujących czynników:
−
temperatury i jej zmian,
−
korozji chemicznej,
−
ścierania mechanicznego tzw. erozji,
−
ścierania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Skupmy się na dwóch zasadniczych czynnikach działających na materiał ogniotrwały: korozji
i erozji.
Korozja materiałów ogniotrwałych zależy od właściwości materiału ogniotrwałego.
Ważną rolę odgrywa tu skład chemiczny. Im więcej Al
2
O
3
zawiera materiał ogniotrwały, tym
bardziej jest on odporny na korodujące działanie masy szklanej. Wzrost zawartości SiO
2
zwiększa korozję materiału ogniotrwałego, niemniej korozja ta ma wówczas charakter
równomiernej rozpuszczalności. Dodatek dwutlenku cyrkonu do materiałów ogniotrwałych
zwiększa ich odporność na korodujące działanie masy szklanej. Ze względu na jego wysoką
cenę jest on jednak rzadko stosowany.
Decydującą rolę w korozji materiałów ogniotrwałych odgrywa ich porowatość względna.
Im materiał jest mniej porowaty, tym bardziej jest on odporny na agresywne działanie masy
szklanej. Masa szklana przenika bowiem w pory, zwiększając powierzchnię reakcji między
materiałem ogniotrwałym a składnikami szkła.
Oprócz samego materiału wpływ na to zjawisko ma również temperatura wytapiania
szkła, czy prądy masy szklanej. Występuje wówczas dodatkowy czynnik niszczący, jakim jest
erozja. Najsilniejszej korozji i erozji ulegają materiały ogniotrwałe przy palnikach pieców
wannowych na poziomie powierzchni lustra masy szklanej, a także w spoinach między
poszczególnymi blokami ścian bocznych wanny.
Procesy niszczące materiałów ogniotrwałych rozpoczynają się z chwilą nagrzania
i wypełniania wanny lub donic stłuczką lub zestawem. Zestaw działa na materiał ogniotrwały
bardziej agresywnie niż masa szklana. Siarczan sodowy znajdujący się w zestawie, koroduje
materiały ogniotrwałe w znacznie większym stopniu niż węglan. Większość materiałów
ogniotrwałych szczególnie agresywnie atakowana jest przez szkła borowe, fosforowe,
ołowiowe i barowe, a także szkła silnie alkalicznie lub zawierające w swym składzie związki
fluoru.
W celu zwiększenia odporności donic szklarskich na korozję szkieł ołowiowych
i borowych, przez ok. 1 tygodnia stosuje się wstępne wytapianie w tych donicach zwykłych
szkieł sodowo-wapniowych. Powstaje wówczas na powierzchni materiału ogniotrwałego
ochronna warstwa szkliwa, utrudniająca bezpośrednie zetknięcie się materiału ogniotrwałego
z tlenkami B
2
O
3
lub PbO.
Materiały ogniotrwałe ulegają korozji pod wpływem stykania się materiału z masą
szklaną, co ma duży wpływ na jakość i czystość tej masy. Dlatego też powinny się one
odznaczać odpowiednimi cechami chemicznymi i fizycznymi, a przede wszystkim powinny
być odporne na korozyjne działanie masy i nie powinny zawierać składników chemicznych
barwiących szkło. Wyroby szklane z wtrąceniami drobnych cząsteczek materiałów
ogniotrwałych przedstawiają znacznie mniejszą wartość lub zaliczane są do braków.
Od materiałów ogniotrwałych nie stykających się bezpośrednio z topioną masą szklaną
wymaga się głównie odporności na działanie pyłów i par alkalicznych, a także odporności na
bezpośrednie działanie płomienia i gazów spalinowych. Działalność tych czynników
powoduje niszczenie materiału ogniotrwałego z wyjątkiem sklepień, z których do masy
szklanej mogą spadać krople niskotopliwych stopów krzemianowych, utworzonych z par
i pyłów alkaicznych, reagujących z materiałem ogniotrwałym.
Zastosowanie materiałów ogniotrwałych.
Materiały ogniotrwałe są najważniejszymi elementami budowlanymi w agregatach
przemysłowych, które są narażane na działanie wysokich temperatur i na zużywanie.
Produkty te znajdują zastosowanie w piecach metalurgicznych i szklarskich, dzięki dobrym
właściwościom fizykochemicznym i szerokiej gamie kształtów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Przy doborze materiałów ogniotrwałych do budowy poszczególnych części pieców
szklarskich należy brać pod uwagę jak największą ilość parametrów charakteryzujących
warunki pracy tych materiałów oraz ich przeznaczenie. W tabeli 3 przedstawiono
charakterystyki niektórych materiałów ogniotrwałych przeznaczonych dla przemysłu
szklarskiego.
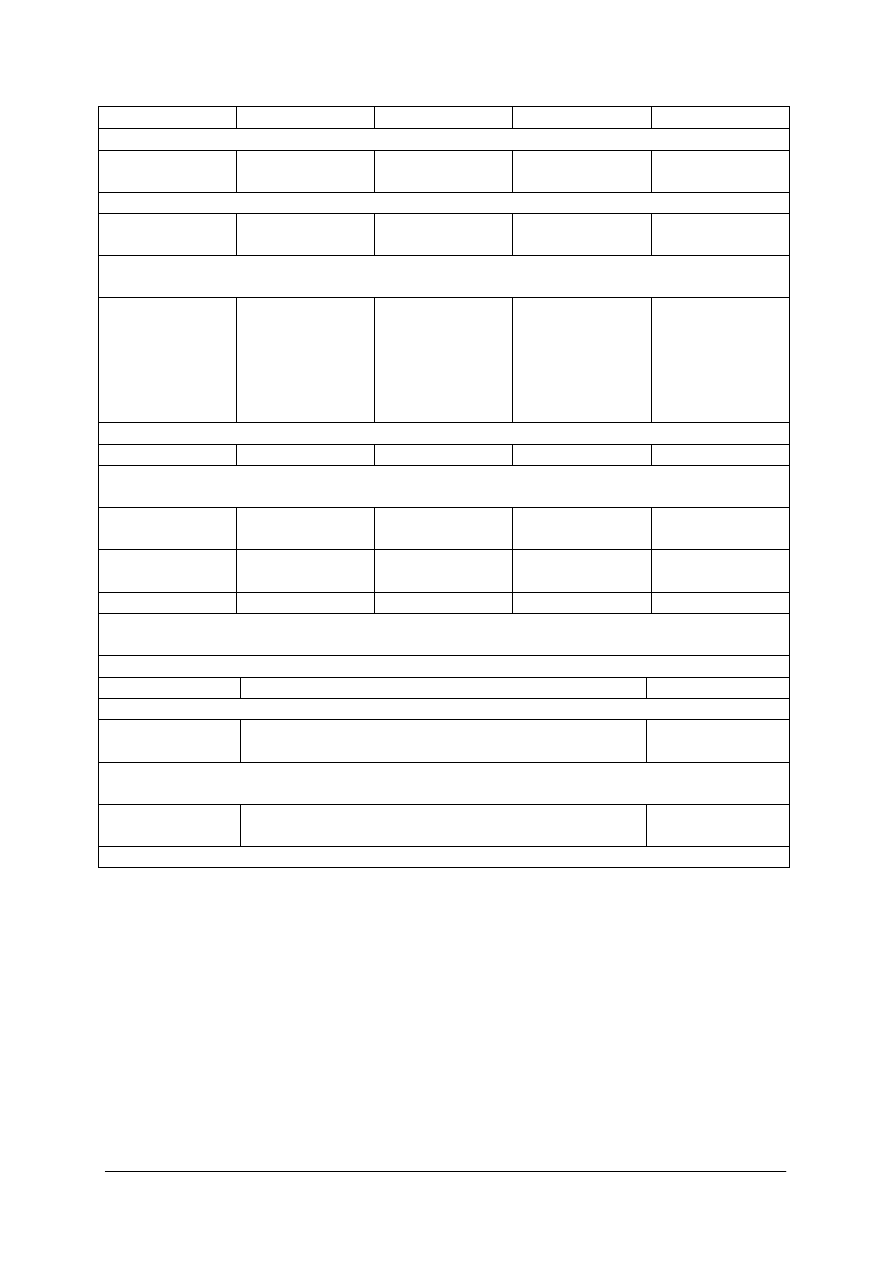
Tabela 3 – Przykłady oznaczania wyrobów ogniotrwałych stosowanych w przemyśle szklarskim. [4,s.3-9]
Nazwa handlowa materiału
Właściwości fizyczne i chemiczne materiału
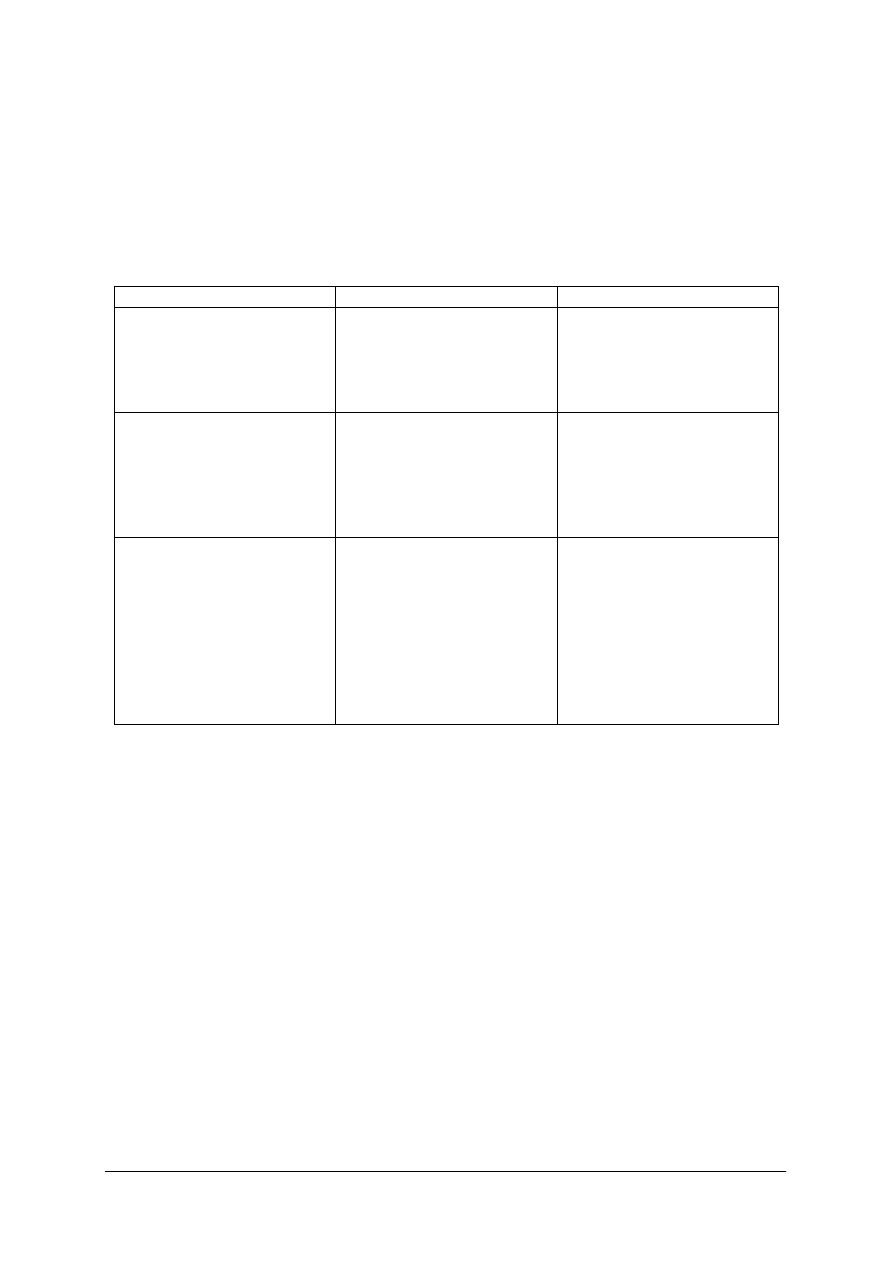
ZIRKOSIT-S®
Ogniotrwałość pod obciążeniem [
0
C] = 1700
Porowatość otwarta [%] = 1
Wskaźnik tworzenia się pęcherzy = niski
Al
2
O
3
[%] = 51,5
ZrO
3
[%] = 33,8
SiO
2
[%] = 13,3
Na
2
O [%] = 1,0
Fe
2
O
3
[%] = 0,06
TiO
2
[%] = 0,07
CaO [%] = 0,02
Odmiany
Zastosowanie
ZIRKOSIT-S® N
- nadbudowa i części topliwne pieca
- kanały zasilaczy
- strefy, które nie stykają się z masą szklaną
ZIRKOSIT-S® OL
- ściany boczne pieców szklarskich
ZIRKOSIT-S® KL
- części pieców wystawione na wysokie obciążenia
- wyłożenia dna
ZIRKOSIT-Y®
Ogniotrwałość pod obciążeniem [
0
C] = 1700
Porowatość otwarta [%] = 1
Wskaźnik tworzenia się pęcherzy = niski
Al
2
O
3
[%] = 46,0
ZrO
3
[%] = 40,6
SiO
2
[%] = 12,1
Na
2
O [%] = 0,9
Fe
2
O
3
[%] = 0,06
TiO
2
[%] = 0,07
CaO [%] = 0,02
Odmiana
Zastosowanie
ZIRKOSIT-Y® KL
- części pieców wystawione na maksymalne obciążenie, np.
przepusty, bloki kieszeni zasypowej, bloki bubblingu,
przegrody, bloki elektrodowe, bloki palisady
KORVISIT-320
Ogniotrwałość pod obciążeniem [
0
C] = 1700
Porowatość otwarta [%] = 8
Wskaźnik tworzenia się pęcherzy = zero
Al
2
O
3
[%] = 98,5
ZrO
3
[%] = -
SiO
2
[%] = 0,25
Na
2
O [%] = 0,9
Fe
2
O
3
[%] = 0,07
TiO
2
[%] = ślady
CaO [%] = 0,10
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Odmiana
Zastosowanie
KORVISIT-320N
- niskotemperaturowe części pieców
- części wyborowe
- studnie podmaszynowe w piecach do szkła płaskiego
- kanały zasilaczy
- nadbudowy, od czwartej pary palników
KORVISIT-320RL
- niskotemperaturowe części pieców
- części wyborowe
- studnie podmaszynowe w piecach do szkła płaskiego
- kanały zasilaczy
- nadbudowy, od czwartej pary palników
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie materiału ogniotrwałego?
2. Jakie surowce wykorzystywane są do produkcji materiałów ogniotrwałych?
3. Jak sklasyfikować materiały ogniotrwałe?
4. Jaki jest podział materiałów ogniotrwałych ze względu na ich skład chemiczny?
5. Jaki jest podział materiałów ogniotrwałych ze względu na proces produkcji?
6. Jakie materiały ogniotrwałe zaliczamy do pomocniczych?
7. Jakie materiały ogniotrwałe zaliczamy do zasadowych?
8. Jakie materiały ogniotrwałe zaliczamy do kwaśnych?
9. Jakimi cechami chemicznymi charakteryzuje się materiał ogniotrwały?
10. Jakimi cechami fizycznymi charakteryzuje się materiał ogniotrwały?
11. Jakie czynniki mają wpływ na wytrzymałość na ściskanie materiału ogniotrwałego?
12. Jakie są etapy procesu produkcji materiałów ogniotrwałych?
13. Na jakie czynniki narażone są materiały ogniotrwałe w urządzeniach cieplnych?
14. Jakie czynniki mają wpływ na korozję materiałów ogniotrwałych?
15. Kiedy występuje erozja materiałów ogniotrwałych?
16. W jaki sposób określa się erozję materiału ogniotrwałego?
17. W jakich dziedzinach przemysłowych wykorzystujemy materiały ogniotrwałe?
18. Jakie czynniki decydują o przydatności materiału ogniotrwałego do budowy pieców?
19. Jakie materiały ogniotrwałe zastosujesz do budowy trzonu pieca donicowego?
20. Jakie materiały zastosujesz do budowy sklepienia wanny szklarskiej?
21. Jakie materiały zastosujesz do budowy kratownicy komór regeneracyjnych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zapisz, rodzaj materiałów ogniotrwałych na podstawie analizy tabeli, pod względem ich
właściwości.
Karta pracy:
a) a/ Gatunek zaliczany do materiałów ogniotrwałych
……………………………………………
b) b/ Gatunek zaliczany do materiałów ogniotrwałych
……………………………………………
c) c/ Gatunek zaliczany do materiałów ogniotrwałych
……………………………………………
d) d/ Gatunek zaliczany do materiałów ogniotrwałych
……………………………………………
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
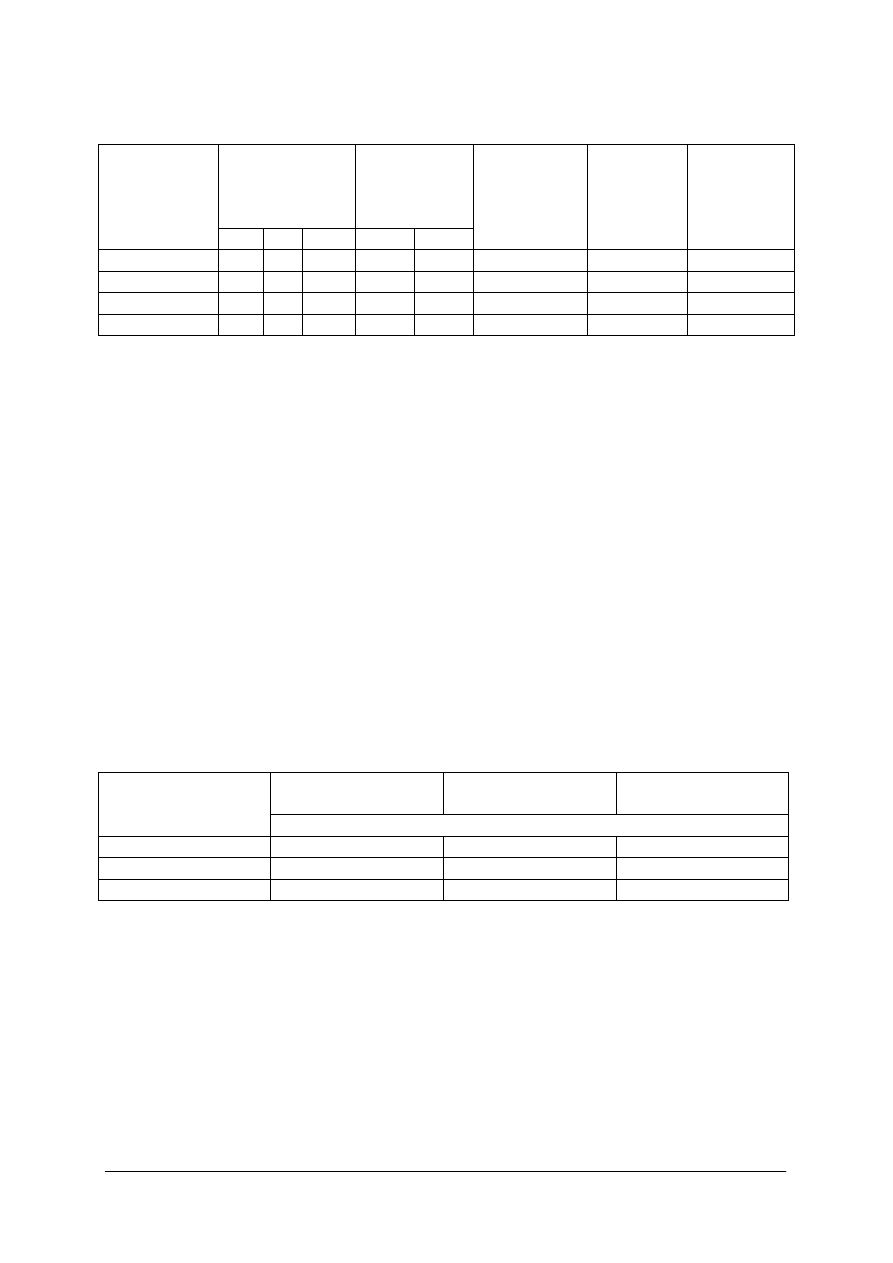
Tabela do ćwiczenia1. [6]
Ogniotrwałość
zwykła
Analiza
chemiczna
%
Gatunek
materiału
ogniotrwałego
sP
sS
0
C
Al
2
O
3
Fe
2
O
3
Masa
objętościowa
g/cm
3
Porowatość
%
Temp. pod
obciążeniem
0
C
a/ G-35
171 33
1710 36
2,4
2,15
18
1430
b/ ALM
177 35
1770 72
1,5
2,55
17
1600
c/ AK-90
192 40
1920 80
0,1
3,15
19
1740
d/ BIK 110
158 26
158
25
-
0,7
-
1100
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych podział materiałów ogniotrwałych,
2) przeczytać uważnie klasyfikacje materiałów ogniotrwałych stosowanych w przemyśle
szklarskim,
3) porównać dane z tabeli z danymi z klasyfikacji,
4) zapisać rodzaje wybranych materiałów ogniotrwałych.
Wyposażenie stanowiska pracy:
−
tabela,
−
papier, ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj wykres zależności deformacji materiału ogniotrwałego od temperatury (krzywa
ogniotrwałości pod obciążeniem) w trzech rodzajach wyrobów na podstawie danych z tabeli.
Tabela do ćwiczenia 2. [7]
1. Wyboby
szamotowe
2. Wyroby
krzemionkowe
3. Wyroby z
topionego mulitu
Deformacja %
Temperatura
o
C
0,6
1460
1640
1770
4
1520
1650
1780
40
1610
1660
1790
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w poradniku dla ucznia odpowiednią właściwość materiałów ogniotrwałych,
2) przygotować papier milimetrowy, dobrać skalę,
3) zaznaczyć trzy charakterystyczne punkty deformacji,
4) zaznaczyć temperatury poszczególnych punktów,
5) wykreślić krzywą deformacji pod obciążeniem dla trzech wyrobów ogniotrwałych,
6) przeanalizować wyniki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyposażenie stanowiska pracy:
−
papier milimetrowy, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Narysuj schemat blokowy procesu formowania materiałów ogniotrwałych z mas
plastycznych na podstawie opisu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w materiałach dydaktycznych opis procesu wytwarzania materiałów
ogniotrwałych,
2) dokonać analizy procesu na podstawie opisu,
3) określić etapy procesu,
4) narysować schemat blokowy produkcji materiałów ogniotrwałych.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Dokonaj oceny stopnia zużycia materiałów ogniotrwałych na podstawie próbek z korozji
i erozji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odebrać od nauczyciela próbki materiałów ogniotrwałych do rozpoznania, katalogi
z rysunkami obrazującymi etapy korozji i erozji materiałów ogniotrwałych,
2) ocenić stopień zużycia materiałów na podstawie fotografii,
3) przedstawić na forum wykonane zadanie.
Wyposażenie stanowiska pracy:
−
próbki materiałów ogniotrwałych z objawami korozji,
−
katalogi materiałów ogniotrwałych z objawami korozji i erozji,
−
katalogi firm oferujących materiały ogniotrwałe,
−
papier, ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Dobierz rodzaj materiału ogniotrwałego do poszczególnych elementów pieca do szkła
płaskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. do ćwiczenia 5 – Piec do szkła płaskiego. [4,s.12]
Elementy budowy: 1 – sklepienie kieszeni zasypowej, 2 – ściana szczytowa, 3 - dno szybu palnika,
4 – ściana ogniowa, 5 – sklepienie wylotu palnikowego, 6 – ściana ogniowa, 7 – sklepienie szybu palnika,
8 – kieszeń zasypowa, 9 – bloki części topliwej, 10 – płytki dna części topliwej, 11 – drugi rząd bloków
palisady, 12 – blok narożny kieszeni zasypowej, 13 – blok biblingu, 14 – sklepienie wylotu palnikowego,
15 – skimming, 16 – studnia podmaszynowe, 17 – wyłożenie dla części wyrobowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiale nauczania zastosowanie materiałów ogniotrwałych,
2) przeanalizować ich treść,
3) dobrać materiał ogniotrwały,
4) zapisać rodzaj wybranego materiału ogniotrwałego.
Wyposażenie stanowiska pracy:
−
rysunek pieca do produkcji szkła płaskiego, ołówki,
−
katalogi firm oferujących materiały ogniotrwałe,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Rozpoznaj materiały ogniotrwałe oraz określ ich właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odebrać od nauczyciela próbki materiałów ogniotrwałych, katalogi z fotografiami
i właściwościami materiałów ogniotrwałych,
2) odszukać w poradniku dla ucznia opisy materiałów ogniotrwałych,
3) dobrać rodzaj materiału ogniotrwałego do próbki,
4) wykonać opis właściwości danych próbek materiałów ogniotrwałych,
5) przedstawić na forum klasy jeden z rozpoznanych materiałów ogniotrwałych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
−
kolekcja materiałów ogniotrwałych,
−
katalogi z właściwościami materiałów ogniotrwałych,
−
katalogi firm oferujących materiały ogniotrwałe,
−
papier, ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie materiał ogniotrwały?
2) określić surowce do produkcji materiałów ogniotrwałych?
3) sklasyfikować materiały ogniotrwałe?
4) dobrać rodzaje materiałów ogniotrwałych ze względu na ich skład
chemiczny?
5) dobrać rodzaje materiałów ogniotrwałych ze względu na proces
produkcji?
6) określić rodzaje materiałów ogniotrwałych pomocniczych?
7) dobrać materiały ogniotrwałe zaliczane do zasadowych?
8) dobrać materiały ogniotrwałe kwaśne?
9) scharakteryzować cechy materiału ogniotrwałego?
10) określić cechy fizyczne materiałów ogniotrwałych?
11) określić czynniki mające wpływ na wytrzymałość materiału
ogniotrwałego?
12) określić metody wytwarzania materiałów ogniotrwałych?
13) wymienić etapy produkcji materiałów ogniotrwałych?
14) określić czynniki powodujące zużycie materiałów ogniotrwałych?
