XVII OGÓLNOPOLSKA KONFERENCJA WARSZTAT PRACY PROJEKTANTA KONSTRUKCJI
Ustroń, 20
÷
23 lutego 2002 r.
Janusz Szwabowski
METODY ZAGĘSZCZANIA BETONU NA BUDOWIE
TECHNOLOGIE, SPRZĘT, WYDAJNOŚCI
1. Wprowadzenie
Zagęszczanie jest głównym, oprócz projektowania składu, czynnikiem formowania
struktury i kształtowania jakości betonu. O jakości betonu konstrukcyjnego stanowi jego
wytrzymałość na ściskanie i trwałość, rozumiana jako odporność na warunki środowiska na
które jest eksponowany. Głównym czynnikiem kształtującym jakość betonu jest jego
szczelność. Zarówno wytrzymałość jak i trwałość rosną ze wzrostem szczelności betonu.
Zależność wytrzymałości na ściskanie betonu od jego szczelności opisuje jeden z
najstarszych wzorów technologii betonu, wg L’Hermite’a [1] sformułowany przez Fereta w
postaci
gdzie:
R
b
– wytrzymałość betonu na ściskanie,
s
b
– szczelność betonu,
c – współczynnik ujmujący wpływ składników i technologii wykonania betonu,
R
c
– wytrzymałość cementu.
Z kolei, zależność trwałości betonu od jego szczelności, łatwiej wyjaśnić biorąc pod uwagę
związaną z nią porowatość betonu
O trwałości betonu decyduje porowatość kapilarna (otwarta). Głównym czynnikiem
powodującym powstawanie porowatości kapilarnej betonu jest wynikająca z warunku
urabialności mieszanki betonowej ilość wody w świeżym betonie. W betonach zwykłych o
wskaźniku W/C = 0,45
÷
0,6 jest jej znacznie więcej niż potrzeba do pełnej hydratacji
cementu (zwykle 0,23
÷
0,25 C). W rezultacie ten nadmiar wody odparowuje z
twardniejącego betonu, powodując jego porowatość kapilarną, umożliwiającą penetrację
(1)
2
c
b
b
R
c
s
R
⋅
⋅
=
(2)
1
b
b
s
p
−
=
wgłąb struktury betonu czynników wywołujących jego degradację. Oprócz tego, mieszanie
składników betonu w betoniarce powoduje wprowadzenie do mieszanki betonowej pewnej
ilości powietrza w postaci pęcherzyków (nawet 8
÷
10 % objętości), które – jeśli pozostaną w
stwardniałym betonie – stanowią defekty struktury, obniżając jego wytrzymałość.
Wyeliminowanie porowatości kapilarnej można uzyskać poprzez przyjmowanie wartości
wskaźnika W/C
<
0.38 [2], zapewniając wymaganą konsystencję i urabialność odpowiednią
dawką superplastyfikatora. Natomiast usunięcie pęcherzyków powietrza z mieszanki oraz
szczelne wypełnienie deskowania i otulenie prętów zbrojenia mieszanką betonową można
uzyskać – pomijając betony samozagęszczalne - tylko poprzez jej odpowiednie
zagęszczenie. Proces zagęszczania wykonuje się po ułożeniu mieszanki w deskowaniu i
musi być on zakończony przed rozpoczęciem wiązania cementu. W tym miejscu należy
zwrócić uwagę na fakt, że stosowanie superplastyfikatorów powoduje istotne zmiany
początku i czasu wiązania, zależne od rodzaju cementu oraz rodzaju i dawki
superplastyfikatora [3].
Celem procesu zagęszczania jest zwiększenie gęstości objętościowej betonu, poprzez
usunięcie z ułożonej mieszanki betonowej powietrza, a niekiedy także nadmiaru wody, bez
pogorszenia jej jednorodności. Pogorszenie jednorodności następuje wskutek segregacji
składników mieszanki. Ocenę efektu zagęszczania prowadzi się zwykle wizualnie
przyjmując, że proces zagęszczania jest zakończony w momencie ukazania się na
powierzchni uformowanego betonu zaczynu cementowego. Dokładna ocena efektu
zagęszczania może być dokonana poprzez wyznaczenie stopnia zagęszczenia, jako
względnej zmiany gęstości objętościowej betonu, wg wzoru
gdzie:
ρ
ok
– gęstość objętościowa betonu po zagęszczeniu,
ρ
op
– j.w. lecz przed zagęszczeniem,
ρ
omax
– j.w. lecz maksymalna, równa sumie mas kruszywa i cementu podzielonej
przez sumę ich objętości absolutnych.
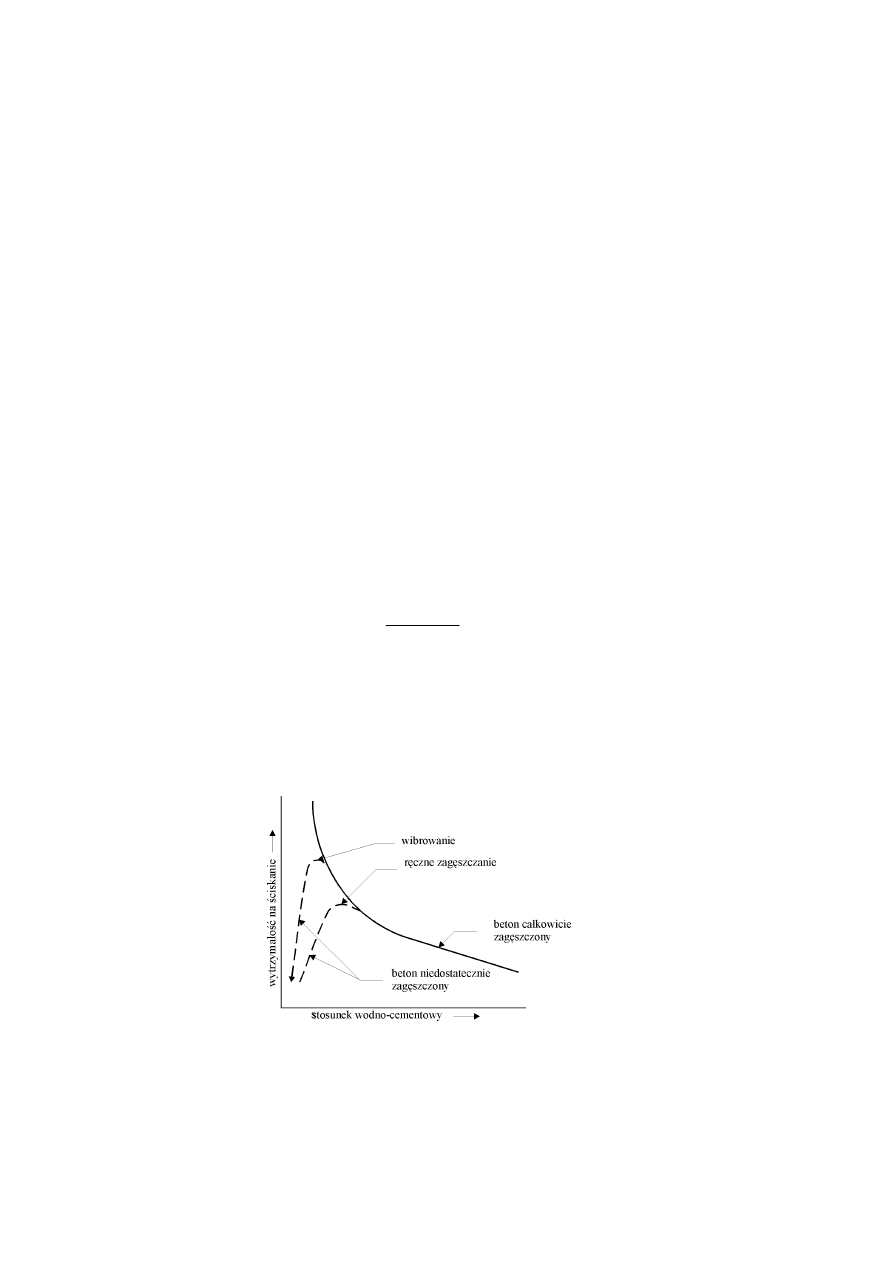
Konsystencja i wskaźnik W/C mieszanki betonowej wpływają istotnie na stopień
zagęszczenia zaś wielkość tego wpływu zależy od metody zagęszczania. Jaki to ma związek
z wytrzymałością, ilustruje to rys.1.
Rys.1. Zależność wytrzymałości betonu od metody i stopnia zagęszczenia
(3)
max
op
o
op
ok
z
S
ρ
ρ
ρ
ρ
−
−
=
W wykonawstwie konstrukcji monolitycznych stosowane są zasadniczo dwie metody
zagęszczania: wibrowanie i próżniowanie. O ile zagęszczanie przez wibrowanie należy
przeprowadzać w całej objętości ułożonej w deskowaniu mieszanki betonowej, to
próżniowanie stosuje się do warstwy powierzchniowej, w której zwykle gromadzi się
nadmierna ilość wody, szczególnie w wyniku wcześniejszego zawibrowania. Zagęszczanie
przez wibrowanie stosuje się w mieszankach o konsystencji K1
,
K2 i K3, tj. od wilgotnej do
plastycznej, o wskaźniku W/C
<
0,6. Jeśli w recepturze betonu w skład spoiwa wchodzą
oprócz cementu inne dodatki mineralne o charakterze spoiwa, to oczywiście podana wartość
wskaźnika W/C odnosi się do wskaźnika W/S, gdzie S oznacza sumę mas cementu i tych
dodatków. Zagęszczanie przez próżniowanie nie jest uwarunkowane konsystencją
mieszanki. Ponieważ warstwa powierzchniowa betonu ma odmienny niż w pozostałej
objętości skład (mniej kruszywa grubego i więcej zaczynu o zwiększonej zawartości wody),
to odpowietrzanie powodując usunięcie nadmiaru wody umożliwia istotne zmniejszenie
porowatości warstwy powierzchniowej, skutkujące zwiększeniem jej wytrzymałości i
trwałości.
Charakter i geometria formowanego elementu konstrukcji monolitycznej ma oczywiście
wpływ na dobór metody i sposobu zagęszczania mieszanki betonowej. Jeśli idzie o dobór
metody to przesłanki tego wyboru już wskazano. W przypadku wibrowania stosowane są
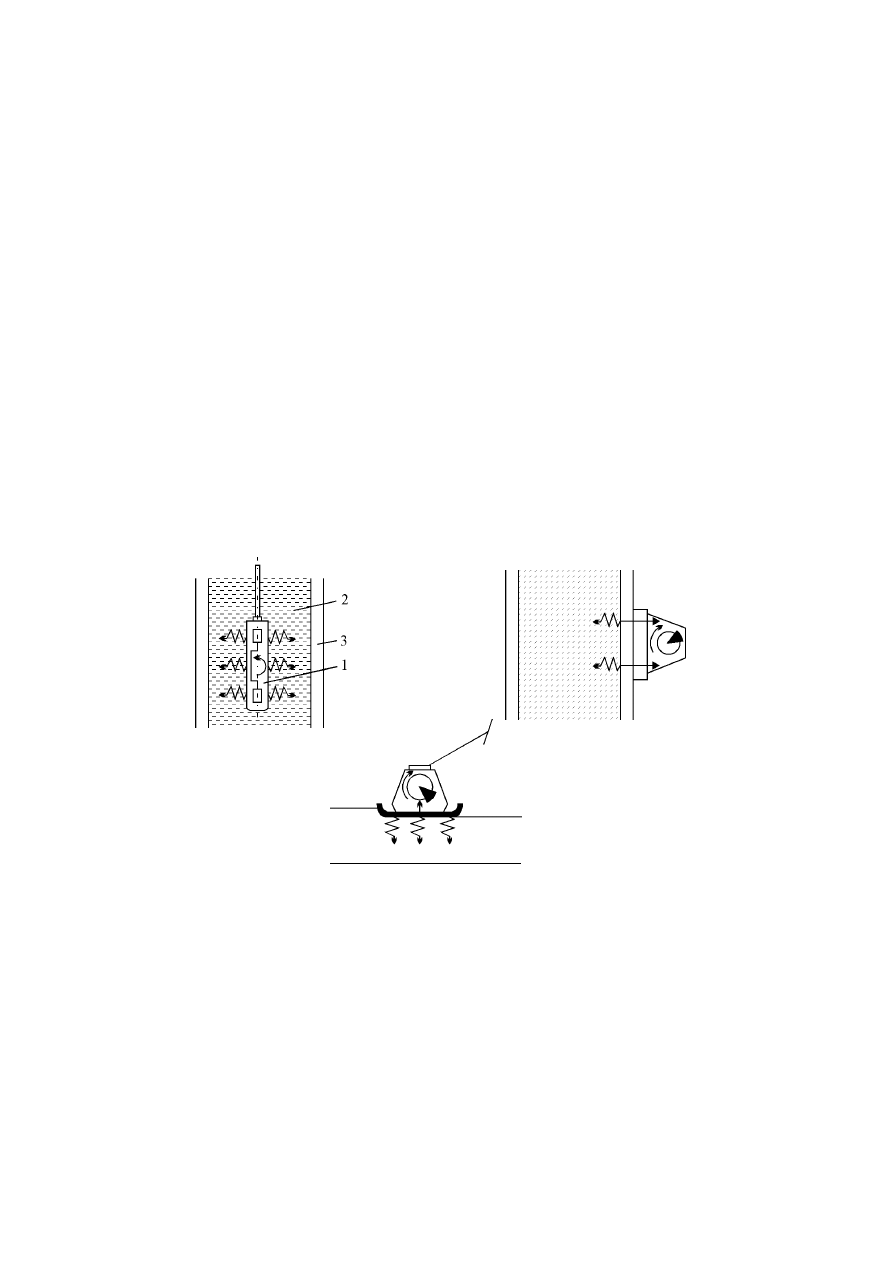
dwa sposoby: wgłębny i powierzchniowy (rys. 2).
Rys.2. Schematy działania wibratorów - wgłębnego oraz powierzchniowych
Wibrowanie powierzchniowe polega na przekazywaniu mieszance energii drgań przez
zewnętrzną, przylegającą do betonu powierzchnię (tarcza deskowania, płyta lub listwa
robocza wibratora). Kierunek tych drgań jest prostopadły do powierzchni betonu zaś ich
zasięg ogranicza grubość zagęszczanej jego warstwy. Tak więc zagęszczanie przez
wibrowanie powierzchniowe ma zastosowanie w przypadku płaskich elementów o dużym
module powierzchniowym, zwykle takich jak płyty i ściany. Wibrowanie wgłębne
stosowane jest do wszystkich pozostałych elementów konstrukcji monolitycznych, ale jego
prowadzenie zależy od geometrii elementu i sposobu układania mieszanki betonowej.

Wibratory stosowane do zagęszczania mieszanki betonowej w konstrukcjach
monolitycznych dzieli się (rys.2) na:
•
wgłębne (pogrążalne), przekazujące drgania bezpośrednio na mieszankę,
•
przyczepne, przekazujące drgania na mieszankę poprzez deskowanie do którego
są zamocowane,
•
liniały (listwy) wibracyjne, przekazujące drgania na swobodną powierzchnię
mieszanki podczas przesuwu po niej.
Ze względu na rodzaj wzbudników drgań w elemencie roboczym, rozróżnia się wibratory
elektromechaniczne, elektromechaniczne i pneumatyczne. Dobór rodzaju wibratora zależy
od rodzaju, przekroju i zbrojenia formowanego elementu monolitycznej konstrukcji
betonowej. Wytyczne doboru wibratorów wg [4] podano w tabl. 2.