15) określić czynniki powodujące korozję materiałów ogniotrwałych?
16) wymienić etapy erozji materiałów ogniotrwałych?
17) określić dziedziny przemysłu stosujące materiały ogniotrwałe?
18) określić czynniki decydujące o jakości materiałów ogniotrwałych?
19) dobrać materiał ogniotrwały do budowy trzonu pieca donicowego?
20) dobrać materiał ogniotrwały do budowy sklepienia?
21) dobrać materiał ogniotrwały do budowy kształtek kratownicy komór
regeneracyjnych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Piece szklarskie
4.2.1. Materiał nauczania
Nośniki energii pieców szklarskich. Właściwości paliw.
Paliwa można podzielić na trzy zasadnicze grupy:
Tabela 4 - Podział paliw. [1,s.16]
Rodzaj paliwa
Naturalne
Sztuczne
Stałe
Drewno
Torf
Węgiel kamienny
Węgiel brunatny
Brykiety z węgla brunatnego
Brykiety z węgla
kamiennego
Węgiel drzewny
Koks
Ciekłe
Ropa naftowa
Olej gazowy
Produkty z ropy naftowej
(benzyna, nafta, oleje pędne,
oleje opałowe)
Produkty węglopochodne
(benzyna, benzol, oleje
opałowe)
Gazowe
Gaz ziemny
Gaz generatorowy
Gaz miejski
Gaz koksowniczy
Gaz wodny
Gaz wytlewny
Gaz wielkopiecowy
Gazy palne (metan, propan,
butan, wodór, etylen,
acetylen)
Paliwa najczęściej używane przez przemysł szklarski:
Olej opałowy – paliwo ciekłe, otrzymywane przez destylację ropy naftowej lub smoły
otrzymywanej przez uwodornienie węgla kamiennego lub brunatnego, przystosowany do
celów opałowych. Jednym z najczęściej używanych olejów opałowych jest o nazwie
handlowej - mazut. Olej opałowy jest mieszaniną związków węgla i wodoru oraz niewielkich
ilości tlenu, azotu, siarki. Wartość opałowa tych olejów wynosi 43 MJ/kg.
Zalety stosowania olejów opałowych:
−
duża wartość opałowa paliwa,
−
mała objętość przy magazynowaniu,
−
wygodne doprowadzenie paliwa do pieców i łatwa regulacja ilości podawanego paliwa,
−
łatwa regulacja procesów spalania,
−
spalanie się bez popiołu i żużla,
−
znacznie większa możliwość utrzymywania czystości terenu,
−
otrzymywanie lepszego bardziej święcącego płomienia, stąd możność przekazywania
większej ilości ciepła masie szklanej przez promieniowanie.
Transport olejów opałowych odbywa się w specjalnych cysternach kolejowych lub
samochodowych z wmontowanymi wewnątrz nich urządzeniami umożliwiającymi
ogrzewanie oleju, co ma znaczenie przy wyładowywaniu, opróżnianiu cystern.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Magazyny oleju są to zbiorniki naziemne lub podziemne zbudowane z blachy stalowej.
Zbiorniki podziemne izoluje się przeciwko korozji kilku warstwami asfaltu. Zbiorniki muszą
być wyposażone w odpowiedni sprzęt, jak rury wentylacyjne, króćce nalewowe i spustowe,
wężownice grzejne, mierniki poziomu. Usytuowanie i wyposażenie magazynów oleju
opałowego podlega specjalnym przepisom bezpieczeństwa. Zbiorniki oleju ciężkiego są
wyposażone w urządzenia do podgrzewania oleju, aby utrzymać jego lepkość pozwalającą na
pompowanie i przesyłanie oleju przewodami. Przesyłanie olejów opałowych z magazynu do
pieców odbywa się przewodami rurowymi podziemnymi lub naziemnymi.
Paliwa gazowe
Zalety stosowania paliw gazowych:
−
łatwość regulowania stosunku ilości gazu do powietrza,
−
możliwość osiągnięcia całkowitego spalania, prawie bez nadmiaru powietrza,
−
brak popiołu w paliwie,
−
możność doprowadzenia paliwa na dalekie odległości,
−
szybkie i łatwe włączanie i wyłączanie palników,
−
wady stosowania paliw gazowych,
−
trudność przechowywania,
−
łatwość tworzenia się groźnych mieszanek wybuchowych.
Gaz ziemny – wydobywa się ze złóż w ziemi. W okolicach złóż ropy naftowej wydobywa
się gaz ziemny mokry, który zawiera obok metanu węglowodory wyższych rzędów (propan,
butan). Gaz ziemny wydobywa się z tzw. pól gazowych, zawiera on głównie metan.
Zanieczyszczania gazu ziemnego to azot, dwutlenek węgla, tlen; które wydostają się podczas
wydobywania.
Wartość opałowa gazu 26 MJ/kg.
Gaz ziemny jest przesyłany na duże odległości przewodami rurowymi. Może być on
transportowany również w butlach, w których sprężony jest do wysokiego ciśnienia.
Gaz ziemny charakteryzuje się powolnym spalaniem. Przy opalaniu urządzeń przemysłu
szklarskiego gaz ziemny musi być poddany specjalnej przeróbce lub spalany w odpowiedniej
atmosferze tlenu i powietrza. Gaz ziemny jest chętnie stosowany w przemyśle szklarskim, ze
względu na jego dużą wartość opałową.
Gaz ziemny jest przesyłany pod większym ciśnieniem, niż to jest potrzebne przy
doprowadzeniu do palników, należy przeto przed doprowadzeniem do pieca zredukować jego
ciśnienie do wielkości optymalnej. Wymaga to zainstalowania specjalnej reduktorowni. Dla
palników topliwych wystarcza ciśnienie ok. 10 kPa
Gaz generatorowy – otrzymuje się go przez zgazowanie paliwa stałego (węgla
kamiennego. lub brunatnego) za pomocą częściowego utleniania. Czynnikiem utleniającym
może być powietrze, para wodna, dwutlenek węgla. Często wytwarzany jest przez huty szkła
we własnym zakresie.
Gaz generatorowy wychodząc z gazowników porywa ze sobą pewne ilości pyłów, które
osadzają się w kanałach i przewodach zanieczyszczając je.
Temperatura gazu generatorowego wychodzącego z gazownika zależy głównie od
zawartości wilgoci w zgazowanym węglu i od temperatury zgazowania. Temperatura gazu
otrzymywanego z węgla kamiennego wynosi 300 ÷ 600
0
C, zaś z węgla brunatnego 120 ÷ 180
o
C.
Do opalania pieców w przemyśle szklarskim stosowany jest przeważnie gaz generatorowy nie
oczyszczony, zwany gorącym.
Oczyszczanie gazu od smoły odbywa się w specjalnych urządzeniach, tzw. skruberach,
metodą mokrą. Gaz przy tym chłodzi się i dlatego nazywany jest gazem zimnym. Pozbawiony
zawartości smoły gaz daje płomień nie świecący, o gorszych własnościach promieniowania,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
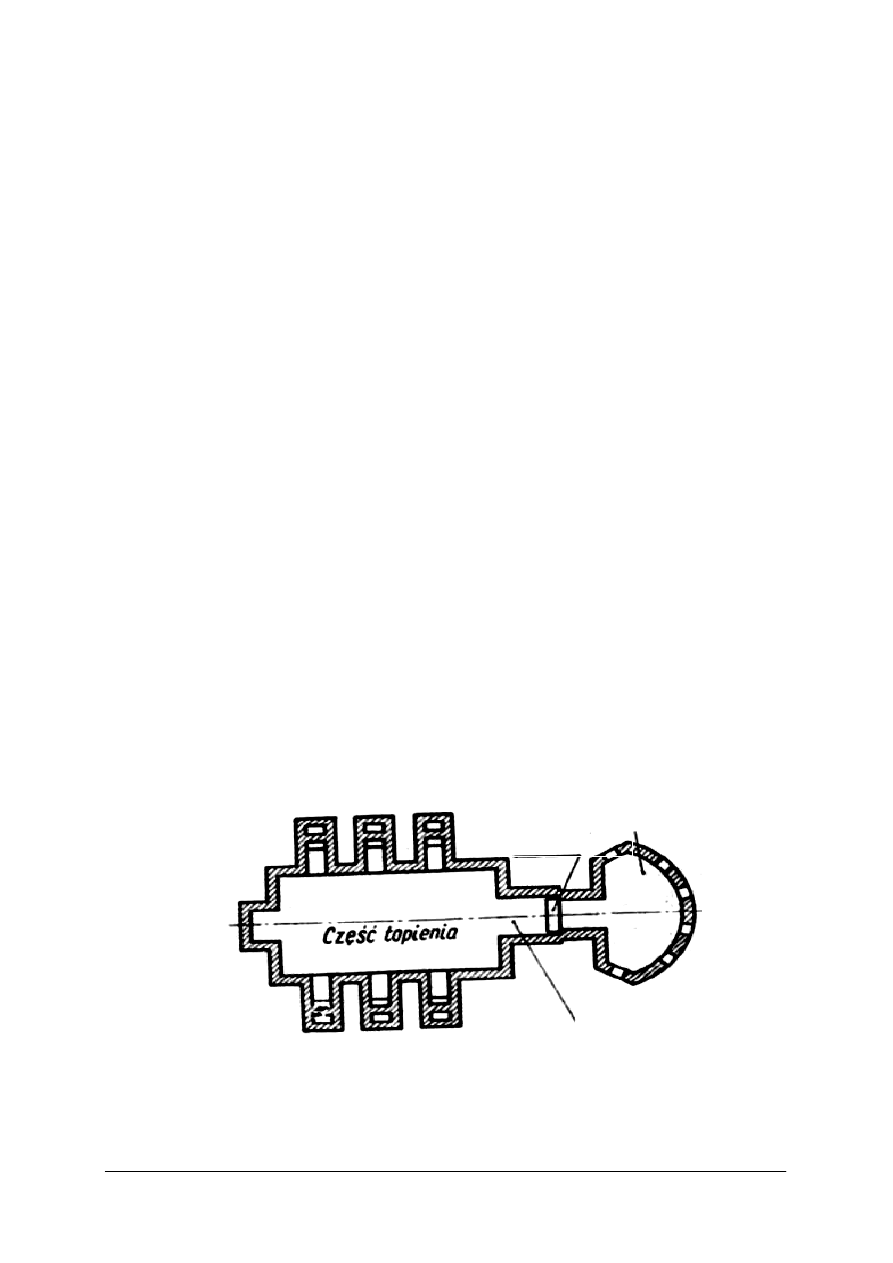
20
Cześć
wyrobowa
„Deska”
Przewężenie
Rys. 1. Części Wanny zmianowej (widok z góry). [1,s.117]
a ze względu na to, że w piecach do topienia szkła przekazywanie ciepła od płomienia do
masy szklanej odbywa się głównie przez promieniowanie, stosowanie gazu mniej świecącego
jest niekorzystne. Oczyszczenie gazu ma jednak na celu uniknięcie kłopotów przy przesyłaniu
gazu przewodami, gdzie skrapla się smoła powodująca zanieczyszczenie przewodów i ich
zatykanie.
Ciśnienie gazu generatorowego zależy głównie od konstrukcji gazowników i od tego,
czy stosowany jest podmuch parowo-powietrzny, czy też pracuje bez podmuchu. Przeważnie
ciśnienie gazu po wyjściu z gazownika nie przekracza wielkości 15 kPa.
Budowa i zasada działania pieców szklarskich do wytopu mas szklanych.
Piec szklarski to urządzenie cieplne, za którego pomocą odbywa się topienie masy
szklanej z zestawu lub stłuczki, tak aby stopiona masa nadawała się do formowania
odpowiednich wyrobów. Piec szklarski jest podstawowym urządzeniem produkcyjnym
w każdej hucie szkła.
Zadaniem pieca szklarskiego jest otrzymanie masy o następujących cechach:
−
jednakowym składzie chemicznym,
−
bez zawartości cząstek nie stopionego zestawu,
−
dobrze wyklarowanej – jednorodnej i bez pęcherzy,
−
bez kamieni pochodzących z materiałów ogniotrwałych obudowy pieca.
Rozpatrując piec z punktu widzenia jego działania, możemy wyróżnić dwie grupy: piece
o działaniu ciągłym, np. wanny zmianowe oraz piece o działaniu okresowym, np. piece
donicowe, wanny wyrobowe.
W zasadzie każdy piec szklarski składa się z właściwego pieca donicowego lub
wannowego (wanny) oraz zespołu urządzeń pomocniczych ułatwiających lub ulepszających
działanie pieca.
Topienie masy szklanej składa się z kilku stadiów i z wielu zachodzących po sobie
procesów. W piecach o działaniu okresowym wszystkie te stadia i procesy odbywają się
w tym samym miejscu, lecz kolejno w miarę upływu czasu. W piecach o działaniu ciągłym
procesy przebiegają w tym samym czasie, ale w innych miejscach basenu wanny, dlatego
dzieli się na część topliwą i wyrobową (rysunek 1).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ze względu na sposób odzyskiwania ciepła, możemy podzielić piece na:
−
regeneracyjne,
−
rekuperacyjne,
−
bez odzysku ciepła.
Ze względu na rodzaj stosowanego paliwa, możemy podzielić piece na:
−
opalane gazem ziemnym,
−
opalane gazem generatorowym,
−
opalane gazem koksowniczym,
−
opalane paliwem ciekłym,
−
ogrzewane elektrycznością.
Ze względu na rodzaj produkcji, możemy podzielić piece na:
−
piece do produkcji mechanicznej,
−
piece do produkcji ręcznej.
lub inny podział:
−
do produkcji szkła płaskiego,
−
do produkcji szkła gospodarczego,
−
do produkcji szkła technicznego,
−
do produkcji opakowań szklanych.
Biorąc pod uwagę budowę przestrzeni ogniowej możemy wyróżnić następujące rodzaje
wanien:
−
wanny z nie rozdzieloną przestrzenią ogniową (wspólną dla basenu topliwego
i wyrobowego) bez żadnej przegrody między obu częściami,
−
wanny z częściowo rozdzieloną przestrzenią ogniową, pod wspólnym sklepieniem ale
z ekranem stałym lub zmiennym, dzielącym przestrzeń ogniową wanny,
−
wanny z całkowicie rozdzieloną przestrzenią ogniową, gdzie strefa ogniowa jest
całkowicie i stale podzielona na część topliwą i wyrobową, z dwoma osobnymi
sklepieniami,
−
wanny z podwójnym sklepieniem, w których płomień wychodzący z palnika przebiega
pod sklepieniem dolnym (wewnętrznym) nad lustrem szkła, a następnie pomiędzy
sklepieniem wewnętrznym, a zewnętrznym – tego rodzaju wanny są najbardziej
przystosowane do rekuperacyjnego systemu odzysku ciepła spalin.
Wanny zmianowe można także podzielić, biorąc pod uwagę sposób rozmieszczenia
palników i tor płomienia w wannie, na następujące rodzaje:
−
poprzecznopłomienna – w których palniki są umieszczone po obu bokach basenu
i płomień przechodzi w poprzek basenu wanny,
−
U-płomienne, w których palniki są umieszczone w ścianie szczytowej wanny, a płomień
ma tor podobny do litery U,
−
o podwójnym płomieniu w kształcie litery U, w którym palniki są umieszczone w ścianie
szczytowej wanny, a odciąg spalin znajduje się też w tej ścianie pomiędzy palnikami.
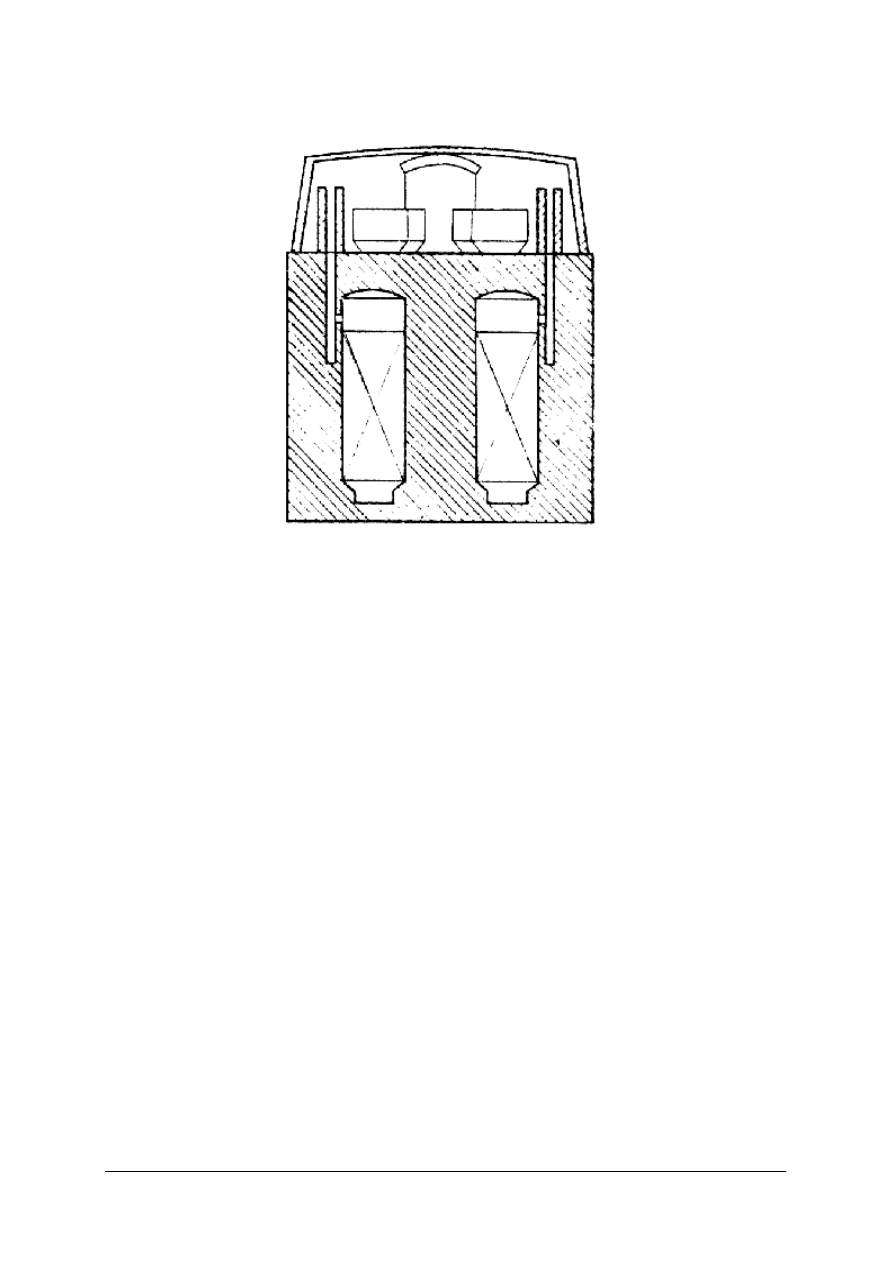
Piece donicowe.
Piece te działają okresowo, a masa szklana nie przepływa przez piec, lecz znajduje się
cały czas w tym samym miejscu, czyli w donicach. Piec ten składa się z trzech zasadniczych
podzespołów: komory roboczej pieca (trzon tzw. ława, ściany boczne, sklepienie, donice),
układu grzewczego (palniki, regeneratory lub rekuperatory, kanały powietrzne lub gazowo-
powietrzne i spalinowe) oraz konstrukcji stalowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 2. Piec donicowy – schemat. [2,s.406]
Cykl działania pieca donicowego składa się z następujących etapów:
−
Rozgrzewania pieca.
−
Zasypu zestawu i topienia masy.
−
Klarowania i ujednorodnienia masy.
−
Studzenia masy do temperatury wyrobowej.
−
Wybieranie masy do wytwarzania wyrobów.
Cykl ten jest zmienny, ustala się go z zależności od rodzaju topionej masy szklanej, od
technologicznych procesów produkcji oraz od konstrukcji pieca.
Piece donicowe są dziś sporadycznie używane do topienia szkła optycznego,
gospodarczego i ozdobnego, szkła kryształowego, szkieł barwnych, szkła lustrzanego
produkowanego metodą odlewania oraz do topienia szczególnie trudno topliwych szkieł
technicznych. Zakres stosowania pieców donicowych znacznie zmalał na rzecz wanien
zmianowych, czy pieców elektrycznych.
Piece wannowe
Wanny składają się z następujących części głównych:
1. Basen – jest częścią wanny, w której mieści się topiona masa szklana i w którym
zachodzą wszystkie procesy topienia.
Składa się on z dna i ścian bocznych, zwanych bokami basenu. Dno basenu układane jest
z dużych ogniotrwałych bloków dennych, wykonanych przeważnie z szamotu, ułożonych na
sucho, bez użycia zaprawy murarskiej, bardzo ściśle – „na styk”. Grubość dna jest przeważnie
300 mm. Bloki te leżą na tzw. ruszcie, ułożonym z belek stalowych, przeważnie prostopadle
do osi podłużnej wanny, na odpowiedniej konstrukcji nośnej. Ułożenie dna na ruszcie z belek
stalowych i odpowiednie podpiwniczenie pod basenem stwarzają naturalne chłodzenie
bloków dna od spodu. Masa szklana nie wycieka normalnie przez szczeliny pomiędzy
blokami, gdyż szczeliny są zbyt wąskie, a masa ma dość dużą lepkość, która nie pozwala jej
przeciekać przez tak wąskie szczeliny i otworki. Pod koniec kampanii pieca, gdy bloki są już
mocno zużyte, jeżeli zauważy się nadmierne świecenie szczelin w dnie basenu, należy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
zastosować sztuczne chłodzenie niebezpiecznych miejsc. Dno zwykle przetrzymuje kilka
kampanii wanny, nie wymaga więc wymiany przy każdym jej remoncie. Masa szklana
znajdująca się przy dnie basenu ma temperaturę niższą nawet o 300 °C od temperatury
w warstwach górnych, a jej niszczące (korozyjne i erozyjne) działanie na materiały
ogniotrwałe w dnie nie jest tak duże, jak na bloki boków basenu. Jeśli dno basenu narażone
jest bardziej na działanie masy, wówczas wykłada się je warstwą płytek corhartowych.
Boki basenu budowane są zazwyczaj z kształtek, układanych „na sucho”, bez zaprawy,
identycznie jak dno basenu. Dolne części boków basenu ulegają powolniejszemu zużyciu niż
części górne, znajdujące się w wyższych temperaturach. Najbardziej są niszczone górne
części bloków, tam gdzie obok wysokiej temperatury działa niszcząco także topiący się
zestaw oraz wahania wysokości lustra masy. Z tej przyczyny boki basenu układa się z kilku
rzędów bloków w tzw. układ rzędowy, zależnie od głębokości basenu. Układ taki pozwala na
wymianę przy remoncie tylko górnego rzędu bloków, pozostawiając na następną kampanię
rzędy niższe. Często do budowy górnego rzędu boków używa się bloków z lepszego
materiału, bardziej odpornego na niszczące działanie topiącej się masy szklanej, np.
sylilimanitu, corhartu.
Grubość ścian bocznych wynosi najczęściej 300 lub 400 mm. Przy użyciu bloków
ogniotrwałych topionych stosuje się nawet grubość 200 mm.
Dla zabezpieczenia boków, szczególnie górnej części bloków górnego rzędu, przed
szybkim niszczeniem, chłodzi się je powietrzem napędzanym wentylatorami lub rzadziej,
przez zakładanie chłodnic wodnych. Także pod koniec kampanii należy zwracać uwagę na
szczeliny prześwitujące w basenie wanny, które należy chłodzić dodatkowo, gdyż może to
grozić wycieknięciem masy z basenu.
Głębokość basenu wanny zależy od rodzaju masy szkła, szczególnie od barwy masy
szklanej, gdyż szkło bezbarwne lepiej przepuszcza promienie cieplne niż szkło ciemne,
a większa temperatura masy przy dnie może działać niszcząco na bloki denne.
Wielkość basenu wanny determinowana jest rodzajem i wielkością produkcji, jaka ma być
z niej uzyskiwana. Zdecydowanie większe wanny buduje się do produkcji szkła płaskiego
ciągnionego i opakowań szklanych.
W basenie zbyt głębokim wytwarzają się stygnące obszary masy szklanej, nie biorące
udziału w ruchu konwekcyjnym kąpieli. Stają się one źródłem niejednorodności szkła.
W basenie zbyt płaskim następuje mocne przegrzanie masy i szybkie rozpuszczenie bloków
dna basenu.
Przykładowe głębokości:
−
Wanny do produkcji opakowań szklanych 0,9 – 1,5 m.
−
Wanny do produkcji szkła ciągnionego 1,4 – 1,5 m.
−
Wanny na szkło ołowiowe 0,9 – 1,2 m.
−
Wanny do produkcji szkła boro-krzemowego 0,6 – 0,9 m.
Dla oddzielenia części wyrobowej od pozostałych części wanny stosuje się zapory
(pływaki) albo ściany dzielące z przepływem. Mają one zadanie zatrzymywania
niedostatecznie jednorodnych warstw górnych masy szklanej, niekiedy zawierających jeszcze
nie stopiony zestaw, do części o niższej temperaturze – wyrobowej.
Najprostszym elementem rozdzielającym basen wanny są pływaki. Pływaki są to wielkie
kształtki, z otworami o długości do 4 m, szerokości i wysokości do 0,7 m. Wstawia się je po
raz pierwszy dopiero po napełnieniu basenu wanny stopioną masą, tzn. po natopieniu jej
w dostatecznej ilości w wannie. Niekiedy przy dużej szerokości basenu wanny stosuje się
pływaki trójdzielne, składające się z trzech elementów.
Innym sposobem dzielenia basenu wanny jest jego przewężenie w pewnym miejscu
i ustawienie tam zapór w postaci pływaków lub płaskich kształtek ogniotrwałych, tzw.
„desek".

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Najlepszym, bo trwałym oddzieleniem części topliwej od wyrobowej jest jednak ściana
dzieląca z przepływem, czyli otworem w tej ścianie znajdującym się przy dnie. Płyta
przepływu znajduje się nieco wyżej od normalnego poziomu lustra masy, dlatego też
przepływ nie przepuszcza z części topienia do części wyrobowej górnych warstw masy
szklanej niedostatecznie jeszcze stopionej.
Przepływ wykonuje się z materiałów ogniotrwałych najlepszej jakości, ze względu na
trudne warunki ich pracy, gdyż poza działaniem termicznym i chemicznym masy szklanej są
one narażone na działanie mechaniczne (ścierające) przez przeciskającą się przez przepływ
masę szklaną. Bloki przepływu wykonane są tak, że tworzy się otwór w poprzek basenu,
który służy do chłodzenia bloków. Przepływ bowiem musi być bardzo intensywnie
chłodzony.
Kształt basenu wanny zależy od rodzaju wanny. Najczęściej występują różnice kształtu
części wyrobowej, zależnie od rodzaju produkcji i od sposobów wybierania masy z pieca.
2.
Przestrzeń ogniowa – jest to część pieca znajdująca się nad basenem wanny,
ograniczona z boków ścianami, zaś od góry sklepieniem pieca.
Rozróżniamy ściany: boczne, tylną – zwaną szczytową oraz przednią – zwaną czołową
albo czołem wanny. W wannach poprzecznopłomiennych w ścianach bocznych znajdują się
otwory dla wylotu palników oraz osobne do wkładania pływaków. W ścianie tylnej –
szczytowej – znajduje się otwór zasypowy lub także „kieszeń" zasypowa, zaś w ścianie
przedniej – czołowej – otwory wyrobowe lub zasilacze, albo kanały podmaszynowe.
W wannach U-płomiennych wyloty palników umieszczane są w ścianie szczytowej,
a otwory zasypowe też tam (pomiędzy palnikami) albo w ścianach bocznych, tuż przy ścianie
szczytowej.
Sklepienie jest największą i najbardziej odpowiedzialną do wykonania częścią przestrzeni
ogniowej. Właściwa budowa sklepienia ma duży wpływ na jego trwałość, zaś jego kształt na
rozwinięcie płomienia i promieniowanie ciepła na masę, a pośrednio na zużycie ciepła
i jakość masy szklanej.
Sklepienia pieców szklarskich układa się z klinów i prostek krzemionkowych. Grubość
sklepienia zależy od jego rozpiętości (cięciwy łuku). Grubość sklepienia o rozpiętości do 4 m
wynosi 250 mm, a przy rozpiętości powyżej 4 m – 300 ÷ 375 mm. Strzałka sklepienia, tj.
wysokość łuku, stanowi zwykle 10-13,5% rozpiętości sklepienia (cięciwy łuku).
Sklepienia dużych pieców podzielone są na długości na szereg sekcji szczelinami
dylatacyjnymi, które umożliwiają rozszerzanie się sklepienia wzdłuż pieca. Długość tych
sekcji wynosi 3 ÷ 6 m; szerokość szczeliny dylatacyjnej wynosi 30 ÷ 70 mm.
Niektóre wanny mają dwie oddzielone całkowicie przestrzenie ogniowe, osobno dla
części topienia, osobno dla części wyrobowej. Wanny tego rodzaju mają najczęściej także
oddzielny system opalania części topliwnej i części wyrobowej.
3. Otwory i kieszenie zasypowe.
Zasypywanie zestawu do wanny odbywa się przez otwór zasypowy lub przez kieszeń
zasypową. Sposób zasypywania zależy od tego, czy zasypuje się zestaw ręcznie, czy
mechanicznie, oraz od rodzaju stosowanych zasypników mechanicznych.
Kieszeń zasypowa jest to część basenu wanny, dobudowana niejako do niego, do której
zasypuje się zestaw. Kieszeń zasypowa może być odkryta albo przykryta osobnym
sklepieniem. Wielkość i kształt kieszeni zasypowej zależy od rodzaju i ilości zasypników.
4.
Palniki są to części pieców szklarskich służące do doprowadzania do przestrzeni
ogniowej pieca paliwa zmieszanego z powietrzem, jak również służą do odprowadzania
spalin z przestrzeni ogniowej pieca do komór i kanałów kominowych.
Palnik składa się z następujących głównych części: płyty palnikowej, sklepienia oraz
z szybów palnikowych. Przestrzeń od miejsca spotkania się strumieni paliwa i powietrza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
nazywamy komorą zapłonu, zaś część górną ściany dzielącą szyby palnikowe: gazowy
i powietrzny, specjalnie uformowaną nazywamy „językiem".
Zadaniem palników wanny szklarskiej jest:
a) odpowiednie zmieszanie paliwa z komponentami;
b) doprowadzenie mieszanki palnej do przestrzeni ogniowej wanny;
c) nadanie płomieniowi odpowiedniego kierunku i szybkości;
d) ewentualne usunięcie spalin z przestrzeni ogniowej pieca do urządzeń do odzyskiwania
ciepła ze spalin.
5. Wiązanie pieców
Zadaniem wiązania pieców jest przejęcie sił rozpierających, występujących w obudowie
pieca wskutek normalnego działania sił, jak również sił wywołanych rozszerzalnością
materiałów ogniotrwałych obudowy pieca. Do wiązania zaliczamy także konstrukcję, na
której posadowiony jest piec, oraz na których wiszą lub wspierają się elementy pieca.
Głównym elementem wiązania basenu wanny są maszty stalowe. Zadaniem masztów
basenu wanny jest:
a) przeciwdziałanie rozpieraniu bloków basenu przez masę szklaną znajdującą się w basenie
i przez rozszerzalność cieplną obudowy;
b) podtrzymywanie ścian bocznych przestrzeni ogniowej wanny;
c) przejmowanie sił rozpierających sklepienia i dźwiganie sklepienia wanny.
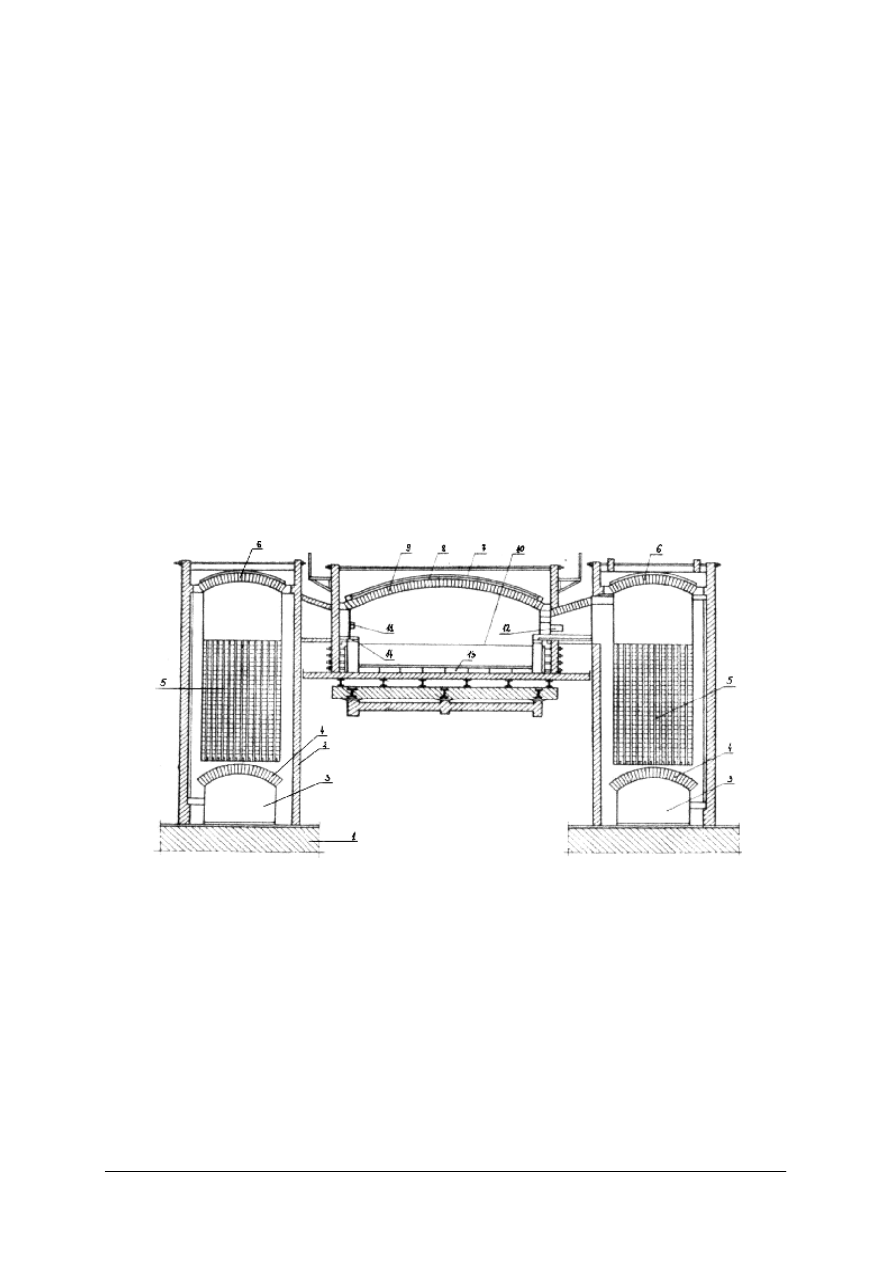
Rys. 3. Wanna szklarska poprzecznopłomienna. [2,s. 448]
Elementy składowe: 1 – fundament wanny, 2 – maszty stalowe rekuperatora (regeneratora), 3– kanał wlotowy
(wylotowy) 4 – ruszt podkomorowy, 5 – kratownica regeneratora, 6 - sklepienie regeneratora,
7 – sklepienie wanny, 8 – izolacja ogniotrwała, 9 – cegła krzemionkowa, 10 – poziom (lustro) masy szklanej,
11 – ściana boczna, 12 – kształtka palnikowa, 13 – bloki denne, 14 – bloki ściany bocznej.
W układzie grzejnym wanny oprócz palników, znaczącą rolę pełni rekuperator lub
regenerator.
Rekuperator – jest urządzeniem pomocniczym pieca szklarskiego, służącym do odzysku
ciepła ze spalin. Jest to zamknięta komora, wypełniona szeregiem rur metalowych lub
ceramicznych, wykonanych z materiałów ogniotrwałych, przez które przepływają gazy
i powietrze lub spaliny zmierzające z pieca do komina.
W przestrzeni między tymi rurami przepływa powietrze zmierzające do palników.
Wymiana ciepła pomiędzy gorącymi spalinami, a zimnym powietrzem odbywa się przez
przewodzenie ciepła przez ścianki rur (przeponowo).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Przepływ spalin i powietrza może się odbywać w kierunkach zgodnych i wtedy mówimy,
że gazy przepływają współprądowo, ale mogą także kierunki przepływu spalin i powietrza
być przeciwne i wtedy mówimy, że gazy przepływają przeciwprądowo. Częściej stosowany
jest w rekuperatorach przeciwprąd, ze względu na lepsze warunki wymiany ciepła
i możliwość ogrzewania powietrza do wyższej temperatury.
W rekuperatorach stosowanych w przemyśle szklarskim ogrzewa się tylko powietrze.
Ze względu na trudność zapewnienia szczelności w złączach rur, nie ogrzewa się gazu
generatorowego, gdyż mógłby on być zasysany do spalin przez nieszczelności, co
powodowałoby stratę gazu, a mogłoby to także doprowadzić do wybuchu gazu. Poza tym gaz
generatorowy mógłby ze względu na zawartość smoły i pyłu powodować zatykanie
przewodów albo oblepianie ścianek rur i pogarszanie wymiany ciepła. Gazu koksowniczego
i ziemnego nie ogrzewa się w ogóle ze względów zasadniczych – powoduje to rozkład
węglowodorów, jak metan, propan, butan itp., czyli składników gazu o największej wartości
opałowej. Zresztą, ze względu na znaczną wartość opałową gazu koksowniczego i ziemnego,
uzyskuje się z ich spalania dużą ilość ciepła bez konieczności podgrzewania tych gazów.
W rekuperatorach pieców szklarskich stosowane są najczęściej rury wykonane
z ceramicznych materiałów ogniotrwałych, jak np. szamotu, sylimanitu lub korundu; rzadziej
zaś rury metalowe (ze stali żaroodpornej). Rekuperatory wykonane z ceramicznych
materiałów ogniotrwałych mogą się ogrzewać do 1300 °C. Rekuperatory metalowe mają
mniejsze zastosowanie w piecach szklarskich, ze względu na niską górną granicę temperatury
ich stosowania. Dopuszczalne ogrzanie ścianek rurek rekuperatora wykonanych z żeliwa
wynosi do 600 °C, wykonanych ze stali żaroodpornej do 1000 °C, a ze stali chromowej do
1100°C. Ze względu na to, że spaliny wychodzące z pieca szklarskiego mają zwykle wyższą
temperaturę, należałoby je ochładzać przed wprowadzeniem ich do rekuperatorów
metalowych. Rekuperatory metalowe są jednak bardziej szczelne niż rekuperatory ceramiczne
i wykazują większą zdolność wymiany ciepła.
Rozróżniamy rekuperatory tzw. stojące, czyli z pionowym ustawieniem rur oraz
rekuperatory tzw. leżące, z poziomym umieszczeniem rur.
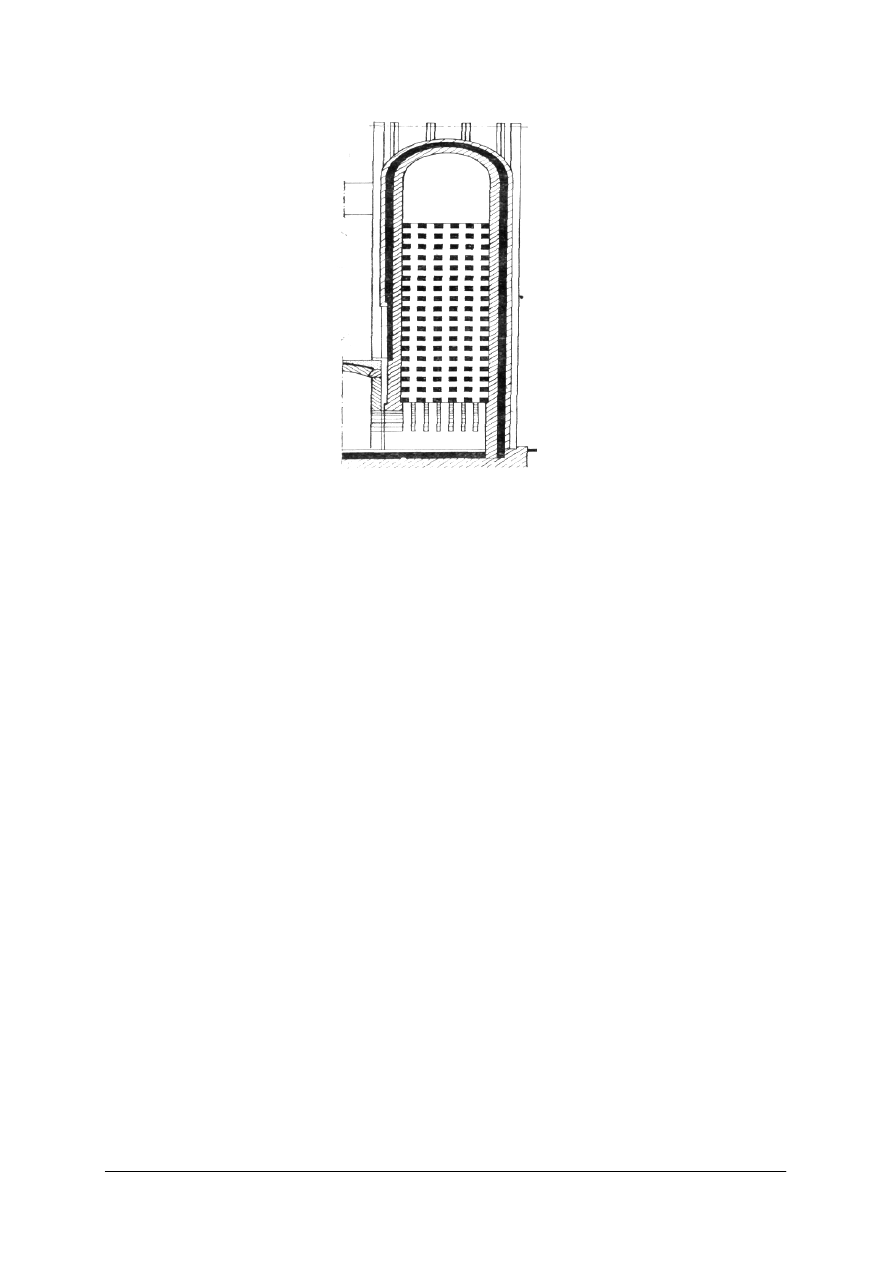
Rys 4.
Schemat budowy rekuperatora ceramicznego stojącego. [2, s. 93]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Spaliny doprowadzane są z pieca górnym kanałem, następnie przechodzą rzędami rurek
aż do kanału umieszczonego w dolnej części, z którego odprowadza się je do komina.
Powietrze doprowadzane jest kanałem dolnym, umieszczonym pod rurkami, skąd płynie ono
do góry, pomiędzy rurkami, aż do górnej przestrzeni rekuperatora, skąd prowadzone jest do
palnika.
W ścianie szczytowej rekuperatora znajdują się otwory zatykane specjalnymi
kształtkami: są one umieszczone naprzeciw każdego rzędu rur i pozwalają na oczyszczenie
ich szczotkami osadzonymi na długim drągu. Spaliny są doprowadzane z pieca do górnej
przestrzeni rekuperatora, z której dostają się do pionowych rur, którymi przechodzą w dół do
kanału pod rekuperatorem, skąd są odprowadzane do komina. Powietrze doprowadzane jest
do dolnej części rekuperatora. Układ kształtek umożliwia przechodzenie powietrza pomiędzy
rurami ułożonymi pionowo, jednym rzędem, do przestrzeni pomiędzy rurami wyższego rzędu
otworami w kształtkach łączących rurki i w ten sposób przechodzi po kilku zakrętach do
przestrzeni pomiędzy rurkami górnego rzędu, skąd jest doprowadzane do palnika pieca.
W sklepieniu rekuperatora znajdują się otwory zatkane specjalnymi kształtkami; otwory te
służą do czyszczenia rur rekuperatora. Do budowy rekuperatora stosuje się kilka rodzajów
kształtek, które muszą być dokładnie wykonane i bardzo starannie ułożone, zaś ich złącza
uszczelnione.
Rekuperatory metalowe wykonuje się z rur gładkich lub zaopatrzonych w żeberka,
dla powiększenia ich powierzchni wymiennej. Specjalny typ stanowią rekuperatory tzw.
iglicowe o dużej powierzchni wymiennej. Składają się one z płaszcza o podwójnych
ściankach, pomiędzy którymi umieszczony jest materiał izolacyjny. Wewnątrz znajduje się
rura metalowa z igiełkami. Spaliny płyną wewnątrz rury, powietrze ogrzane przepływa
między płaszczem a rurą. Rekuperatory te odznaczają się małymi wymiarami, a dużą
powierzchnią wymienną.
Innym urządzeniem do odzysku ciepła ze spalin – jest regenerator.
Większość pieców szklarskich zaopatrzona jest w regeneratory. Powodowane to jest
niewątpliwie rodzajem stosowanego paliwa, a więc najczęściej gazu generatorowego, który
trzeba podgrzewać, co bezpieczniej jest robić w regeneratorach niż w rekuperatorach.
Obecnie, gdy coraz częściej stosowane są paliwa „mocne", jak olej opałowy lub gaz ziemny,
można byłoby stosować częściej rekuperatory, jednak prostota budowy regeneratorów
złożonych z prostych kształtek zachęca do utrzymania tych urządzeń. Z drugiej zaś strony
regeneratory wymagają stosowania specjalnych urządzeń do zmiany kierunku przepływu gazu
(tzw. rewersyjnych) oraz budowy dość skomplikowanego systemu kanałów.
Regeneratory to komory wymurowane z cegły czerwonej, wewnątrz wyłożone cegłą
szamotową. Komory te są luźno wypełnione prostkami (cegłami), najczęściej szamotowymi,
tworzącymi tzw. kratownicę. Dla zmniejszenia strat ciepła przez przewodzenie przez ściany
komór na zewnątrz, stosuje się często izolację cieplną komór regeneracyjnych. Kratownica
ułożona jest na tzw. ruszcie komorowym, złożonym z szamotowych kształtek w postaci
sklepień. Są one ułożone na spodzie komory tak, aby pomiędzy nimi pozostawały dość
szerokie szczeliny, którymi przepływają gazy. Pod rusztem komorowym znajduje się kanał
podkomorowy, połączony z kanałami urządzeń rewersyjnych. Nad kratownicą pod
sklepieniem komory znajduje się przestrzeń wolna, w której zbierają się gazy przechodzące
przez kratownicę; połączona jest ona z palnikami za pomocą szybów palnikowych. Sposób
działania regeneratorów wymaga, aby zawsze była para komór przeciwległych, gdyż przez
jedną komorę przepływają spaliny, a przez drugą przepływa powietrze lub gaz generatorowy.
W zależności od tego, czy gaz palny jest ogrzewany, czy nie - przy piecach znajdują się jedna
lub dwie pary komór regeneracyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
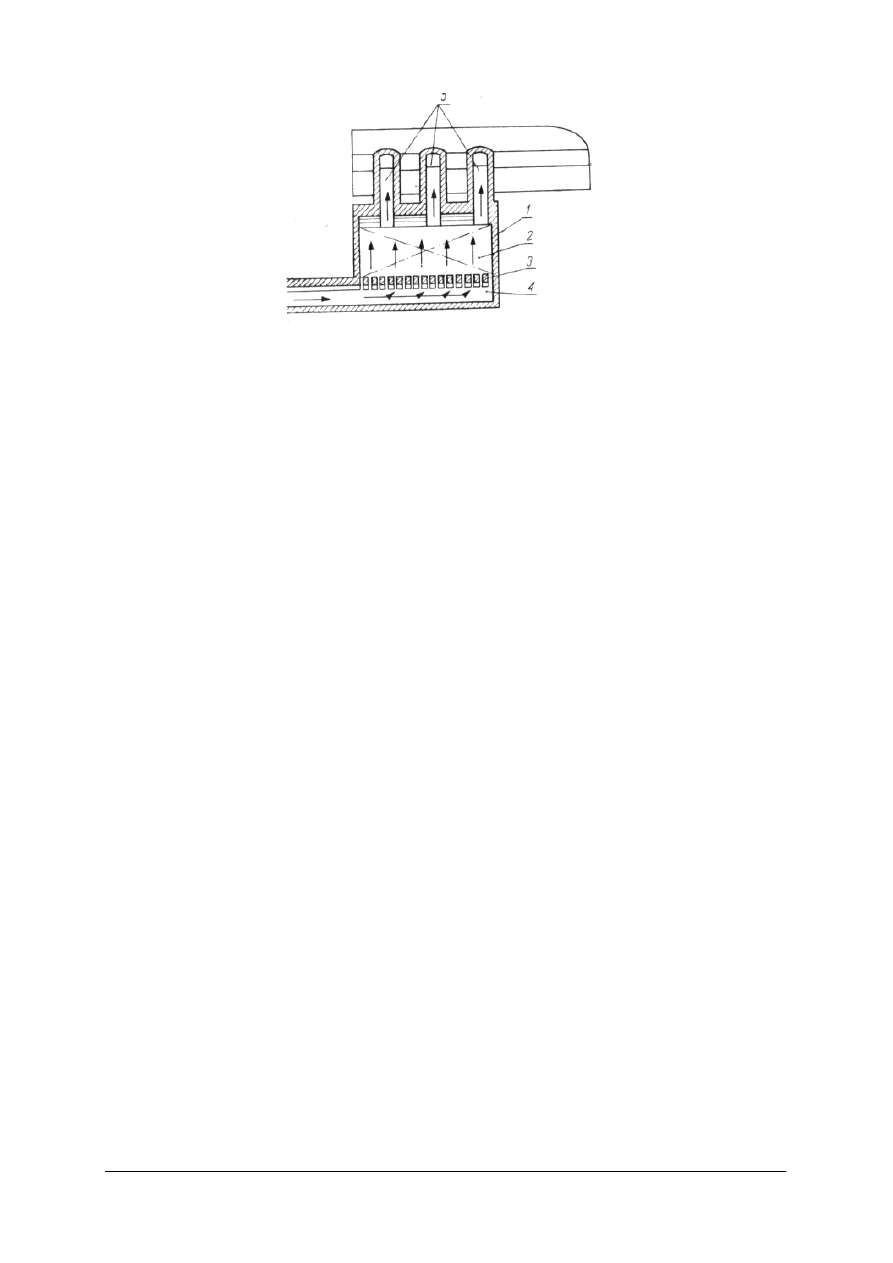
Rys. 5. Schemat regeneratora stojącego przy wannie poprzeczno-płomiennej:
1) materiał ogniotrwały, 2) kratownica, 3) ruszt komorowy,
4) kanał podkomorowy, 5) szyby palnikowe. [2, s. 97]
Zasada działania regeneratora jest następująca - spaliny uchodzące z pieca przez palnik
i szyb palnika przepuszczane są przez komorę, a więc i przez kratownicę regeneratora,
złożonego z jednej komory lub pary komór stojących po jednej stronie pieca. Podczas tego
okresu w kratownicy gromadzi się pewna ilość ciepła, którą spaliny oddają kratownicy,
ogrzewając ją przy przepływie przez nią. W tymże czasie przez komory stojące po drugiej
stronie pieca przepływa powietrze lub powietrze i gaz generatorowy (w przypadku pary
komór), które ogrzewają się od gorącej kratownicy. Komory regeneracyjne działają więc
w sposób okresowy: gdy jedna para komór się nagrzewa, tzn. pobiera ciepło od spalin, druga
para komór jest studzona – oddaje ciepło jedna powietrzu, a druga gazowi generatorowemu.