Wszystkie procesy mechanicznego zagęszczanie wymagają znacznych nakładów energii,
zaś zagęszczanie wibracyjne powoduje ponadto zagrożenie chorobą wibracyjną u
robotników nie wspominając już o szkodliwym dla człowieka hałasie. Z tego też powodu, a
także ze względu na obserwowane, stałe pogarszanie się kwalifikacji robotników
budowlanych, rozwija się obecnie w świecie – wprowadzona po raz pierwszy w Japonii –
technologia betonu samozagęszczalnego. Jest to beton o szczególnie dobrej urabialności,
uzyskiwanej dzięki odpowiedniemu składowi i wysoce efektywnym superplastyfikatorom.
Dzięki swoim właściwościom reologicznym, łatwo i szczelnie wypełnia on deskowanie oraz
otula zbrojenie, samoczynnie (wskutek wyporu hydrostatycznego) w ciągu kilku minut
wydalając na powierzchnię zawarte w mieszance pęcherzyki powietrza. W rezultacie
następuje jej samozagęszczenie bez utraty jednorodności. Dzięki temu możliwa jest
eliminacja procesu mechanicznego zagęszczania w robotach betonowych. Beton
samozagęszczalny wymaga jednak opanowania bardziej zaawansowanej niż w przypadku
betonu zwykłego metody projektowania i technologii wytwarzania w betonowni. Szersze
omówienie betonu samozagęszczalnego wykracza poza temat niniejszego wykładu.
Przejdźmy zatem do bardziej szczegółowego omówienia stosowanych w betonowych
konstrukcjach monolitycznych metod i sposobów mechanicznego zagęszczania mieszanki
betonowej.
2. Zagęszczanie przez wibrowanie
2.1. Mechanizm fizyczny zagęszczania wibracyjnego
Wibrowanie jest najpowszechniejszą i uniwersalną metodą zagęszczania betonu. W
zasadzie stosować go należy w mieszankach o konsystencji K1, K2, K3. Bezmyślne
stosowanie go w przypadku konsystencji K4 i K5 grozi segregacją. W wyniku prawidłowo
przeprowadzonego zagęszczania wibracyjnego, uzyskuje się:
•
zwiększenie wytrzymałości betonu przeciętnie do 15%, lub zmniejszenie zużycia
cementu o 10÷20% przy zachowaniu nie zmienionej wytrzymałości,
•
poprawę szczelności i jednorodności betonu wraz z wszystkimi tego
konsekwencjami,
•
zwiększenie przyczepności betonu do prętów zbrojeniowych.
W tej metodzie zagęszczania zewnętrzne oddziaływanie mechaniczne sprowadza się do
przekazania mieszance betonowej drgań generowanych przez wibrator. Rozchodzące się w
mieszance drgania mają charakter sinusoidalnej fali podłużnej, której kierunek zależy od
rodzaju i konstrukcji wibratora. Wprawiona w ruch drgający mieszanka betonowa zmienia
istotnie swoje właściwości reologiczne [5], charakterystyczne dla ciała lepko-plastycznego.
Po pierwsze, zanika spójność pozorna mieszanki a jej tarcie wewnętrzne redukuje się
do bardzo małej wielkości (do 5%), jeśli naprężenie normalne nie przekracza ciśnienia
ekspansji w mieszance, wywołanego wibracją ziaren kruszywa. Zmniejszenie tarcia
wewnętrznego wynika z chwilowego tylko kontaktu tych ziaren ze sobą.
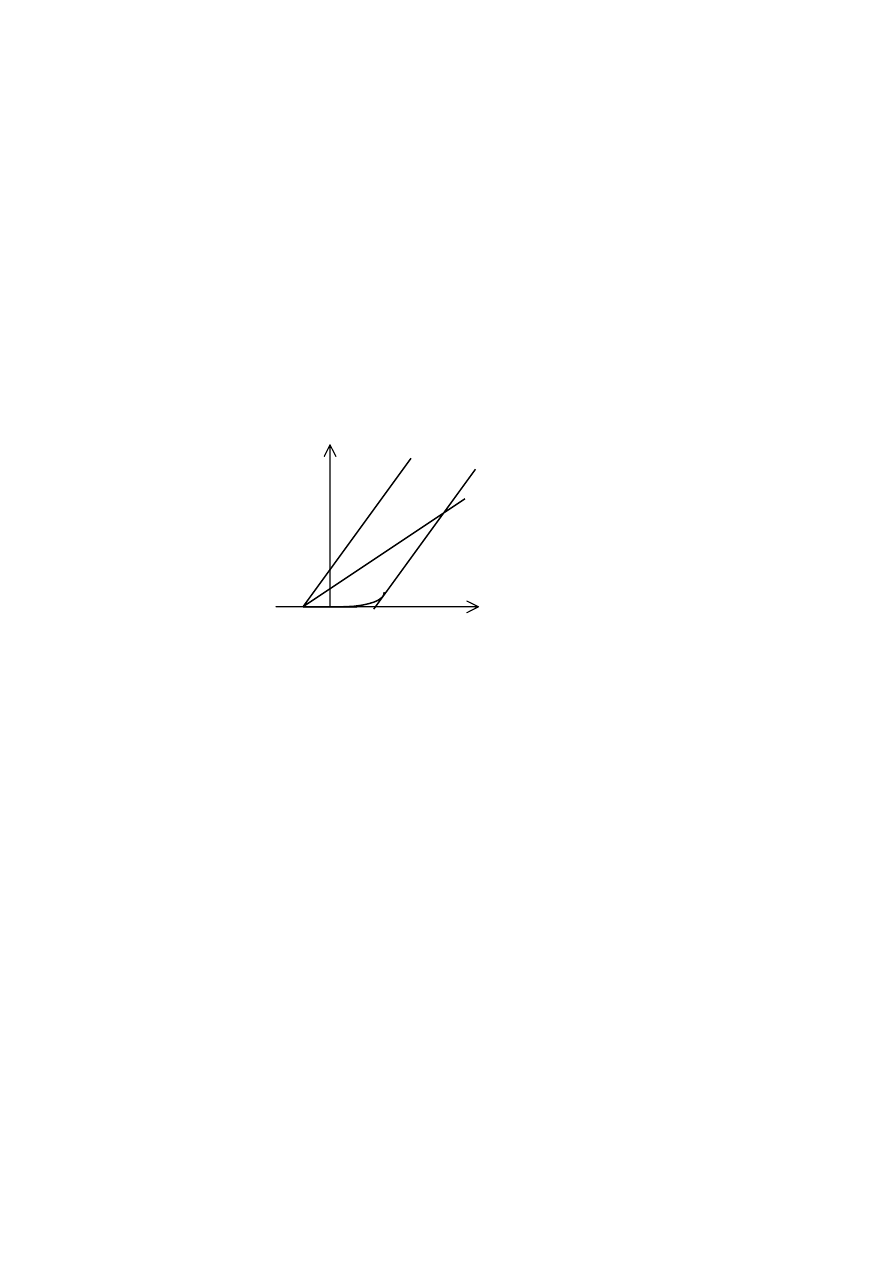
Po drugie, pod wpływem drgań maleje lepkość mieszanki, przy czym im większa ich
prędkość, tym spadek lepkości większy. W rezultacie można przyjąć, że zanika granica
płynięcia mieszanki, będąca sumą oporów tarcia wewnętrznego i spójności (rys.2).
Ponieważ określany tymi parametrami reologicznymi opór ścinania maleje bardzo
znacznie, dotychczasowy stan równowagi sił działających na elementy struktury mieszanki
zostaje naruszony.
τ
C
B
A
c
c
c
a
0
σ
e
σ
Rys.3. Zależność oporu ścinania mieszanki betonowej od naprężeń normalnych wg badań
L’Hermite’a [6]: A – przed wibracją, B – podczas wibracji, C – po wibracji.
Mieszanka zachowuje się wtedy jak ciecz newtonowska o znacznej lepkości. Powoduje
to dążenie elementów struktury mieszanki do zajęcia nowego położenia równowagi.
Objawia się to najpierw rozpływem mieszanki pod działaniem sił ciążenia oraz
uchodzeniem z jej objętości uwięzionych w niej pęcherzyków powietrza, wskutek działania
siły wyporu . Następnie zachodzi właściwe zagęszczenie, w wyniku osiadania ziaren
kruszywa pod działaniem grawitacji. Ze względu na różną gęstość kruszywa i zaczynu, a
także zróżnicowanie wielkości ziaren, podczas zagęszczania występuje tendencja do
segregacji, która przy przedłużaniu wibracji prowadzi do utraty jednorodności mieszanki.
Zjawisko grawitacyjnego rozpływania się wibrowanej mieszanki betonowej stanowi
szczególny przypadek jej
grawitacyjnego transportu, umożliwiający szczelne wypełnienie
deskowania. Płynięcie mieszanki występuje dopóty, dopóki nie zaniknie gradient ciśnienia
wywołanego w niej grawitacją, zaś prędkość tego płynięcia jest odwrotnie proporcjonalna
do lepkości mieszanki wibrowanej (wibrolepkości). .Zagęszczanie mieszanki wibrowanej,
przy poziomym rozchodzeniu się drgań, następuje pod wpływem przyśpieszenia
ziemskiego, wskutek różnicy gęstości ziaren kruszywa i gęstości matrycy (zaczynu).
Prędkość osiadania ziaren kruszywa jest wprost proporcjonalna do kwadratu ich średnicy i
odwrotnie proporcjonalna do wibrolepkości mieszanki. Natomiast w przypadku gdy
kierunek drgań jest pionowy, różnica sprowadza się do tego, że zagęszczenie następuje pod
wpływem sumy przyśpieszenia ziemskiego i przyśpieszenia drgań przekazywanych przez
wibrator. Po zakończeniu wibrowania mieszanka betonowa przybiera ponownie charakter
ciała lepko-plastycznego, lecz o znacznie większej spójności, umożliwiającej przeniesienie
naprężeń normalnych rzędu 0,1
÷
0,2 MPa. Szybkość wypływu pęcherzyków powietrza jest
wprost proporcjonalna do kwadratu ich średnicy i odwrotnie proporcjonalna do
wibrolepkości mieszanki.
2.2. Parametry wibracji a czynniki technologiczne procesu
Pomimo licznych badań procesu zagęszczania wibracyjnego nie opracowano ogólnie
przyjętej metody projektowania procesu zagęszczania wibracyjnego, to jest doboru
parametrów wibracji ze względu na skład betonu, właściwości mieszanki i jej składników.
W źródłach literaturowych znaleźć można różne, najczęściej niezgodne na ten temat
informacje, na podstawie których można sformułować jedynie ogólne wskazania. Dotyczy
to w szczególności procesów zagęszczania wibracyjnego mieszanki betonowej na budowie.
Odmiennie wygląda projektowanie tego procesu w przemysłowej prefabrykacji betonu,
gdzie w tym celu dokonuje się doświadczalnej optymalizacji parametrów wibracji
mieszanek ze względu na ich właściwości, które są powtarzalne.
Do podstawowych, istotnych technologicznie parametrów wibracji, zalicza się
częstotliwość, amplitudę i prędkość drgań generowanych przez wibrator, jego siłę
wymuszającą oraz czas wibracji. Z wyjątkiem czasu wibracji, wszystkie pozostałe jej
parametry pozostają w ścisłym, fizycznym związku z sobą. Najłatwiejszym do interpretacji
technologicznej parametrem jest prędkość drgań bowiem z taką prędkością przemieszczają
się drgające ziarna kruszywa w mieszance. Stosowane do zagęszczania mieszanki
betonowej wibratory, zależnie od typu i rodzaju, mają częstotliwości od 50
÷
300 Hz i
amplitudy od 0,2
÷
1,8 mm. Im bardziej nieregularny kształt ziaren kruszywa, a dokładniej,
im większy jego współczynnik tarcia wewnętrznego, tym większa powinna być amplituda
drgań. Z kolei, im większa gęstość objętościowa ziaren kruszywa tym większa (dla danej
amplitudy) powinna być częstotliwość drgań. Ponieważ siła wymuszająca ruch drgający
ziarna równa jest iloczynowi masy ziarna i przyśpieszenia drgań generowanych przez
wibrator, to zachowanie wielkości tej siły - w przypadku mniejszej masy ziarna
wynikającej z mniejszej jego gęstości objętościowej – wymaga większego przyśpieszenia
generowanych drgań. Przy stałej ich częstotliwości osiągamy ten efekt zwiększając
amplitudę. Zwiększając ponad miarę wielkość amplitudy możemy zamiast zagęszczenia
spowodować rozluźnienie mieszanki. Wielkość siły wymuszającej drgania mieszanki
określa zasięg przekazywanych do niej drgań, podawany w charakterystykach wibratorów
jako promień działania. W strefie mieszanki leżącej poza tym promieniem drgania zanikają
wskutek tłumiącego je oporu tarcia wewnętrznego i lepkości plastycznej mieszanki. Im
niższy wskaźnik konsystencji tym ten opór jest większy i dla danych parametrów wibracji
wymagany czas zagęszczania wibracyjnego jest dłuższy. W praktyce potrzebny czas
zagęszczania wibracyjnego określa się na podstawie obserwacji zmian zachodzących w
mieszance. Zagęszczanie należy kontynuować tak długo, dopóki nie ustanie wydobywanie
się pęcherzyków powietrza z mieszanki i na jej powierzchni nie ukaże się połyskliwa
warstewka zaczynu. Dalsze przedłużanie zagęszczania wibracyjnego prowadzi do segregacji
w mieszance. Im ciekłość mieszanki większa (krótszy czas próby Vebe, większy opad
stożka) tym większa możliwość segregacji. Chcąc uzyskać odpowiedź na pytanie, jakie
należy przyjąć parametry wibracji aby uzyskać maksimum zagęszczenia danej mieszanki
betonowej, należy niestety przeprowadzić odpowiednie do tego celu badania.
Omawiając zagęszczanie wibracyjne wskazanym jest wspomnieć o rewibracji. Żeby
uniknąć nieporozumień trzeba jasno stwierdzić, że nie jest to powtórne zagęszczanie
mieszanki betonowej, chociaż ten zabieg technologiczny wykonuje się również za pomocą
wibratorów. Wibrowanie stosuje się natychmiast po ułożeniu mieszanki betonowej, bowiem
zagęszczanie musi być zakończone przed rozpoczęciem się wiązania cementu. Nie należy
również uważać za rewibrację wibrowanie strefy styku dwóch warstw mieszanki
układanych jedna na drugiej, z pewnym opóźnieniem w czasie. Jest to tzw. przewibrowanie
tego styku, prowadzone w trakcie zagęszczania górnej warstwy w celu zapobieżenia
wytwarzaniu się styku o niepełnej przyczepności i jednorodności, oraz jego zarysowań
spowodowanych późniejszym odparowaniem wody wytrącającej się na powierzchni dolnej
warstwy podczas jej wibracji. Rewibracją jest zabieg prowadzony w trakcie wiązania
cementu, w okresie przejścia struktury zaczynu cementowego z fazy jej formowania się do
fazy wzrostu jej wytrzymałości, czyli zwykle 2÷4 godzin po wibracyjnym zagęszczeniu
mieszanki. Celem rewibracji jest intensyfikacja procesu hydratacji minerałów cementu a
przez to uszczelnienie struktury zaczynu cementowego. Wibracyjne wzruszenie
uformowanej struktury zaczynu cementowego niszczy aglomeraty ziaren spoiwa
umożliwiając dostęp wody do nie zhydratyzowanych jeszcze ziaren cementu. Dzięki
prawidłowej rewibracji wzrasta wytrzymałość i trwałość betonu. Czas trwania rewibracji
nie powinien przekroczyć 4 minut.
2.3. Parcie mieszanki betonowej na deskowania
W wyniku ruchu drgającego ziaren kruszywa w mieszance powstaje w niej ciśnienie
ekspansji, które w sytuacji ograniczenia swobody tej ekspansji deskowaniem oddziaływuje
na nie, zwiększając przypadające na nie obciążenia, w postaci parcia mieszanki betonowej.