Po odpowiednim nagrzaniu się komór, przez które przepływają spaliny, co trwa pewien czas,
przeważnie pół godziny, zmienia się kierunek przepływu gazów, co nazywane jest rewersją,
a komory nagrzane uprzednio spalinami, obecnie oddają ciepło przepływającemu powietrzu,
czy gazowi generatorowemu.
Działanie komór, tzn. okresy zmian kierunku przepływu gazów (rewersji), reguluje się
wg określonego czasu, odpowiedniego dla nagrzania się kratownicy lub wg zmian
temperatury kratownicy. Czas nagrzania kratownicy do odpowiedniej temperatury wynosi
przeważnie 25-30 minut, a więc w tych odstępach czasu następuje zmiana kierunku
przepływu gazów. Wskutek okresowego działania regeneratorów temperatury nagrzania
powietrza i gazu generatorowego wahają się, co powoduje pewne, nieduże zresztą wahania
temperatury w piecu. Na wahania temperatury w piecu mają wpływ zbyt rzadkie zmiany
kierunku przepływu gazów. Zbyt częste rewersje powodują natomiast duże straty gazu, gdyż
podczas rewersji część gazu, która wypełnia jedną stronę komór i kanałów między komorami
a urządzeniem rewersyjnym, jest odciągana do komina. W tym czasie następują także
przerwy w pracy palników, a więc przerwy w ogrzewaniu pieca. Są to poważne wady
systemu regeneracyjnego.
Zależnie od kierunku ruchu gazów - rozróżniamy regeneratory stojące i leżące.
W regeneratorach stojących przepływ gazów w kratownicy odbywa się w kierunku
pionowym, zaś w komorach leżących poziomo.
Regeneratory stojące są bardziej rozpowszechnione ze względu na większe zalety. Ruch
gazów odbywa się w nich w sposób naturalny: chłodzone spaliny przepływają z góry na dół,
zaś gazy ogrzewane płyną z dołu do góry, dlatego też komory stawiają mniejsze opory
przepływowi gazów. Regeneratory leżące są niższe i stosuje się je tam, gdzie ze względów
lokalnych nie można budować komór stojących,, np. w zbyt niskich halach fabrycznych lub
przy zbyt wysokim poziomie wody gruntowej. Wadą regeneratorów leżących jest także
mniejsza jednostkowa powierzchnia wymiany ciepła oraz gorsza wymiana ciepła wskutek
ruchów laminarnych, natomiast zaletą ich jest brak „martwych" przestrzeni oraz możliwość
łatwiejszego oczyszczenia podczas pracy pieca.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Kratownica komór regeneracyjnych wykonana jest z cegieł ogniotrwałych, ułożonych
w komorach w ten sposób, aby utworzyć odpowiednie kanały do przepływu gazów.
Kratownica powinna mieć możliwie dużą jednostkową powierzchnię wygrzewczą
i odpowiednio dużą masę cegieł, aby zgromadzić możliwie największą ilość ciepła. Odstępy
między poszczególnymi kształtkami kratownicy powinny być odpowiednio dobrane. Zbyt
małe odstępy powodują większe opory stawiane przepływającym gazom i szybsze
zanieczyszczanie się kanałów kratownicy, zaś zbyt duże odstępy zmniejszają jednostkową
powierzchnię wygrzewczą oraz przy bardzo dużych odstępach kratownica staje się mniej
stateczna. Kratownicę układa się na ogół z cegieł szamotowych, forsterytowych lub
magnezytowych. Wymiary tych cegieł muszą być dobrane, biorąc pod uwagę względy
konstrukcyjne, jak wysokość komory i warunki wymiany ciepła.
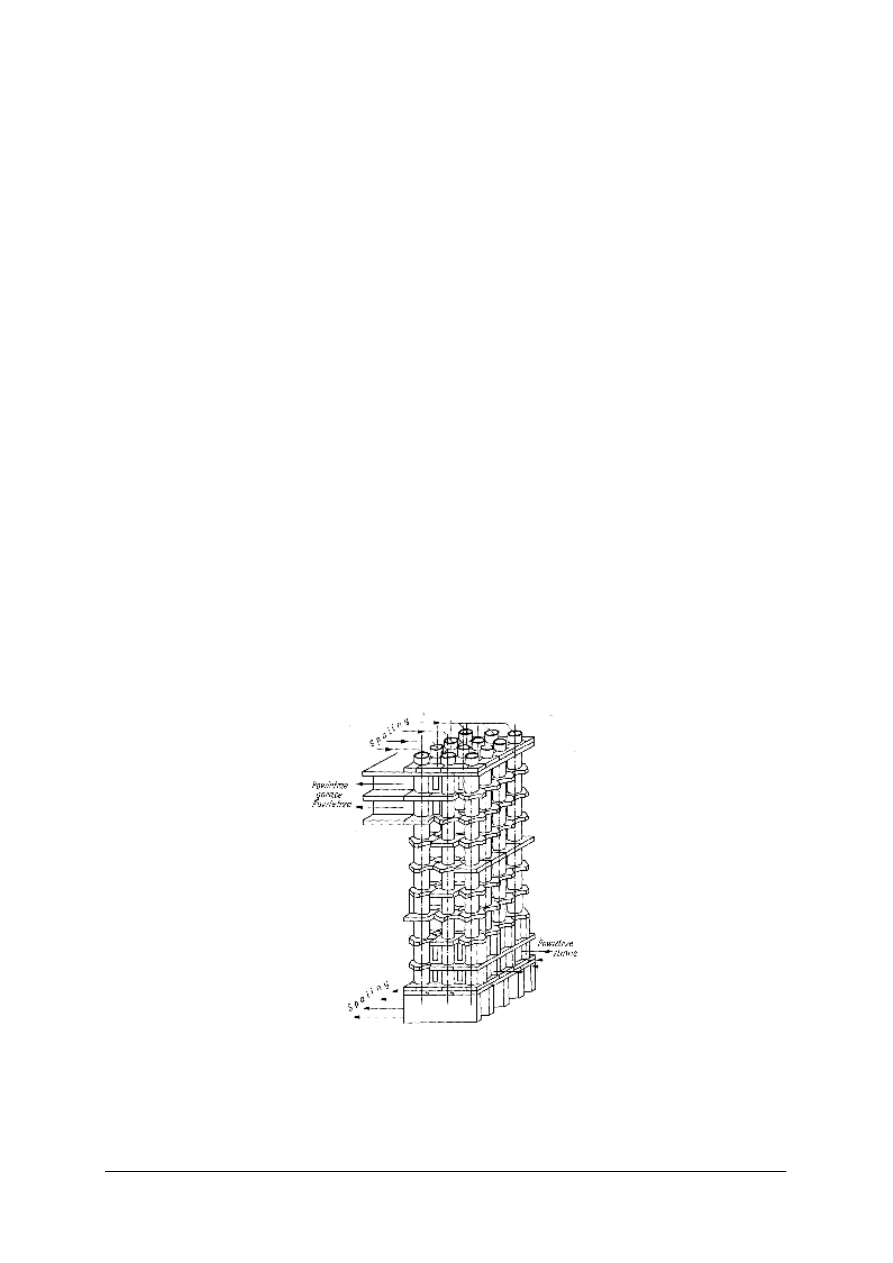
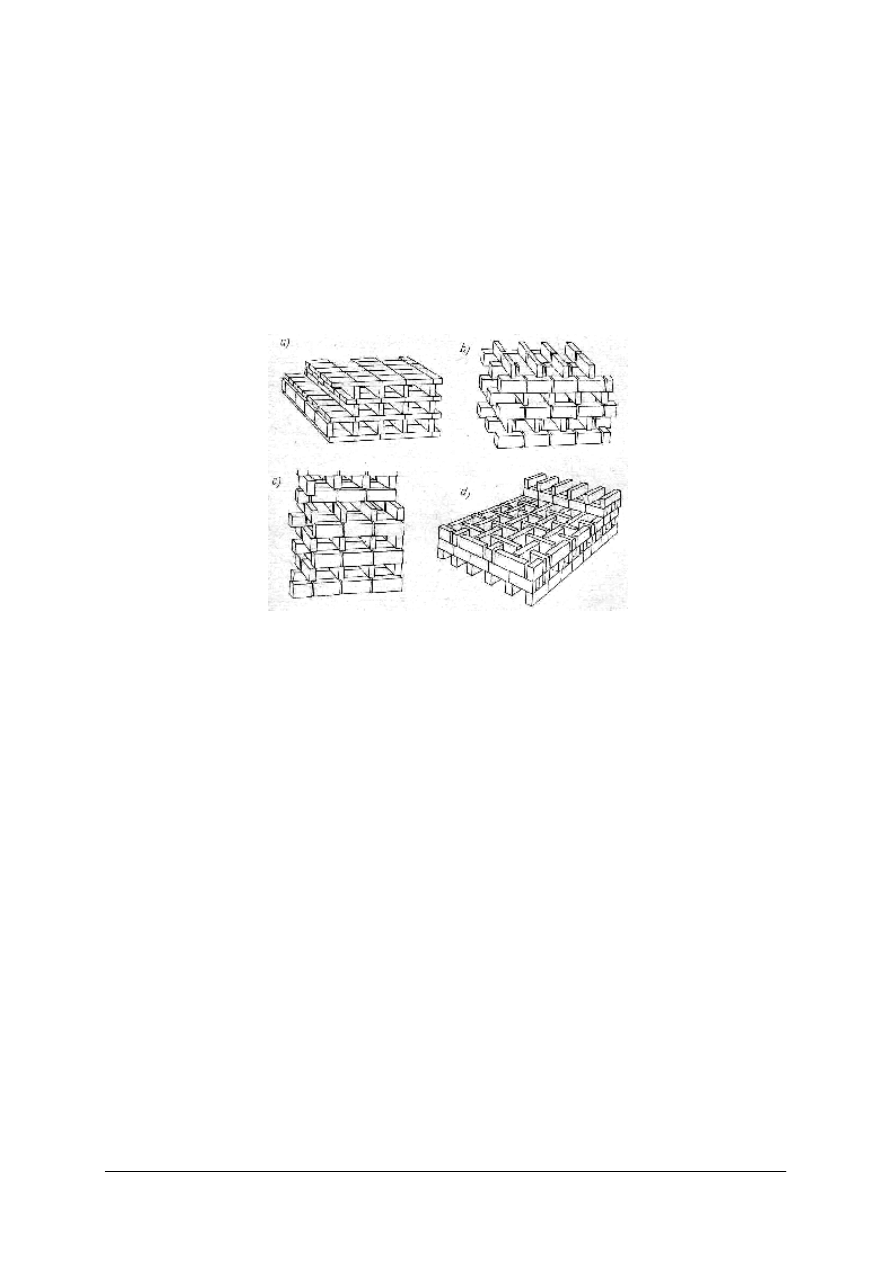
Rys. 6.
Układy kratownicy stosowane w komorach regeneracyjnych:
a) dla komór leżących oraz różne dla komór stojących,
b) układ rusztowy Siemensa o szyku przestawionym,
c) układ rusztowy Siemensa o szyku prostym, d) układ koszyczkowy. [2, s. 102]
Komory regeneracyjne powietrzne i gazowe w zasadzie nie różnią się pod względem
konstrukcyjnym. W niektórych przypadkach stosuje się ciaśniejsze ułożenie kratownicy
w komorach powietrznych. Długość kratownic gazowej i powietrznej, zależnie od warunków,
od wielkości pieca i od ilości palników jest na ogół jednakowa; wysokość komór gazowych
i powietrznych jest również przeważnie jednakowa, chociaż niekiedy dla uzyskania
właściwego stosunku objętości komory gazowej do powietrznej buduje się komorę gazową
nieco niższą.
Szerokość komór dochodzi do 2,5 m, lecz w komorach stojących o szerokości większej
niż 1,8 trudniej jest zapewnić równomierne rozprowadzenie gazów na całej szerokości
komory.
Stosunek objętości komory gazowej do powietrznej waha się w dość dużym zakresie
w zależności od rodzaju stosowanego paliwa: dla gazu generatorowego surowego (gorącego)
z węgla kamiennego przyjmuje się stosunek od l : 1,4 do l: 2,0, a dla gazu surowego z węgla
brunatnego przyjmuje się stosunek od. 1:1 do l : 1,4.
Objętość komór regeneracyjnych powinna być tak dobrana do wielkości pieca, aby
właściwie wykorzystać ciepło spalin. Zbyt duże komory powodują zwiększenie strat ciepła
przez, ścianki komór, a zbyt małe utrudniają dobre ogrzanie gazów.
Dolną część komór regeneracyjnych stanowią kanały podkomorowe. W komorach
leżących kanały podkomorowe są przykryte sklepieniem ciągłym (szczelnym), zaś
w komorach stojących kanały podkomorowe są przykryte sklepieniami odcinkowymi,
tworzącymi tzw. ruszt podkomorowy. Ruszt podkomorowy jest ułożony z klinów lub ze
specjalnych kształtek. Kratownica spoczywa na ruszcie, dlatego też ruszt musi wykazywać
odpowiednią wytrzymałość.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 7. Schemat komory regeneratora. [2, s. 100]
Budowa i zasada działania pieców szklarskich pomocniczych.
Piece do odprężania szkieł – odprężarki.
W celu usunięcia naprężeń, wyroby szklane podaje się dodatkowemu procesowi
termicznemu, zwanemu odprężaniem, w specjalnych urządzeniach zwanych odprężarkami.
Odprężarki komorowe działają w sposób periodyczny, zbudowane z cegły czerwonej,
wewnątrz wyłożone cegłą szamotową lub całe wykonane z cegły szamotowej. Dla
zmniejszenia strat ciepła stosuje się niekiedy izolowanie sklepienia i ścian pieca. Piec jest
komorą, do której przez otwór w ścianie czołowej wkłada się wyroby. Otwór jest zamykany
blaszanymi wrotami, otwieranymi przy wyjmowaniu wyrobów. We wrotach znajduje się
otwór mniejszy zamykany blaszanymi drzwiczkami, którymi wstawia się wyroby do piecyka.
Palniki umieszczone są w przedniej ścianie, gdzie znajduje się niewielka komora do spalania
paliwa. Spaliny dostają się do komory pieca przez trzy otwory w trzonie pieca, przechodzą nad
wyrobami i są odciągane z pieca do komina przez otwory w ścianie tylnej (szczytowej) pieca.
Piece komorowe zwykle budowane są po kilka w jednym szeregu. Wielkość komory
pieca jest różna i zależy od wielkości i rodzaju produkcji. Zwykle przyjmuje się wymiary
trzonu pieca l-3 m, zbliżone do kwadratu.
Wyroby są układane na trzonie pieca luźno lub wstawiane do specjalnych pojemników
blaszanych (przy wyrobach drobnych) lub drucianych, ustawianych na trzonie pieca.
Niekiedy w sklepieniu pieca znajdują się zasłaniane otwory do szybszego studzenia wyrobów
w ostatnim stadium studzenia.
Wady tych odprężarek są następujące: mała wydajność, nierównomierny rozkład
temperatur w piecu, duże zużycie ciepła na l kg odprężonego szkła oraz zajmowanie dużo
miejsca. Zaletą ich jest to, że są korzystne przy zróżnicowanym asortymencie wyrobów oraz
przy krótkich seriach wyrobów o specjalnych kształtach.
Odprężarki tego typu stosuje się coraz rzadziej i jedynie do specjalnych celów. Do
odprężania wyrobów z mas specjalnych są stosowane odprężarki komorowe z ogrzewaniem
elektrycznym, wtedy w piecu są wmontowane elementy grzejne oporowe.
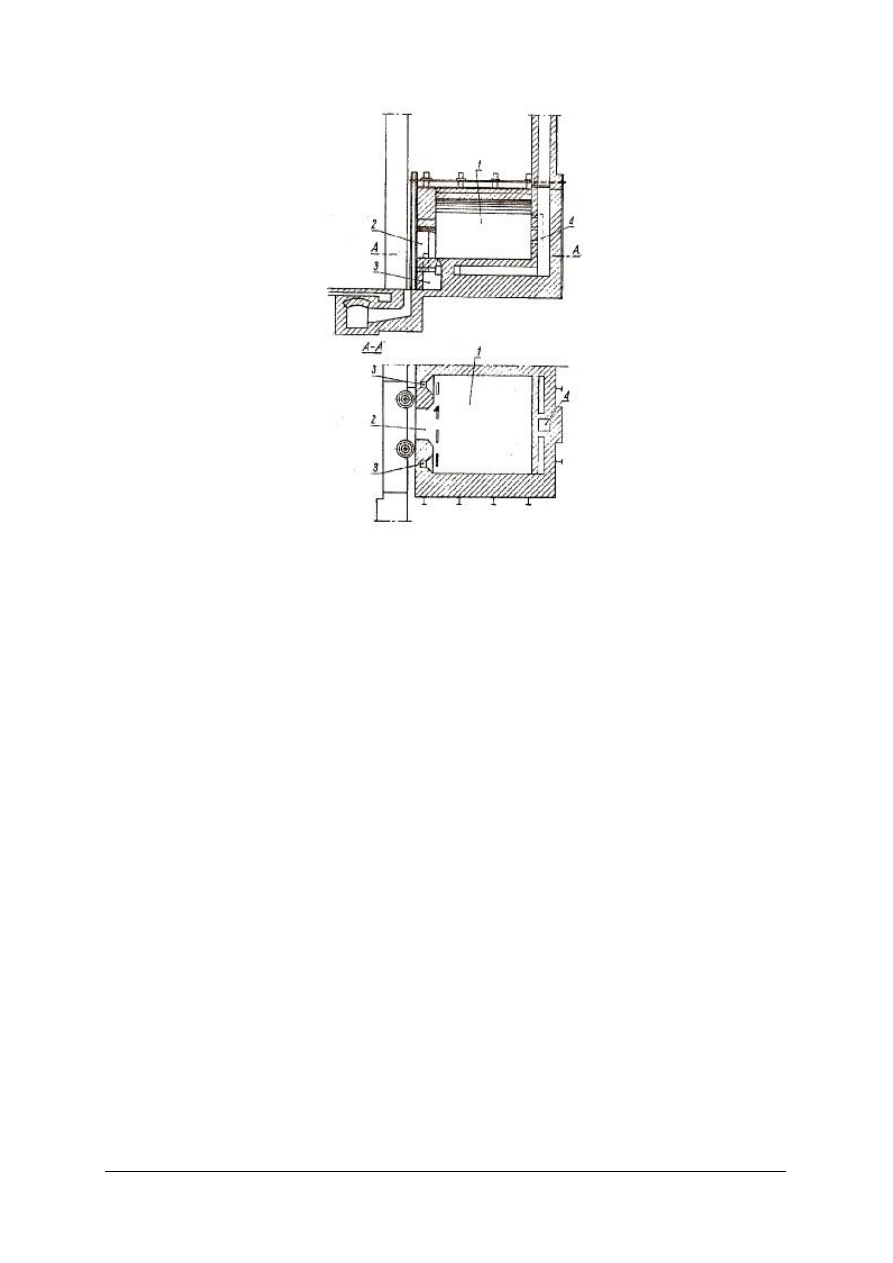
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 8. Odprężarka komorowa:
1 – komora pieca, 2 – otwór w ścianie czołowej, gdzie wkłada się wyroby, 3 – palniki, 4 – komin. [1,s. 218]
Odprężarki tunelowe budowane są w postaci długiego tunelu murowanego lub
metalowego, wyłożonego materiałami ogniotrwałymi, szczególnie w przestrzeni ogrzewanej.
Długość tunelu zależy od rodzaju wyrobów i waha się od 16 m do 40 m i więcej. Koniec
odprężarki, tam gdzie wychodzą ostudzone wyroby, bywa odsłonięty. Wyroby odprężane są
przesuwane wzdłuż tunelu z pewną określoną szybkością i przechodzą przez poszczególne
strefy o różnych temperaturach.
Ogrzewanie wyrobów w odprężarce może być bezpośrednie lub pośrednie – muflowe.
W pierwszym przypadku wyroby znajdują się w komorze spalania, w drugim wyroby
znajdują się wewnątrz mufli, zaś na zewnątrz mufli następuje spalanie paliwa i przechodzą
spaliny. Ogrzewane są tylko początkowe człony odprężarki, zwane „głowicą odprężarki”,
dalsze są nie ogrzewane, a nieraz nawet chłodzone zimnym powietrzem. Przy ogrzewaniu
muflowym wyroby są ogrzewane przez promieniowanie ścianek mufli, dzięki czemu
ogrzewanie jest bardziej równomierne, a wyroby nie stykają się ze, spalinami.
W użyciu jest kilka rodzajów odprężarek tunelowych, których zasada działania jest taka
sama, a różnią się tylko pewnymi rozwiązaniami konstrukcyjnymi i efektami działania.
Najprostszą odprężarką tunelową jest odprężarką murowana. Wewnątrz murowanego
tunelu przesuwają się na szynach wózki, na które wkłada się wyroby odprężone. Wózki są
ciągnione liną stalową ku zimniejszemu końcowi odprężarki. Wózki z zimnego końca są
zdejmowane i wstawiane, po wyjęciu z nich odprężonych wyrobów, znów do tunelu „od
czoła”. Wkładanie wyrobów odbywa się przez otwory w bocznej ścianie przedniej części
tunelu – „głowicy”, opalanej paliwem gazowym. Gaz doprowadzany jest do kanału pod
tunelem, gdzie łączy się z powietrzem i spala się, a spaliny przechodzą kanalikami
w bocznych ścianach i wydostają się palnikami do wnętrza tunelu, gdzie ogrzewają wyroby
odprężone. Odciąg spalin z tunelu następuje przez kominek w tylnej części tunelu. Ruch
wózków nie odbywa się w sposób ciągły, lecz jest włączany lub wyłączany w miarę
napełniania wózków. Regulacja ciągu spalin odbywa się za pomocą zasuw umieszczonych
w kanałach podkominowych.
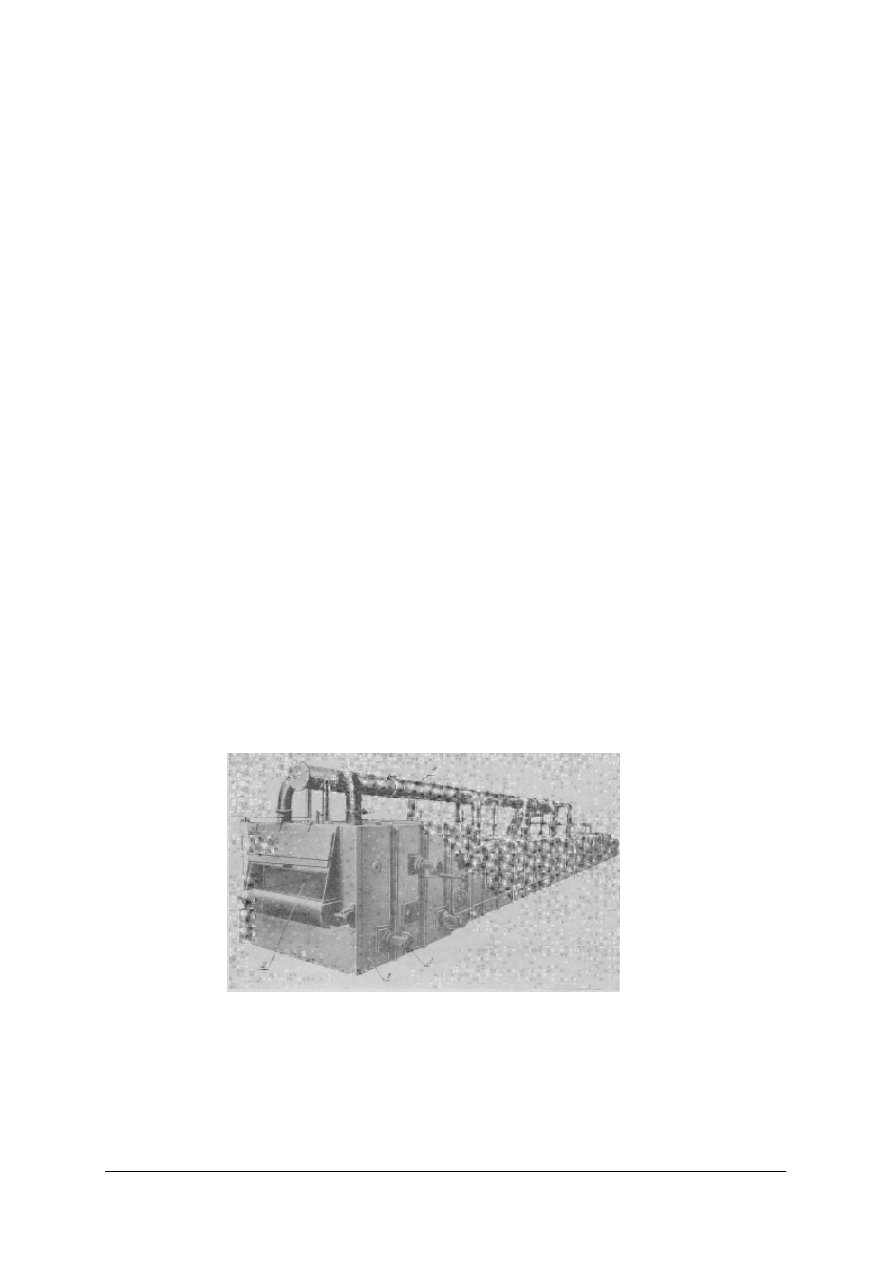
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wydajność takiej odprężarki, zależnie od rodzaju wyrobów, wynosi 2-6 t/24 h.
Wadami tego typu odprężarek są:
a) duże straty ciepła na nagrzewanie wózków;
b) przesuwanie wózków nieciągłe;
c) duże wymiary odprężarki.
Nowszym rodzajem odprężarek tunelowych są odprężarki muflowe taśmowe.