Wielkość parcia wywołanego ciśnieniem ekspansji wg L’Hermite [6] może być określona
wzorem
gdzie:
α – współczynnik proporcjonalności,
Y – objętość porów w mieszance, m
3
/m
3
,
f
−
częstotliwość
drgań,
sek
-1
,
v
−
prędkość drgań, m/sek,
γ
b
−
ciężar objętościowy mieszanki, kN/m
3
.
Obciążenia te muszą być uwzględnione przy projektowaniu deskowań i ich konstrukcji
wsporczych z warunku nośności i dopuszczalnych odkształceń. Zagadnienie parcia
mieszanki betonowej na deskowanie było przedmiotem dość licznych badań. Do obliczenia
wielkości całkowitego parcia dość często stosowane są wzory Rodina (6) i L’Hermite’a (6):
gdzie:
γ
b
– ciężar objętościowy mieszanki, kN/m
3
,
h
m
– wysokość maksymalnego parcia, m,
v
b
– prędkość betonowania, m/h,
n
1
–
współczynnik zależny od proporcji masowych składu mieszanki (0,65
÷
1,4),
n
2
– j.w. lecz od konsystencji mieszanki (0,75
÷
1,22),
n
3
– j.w. lecz od temperatury (1,9
÷
0,9).
(4)
]
[kN/m
,
2
b
e
v
f
Y
P
γ
α
⋅
⋅
⋅
⋅
=
(5)
]
[kN/m
,
62
,
1
2
3
2
1
3
max
n
n
n
v
h
p
b
m
b
⋅
⋅
⋅
⋅
=
⋅
=
γ
gdzie:
γ
b
– ciężar objętościowy mieszanki, kN/m
3
,
H
1
– głębokość działania wibratora, m,
H – wysokość słupa mieszanki, m,
k – współczynnik zależny od kąta stoku naturalnego mieszanki i kąta tarcia
mieszanki o deskowanie,
α
–
kąt nachylenia deskowania do poziomu.
Istnieją także standardowe – zalecane normami niektórych krajów – metody
obliczeniowe parcia mieszanki betonowej na deskowania. Poniżej przedstawione zostaną
dwie z nich, stosowane zarówno do projektowania systemowych jak i indywidualnych
deskowań. Są to: metoda wg DIN 18218 oraz metoda brytyjska CIRIA.- Raport 108,
opracowana przez Construction Industry Research and Information Center [7]. Dotyczą one
tylko zagęszczania wibratorami wgłębnymi. W przypadku zagęszczania wibratorami
powierzchniowymi przyczepnymi, obliczanie obciążenia deskowań musi uwzględniać
dynamikę ruchu drgającego deskowania, wywołanego zamocowanym do niego wibratorem.
Obydwie metody zakładają, że na wielkość parcia ma wpływ szereg czynników związanych
z betonem, deskowaniem oraz układaniem i wibrowaniem , ale uwzględniają je w różnym
stopniu. Czynnikami tymi są:
!
w odniesieniu do betonu – domieszki do betonu, kształt i wielkość ziaren
kruszywa, rodzaj cementu; skład, konsystencja i temperatura mieszanki oraz jej
ciężar objętościowy;
!
w odniesieniu do deskowania – przepuszczalność i chropowatość powłoki,
powierzchnie przekrojów poprzecznych i sztywność deskowania, wysokość i
nachylenie deskowania;
!
w odniesieniu do układania i wibrowania – przyrost obciążeń w obrębie
napełniania, warunki atmosferyczne, głębokość wibrowania, sposób wibracji,
prędkość wznoszenia (narastania warstwy betonu).
Uwzględnienie tych czynników w obu metodach jest jednak zróżnicowane.
Wzory obliczeniowe wg DIN 18218
parcie mieszanki betonowej
prędkość wznoszenia
gdzie:
G – ciężar właściwy mieszanki betonowej, kN/m
3
C
2
–
współczynnik dodatkowy, C
2
= 0.065·T
V
+1,
T
V
– opóźnienie, h,
K
T
–
współczynnik temperaturowy,
100
T
3
145
K
T
⋅
−
=
,
T – temperatura mieszanki betonowej,
0
C.
(
)
[
]
(6)
]
[kN/m
,
sin
2
1
1
max
α
γ
⋅
⋅
−
⋅
=
k
H
H
H
p
b
(
)
(7)
]
[kN/m
,
74
,
0
48
,
0
2
2
max
+
⋅
⋅
⋅
=
V
K
C
G
p
T
(8)
[m/h]
,
54
,
1
08
,
2
2
−
⋅
⋅
=
T
K
C
G
p
V
Zakres ważności wzorów wg DIN 18218 jest ograniczony następującymi warunkami:
-
konsystencja K2 i K3
-
C
2
> 1 i K
T
≥
1,
-
p
max
dla ścian
≤
80 kN/m
2
zaś dla słupów
≤
100 kN/m
2
-
nieuwzględnianie wysokości słupa mieszanki H,
-
nieuwzględnianie wpływu domieszek i temperatury mieszanki > 15
0
C,
-
nieuwzględnianie wpływu przekroju poprzecznego betonu.
Wzory obliczeniowe wg CIRIA – Raport 108
parcie mieszanki betonowej
prędkość wznoszenia
gdzie:
G – ciężar właściwy mieszanki betonowej, kN/m
3
C
1
– współczynnik przekroju poprzecznego,
dla ścian C
1
= 1, dla słupów C
1
= 1,5
C
2
– współczynnik dodatkowy,
dla normalnie wiążącego betonu C
2
= 0,30
dla betonu z opóźnionym wiązaniem C
2
= 0,45
H - wysokość słupa mieszanki, m
Stosowanie powyższych wzorów wymaga wyjaśnienia istoty występujących w nich
zmiennych i współczynników.
Współczynnik przekroju poprzecznego - przy małych przekrojach poprzecznych
zagęszczanego betonu wibrator może przekazywać na deskowanie dużą energię. Głębokość
oddziaływania wibratora wzrasta wraz ze wzrostem przekroju. W przypadku słupów
wibrator znajduje się w tym samym miejscu, nie wędruje wzdłuż rzutu jak w przypadku
ścian. Metoda CIRIA osobno traktuje te przypadki.
Współczynnik dodatkowy – wzory obejmują wszystkie normalne składy betonów z
kruszywem do 40 mm a domieszki opóźniające wiązanie zwiększają parcie mieszanki. Jej
konsystencja nie ma dużego wpływu na to parcie. Mała ciekłość mieszanki wymaga
wydłużenia wibracji co powoduje wzrost parcia uwzględniony w tym współczynniku.
Współczynnik temperaturowy – uwzględnia zależność parcia mieszanki od jej temperatury
(
)
(9)
]
[kN/m
2
1
2
1
max
V
C
H
K
C
V
C
G
p
T
−
⋅
+
⋅
=
(10)
[m/h]
2
4
2
2
1
2
2
2
2
2
2
2
⋅
−
⋅
+
⋅
⋅
−
⋅
−
=
C
G
p
H
K
C
K
C
K
C
G
p
V
T
T
T
+
=
−
15
T
36
K
rowy,
temperatu
ik
wspólczynn
K
T
T
Rys.3. Wykresy parcia mieszanki betonowej na deskowanie
wyrażając stosunek sztywności mieszanki w różnych temperaturach w zakresie 5 ÷ 30
0
C a
podawane zwykle dane dotyczące parcia mieszanki dotyczą 15
0
C.
Ciężar właściwy mieszanki – dla betonów normalnej gęstości objętościowej wynosi
25 kN/m
3
a w innych przypadkach przyjmuje się rzeczywiste wartości, zaś w przypadku
betonowania pod wodą G = 25 – 9,81= 15 kN/m
3
.
Wysokość betonowania – jest bardzo ważnym czynnikiem zaś jej nieuwzględnienie w
normie DIN prowadzi do zaniżenia wielkości parcia mieszanki w wysokich elementach.
Prędkość wznoszenia – określana jako średnia na całej wysokości budowli ma wg CIRIA
istotny nieliniowy (odmiennie niż w DIN)w wpływ na parcie mieszanki.
W powyższych wzorach nie uwzględnia się przenikalności wody i powietrza przez
deskowanie ani też wysokości swobodnego spadania mieszanki do deskowania podczas
betonowania elementu. Tego ostatniego należy unikać bo ze wzrostem wysokości spadania
mieszanki rośnie jej parcie. Zastosowanie ponownego wibrowania znacznie zmienia obraz
parcia mieszanki na deskowanie.
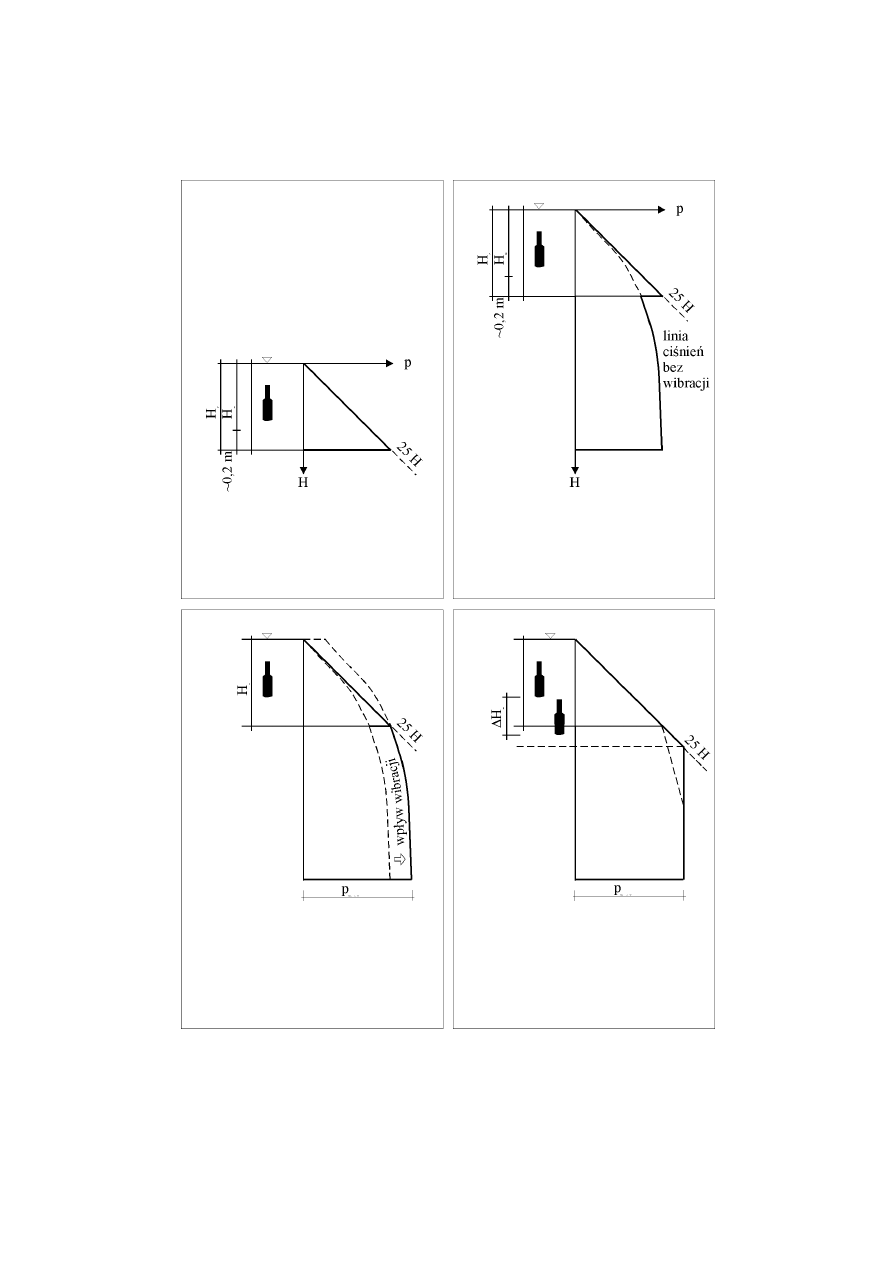
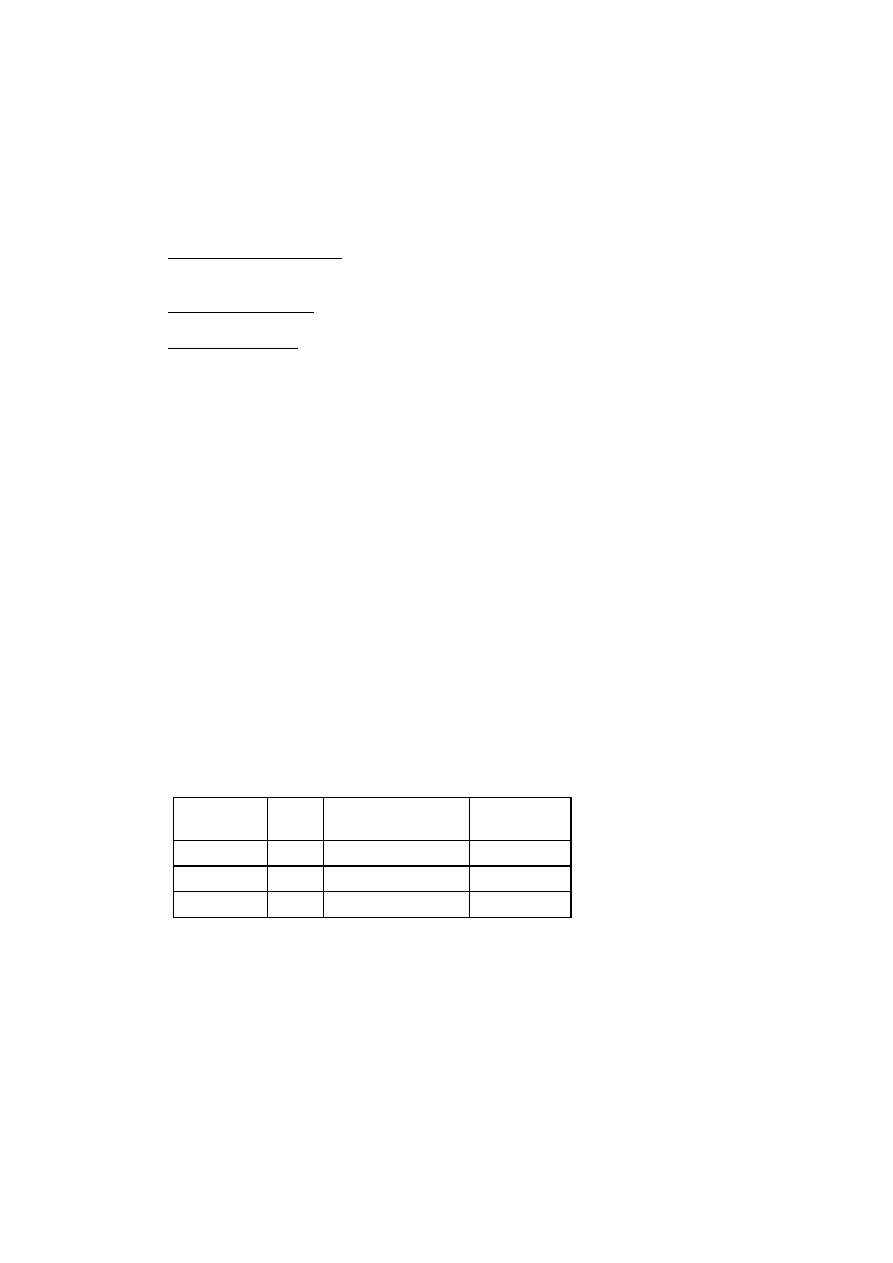
Głębokość wibrowania wpływa istotnie na rozkład i wielkość parcia mieszanki, co
przedstawiają wykresy na rys. 4. Zależność ta
jest opisywana w sposób zróżnicowany. W
zasadzie panuje jednomyślność, że do głębokości oddziaływania wibratora (DIN 4235)
parcie mieszanki jest zmienne. Wykresy na rys.3 pokazują, że może zachodzić związek
pomiędzy dopuszczalna głębokością wibrowania a mierzonym parciem mieszanki
betonowej. Do głębokości wibrowania H
R
+ 0,2 m, czyli w strefie działania wibratora,
panuje parcie hydrostatyczne. Linie parcia poniżej tej strefy są przesunięta o wpływ
wibratora. Norma DIN 18218 daje zbliżony prostoliniowy wykres parcia. Wibrator mógłby
zanurzyć się głębiej o ΔH
R
nie przekraczając maksymalnego parcia mieszanki. Ma to
znaczenie przy wzroście prędkości napełnienia i zagęszczaniu.