W odprężarce tej wyroby ogrzewane są sposobem muflowym i przesuwają się na taśmie
przenośnika, wykonanej z żaroodpornej siatki drucianej. Tunel odprężarki ma podwójne
sklepienie i dno. Wewnętrzne sklepienie i dno są wykonane z cienkich kształtek
szamotowych, które stanowią pewnego rodzaju muflę. Pomiędzy sklepieniami znajduje się
przestrzeń, w której następuje spalanie paliwa. Taka sama przestrzeń znajduje się między
podwójnym dnem tunelu. W bocznych ścianach tunelu znajdują się po dwa palniki z każdej
strony, umieszczone w dolnej części odprężarki, i po dwa palniki z każdej strony w górnej
części odprężarki. Spaliny ogrzewają przeponowe od góry i od dołu wyroby przesuwające się
na taśmie. Odciąg spalin z górnej części mufli następuje przez otwór w sklepieniu w przedniej
części głowicy odprężarki, łącząc się systemem rur z kominkiem metalowym umieszczonym
w dalszej części tunelu. Podwójne dno nie kończy się razem z podwójnym sklepieniem, lecz
jest przedłużone na dalszą część tunelu tak, że siatkę wraz z umieszczonymi na niej wyrobami
ogrzewa się od dołu na przeszło połowie jej długości. Odciąg spalin z dolnej przestrzeni
spalania odbywa się przewodami wyprowadzonymi na boki, łączącymi się z systemem rur
nad sklepieniem odprężarki, odprowadzających spaliny z górnej przestrzeni odprężarki do
kominka. Zwykle odciąg spalin z tunelu odbywa się za pomocą wentylatora, który wysysa
spaliny i tłoczy je do kominka. Regulacja temperatury na długości odprężarki następuje przez
manipulowanie zasuwami, umieszczonymi na przewodach rurowych odciągowych. Drugi
i trzeci człon od końca tunelu wyposażony jest w górne klapy, którymi można regulować
dopływ zimnego powietrza studzącego szybciej wyroby. Ostatni człon odprężarki jest
odsłonięty (bez sklepienia) i na nim odbywa się sortowanie wyrobów. Aby zapobiec
przedostawaniu się zimnego powietrza z odkrytej części odprężarki, przy wlocie do tunelu są
umieszczone zasłony.
Niekiedy do budowy mufli stosuje się lepiej przewodzące ciepło płyty karborundowe –
wtedy atmosfera spalin powinna być nieco redukująca.
Rys. 9. Odprężarka tunelowa taśmowa: 1) tunel, 2) przenośnik taśmowy,
3) palniki, 4) instalacja odprowadzająca spaliny. [ 2, s. 178]
W
naszym
przemyśle
szklarskim
tego
rodzaju
odprężarki
są
najbardziej
rozpowszechnione. Można spotkać odprężarki o szerokości taśmy 0,9 m, 1,5 m i 1,8 m.
Długość ich jest różna w zależności od rodzaju produkcji, waha się od 18 m do powyżej 40 m.
Długość ich można dobierać do rodzaju wyrobów przez wydłużanie lub skracanie odprężarki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
o jeden lub kilka członów, które mają długość ok. 3m. Można także powiększyć liczbę
członów ogrzewanych.
Odprężarki szerokie na ogół zużywają mniej ciepła na jednostkę odprężonego szkła.
Bardzo ważnym czynnikiem mającym wpływ na jednostkowe zużycie ciepła jest możliwość
regulowania temperatury w mufli oraz pełne wykorzystanie szerokości taśmy. Wyroby
powinny, być ustawione możliwie ściśle na całej powierzchni taśmy. Spotykane w praktyce
wypadki pozostawiania nie wykorzystanych całych pasów na taśmie są dla procesu
odprężania bardzo szkodliwe, gdyż wolne miejsca i pasy, oprócz niewykorzystania
wydajności odprężarki lub zbyt szybkiego posuwu taśmy, powodują powstawanie
szkodliwych prądów powietrza, zniekształcających układ temperatur odprężania. Poza tym
wolne pasy i miejsca nie wykorzystane na taśmie zwiększają jednostkowe zużycie ciepła na
odprężanie wyrobów.
Przepustowość tego typu odprężarki, a więc i wydajność, o szerokości 1,5 m dochodzi do
25 ton butelek na dobę. Szybkość przesuwania taśmy może być regulowana w granicach
0,145-0,5 m/sek.
W nowych odprężarkach szczególną uwagę zwraca się na wykorzystanie ciepła
zawartego w gorących wyrobach, wkładanych do odprężarki. Zmniejszając, dzięki izolowaniu
tunelu, straty ciepła przez obudowę, można do minimum zmniejszyć zużycie ciepła na
odprężanie. Przy zwiększonej szybkości wstawiania gorących wyrobów do odprężarki
zwiększa się ilość ciepła doprowadzanego do pieca z wyrobami. Zmniejszając pojemność
cieplną samego pieca, zmniejsza się ilość ciepła zużytego na jego ogrzanie. Dlatego też
wyłania się problem materiałów stosowanych do budowy odprężarki, jak i konieczność
najszybszego dostarczania do odprężarki wyrobów po ich uformowaniu, a więc jak
najbardziej gorących.
Tym założeniom odpowiada odprężarka typu Hartford. Odprężarka ta składa się
z szeregu sekcji, które mają dno, boki i wierzch wykonane z płyt żeliwnych (skrzyń)
wewnątrz pustych. Płyta denna ma pięć kanałów. Pod pierwszą sekcją mieści się palenisko,
skąd gorące spaliny (powstające ze spalania paliwa gazowego lub ciekłego) dostają się przez
odpowiedni otwór do kanałów płyt dolnych. Następnie przedostają się przez kanały płyt
bocznych i wpadają do kanałów płyt górnych, skąd są odciągane za pomocą wentylatora,
umieszczonego na górze odprężarki, i tłoczone do komina metalowego, wyprowadzającego
spaliny ponad dach hali. Do regulacji temperatury służą otwory z zasuwami, znajdujące się na
całej długości odprężarki, przez które zasysane jest zimne powietrze do kanałów
umieszczonych w dnie. Do regulacji ilości ciepła doprowadzanego do dolnych kanałów
i regulacji temperatury na całej szerokości taśmy służą dwie zasuwy znajdujące się
w przedniej części odprężarki. Jedną z nich reguluje się dopływ ciepła do wszystkich pięciu
kanałów, a drugą – tylko do trzech środkowych, dzięki czemu można regulować nagrzewanie
skrajnych kanałów. Głowica odprężarki jest izolowana ziemią okrzemkową, umieszczoną
między płytami sekcji a blaszanym płaszczem. Ostatnie człony odprężarki są odkryte.
W otworze wlotowym tunelu znajduje się zasuwa do regulowania dopływu zimnego
powietrza do wnętrza tunelu. Taśma w swej powrotnej drodze do przodu odprężarki
przechodzi pod muflą i nie jest ogrzewana, co jest wadą tej odprężarki.
Palniki tej odprężarki są wyposażone w urządzenia samoregulujące, umożliwiające
automatyczne utrzymywanie potrzebnej temperatury. Odprężarka wyposażona jest w 10
termopar zainstalowanych wzdłuż odprężarki.
W związku z tymi udoskonaleniami zużycie ciepła przez odprężarkę typu Hartford jest
bardzo małe. Czas odprężania wynosi od 40 do 140 minut. Wydajność jej zależy od sze-
rokości taśmy i waha się w granicach 15÷40 t/24 h szkła.
Zaletą tej odprężarki jest dobra izolacja, małe zużycie ciepła i duża wydajność.
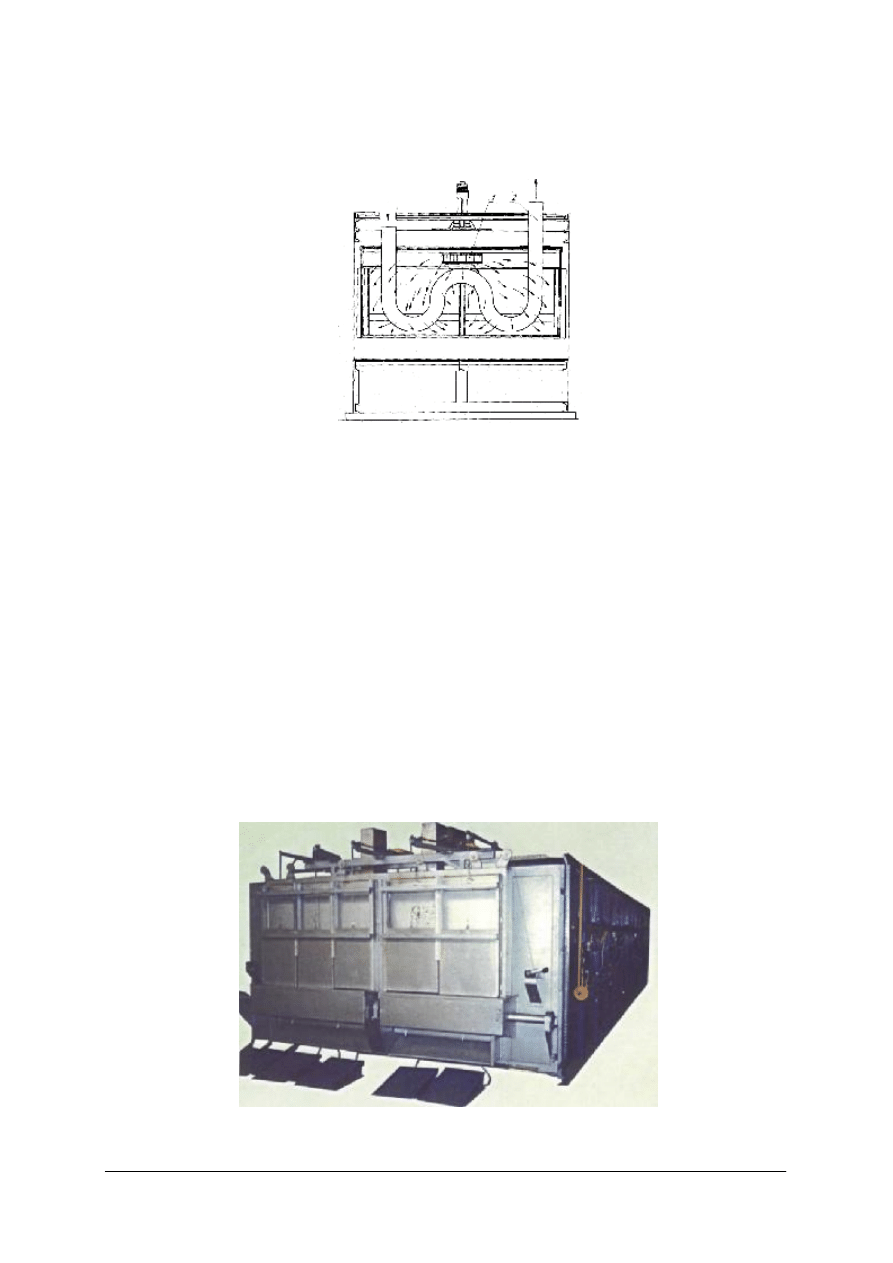
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Najnowszym typem jest odprężarka recyrkulacyjna. Wyposażona jest w szereg małych
wentylatorów, które w każdej z poszczególnych sekcji powodują recyrkulację (czyli krążenie)
gazów spalinowych.
Rys. 10. Schemat odpręzarki tunelowej z cyrkulacją, typ Cobel-Conex,
przekrój pionowy podłużny przez rurowy element grzejny:
1) wentylator recyrkulacji, 2) radiator rurowy ogrzewany gazem lub olejem,
3) izolacja cieplna. [2, s. 180]
W zwykłych odprężarkach rozchodzenie się ciepła odbywa się przez konwekcję
naturalną, co powoduje nierównomierny rozkład temperatur na przekroju poprzecznym
odprężarki. Wskutek tego temperatura pod sklepieniem jest wyższa, jak nad taśmą. Różnica
temperatur u dołu mufli i pod sklepieniem jest tym większa, im większa jest wysokość tunelu.
Przez zastosowanie wentylatorków usunięto tę wadę. To udoskonalenie może być
wprowadzone nawet w zwykłych odprężarkach.
Czas odprężania wynosi 40-50 minut. Długość tej odprężarki wynosi 12 m, szerokość
taśmy l m; wydajność (przy odprężaniu butelek) 20t/24h. Odpowiednie dane dla szkła
gospodarczego: długość odprężarki – 15,5 m, szerokość taśmy – l m, czas odprężania – 30÷40
minut.
Cykl pracy odprężarki jest następujący:
−
rozgrzew do temperatury odprężania (2-4h)
−
napełnianie tunelu wyrobami (5-6h),
−
odprężanie, ochładzanie i rozładunek (3-5h).
Rys. 11. Widok nowoczesnej odprężarki recyrkulacyjnej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Piece do gięcia i hartowania szkieł.
Szkło płaskie polerowane bywa poddawane gięciu, aby mu nadać odpowiedni wklęsły
lub wypukły kształt. Gięcie szkła polega na położeniu odpowiednio wykrojonej płyty szklanej
na formie, a następnie na ogrzaniu szkła razem z formą do temperatury początków mięknięcia
szkła. Płyta przybiera kształt nadany jej przez formę. Temperatura gięcia szkła zależy od:
−
rodzaju szkła,
−
sposobu gięcia,
−
wielkości płyty,
−
kształtu i grubości płyty.
Płyty mogą być gięte w pozycji poziomej lub pionowej. Nagrzewanie płyt w pozycji
pionowej można stosować tylko przy małej odchyleniu wygięcia (do 100 mm) oraz
niewielkich wymiarach szyb, bowiem przy formatach większych powstają wady, jak
deformacje w punktach zamocowania, a także szyby podczas studzenia częściej pękają.
Do ogrzewania pieców do gięcia szkła stosuje się przeważnie elektryczność, choć także
jest używane paliwo gazowe lub ciekłe.
Piec do gięcia szkła buduje komora, której dno stanowi ustawiony na szynach ruchomy
wózek w kształcie skrzyni blaszanej wysokości 0,5 m, zapełnionej drobną mączką
szamotową. Z obu stron pieca (przeciwległe) znajdują się rozsuwane wrota, przez które
wjeżdża do pieca lub wyjeżdża wózek. Na wózku układa się formę z szybą do gięcia.
W obydwu bocznych dłuższych ścianach znajdują się palniki gazowe, położone jeden blisko
drugiego, wskutek czego osiąga się równomierny układ temperatur w całym piecu. Spaliny
uchodzą przez otwory w sklepieniu i są odprowadzane do komina.
W zależności od potrzeby stosowane są formy wklęsłe lub wypukłe. Formami
wypukłymi nazywamy takie formy, na których układa się płyty szkła w ten sposób, że
w czasie gięcia krawędzie płyty przesuwają się ku dołowi, otulając formę, zaś formami
wklęsłymi nazywamy takie, na których krawędziach opierają się brzegi płyty szkła, a środek
płyty wygina się ku dołowi. Formy do gięcia szyb wykonuje się przeważnie z szamotu.
Powierzchnia form musi być bardzo dokładnie wypolerowana, aby szyba, gnąc się pod
wpływem nagrzewania i osiadając na formie, nie miała zdeformowanej powierzchni.
Po wykonaniu form i położeniu na nich odpowiednio przyciętych płyt szkła, wózek
wsuwa się do pieca, drzwiczki zalepia gliną i zapala się płomień w piecu. Najpierw wygina
się środek płyty. Spowodowane jest to momentem gnącym oraz tym, że w górnej części pieca
panuje wyższa temperatura. Ponieważ nie można zbyt wysoko podnosić temperaturę w piecu,
gdyż spowodowałoby to zbytnio zmięknięcie szkła i odciśnięcie się na jego powierzchni
nierówności formy, zwłaszcza w górnej jej części, stosuje się wyższe temperatury tylko
w dolnej części pieca. Wykonuje się to przez wkładanie do pieca przy krawędziach formy
drewnianych listew, które spalając się podwyższają w tym miejscu temperaturę. Pomimo to
brzegi nie są dokładnie wygięte i należy formy odpowiednio wymierzać, gdyż po gięciu
odcina się z boków paski szerokości 6 – 8 cm. Czasami stosuje się również doginanie drogą
mechanicznego nacisku w czasie gięcia. Całkowity proces gięcia trwa 3,5 - 4 godziny.
Po wygięciu płyty zmniejsza się płomień przez pół godziny, a następnie wygasza się palniki
i pozostawia piec do ostygnięcia.
Rysunek 5 przedstawia przekrój poprzeczny pieca do gięcia szyb samochodowych. Jest
on ogrzewany elektrycznością, pracuje w sposób półciągły.
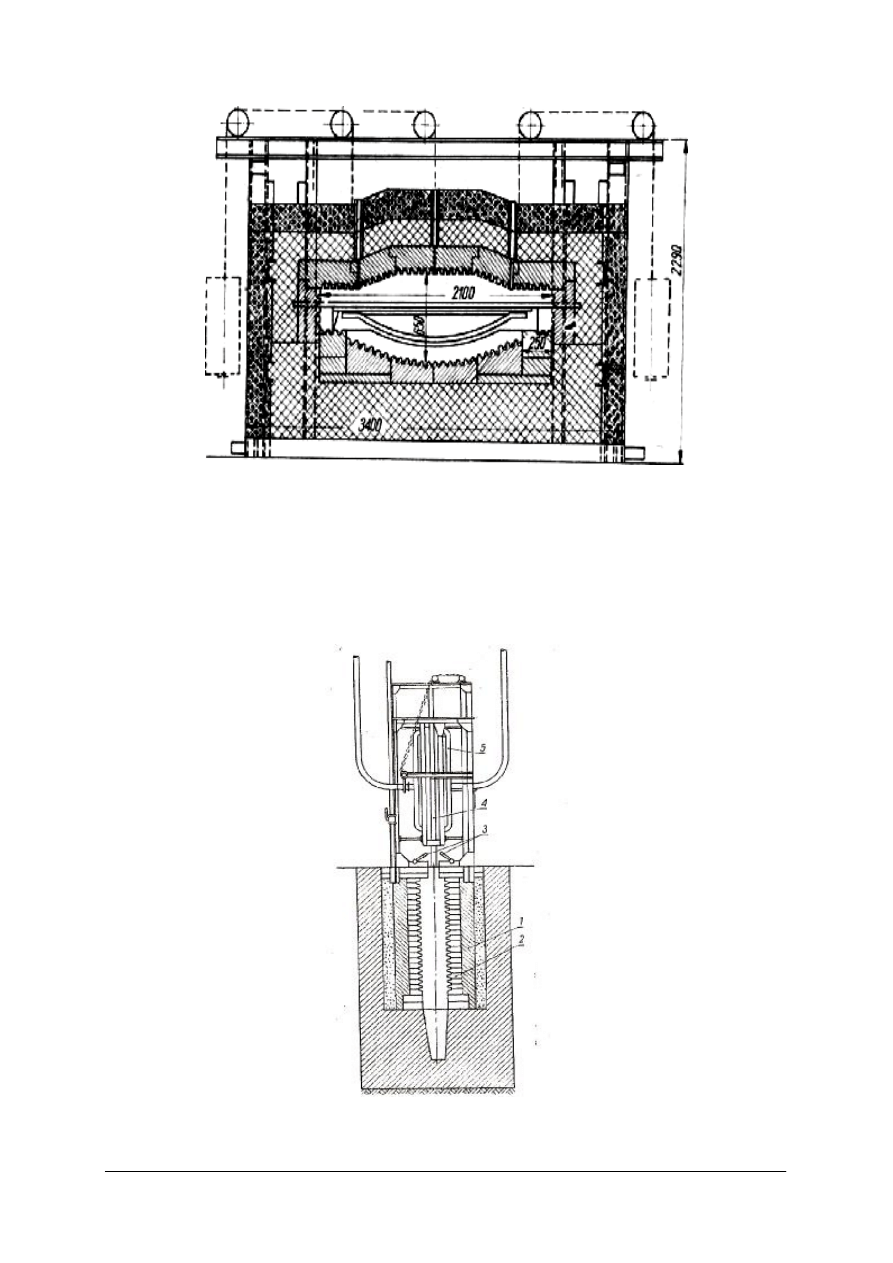
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 12. Przekrój poprzeczny pieca do gięcia szkła. [1,s. 234]
Istnieje możliwość regulowania intensywności nagrzewania w różnych punktach pieca.
Piec ten stanowi tunel podzielony na dwie części, z których pierwsza służy do nagrzewania
szkła, a w drugiej odbywa się wyrównywanie temperatury i studzenie. W końcu części
studzenia temperatura dochodzi do 300°C. Piec ten pracuje w sposób półciągły. Płyty szklane
wprowadza się do pieca na specjalnym wózku, kształty formy odpowiadają ściśle profilowi
szyby.
Rys. 13. Piec do hartowania szkła: 1 – skrzynia pieca, 2 – elementy grzejne, 3 – drzwiczki,
4 – płyta szklana, 5 – konstrukcja. [1,s. 235]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Innym rodzajem pieca pomocniczego, jest przedstawiony na rysunku 13 - piec pionowy
do hartowania szkła. Jest on ogrzewany elektrycznością. Wielką zaletą pieców elektrycznych
jest możność bardzo równomiernego nagrzewania szyb oraz łatwość regulacji temperatury.
Piec stanowi skrzynię wąską (1) o wymiarach dostosowanych do wielkości hartowanych
szyb. Szerokość komory grzejnej wynosi 100÷150 mm. Powierzchnia grzejna powinna być
1,5 razy większa od maksymalnego rozmiaru szyb hartowanych, gdyż tylko w takim
przypadku otrzymuje się równomierne nagrzewanie całej płyty. Piec jest wykonany
z materiału ogniotrwałego, najczęściej szamotu. Elementy grzejne (2) układane są poziomo
blisko siebie. Spirale są rozdzielone na trzy sekcje, co pozwala na ekonomiczniejsze
prowadzenie procesu. Przy hartowaniu wyrobów mniejszych można wyłączyć poszczególne
sekcje spiral. Piec wyposażony jest w samoczynne urządzenie do regulowania temperatury
oraz urządzenia do regulowania natężenia prądu, szczególnie dolnych sekcji. Podczas
otwierania drzwiczek (3) dla wprowadzenia płyty szkła (4), zawieszoną na konstrukcji (5),
część pieca w pobliżu drzwiczek wystudza się bardziej od pozostałych. W praktyce różnice te
dochodzą do 20°C. Szyba musi znajdować się dokładnie pośrodku między powierzchniami
grzejnymi. Mimośrodowość może być przyczyną jej odkształcenia w czasie nagrzewania.
Szyby wprowadzane do pieca umocowuje się w specjalnym uchwycie, aby osłonić tylko
minimalną powierzchnię płyty. W piecu można, w zależności od wielkości szyb,
równocześnie nagrzewać jedną lub nawet kilka. Stosowane są obecnie nowoczesne metody
hartowania szkła połączone z gięciem przy tym samym nagrzewaniu.
Budowa i zasada działania pieców szklarskich elektrycznych.
Elektrodowo ogrzewane piece szklarskie dzieli się na nastepujace grupy:
−
piece elektrodowe,
−
piece z ogrzewaniem mieszanym elektrodowo-płomieniowym,
−
piece płomieniowe z dodatkowym ogrzewaniem elektrycznym.
Pierwsze z wymienionych pieców, to piece w których energia elektryczna stanowi
główne źródło ciepła, niezbędne do topienia i utrzymywania temperatury masy szklanej.
Piec elektryczny (elektrodowy) jest nabytkiem, który w polskich hutach pojawia się już
coraz częściej.
W swej budowie charakteryzuje się dużą komorą roboczą, do której to trafia zestaw
szklarski. W odróżnieniu do cyklu pracy wanny szklarskiej, w tym dużym pojemniku
o głębokości od 1,5 m do 3 m nie można wyróżnić stadiów topienia, są one niezauważalne,
choć zgodnie następują po sobie, jak przy pracy każdego pieca szklarskiego.
Basen topliwy może mieć kształt prostokątny, kwadratowy lub sześciokątny i jest
wyposażony w elektrody w trzech płaszczyznach poziomych.
Nośnikiem energii w piecu elektrodowym jest energia elektryczna (prąd elektryczny),
która wykorzystuje w swej pracy własność szkła, jaką jest – rezystywność, ulegająca bardzo
dużym zmianom wraz ze zmianami temperatur w piecu. W temperaturze otoczenia szkło
wykazuje rezystywność rzędu 10
13
Ω
cm, charakterystyczną dla dobrego izolatora. Wraz ze
wzrostem temperatury rezystywność szkła maleje osiągając w stanie płynnym wartość
2
Ω
cm. Stwarza to możliwość wykorzystania jej jako elementu grzejnego w piecach
elektrodowych, jeśli bowiem do elektrod zanurzonych w płynnej masie przyłożone zostanie
napięcie, wówczas popłynie między nimi prąd, a płynne szkło zacznie pełnić funkcję
oporowego elementu grzejnego. Ilość wydzielającego się ciepła zależy od:
−
wielkości przepływającego prądu,
−
składu chemicznego szkła,
−
kształtu i wymiaru elektrod,
−
odległości między elektrodami.