Temperatura mieszanki również wpływa na jej parcie na deskowanie. Zmiana
temperatury powoduje bowiem zmianę właściwości reologicznych mieszanki,
uwidaczniającą się w podczas kontroli opadu stożka. Obniżenie temperatury powoduje
wzrost parcia wskutek wzrostu spójności mieszanki, co potwierdzają wyniki pomiarów
(Tab.1). Przyczyna tego tkwi we wzroście ciśnienia w pęcherzykach powietrza uwięzionego
w mieszance betonowej, powodującego wzrost jej spójności pozornej (kapilarnej).
Tablica 1. Zależność parcia mieszanki betonowej od temperatury.
W obu przytoczonych
metodach, tj. według
DIN 18218 i CIRIA,
przeciętny wpływ
temperatury został
podobnie
potraktowany.
Wpływ wysokości betonowania na parcie mieszanki betonowej został dość dobrze
oszacowany metodą podaną w Raporcie108 CIRIA. Przy małych wysokościach
betonowania. W przypadku małych wysokości betonowania, dla ścian i słupów do
wysokości 3,0 m metoda CIRIA daje wyniki mało istotnie różniące się od DIN 18218.
Natomiast powyżej 3,0 m bardziej miarodajne wyniki otrzymuje się licząc parcie metodą
CIRIA.
Temperatura
0
C
Parcie
kN/m
2
Prędkość napełniania
m/h
Wzrost parcia
%
15
60
3,46
-
10
69
3,46
+15
5
78
3,46
+30
Porównując końcowo te dwie zaawansowane metody obliczania parcia mieszanki
betonowej na deskowania pionowe, można przytoczyć wnioski z porównania wyników
obliczeń obiema metodami z wynikami pomiarów parcia przeprowadzonych w pełnej skali.
Otóż okazało się, że rzeczywiste wartości parcia prawie dokładnie odpowiadały wartościom
obliczonym metodą CIRIA, podczas gdy w stosunku do metody wg DIN 18218 były one o
21,6 % wyższe. I na koniec omawianego zagadnienia parcia mieszanki betonowej na
deskowania w warunkach wibracji, trzeba zwrócić uwagę na fakt, że w projektowaniu
deskowań - ze względu na to parcie - pierwszoplanową rolę odgrywa stan graniczny
odkształcenia powierzchni deskowania formującej element konstrukcji monolitycznej, ze
względu na konieczność założonych lub dopuszczalnych odchyłek dotyczących kształtu i
wymiarów tego elementu oraz płaskości jego powierzchni.
3. Zagęszczanie wibratorami wgłębnymi
Spośród stosowanych na budowach wibratorów, wibratory wgłębne są najbardziej
rozpowszechnione. Są one najmniej energochłonne, ponieważ prawie całkowicie
wykonywana przez nie praca jest pracą zagęszczania mieszanki betonowej. Elementem
roboczym takiego wibratora jest wibrująca buława lub iglica, która zanurzona w mieszance
przekazuje jej swoje drgania. Kierunek rozchodzenie się tych drgań jest prostopadły do jej
osi podłużnej. Zasięg rozchodzenia się w mieszance zależny jest od sinusoidalnie zmiennej
siły wymuszającej wibratora, zależnej od jego masy. Element roboczy połączony jest z
giętkim wałem, napędzającym mechanizm generujący drgania buławy lub iglicy. Za
najkorzystniejsze, ze względu na efekt zagęszczania wibratorami wgłębnymi, uważa się
drgania o częstotliwości większej niż 6000 min
-1
i przyśpieszeniu nie mniejszym niż 4 g.
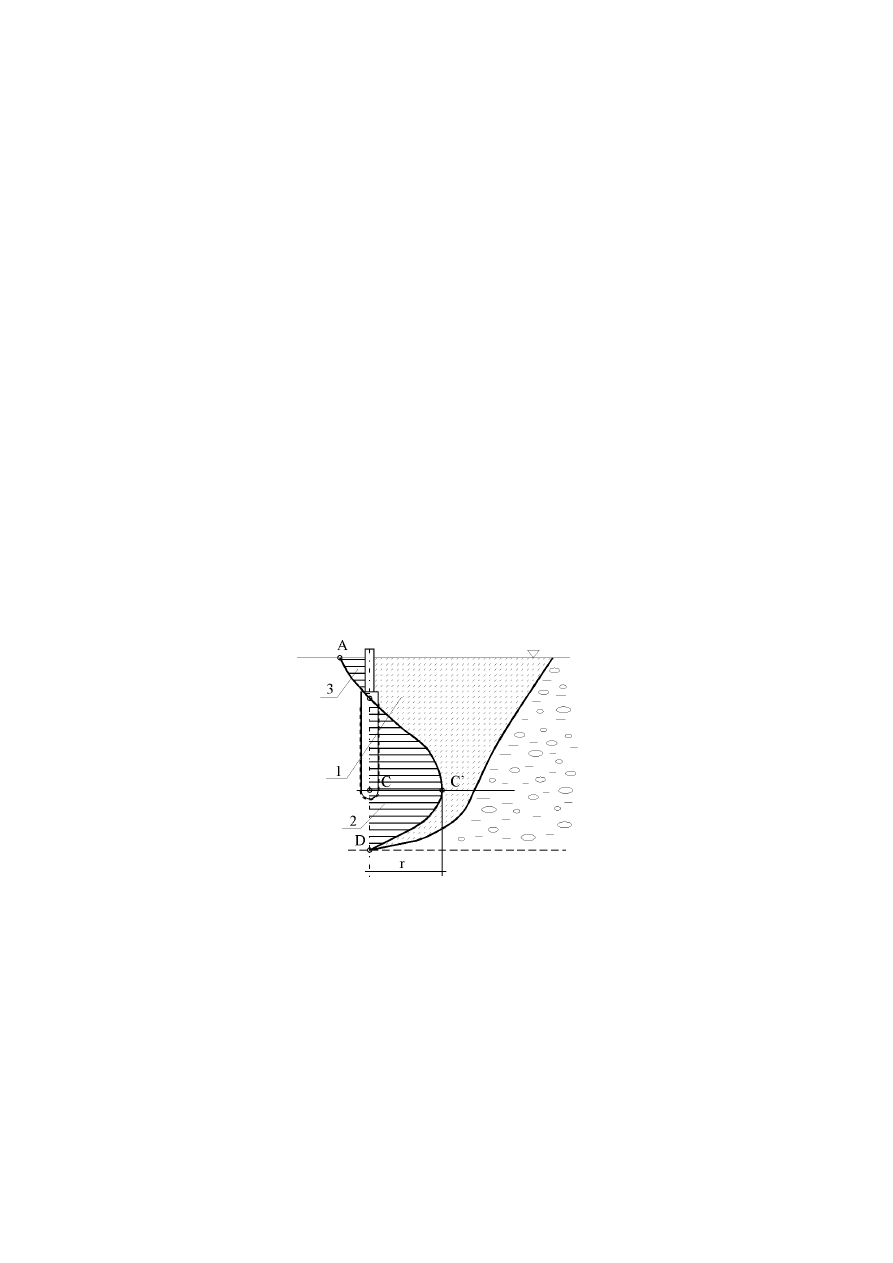
Rys.5. Oddziaływanie wibratora buławowego na mieszankę betonową:
1- strefa upłynnienia, 2 – strefa zagęszczania, 3 – strefa rozluźnienia,
r – promień zasięgu działania wibratora.