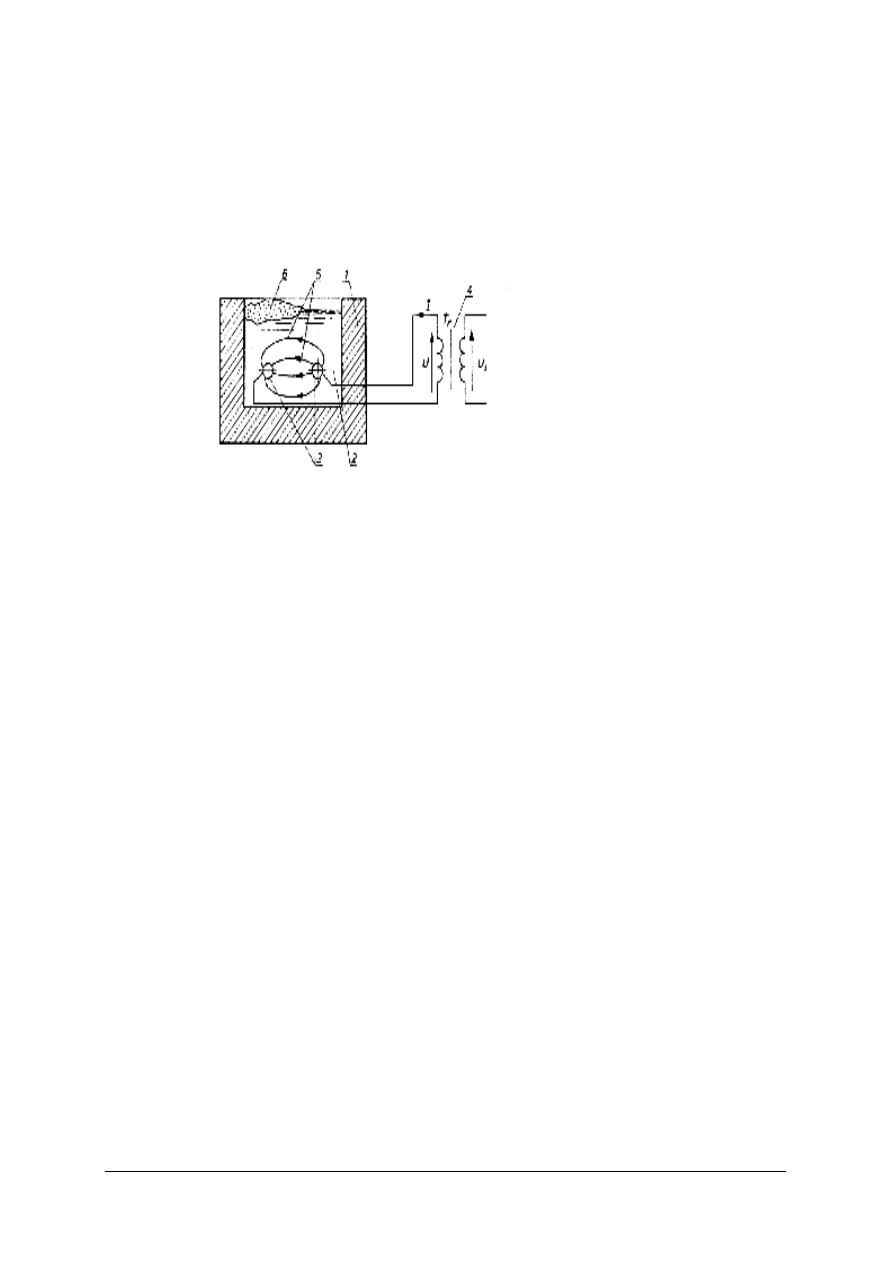
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Zasadę działania pieca elektrodowego do topienia szkła zobrazowano na rysunku 14.
W wykonanym z materiału ogniotrwałego basenie znajduje się stopiona masa szklana. Do
masy wprowadzone zostały elektrody, które przez transformator podłączone zostały pod
napięcie. W masie szklanej powstaje pole elektryczne, pod wpływem którego następuje ruch
ładunków elektrycznych wzdłuż linii przepływu prądu elektrycznego. Pod wpływem energii
cieplnej masa szklana utrzymuje wymaganą temperaturę i przekazuje ciepło do zestawu, który
pokrywa częściowo lub całkowicie powierzchnię masy szklanej.
Rys. 14 Schemat pieca elektrodowego: 1 – basen, 2 – stopiona masa szklana, 3 – elektrody,
4 – transformator, 5 – linia przepływu prądu elektrycznego, 6 – zestaw . [2,s. 412]
Materiałem elektrody może być – molibden, wolfram, platyna, spiekany tlenek cyny.
Materiały te odznaczają się dobrą przewodnością elektryczną i cieplną, dużą żaroodpornością.
Elektrody wolframowe stosowane są bardzo rzadko, szczególnie do topienia szkieł
niskoalkalicznych.
Największe zastosowanie w piecach elektrycznych mają elektrody produkowane
z molibdenu i dwutlenku cyny (elektrody ceramiczne).
Elektrody molibdenowe stosowane są najczęściej w postaci okrągłych prętów o średnicy
32, 50 i więcej mm. Pręty są na końcówkach gwintowane w ten sposób, że poszczególne
odcinki elektrod mogą być ze sobą skręcane. Stosowane są również elektrody molibdenowe
w formie płaskich płyt.
Wprowadza się je, w ten sposób, że w obmurzu ściany (dno) pieca wykonuje się otwór
przez który wprowadza się elektrodę wraz z chłodnicą.
Elektrody ceramiczne wykonuje się w postaci walców i bloków. Te w postaci walców
posiadają na ogół średnice od 50 do 150 mm. Elektrody walcowe posiadają zazwyczaj jeden
koniec zaokrąglony. Montowane są bezpośrednio przez otwór w ścianie basenu. Nie
wymagają one żadnego specjalnego uchwytu. Elektrody te zabezpiecza się jedynie przed
wypadnięciem z pieca.
Topienie elektrodowe szkła jest z pewnością kierunkiem, który będzie w przyszłości
intensywnie rozwijany, ze względu na:
−
znacznie wyższą – dochodząca do 60 % - sprawność cieplna pieców elektrodowych,
−
większą wydajność jednostkową szkła,
−
większą głębokość pieca elektrodowego sięgająca nawet 3m,
−
wyższą jakość produkowanego szkła,
−
pracę bez emisji do otoczenia pyłów i wielokrotne ograniczenie emisji par.
Zasady przeprowadzania rozgrzewu i wygaszania pieców szklarskich.
Rozruch pieca szklarskiego po wybudowaniu lub remoncie to rozgrzanie go do
odpowiedniej temperatury i doprowadzenie do stanu odpowiadającego warunkom produkcji.
Czynności te przeprowadza się tak samo w wannach zmianowych i piecach donicowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rozruch pieca szklarskiego składa się z trzech zasadniczych okresów, a mianowicie:
suszenia pieca; jego rozgrzewania, tj. doprowadzenia do temperatury roboczej oraz
napełniania basenu lub donic masą szklaną. Okres suszenia i rozgrzewania nosi popularną
nazwę tamprowania pieca.
Ogrzewanie pieca powinno odbywać się wolno i uważnie, dla uniknięcia uszkodzeń
i odkształceń obudowy związanych z wydzielaniem się wilgoci i ze zmianami zachodzącymi
w strukturze materiałów pod wpływem zwiększania się temperatury. Należy podkreślić
również fakt, iż jego żywotność zależy od prawidłowego rozgrzania pieca. Szybkość
ogrzewania pieca, czyli szybkość wzrostu temperatury, zależna jest od wielkości pieca, jego
konstrukcji, właściwości materiałów ogniotrwałych użytych na budowę pieca i od stopnia ich
wilgotności. Oprócz ścisłego przestrzegania szybkości wzrostu temperatury, należy specjalnie
troskliwie obserwować stan sklepienia pieca i zachodzące w nim zmiany, np. podnoszenie
sklepienia najintensywniej zachodzi w temperaturze ok. 573°C. Sklepienie o rozpiętości 6 m
może się wtedy podnieść o ok. 20 cm. Regulowanie ściągów rozpoczyna się już
w temperaturze 90-100°C, zaś kończy w temperaturze ok. 1200°C.
Jest wiele metod i sposobów rozgrzewania pieców, które różnią się między sobą głównie
sposobem opalania. Dawniej rozgrzewanie pieców szklarskich prowadzono za pomocą tzw.
wilków, czyli specjalnych palenisk, wybudowanych doraźnie do tego celu przy otworach
w górnej części pieca lub ustawionych przy komorach regeneracyjnych. W paleniskach tych
spalany był węgiel, drewno lub koks. Gazy spalinowe przechodziły do pieca, ogrzewając jego
wnętrze, a następnie przez regeneratory uchodziły do komina. W ten sposób rozgrzewało się
piec do temperatury ok. 700°C, gdyż w tej temperaturze można było już zapalić gaz
w palnikach. Ten sposób rozgrzewania pieca stosuje się jeszcze dotychczas, chociaż coraz
rzadziej i tylko w przypadku posiadania gazu generatorowego, otrzymywanego
w gazownikach o ciągu naturalnym, gdy ciśnienie gazu jest zbyt małe, by gaz można było
prowadzić małymi przewodami rurowymi do małych palników, jakich należy używać przy
nowszym sposobie rozgrzewania pieca.
Nowy sposób rozgrzewania pieca polega na umieszczeniu małych palników w basenie
wanny. Spaliny przechodzą przez komory regeneracyjne do komina. Można w ten sposób
rozgrzewać piec, mając do dyspozycji paliwa ciekłe lub gazy palne oczyszczone. Przy
instalowaniu specjalnych palników do rozgrzewania pieca, należy zwracać uwagę na
prawidłowe rozmieszczenie ich w piecu, aby temperatura rozkładała się równomiernie
w całym basenie pieca i żeby nie tworzyły się w nim miejsca przegrzane albo niedogrzane.
Obecnie coraz częściej rozgrzewanie pieców szklarskich przeprowadza się od początku
gazem generatorowym. Przy gazie surowym (nie oczyszczonym) na ogół rozgrzewanie
zaczyna się przez komory, do których doprowadza się gaz generatorowy specjalnymi
przewodami lub nawet wykorzystując przewody, które służą przy normalnej pracy pieca.
Opalanie odbywa się tylko przez jedną parę komór, podczas gdy spaliny przechodzące przez
piec są odciągane do komina przez drugą parę komór.
Duże szklarskie piece wannowe, przed przystąpieniem do rozgrzewania, napełnia się
stłuczką szklaną do ¼ wysokości boków basenu. Skraca się przez to czas rozgrzewania pieca,
a poza tym daje to tę korzyść, że ściany basenu pieca pokrywają się warstwą stopionego
szkła, co zabezpiecza je. Wadą tego systemu jest to, że bloki dna przykryte stłuczką
nagrzewają się zbyt szybko od roztopionej stłuczki. Przy rozruchu pieca wannowego
na sucho, tzn. pustego, bez stłuczki, napełnianie pieca zaczyna się po osiągnięciu temperatury
ok. 1300°C, początkowo zasypując po trochu samą stłuczkę, a następnie zestaw ze stłuczką,
kiedy zostaną przykryte poziome spoiny między blokami ścian bocznych basenu wanny.
Jeżeli szamotowe bloki mają dużą rozszerzalność, to zaleca się stosować rozgrzewanie „na
sucho”, gdyż stłuczka wchodziłaby w szczeliny zostawione między blokami dna, które
umożliwiają rozszerzanie się bloków.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Dawniej rozgrzewanie pieca było prowadzone bardzo wolno, nawet dla małych pieców
okres rozgrzewania trwał powyżej 20 dni, obecnie są stosowane metody rozgrzewania pieców
małych w okresie krótszym niż 10 dni.
Rozruch pieców donicowych jest prostszy i przebiega szybciej ze względu na to, że piece
donicowe mają na ogół mniejsze wymiary.
Przed przystąpieniem do rozgrzewania wanny należy jej wnętrze dokładnie oczyścić
z odłamków ogniotrwałych, śmieci, kawałków żelaza, jakie przypadkowo mogły się dostać do
basenu wanny. Niekiedy stosuje się usuwanie odłamków żelaza za pomocą magnesu, gdyż
żelazo w basenie może przyczynić się do dużych i długotrwałych problemów
technologicznych. Jest zalecane, jeśli to możliwe, aby pozostawić na pewien czas piec po
wybudowaniu, w celu osuszenia go w warunkach naturalnych, jakie panują w hali. Najpierw
należy sprawdzić, czy wszystkie prace budowlane są już wykonane. Jeśli piec jest ogrzewany
gazowo, założyć instalację według uzgodnionego schematu rozmieszczenia palników.
Następnie zasypać stłuczkę na dno pieca, jeśli przeprowadzamy rozgrzewanie wanny
stłuczką. W basenie wanny umieszcza się małe palniki pomocnicze na gaz ziemny. Zapala się
palniki i ustawia je wg wskazań przyrządów pomiarowych, wmontowanych w sklepienie
pieca. Należy zwracać uwagę, aby nie występowały zbyt nagłe zmiany temperatury,
szczególnie przy przechodzeniu z palników pomocniczych na palniki normalne. Po zapaleniu
palników należy zamurować wszelkie otwory w piecu (zasypowy, wyrobowy, wziernikowe
i inne), a dla umożliwienia obserwacji wnętrza pieca, należy w kilku miejscach
zamurowanych pozostawić małe otworki zasłaniane szybą.
W początkowym okresie rozgrzewania pieca na halę produkcyjna wychodzą spaliny
przez szczeliny dylatacyjne i nieszczelności obmurza. Zasuwa kominowa jest zamknięta,
a urządzenia rewersyjne ustawione w stałym położeniu. Zasuwę kominową podnosi się po
uzyskaniu w piecu temperatury 300
0
C.
Obiektem szczególnej obserwacji podczas rozgrzewania pieca jest sklepienie główne
pieca i sklepienie palników, gdyż należy ustawić te elementy budowy w dobrym położeniu.
Podnoszenie się sklepienia reguluje się za pomocą ściągów górnych. Regulowanie ściągów
należy zaczynać już od temperatury ok. 100°C. Odbywa się to przez ręczne odkręcanie lub
dokręcanie za pomocą klucza nakrętek na ściągach. Regulownie ściągów wykonuje się na
podstawie wysokości tonu dźwięku wydawanego przez ściąg przy uderzeniu go młotkiem lub
kluczem. Wysoki ton dźwięku wskazuje zbyt duże naciągnięcie ściągu, niski ton dźwięku,
przytłumiony oznacza zbyt małe naprężenia, zwisanie ściągów wskazuje na zupełnie słabe
naciągnięcie ściągów. W największym stopniu podlegają regulowaniu ściągi górne basenu
wanny, ściągi palnika, lecz także, choć w mniejszym stopniu, ściągi dolne basenu wanny
i komór regeneracyjnych. Również należy regulować dociskanie śrub rozporowych bloków
basenu wanny.
Po osiągnięciu temperatury ok. 300°C należy stopniowo podnosić zasuwę kominową.
Gdy ciąg kominowy zacznie działać, można przystąpić do wykonywania pierwszych rewersji.
Początkowo rewersję wykonuje się w odstępach dłuższych, co dwie godziny, stopniowo
zmniejszając długość okresów pomiędzy rewersjami, aż do osiągnięcia okresów normalnych,
tzn. co 30 min. W przypadku gdy piec jest podłączony do nowego komina, w celu
wytworzenia dostatecznego ciągu kominowego stosuje się niekiedy podpalanie ogniska we
włazie przed wejściem kanału odciągowego do komina w czopuchu, aby rozgrzać i wysuszyć
komin.
Po osiągnięciu w basenie pieca temperatury ok. 700°C, można włączyć dopływ gazu
przez palniki główne, równocześnie wygaszając palniki pomocnicze. Gaz należy wpuszczać
do pieca przy dużym odciągu (zasuwa kominowa podniesiona wysoko). Zapalenia gazu
w palnikach dokonuje się przez wsunięcie do pieca przez wylot palnika zapalonej pochodni.
W razie nie zapalenia się gazu, należy zamknąć dopływ gazu, odczekać parę minut i zacząć

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
czynność od początku. Należy uregulować ilość doprowadzonego gazu, aby w tym okresie
czasu nie było nadmiernego wzrostu temperatury w piecu.
Podnosić temperaturę w piecu należy zgodnie z krzywą rozgrzewania. Po osiągnięciu
temperatury ok. 1350°C można przystąpić do zasypywania zestawu do wanny, początkowo
samej stłuczki, następnie z dodatkiem zestawu, aż dojdzie się do normalnej proporcji ilości
stłuczki i zestawu. Ilość zasypu nie może być zbyt duża, aby każdorazowo zasypana porcja
została dość szybko stopiona. Najczęściej w początkowym okresie rozgrzewania pieca
stłuczkę zasypuje się ręcznie, dopiero później włącza się zasypnik. Po osiągnięciu temp.
ok. 1200°C można ostatecznie uregulować ściągi wanny i rozpórki.
Wygaszanie pieca zaczyna się z momentem spuszczanie masy z pieca, która dokonuje się
np. przez dostawienie do otworu spustowego specjalnej rynny, wykonanej z cegły, związanej
konstrukcją stalową. Rynną tą masa z basenu pieca spływa do dołu napełnionego wodą. Inny
sposób spuszczania polega na dostawieniu do otworu spustowego rynny stalowej, do której
jest doprowadzona woda, i wpuszczaniu do niej cienkiego strumienia masy. Masa chłodzi się
i wskutek nagłego chłodzenia pęka i rozsypuje się na grys szklany. Inny sposób polega na
spuszczaniu strumienia masy na transporter, na który skierowano też strumień wody.
Transporter przenosi powstały grys na miejsce przeznaczenia. Przy spuszczaniu masy
z basenu należy temperaturę pieca nieco podnieść, aby zmniejszyć lepkość szkła, a więc
zwiększyć jego płynność. Przy spuszczaniu masy z wanny należy zachować wszelkie środki
ostrożności, aby uchronić się przed nieszczęśliwymi wypadkami i pożarem.
Dopiero pod koniec spuszczania masy można wygasić palniki. Chłodzenie pieca należy
prowadzić niezbyt szybko, nieraz stosuje się specjalne osłanianie pieca arkuszami azbestu,
aby nie uszkodzić elementów, które mają być pozostawione na następną kampanię. Przy
ochładzaniu pieca należy skręcać ściągi, aby wskutek kurczenia się materiałów nie
następowały ich spękania, a nawet zawalenie sklepienia.
Przed wygaszeniem pieca do remontu należy wstępnie ustalić, jakie elementy pieca będą
remontowane i przygotować się do remontu przez zabezpieczenie potrzebnych materiałów
i ludzi do wykonywania remontu.
Zasady obsługi technicznej pieców szklarskich.
Prowadzenie pieca podporządkowane jest następującej zasadzie: uzyskać możliwie
największą ilość dobrej jakościowo produkcji przez maksymalnie długi okres kampanii.
Możliwe jest to przy zachowaniu następujących zasad:
−
ścisłym przestrzeganiu założonego procesu technologicznego, a w szczególności składu
chemicznego zestawu oraz wielkości wydobycia, jako że ma to podstawowe znaczenie
zarówno dla jakości, jak i ilości uzyskania gotowych wyrobów,
−
stabilizacji termicznego ustawienia pieca, gdyż nieprawidłowe ustawianie z jednej strony
wyklucza wykorzystanie pełnej zdolności pieca, z drugiej zaś powoduje szybsze
niszczenie wymurówki ceramicznej.
Istotne znaczenie ma tutaj również długość i sposób ułożenia płomienia w piecu – zbyt
długi niszczy przeloty i układy odzysku ciepła, a zbyt krótki daje bardzo wysoką temperaturę,
powodując przegrzanie sklepienia.
−
stałej kontroli i likwidacji uszkodzeń wymurówki ceramicznej,
−
minimalizacji pylenia zestawu, gdyż osadzanie się pyłów powoduje wzrost oporów
hydraulicznych oraz przyspieszone niszczenie materiałów ogniotrwałych wskutek
zachodzących reakcji.
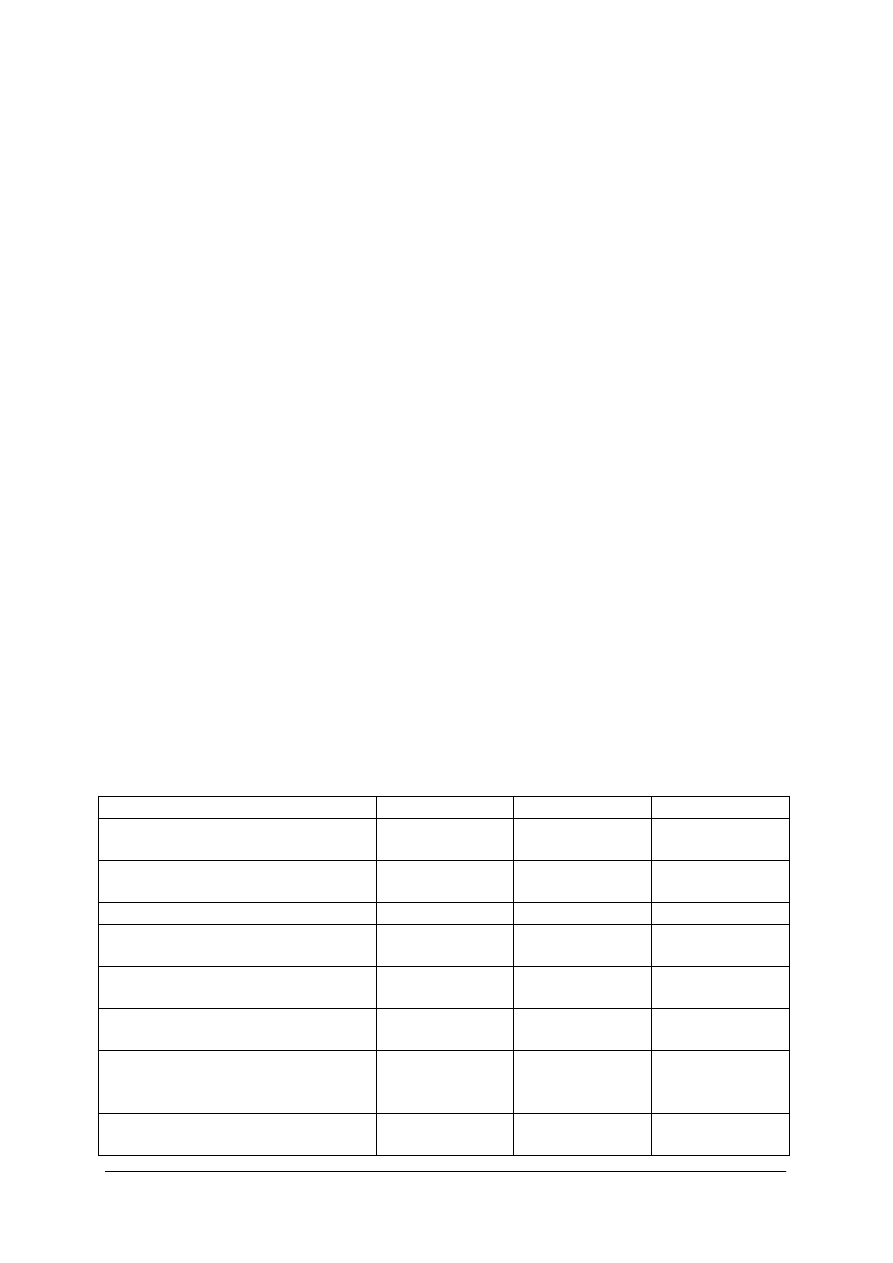
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można wyjaśnić pojęcie paliw stosowanych przez przemysł szklarski?
2. Jakie znasz rodzaje paliw stosowanych w przemyśle?
3. Jakimi właściwościami charakteryzuje się olej opałowy?
4. Jakie znasz wady oleju opałowego?
5. Jakie znasz zalety paliw gazowych?
6. Jak zdefiniujesz pojęcie pieca szklarskiego?
7. Jak sklasyfikujesz piece szklarskie?
8. Jakie znasz elementy budowy pieca donicowego?
9. Jakie zadania pełnią poszczególne elementy budowy pieca donicowego?
10. Od czego uzależniona jest głębokość pieca szklarskiego?
11. Z jakich elementów składa się wanna szklarska?
12. Jakie urządzenia są stosowane do odzysku ciepła ze spalin w piecu szklarskim?
13. Jakie znasz rodzaje odprężarek?
14. Jakie są zalety stosowania pieca hartowniczego?
15. Jakie są etapy pracy pieca hartowniczego?
16. Jakie są etapy pracy w pieca elektrycznego?
17. Jakie są zalety i wady pieca elektrycznego?
18. Jak można wyjaśnić pojęcie tamprowania?
19. Jaki są sposoby rozgrzewu pieców szklarskich?
20. Jakie są zasady wygaszania pieca szklarskiego?
21. Jakie czynniki mają wpływ na poprawną obsługę pieca szklarskiego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Porównaj właściwości paliw stosowanych w przemyśle szklarskim, wpisując odpowiedni
znak (+ lub -) przy właściwościach określonego paliwa, tak aby stworzyć zgodną
charakterystykę tego paliwa.
Tabela do ćwiczenia 1.
Właściwość
Paliwo stałe
Paliwo ciekłe
Paliwo gazowe
Paliwa występują zarówno w stanie
naturalnym, jak i sztucznym
+
+
+
Paliwo otrzymywane przez
destylację ropy naftowej
Brak popiołu w paliwie
Mała objętość paliwa przy
magazynowaniu
Paliwo wydziela do atmosfery
trujące związki podczas spalania
Łatwość tworzenia mieszanek
wybuchowych z tego paliwa
Transport paliwa odbywa się
w specjalnych cysternach
samochodowych
Zbiorniki tego paliwa są
wyposażone dodatkowo
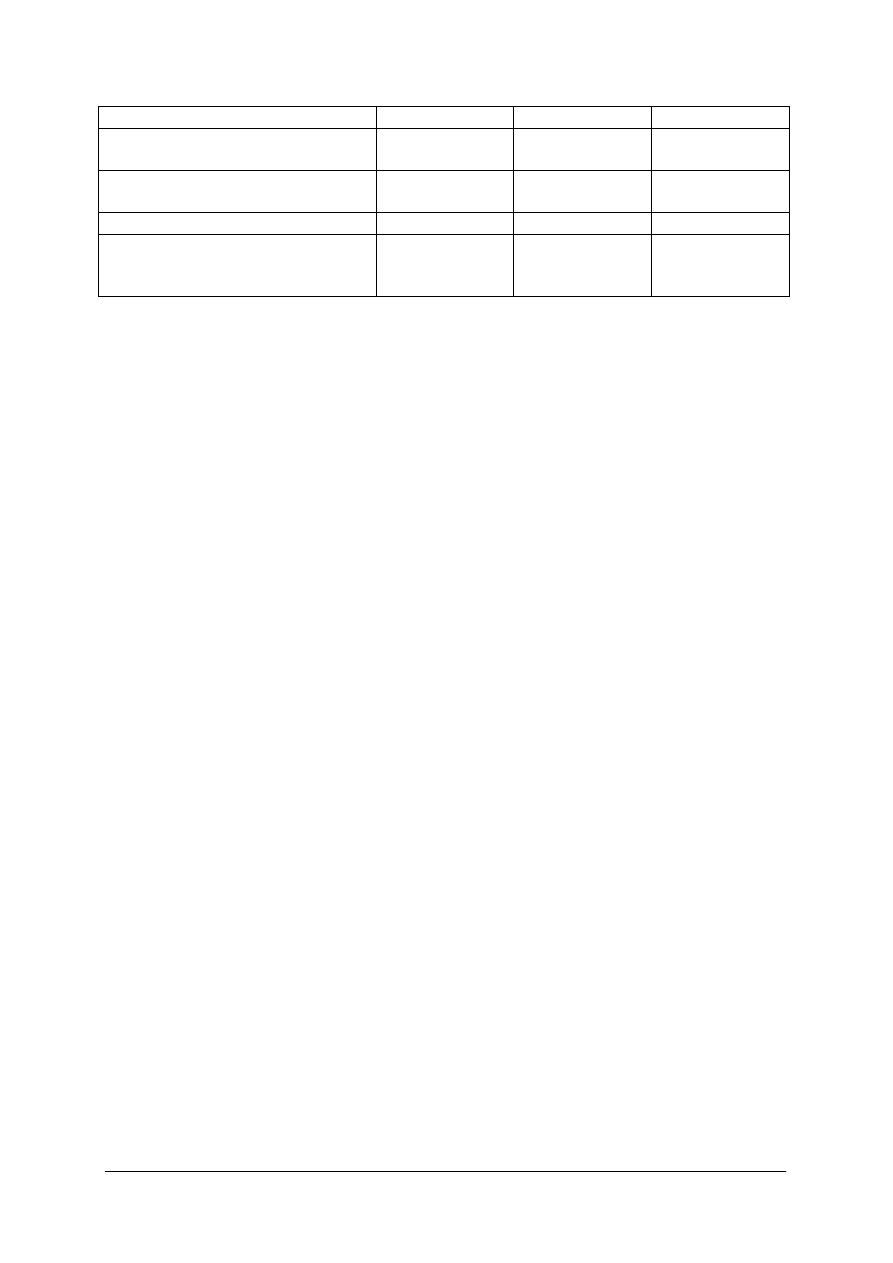
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
w urządzenia do podgrzewania
Paliwo może być przesyłane na
duże odległości
Paliwo używane do dziś do
ogrzewania mieszkań
Paliwo wydobywane w Polsce
Przykładową odmianą tego paliwa,
zgodną z charakterystyką jest
(wpisz obok)
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych opisy właściwości paliw,
2) uporządkować właściwości poszczególnych paliw,
3) przypisać odpowiedni znak właściwościom paliwa.
Wyposażenie stanowiska pracy:
−
tabela z podanymi właściwościami,
−
ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Zapisz, funkcję poszczególnych elementów budowy wanny szklarskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych rysunek wanny szklarskiej oraz opisy elementów
budowy,
2) przypisać poszczególnym elementom budowy jej funkcję.
Wyposażenie stanowiska pracy:
−
rysunek wanny szklarskiej,
−
ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Dokonaj porównania pod względem zasady działania pieców szklarskich do wytopu
masy szklanej – pieca donicowego oraz wanny szklarskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać opisy pieców do wytopu masy szklanej,
2) przeanalizować ich budowę i cechy,
3) porównać zasadę działania pieców.
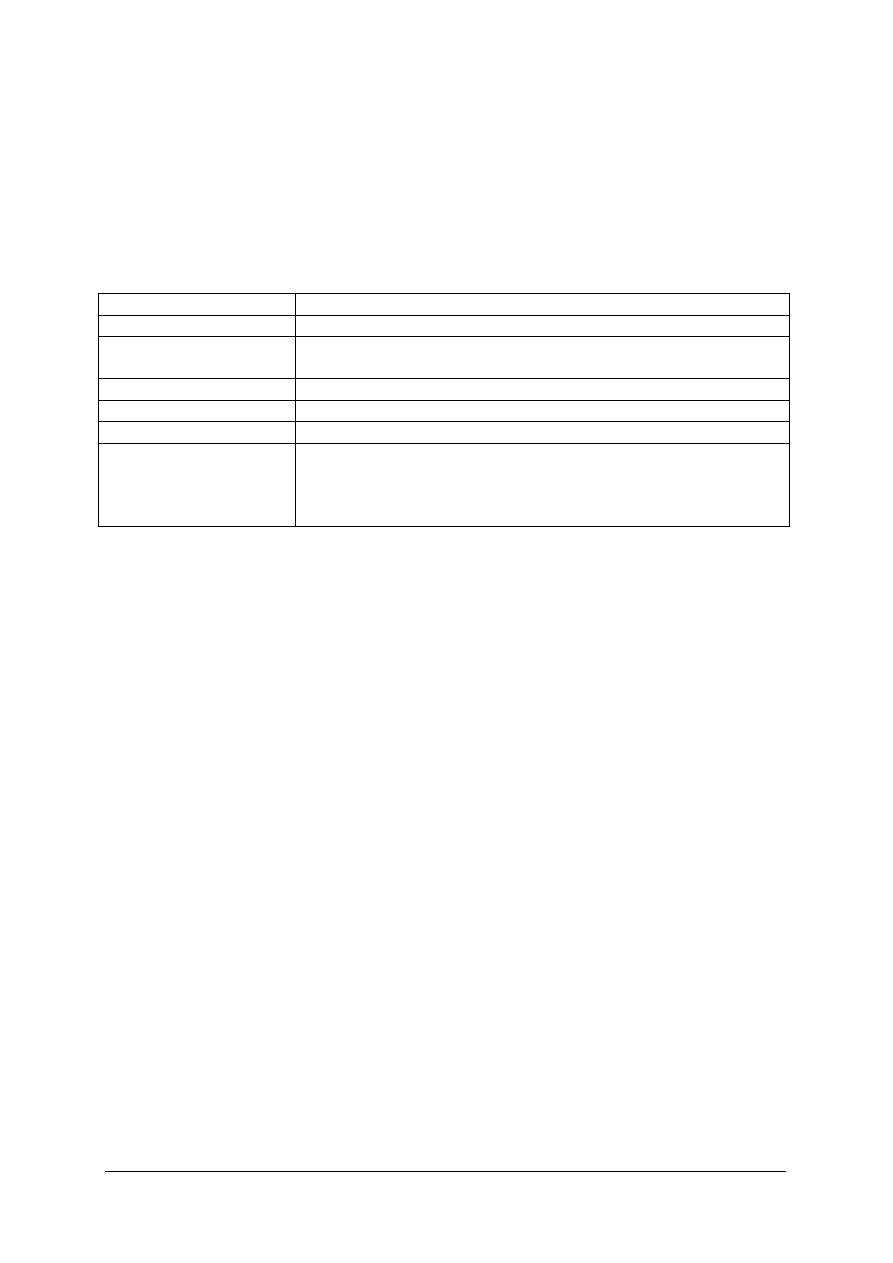
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wyposażenie stanowiska pracy:
−
ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Utwórz charakterystykę pieca elektrycznego, uzupełniając tabelę.
Tabela do ćwiczenia 4.
Cechy
Opis pieca elektrycznego
Nośnik energii:
Wydzielające się ciepło
w piecu zależy od:
Głębokość pieca:
Elektrody wykonane z:
Zalety elektrod:
Cecha pracy pieca
elektrycznego mająca
wpływ na środowisko
naturalne:
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać charakterystyki pieca elektrycznego,
2) przeanalizować jego budowę i cechy,
3) uzupełnić tabelę wpisując brakujące frazy.
Wyposażenie stanowiska pracy:
−
tabela z cechami pieca elektrycznego,
−
ołówki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Narysuj schemat operacji technologicznych następujących po sobie podczas rozgrzewu
pieca szklarskiego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych opis etapów rozgrzewu pieca szklarskiego,
2) dokonać analizy operacji technologicznych na podstawie opisu,
3) zaplanować poszczególne etapy,
4) zapisać operacje technologiczne zachodzące podczas rozgrzewu pieca szklarskiego.
Wyposażenie stanowiska pracy:
−
papier formatu A4, flamastry,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić paliwa stosowane w przemyśle szklarskim?
2) scharakteryzować paliwa?
3) dobrać określone paliwo do pieca szklarskiego?
4) określić właściwości stosowanych paliw w przemyśle szklarskim?
5) przeanalizować wady i zalety paliw?
6) określić główne cechy pieca szklarskiego?
7) sklasyfikować piece szklarskice?
8) wyjaśnić budowę pieca donicowego?
9) określić przeznaczenie elementów pieca donicowego?
10) określić etapy pracy pieca donicowego?
11) dobrać głębokość wanny szklarskiej do wytopu mas szklanych
różnych rodzajów?
12) wyjaśnić budowę wanny szklarskiej?
13) wyjaśnić budowę rekuperatora?
14) sklasyfikować odprężarki w zależności od sposobu działania?
15) wyjaśnić zasady pracy odprężarki?
16) wyjaśnić budowę pieca do gięcia szkła?
17) określić zalety pieca hartowniczego?
18) wyjaśnić budowę pieca hartowniczego?
19) określić właściwość szkła wykorzystywaną w pracy pieca
elektrycznego?
20) określić zalety pieca elektrycznego?
21) zdefiniować pojęcie tamprowania?
22) określić sposoby rozgrzewu pieca szklarskiego?
23) określić zasady wygaszania pieca szklarskiego?
24) określić zasady poprawnej obsługi pieca szklarskiego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.3. Parametry technologiczne i termotechniczne pieców szklarskich
4.3.1 Materiał nauczania
Sprawność energetyczna pieców szklarskich.
Sprawność cieplna pieca szklarskiego określona jest jako stosunek teoretycznej ilości
ciepła potrzebnej do wytopienia jednostkowej ilości masy szklanej do ilości ciepła potrzebnej
do wytopienia tej samej ilości, takiego samego rodzaju szkła w agregacie przemysłowym.
Sprawność ta uzależniona jest od:
−
sposobu topienia szkła, tzn. czy jest system okresowy, czy ciągły,
−
wielkości pieca szklarskiego, w jakim wytapiane jest szkło, gdyż sprawność pieca
wzrasta z jego wielkością,
−
wielkości wydobycia z jednostki powierzchni,
−
sposobu opalania i kształtu geometrycznego płomienia,
−
konstrukcji przestrzeni ogniowej,
−
stopnia izolacji obmurza wanny,
−
sprawności urządzeń do odzysku ciepła ze spalin,
−
sprawności lub nie dodatkowych instalacji odzysku ciepła emitowanego poza piec,
−
organizacji całego procesu produkcji.
Wzrost cen paliw, stanowiących coraz istotniejszą pozycję w kosztach produkcji, stał się
czynnikiem intensyfikującym poszukiwania nowym rozwiązań obniżających ilość ciepła
niezbędnego do uzyskania jednostki produkcji. Stąd też poszukiwania sposobów obniżki
energochłonności procesu produkcji szkła są dziś głównym zadaniem kardy inżynierskiej
pracującej w hutach szkła.
Miejsca i węzły konstrukcyjne każdego pieca, przez które następują największe straty tak
cennej i deficytowej dziś energii, najlepiej wykazuje szczegółowy bilans cieplny. Jest on
podstawą podjęcia działań przede wszystkim tam, gdzie straty są największe i gdzie można
uzyskać największe oszczędności. Graficzny obraz rozpływu ciepła dla przykładowej wanny
uzyskany w wyniku wykonania jej bilansu cieplnego przedstawiony zostanie poniżej
w formie schematycznej.
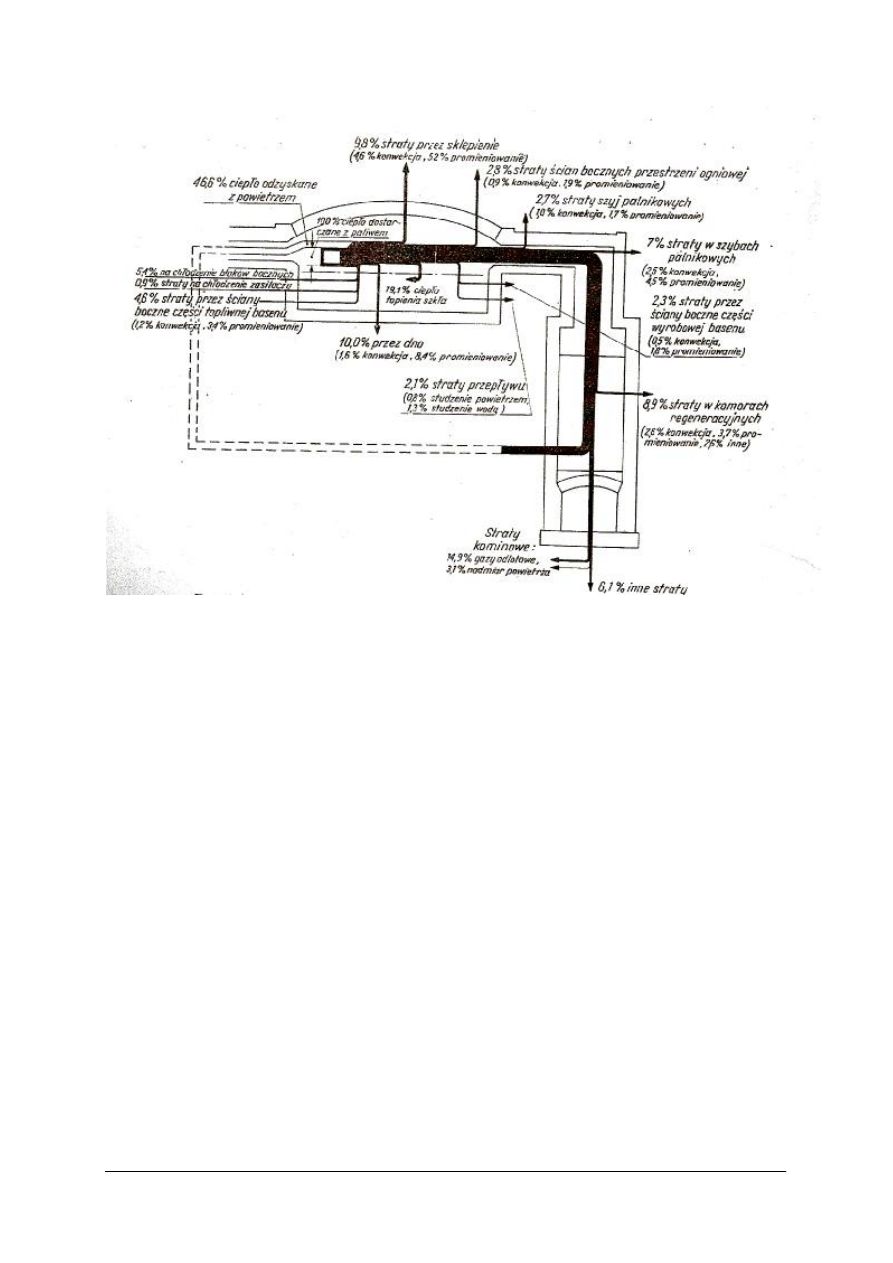
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 15. Rozchód ciepła w wannowym piecu szklarskim. [2,s. 431]
Przykład bilansu cieplnego wanny szklarskiej przedstawia poniższy rysunek 15.
Dla prawidłowego bilansu cieplnego należy podać dane techniczne wanny, a mianowicie:
−
opalanie gazem ziemnym,
−
odzysk ciepła spalin przez rekuperatory stojące, o powierzchni wygrzewczej 545 m
2
,
−
powierzchnia części topliwej wanny 35 m
2
,
−
powierzchnia części wyrobowej wanny 9 m
2
,
−
pojemność całkowita wanny 90 000 kg,
−
zużycie gazu 550 m
3
/h,
−
maksymalna temperatura topienia 1725 K (1450
0
C),
−
temperatura masy szklanej w części wyrobowej przy wypływie do formowania 1500 K
(1225
0
C),
−
wydajność topienia masy szklanej sodowo-wapniowej (40% stłuczki, 60% zestawu)
1100 kg/m
2
∙ 24h.
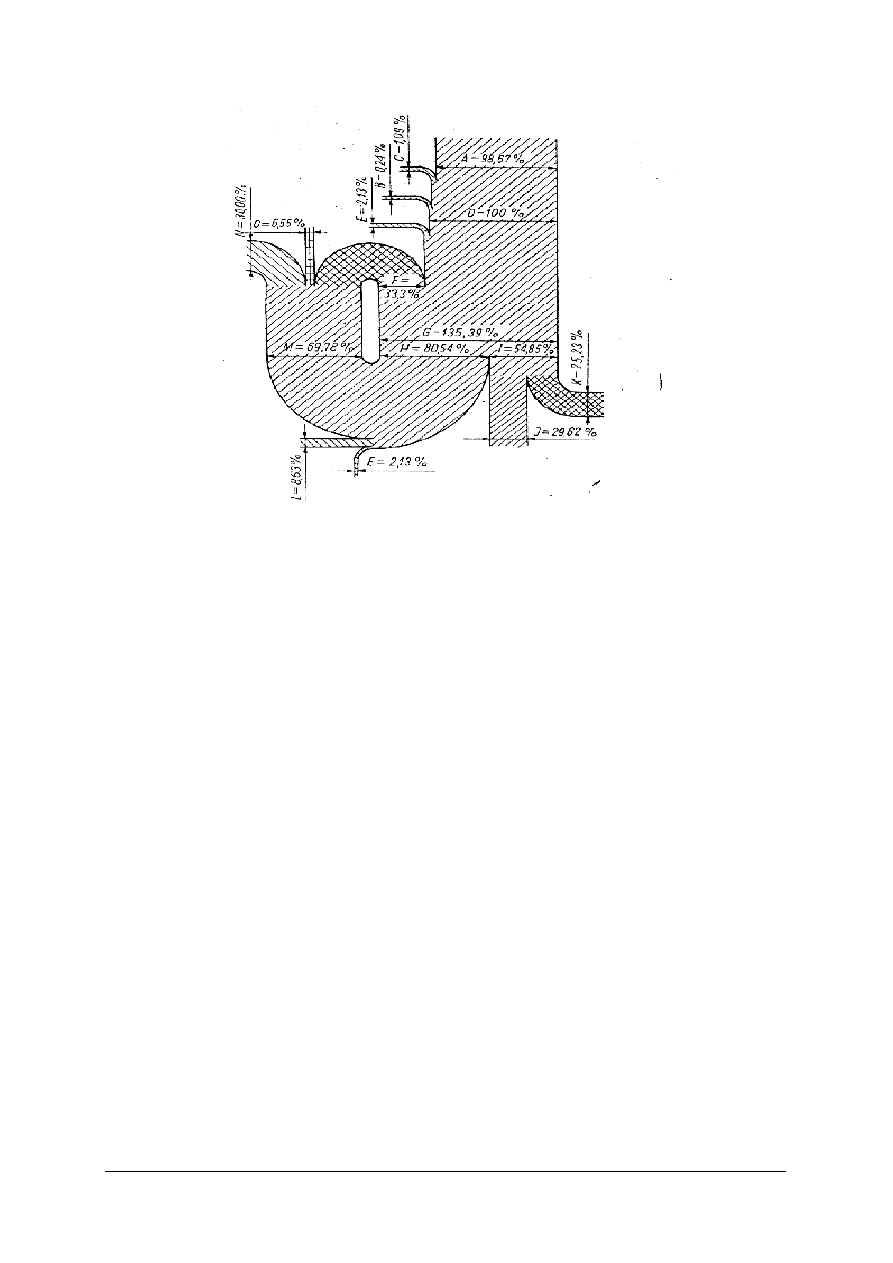
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 16. Bilans cieplny wanny szklarskiej przedstawiony w formie wykresu Sankey’a. [2,s. 137]
Propozycje bilansu cieplnego można przedstawić następująco:
a) przychód ciepła
−
ciepło spalania gazu A
−
ciepło fizyczne gazu ziemnego B
−
ciepło fizyczne powietrza do spalania C
−
ciepło doprowadzane z zewnątrz ogółem D
−
ciepło uzyskane przez podgrzanie powietrza w rekuperatorze E
−
ciepło uzyskane przez podgrzanie powietrza przed palnikami F
b) rozchód ciepła
−
straty ciepła doprowadzonego ze spalinami z przestrzeni ogniowej pieca H
−
inne straty ciepła J
−
sprawność cieplna wanny K
−
straty cieplne przez sklepienie L
−
ciepło wznoszone do rekuperatora M
−
straty kominowe N
−
straty ciepła rekuperatora O.
Zasady modelowania matematycznego i fizycznego pieców szklarskich.
Modelowanie jest dość nową metodą stosowaną przez polskie huty szkła, stworzoną
głownie dla pracy osób zajmujących się konstrukcją pieców szklarskich, dając im pewne
charakterystyczne wytyczne. W swej pracy konstruktorskiej muszą przestrzegać określonych
zasad, do których zaliczamy m.in.:
a) podział pieców wannowych ze względu na wydajność topienia
−
małogabarytowe, o wydajności 3-10 t/dobę,
−
średniogabarytowe, o wydajności 10-50 t/dobę,
−
wielkogabarytowe, o wydajności 50-150 t/dobę,
b) wymiary części topienia wanien, które najczęściej mają kształt prostokątny o stosunku
długości do szerokości wynoszącym od 1,2:1 do 2:1,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
c) długość basenu musi być wystarczająca, aby w pełni zaszły w nim procesy roztapiania,
klarowania i ujednorodnienia, przed wejściem masy szklanej do części wyrobowej,
d) szerokość basenu musi zapewnić optymalne warunki spalania paliw,
e) wielkość powierzchni topienia:
−
szkło płaskie 30-300 m
2
,
−
szkło walcowane od 35 do 160 m
2
,
−
szkło opakowaniowe od 50 do 200 m
2
,
−
szkło gospodarcze od 2 do 50 m
2
,
−
szkło techniczne od 2 do 75 m
2
,
−
szkło float 500 m
2
,
f) część wyborowa może mieć różny kształt i wielkość powierzchni w zależności od
metody wyrabiania szkła,
g) stosunek powierzchni części wyrobowej do powierzchni części topliwej wynosi od 2:1
(wanny otwarte) do 1:1 (wanny rozdzielone), a nawet 1: 2,5 lub 1: 5 (wanny rozdzielone
kanałami maszynowymi).
Obliczenia termotechniczne pieców szklarskich.
Obliczenie wydajności pieca – można wykonać, przyjmując za podstawę wielkość
produkcji złożoną dla projektowanego pieca lub efektywną zdolność produkcyjną, czy to
maszyn do formowania, czy warsztatów ręcznej produkcji. Z punktu widzenia pieca
szklarskiego interesuje nas wydajność dobowa pieca.
Liczenie wydajności dobowej pieca przy produkcji ręcznej wygląda następująco:
(
)
h
kg
m
P
n
k
W
24
/
1000
⋅
⋅
⋅
=
W – wydajność dobowa pieca,
k – współczynnik rezerwy masy szklanej,
n – ilość warsztatów,
P – ilość sztuk wyrobów produkowana w ciągu jednej zmiany,
m – masa wyrobu.
Produkcja za pomocą automatów do opakowań:
(
)
h
kg
m
p
n
k
W
24
/
1000
24
60
⋅
⋅
⋅
⋅
⋅
=
n – ilość automatów,
p – ilość kropli na minutę,
m – masa kropli.
Przy produkcji szkła okiennego:
(
)
h
kg
v
c
d
s
n
k
W
24
/
1000
24
⋅
⋅
⋅
⋅
⋅
⋅
=
n – ilość maszyn,
s – szerokość ciągnionej taśmy szkła,
d – grubość tafli szklanej,
c – gęstość masy szklanej,
v – szybkość ciągnienia taśmy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Przy produkcji rurek ciągnionych maszynowo:
(
)
h
kg
g
v
n
k
W
24
/
1000
24
⋅
⋅
⋅
⋅
=
n - liczba maszyn,
v - szybkości ciągnienia,
g - masa 1mb rurki,
Masę 1mb można obliczyć ze wzoru: g=100 ∙ (dz
2
– dw
2
) ∙ c
gdzie: dz - średnica zewnętrza rurki w cm,
dw - średnica wewnętrzna rurki w cm,
c - gęstość szkła w g/cm
3
.
Współczynnik rezerwy masy szklanej przyjmuje się w zależności od wielkości
wyrobów, rodzaju produkcji i innych, najczęściej wynosi on 1,1 – 1,2. Wprowadzając ten
współczynnik, przewiduje się pewne wahania produkcji, jak zwiększenie szybkości pracy
maszyn lub zwiększenie wydajności warsztatu oraz pewne różnice asortymentowe, które
często mają miejsce przy normalnej produkcji.
Obliczenie wymiarów pieca.
W piecach wannowych oblicza się powierzchnię basenu topliwego, przyjmując dla
określonego rodzaju szkła odpowiednią jednostkową wydajność wanny.
Powierzchnię basenu topliwego wanien zmianowych F oblicza się ze wzoru:
( )
2
m
P
W
F
=
gdzie: W - dobowa wydajność wanny w kg/24 h,
P - jednostkowa wydajność wanny w kg/m
2
∙ 24 h.
Obliczenie zapotrzebowania ciepła.
Zużycie ciepła potrzebnego do opalania pieca donicowego oblicza się, przyjmując
empirycznie zużycie ciepła przez piec donicowy podczas okresu najwyższych temperatur,
zakładając wskaźnikowo ilość ciepła przypadającą na 1m
2
powierzchni pieca lub ilość ciepła
przypadającą na 1m
3
objętości przestrzeni pieca, albo - rzadziej - przyjmując ilość ciepła
przypadającą na 1m
2
powierzchni wewnętrznej ścian i sklepienia.
Obliczenia zużycia paliwa.
Znając wartość opałową paliwa (gazu generatorowego, gazu ziemnego lub koksowniczego
albo paliwa ciekłego) można obliczyć zużycie paliwa do opalania pieca ze wzoru:
Qp
Q
Vp
=
gdzie: Vp - ilość paliwa w Nm
3
lub kg na jednostkę czasu,
Q - ilość ciepła zużywanego przez piec w jednostce czasu,
Qp - wartość opałowa paliwa.
Obliczenie zapotrzebowania powietrza do spalania oraz ilości spalin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Ilość powietrza potrzebnego do spalania oblicza się na podstawie składu paliwa (analiza
chemiczna) za pomocą normalnych stechiometrycznych obliczeń reakcji spalania
poszczególnych składników paliwa. Obliczenia te prowadzi się najszybciej w jednostkach
objętościowych, choć można także prowadzić obliczenia w molach.
Obliczenia palników.
Obliczenie palników polega na obliczeniu przekroju wylotu palnika, przekroju szybów
palnikowych oraz szybkości gazów w palniku. Przekroje szybów palnikowych oblicza się,
przyjmując szybkość powietrza 3-6 m/sek, zaś szybkość gazu generatorowego 3-5 m/sek dla
pieców poprzeczno-płomiennych, zaś dla pieców U-płomiennych przyjmuje się szybkość
gazów w szybach palnikowych większą – do 8 m/sek. Szybkość gazu i powietrza w szybach
palnikowych można sprawdzić za pomocą równania pędów przepływu gazów, przyjmując, że
pęd powietrza powinien być 1,4-1,5 raza większy, niż pęd gazu generatorowego.
mp ∙ Wp = 1,4+1,5 mg ∙ Wg
mp - ilość powietrza w g,
Wp - szybkość powietrza w m/sek,
mg - ilość gazu generatorowego w g,
Wg - szybkość gazu generatorowego w m/sek.
Obliczenie komór regeneracyjnych.
Komory regeneracyjne oblicza się zwykle za pomocą wskaźników przyjmując pewną
ilość m
2
powierzchni kratownicy przypadającą na 1m
2
powierzchni lustra szkła basenu
topliwego wanny szklarskiej lub na 1m
2
powierzchni trzonu pieca donicowego.
Przekroje kanałów podkomorowych oblicza się z ilości gazu generatorowego, przyjmując
szybkość gazu generatorowego w kanale podkomorowym równą l,5÷2,0 m/sek, zaś szybkość
powietrza w kanale podkomorowym 1,5÷2,5 m/sek.
Obliczenia rekuperatora.
Ilość ciepła pobraną przez powietrze w rekuperatorze oblicza ze wzoru:
Qp = Vp∙Cp∙(t
2
- t
1
) J/h
Vp - ilość powietrza w Nm
3
/h,
Cp - średnie ciepło właściwe powietrza w zakresie temperatur od t
1
do t
2
w J/Nm
3
,
t
1
- temperatura powietrza przy wejściu do rekuperatora w
0
C,
t
2
- temperatura powietrza przy wyjściu z rekuperatora w
0
C.
Wymaganą powierzchnię wymienną rurek rekuperatora oblicza się ze wzoru:
( )
2
m
t
k
Q
F
∆
⋅
=
gdzie: Q - ilość ciepła oddana podgrzewanemu powietrzu,
k - współczynnik przenikania ciepła w J/ m
2
∙h ∙
0
C,
∆t - średnia różnica temperatur w
0
C.
Obliczenie urządzeń zmianowych i kanałów.
Obliczenie przekroju urządzeń zmianowych i kanałów przeprowadza się, przyjmując
odpowiednie ilości gazów w kanałach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Przekroje przewodów rurowych doprowadzających gaz generatorowy do urządzeń
rewersyjnych oblicza się przyjmując prędkość gazu w przewodach rurowych,
niewymurowanych wewnątrz, do 8m/sek, zaś w przewodach wymurowanych do 4m/sek.
Przekroje przewodów rurowych doprowadzających gaz ziemny lub koksowniczy do pieca
oblicza się, przyjmując szybkość gazu w przewodach rurowych 8÷30 m/sek przy ciśnieniu
gazu ok. 3kPa.
Obliczenie komina.
Przy obliczeniach średnicy komina oraz kanałów kominowych należy przyjmować
zwiększoną ilość spalin o 10÷20% ze względu na zasysanie powietrza do spalin w komorach,
rekuperatorze i w kanałach spalinowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak scharakteryzujesz sprawność cieplną pieca szklarskiego?
2. Jakie czynniki wpływają na sprawność energetyczną pieca szklarskiego?
3. Kiedy występują największe straty ciepła w piecu?
4. W których miejscach pieca występują najczęstsze straty ciepła?
5. Jakie znasz urządzenia stosowane do odzysku ciepła?
6. Jakie znasz elementy budowy urządzeń do odzysku ciepła?
7. Jak przebiega praca urządzeń do odzysku ciepła?
8. W jakiej ilości odzyskuje się ciepło z urządzeń?
9. Jakie są zasady konstruowania pieca szklarskiego?
10. W jaki sposób obliczamy wydajność dobową pieca, wymiary pieca, zapotrzebowanie
ciepła, zapotrzebowanie powietrza, komory regeneracyjne, urządzenia zmianowe, kanały,
kominy?
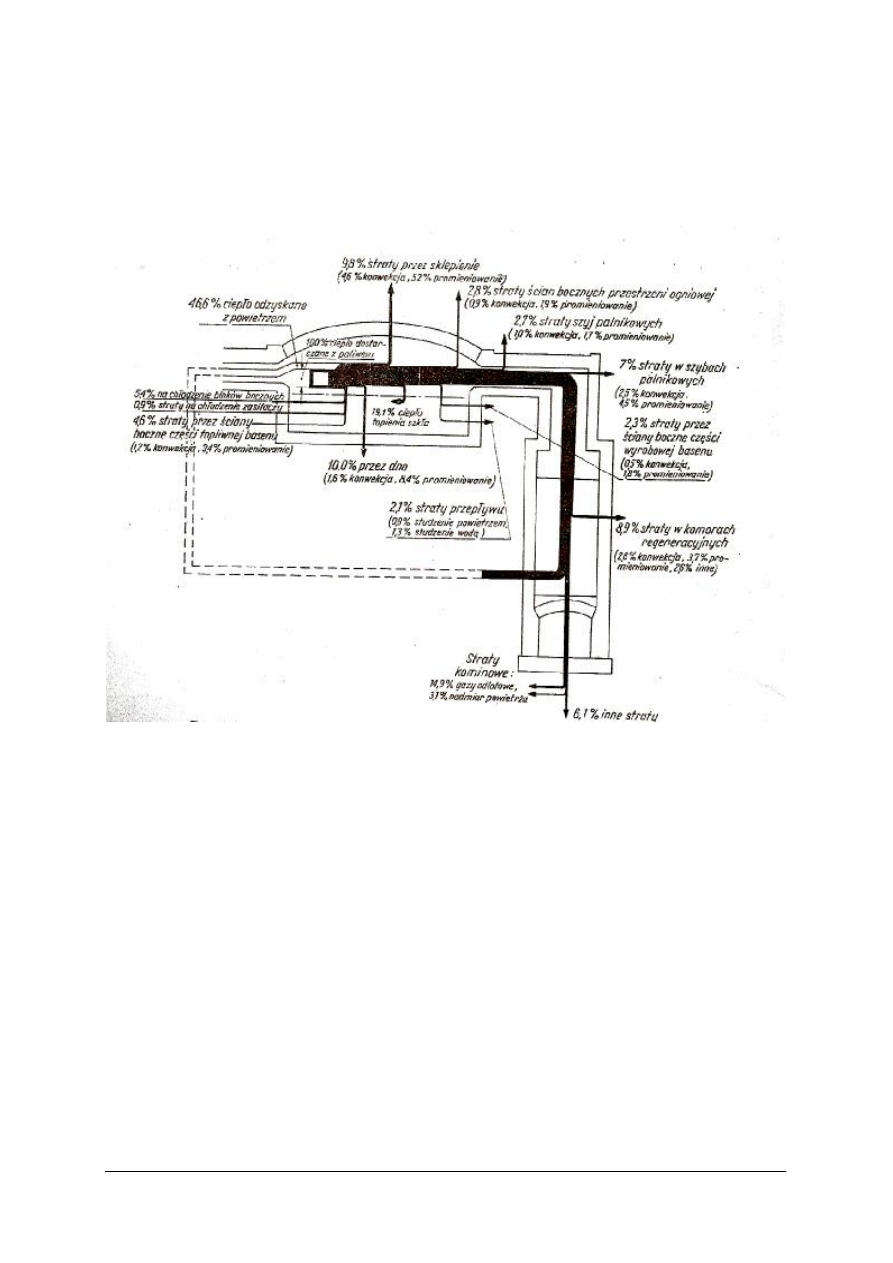
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie rysunku określ, w której części pieca następuje największy rozchód ciepła,
wyjaśnij dlaczego?
Rys. do ćwiczenia 1 – Graficzny bilans cieplny wanny. [2,s.431]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy rysunku - rozchod ciepła w wannowym piecu szklarskim,
2) przeanalizować części pieca z największymi stratami,
3) ocenić miejsca największych strat ciepła,
4) zapisać wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier formatu A4 z rysunkiem,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Ćwiczenie 2
Oblicz dobową wydajność pieca szklarskiego wannowego zmianowego do topienia masy
szklanej barwy zielonej.
Do obliczeń przyjmij następujące dane: produkcja butelek za pomocą dwóch automatów,
wydajność automatu 28 kropli/min., masa kropli 450g, współczynnik rezerwy masy szklanej
wynosi 1,1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy danych (zadania),
2) odszukać wzór,
3) zapisać wzór oraz dane do zadania,
4) wykonać obliczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier formatu A4,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Oblicz wymaganą powierzchnię przekroju kanału gazowego.
Do obliczeń przyjmij następujące dane: prędkość gazu w kanale od bębna do komór
równa 1,7 Nm/sek oraz sekundowe zużycie gazu 1,06 Nm
3
/sek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy danych (zadania),
2) odszukać wzory,
3) zapisać wzory i dane do zadania,
4) wykonać obliczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier formatu A4,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Powierzchnia wygrzewcza komór regeneracyjnych pieca donicowego wynosi 121m
2
.
W komorze stosujemy wyłożenie kratownicy, który posiada jednostkową powierzchnię
wygrzewczą 17,2 m
2
/m
3
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy danych (zadania),
2) odszukać wzory wymiarów pieca,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
3) zapisać wzory oraz dane do zadania,
4) wykonać obliczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier formatu A4,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować sprawność cieplną pieca szklarskiego?
2) określić czynniki wpływające na sprawność energetyczną pieca?
3) określić miejsca największych strat energii w piecu szklarskim?
4) określić czynniki wpływające na straty energii w piecu szklarskim?
5) wyjaśnić budowę urządzeń do odzysku ciepła?
6) wyjaśnić zasadę działania urządzeń do odzysku ciepła?
7) przeanalizować ilości odzysku ciepła z pieców szklarskich?
8) obliczyć parametry pracy pieców szklarskich?
9) wskazać zasady konstruowania pieców szklarskich?
10) sklasyfikować piece wannowye ze względu na wydajność
topienia?
11) określić ilość odzysku ciepła z pieców szklarskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 25 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
ZESTAW ZADAŃ TESTOWYCH
1. Wyroby ogniotrwałe to materiały
a) wytrzymałe na działanie wysokich temperatur.
b) wytrzymałe na działanie wysokiego ciśnienia.
c) wytrzymałe na działanie dużych przepływów gazów.
d) wytrzymałe na gwałtowne zmiany temperatur.
2. Materiały ogniotrwałe w urządzeniach cieplnych nie są narażone na działanie
a) temperatury.
b) korozji.
c) ciśnienia.
d) erozji.
3. Materiały zawierające w swoim składzie Al
2
O
3
i ZrO
2
to
a) korundowo-chromitowe.
b) mulitowo-cyrkonowe.
c) kwarcowo-szamotowe.
d) korundowo-cyrkonowe.
4. Materiały sylimanitowe mają zastosowanie do budowy
a) komór regeneracyjnych.
b) trzonu pieca donicowego.
c) ścian bocznych wanien.
d) komór rekuperacyjnych.
5. Erozja to zjawisko
a) ścierania mechanicznego materiału ogniotrwałego.
b) obciążenia materiału ogniotrwałego.
c) ściskania materiału ogniotrwałego.
d) rozszerzalności materiału ogniotrwałego.
6. Dla zwiększania plastyczności masy w jednej z metod wytwarzania wyrobów
ogniotrwałych stosuje się proces
a) fermentacji.
b) wypalania.
c) dołowania.
d) chłodzenia.
7. Schemat: przygotowanie gęstwy
> przelanie do form gipsowych > odwadnianie gęstwy >
suszenie
> wypalanie - przedstawia metodę formowania materiałów ogniotrwałych
zwaną
a) formowaniem wyrobów z mas plastycznych.
b) odlewaniem wyrobów z masy lejnej.
c) formowaniem z mas półsuchych.
d) formowaniem z mas wilgotnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
8. Do materiałów ogniotrwałych produkowanych metodą wypalania zaliczamy
a) cyrkonowo-mulitowe.
b) z łupków kwarcowych.
c) z piaskowca.
d) magnezytowe.
9. Wskaż tlenek najbardziej odporny na korozję w materiałach ogniotrwałych
a) Al
2
O
3
b) Cr
2
O
3
c) SiO
2
d) MgO
10. Największej korozji ulegają materiały zastosowane w
a) komorach regeneracyjnych.
b) miejscach stykania się z masą szklaną.
c) sklepieniach.
d) miejscach łączenia ścian bocznych.
11. Najmniejszej korozji ulegają materiały ogniotrwałe w piecach do wytopu szkieł
a) fosforowych.
b) borowych.
c) sodowych.
d) barowych.
12. Paliwa dzielimy na
a) stałe, płynno-emulsyjne, ciekłe.
b) gazowe, ciekłe, stałe.
c) gazowe, półstale, sztuczne.
d) ciekłe, naturalne, płynne.
13. Do wad paliw gazowych należy
a) bark popiołu w paliwie.
b) łatwość doprowadzania paliwa.
c) łatwe włączanie palników.
d) łatwość tworzenia mieszanek wybuchowych.
14. Elementy budowy pieca donicowego to:
a) komora robocza, układy grzewcze, konstrukcja stalowa.
b) sklepienie, basen, ściany boczne.
c) rekuperator, palniki, rurociągi.
d) komin, układy grzewcze, ruszt podkomorowy.
15. Wielkość basenu wanny wyrobowej uzależniona jest od
a) rodzaju i przekroju poprzecznego wanny.
b) rodzaju elementów składowych wanny.
c) rodzaju i wielkości produkowanego szkła.
d) wielkości kształtek materiałów ogniotrwałych.
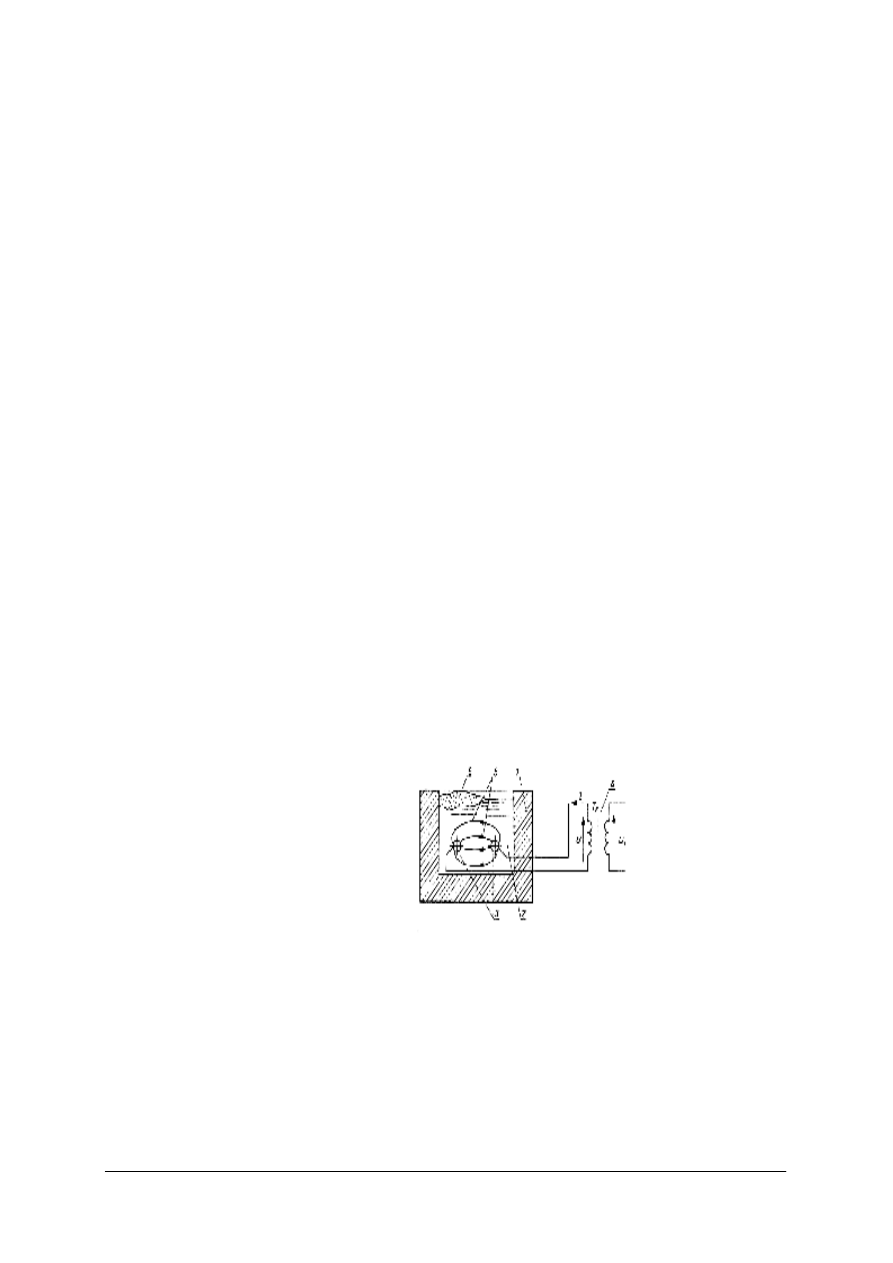
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
16. Schemat odprężania w odprężarce tunelowej jest następujący
a) napełnienie wyrobami → odprężanie → hartowanie, studzenie, rozładunek.
b) sporządzenie zestawu → mieszanie zestawu → napełnienie wyrobami → odprężanie.
c) rozgrzew do temperatury hartowania → odprężanie → studzenie, rozładunek.
d) rozgrzew do temperatury odprężania → napełnienie wyrobami → odprężanie,
ochładzanie, rozładunek.
17. Nośnikiem ciepła w piecu elektrodowym jest:
a) prąd elektryczny.
b) gaz generatorowy.
c) olej opałowy.
d) węgiel kamienny.
18. Tamprowanie pieca określamy jako:
a) rozgrzewanie i wygaszanie pieca.
b) oczyszczenia i suszenie pieca.
c) suszenie i rozgrzewanie pieca.
d) suszenie i wygaszanie pieca.
19. Prawidłowy przeprowadzony rozgzrew pieca ma wpływ na
a) długość kampanii pieca.
b) wysokość temperatury topnienia.
c) sprawność cieplną pieca.
d) jednostkowy wskaźnik wytopu.
20. Zaletą technologiczną pieca hartowniczego jest
a) możliwość gięcia szkła.
b) odzysk ciepła ze spalin.
c) jednostronne ogrzewanie tafli
d) łatwość regulacji temperatury.
21. Na rysunku przedstawiono schemat
a) pieca donicowego.
b) wanny zmianowej.
c) pieca hartowniczego.
d) pieca elektrycznego.
22. Sprawność energetyczna pieca uzależniona jest od
a) wymiarów pieca szklarskiego.
b) średnicy palników.
c) rodzajów materiałów ogniotrwałych.
d) wysokości komina spoinowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
23. Jednym ze sposobów odzysku ciepła w piecu szklarskim jest
a) rezystancja.
b) regeneracja.
c) redukcja.
d) reprodukcja.
24. Powierzchnię basenu topliwego wanny obliczamy w
a) metrach.
b) metrach kwadratowych.
c) kilogramach.
d) gramach.
25. Dobowa wydajność wanny wynosi 40t/24h, a jednostkowa zdolność topienia 1000 kg/ m
2
24 h, zatem powierzchnia basenu pieca będzie wynosić
a) 40 m
2
b) 10 m
2
c) 4 m
2
d) 100 m
2
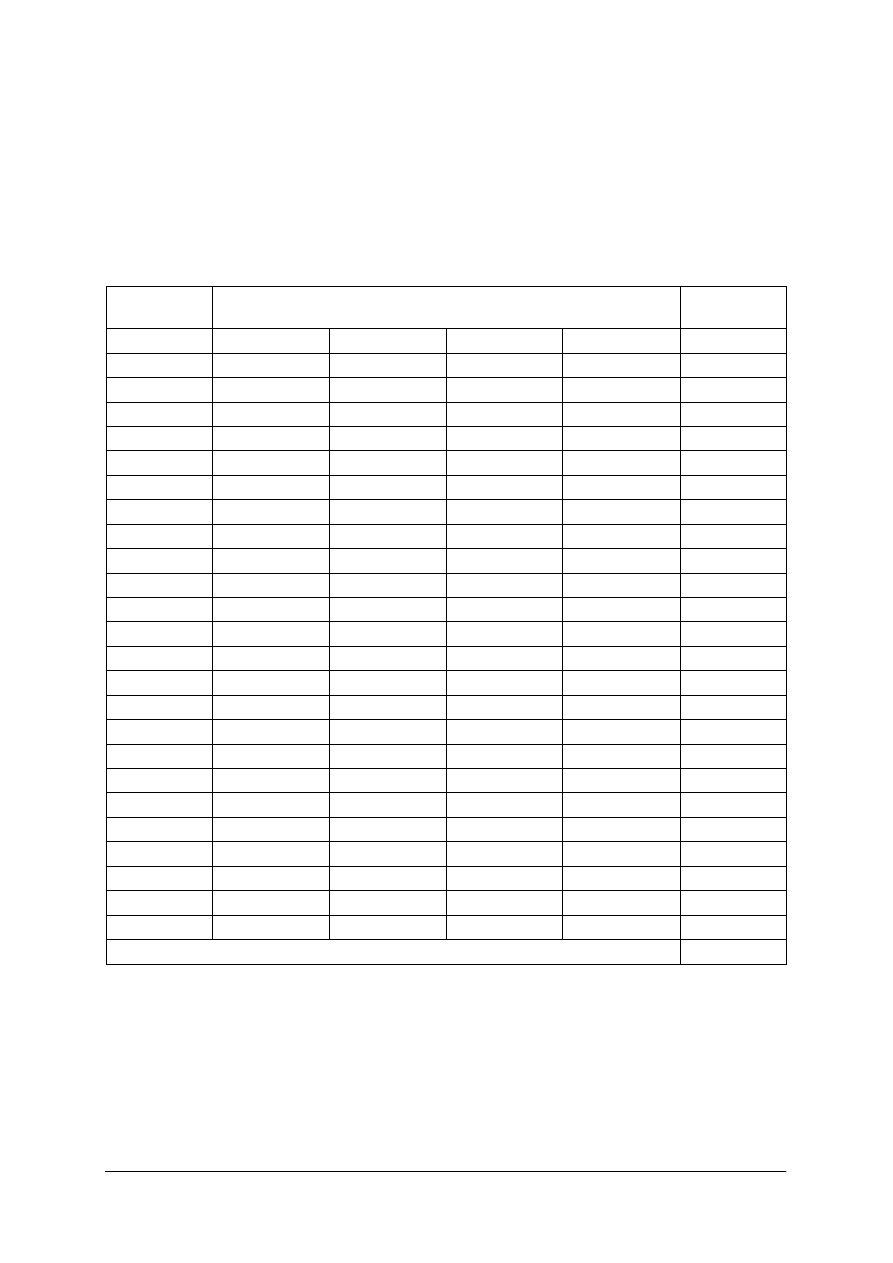
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Eksploatacja pieców szklarskich
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
6. LITERATURA
1. Chabrowski L., Nowotny W.: Piece szklarskie, Państwowe Wydawnictwa Szkolnictwa
Zawodowego, Warszawa 1966
2. Praca zbiorowa: Technologia szkła I, Arkady, Warszawa 1987
3. Praca zbiorowa: Technologia szkła, Arkady, Warszawa 1962
4. Folder z materiałami ogniotrwałymi wyprodukowany przez firmę MOTIM Co. Ltd.
5. Folder z materiałami ogniotrwałymi wyprodukowany przez Chrzanowskie Zakłady
Materiałów Ogniotrwałych.
6. Folder Wyrobów Ogniotrwałych dla przemysłu szklarskiego wyprodukowany przez
Gliwickie Zakłady Materiałów Ogniotrwałych Sp. zo.o.
Czasopismo:
7. Szkło i ceramika.
Wyszukiwarka
Podobne podstrony:
06 Eksploatacja cyfrowych central komutacyjnych
06 Eksploatowanie maszyn do drukowania płaskiego
12 06 Roboty szklarskieid 13693
gornik eksploatacji podziemnej 711[02] z3 06 u
Plakat SZKLARSKA POREBA GORNA Odjazdy wazny od 2014 04 27 do 2014 06 14
12-06-Roboty szklarskie
eksploatacji portow i terminali 06 2013 karta pracy
gornik eksploatacji podziemnej 711[02] z3 06 n
eksploatacji portow i terminali 06 2013 arkusz
gornik odkrywkowej eksploatacji zloz 711[03] o1 06 n
eksploatacji portow i terminali 06 2011 arkusz
Plakat SZKLARSKA POREBA GORNA Przyjazdy wazny od 2014 04 27 do 2014 06 14
eksploatacji portow i terminali 06 2011 karta pracy
eksploatacji portow i terminali 06 2009 kom
49 06 Podstawy eksploatacji drog
operator urzadzen przemyslu szklarskiego 813[02] z2 06 u
eksploatacji portow i terminali 06 2010 karta pracy
eksploatacji portow i terminali 06 2010 arkusz
eksploatacji portow i terminali 06 2014 karta pracy
więcej podobnych podstron