Zagęszczanie wibratorami wgłębnymi prowadzi się zagłębiając pionowo buławę w
mieszance betonowej, w odstępach nie większych niż 1,4 r – gdzie r jest zasięgiem
wibratora. Spełnienie tego warunku zapobiega pozostawianiu miejsc niezagęszczonych. W
zasadzie grubość zagęszczanej warstwy mieszanki wg [4] nie powinna przekraczać 0,5 m.
Po jej przekroczeniu, usuwanie pęcherzyków powietrza z mieszanki podczas jej wibracji
staje się mało efektywne. Od ilości usuniętego powietrza zależny jest bowiem stopień
zagęszczenia mieszanki. Z tego też względu, układanie betonu w elementach o większej
wysokości przekroju pionowego powinno być wykonywane warstwami o grubości
maksymalnej nie większej niż 0,4 m. Niestety, część pęcherzyków powietrza gromadzi się
w styku z deskowaniem i tam pozostaje. Żeby je usunąć należy użyć wibratora z końcówką
roboczą w postaci iglicy lub bagnetu. Przydatne w tym celu są również warstwy odsączające
na wewnętrznej powierzchni deskowania. W ostatnich latach zaczęto stosować w tym celu
włókniny syntetyczne CEMDRAIN firmy DuPont, zaś uzyskiwany dzięki nim efekt
pokazano na rys.6.
Bardzo ważna jest prędkość wyciągania wibrującej buławy z mieszanki, która nie
powinna przekraczać 8 cm/sek, tak aby otwór w mieszance pozostawiany przez wyciąganą
buławę zdążył wypełnić się mieszanką, bez pozostawiania w nim powietrza. Czas
wibrowania w jednym miejscu, w zależności od konsystencji, wynosi od 5 do 30 sekund,
chociaż w przypadku niektórych mieszanek o konsystencji wilgotnej i na kruszywie lekkim
o silnie chropowatej powierzchni może dochodzić do 2 minut.
Rys. 6. Widok powierzchni betonu po rozdeskowaniu: z lewej - po wibrowaniu,
z prawej – po wibrowaniu w deskowaniu pokrytym włókniną CEMDRAIN
Wydajność eksploatacyjną wibratorów wgłębnych określa się wg [4] wzorem
gdzie:
R – promień działania wibratora, m,
d – wysokość zagęszczanej warstwy mieszanki, m,
t – czas zagęszczania w każdym miejscu wgłębienia wibratora, sek,
t
1
– czas zmiany miejsca wgłębienia wibratora (3 sek),
s
w
– współczynnik wykorzystania czasu pracy wibratora - przeciętnie 0,7.
Uwaga: podany w [9] wzór jest niekompletnym wzorem (11) i daje błędne wyniki.
Bardzo ważną kwestią jest wpływ wibrowania na otulenie zbrojenia i położenie prętów
zbrojeniowych. Prawidłowe prowadzenie wibratora polepsza przyczepność betonu do
prętów zbrojeniowych, dzięki szczelnemu ich otuleniu mieszanką. Ale w przypadku
górnych prętów, oddzielonych od powierzchni elementu tylko warstwą otulenia, po
zagęszczeniu wibratorem wgłębnym często pojawia się później rysa skurczowa, biegnąca
wzdłuż tych prętów. Jest to związane z osiadaniem górnej powierzchni mieszanki wskutek
zagęszczania, jeżeli nie uwzględniono odpowiedniego naddatku mieszanki. Można defekt
(11)
/h]
[m
,
3600
2
3
1
2
w
e
s
t
t
d
R
Q
⋅
+
⋅
=

wyeliminować, układając po zagęszczaniu dodatkową, wyrównującą warstwę mieszanki,
którą należy zagęścić powierzchniowo.
Sprawą pierwszej ważności przy zagęszczaniu wibracyjnym jest unikanie zetknięcia się
końcówki roboczej wibratora z prętami zbrojeniowymi. Jeżeli drgania wibratora przekażą
się na te pręty to nastąpi ich tzw. odwibrowanie, czyli oddzielenie powierzchni prętów od
mieszanki, a co za tym idzie utrata ich przyczepności do betonu. Na jakiej długości to
nastąpi jest kwestią stosunku siły wymuszającej wibratora do bezwładności pręta w
mieszance i tłumienia drgań pręta przez mieszankę. Jest to jeden z najpoważniejszych
błędów wykonawczych w procesie zgęszczania wibracyjnego podczas robót betonowych.
Drugim poważnym błędem, którego skutki są zwykle widoczne w postaci raków i
rozwarstwień na powierzchni ścian betonowych o znacznej wysokości, jest niezagęszczenie
styku układanych warstw mieszanki. Aby tego uniknąć, każdorazowe zagłębienie wibratora
w mieszance musi sięgać 6÷10 cm w głąb poprzednio ułożonej i zagęszczonej warstwy.
Innym błędem jest zagęszczanie zbyt wysokiej warstwy mieszanki, na przykład podczas
betonowania słupów lub płyt i belek o znacznej wysokości przekroju. Jak już wcześniej
wykazano, zagęszczenie po wysokości warstwy będzie wtedy niejednakowe i najmniejsze w
dolnej strefie zagęszczanej warstwy.
Koszt jednostkowy zagęszczania wibratorami wgłębnymi wg [10] wynosi 2,11÷4,38
zł/mg, średnio 3,27 zł/mg (wg Informacyjnego Zestawu Cen Czynników Produkcji
Budowlanej. IIII kw. 2001 - Orgbud).
4. Zagęszczanie wibratorami przyczepnymi
Tego rodzaju wibratory stosuje się na budowie do zagęszczania betonu w takich
elementach, których kształt, grubość lub zagęszczenie zbrojenia nie pozwalają na
zastosowanie wibratorów wgłębnych. W zasadzie, ze względu na skuteczność zagęszczania
wibracyjnego szerokość przekroju mieszanki zagęszczanej wibratorem przyczepnym nie
powinna przekraczać 0,6 m, zaś wysokość zagęszczanej warstwy – 0,75 m [7]. Jeśli
wysokość jest większa należy powyżej zamocować następny wibrator. Wibratory
przyczepne mocuje się sztywno do elementów konstrukcji usztywniającej tarcz deskowań,
głównie do ich jarzm i tężników, za pomocą odpowiednich uchwytów. W przypadkach
deskowań przestawnych, przesuwnych, ślizgowych lub stacjonarnych, wykorzystywanych
do wielokrotnego formowania powtarzalnego elementu, wibratory te mocowane są w
sposób trwały do konstrukcji deskowania. W rezultacie wibrowana jest nie tylko mieszanka
betonowa ale również deskowanie, co powoduje nie tylko niższą efektywność energetyczną
procesu zagęszczania, ale także konieczność uodpornienia konstrukcji deskowania na
wibrację. W zależności od powierzchni deskowania i promienia działania wibratora dobiera
się liczbę wibratorów tak, by były one usytuowane (w przybliżeniu) w węzłach siatki
kwadratów o boku równym 1,4 R, gdzie R – promień działania wibratora przyczepnego. W
przypadku zagęszczania w elementach podłużnych o znacznej wysokości przekroju zaleca
się rozmieszczać wibratory przyczepne na podstawie prób prowadzonych przed
betonowaniem. Dotyczy to szczególnie przypadków stosowania wielkowymiarowych
urządzeń formujących, o dużej sztywności. Drgania przekazywane przez wibratory
mieszance poprzez deskowania muszą być zgodne w fazie. W przeciwnym razie nastąpi ich
interferencja - a co za tym idzie – wytłumienie drgań w jednych strefach i wzmocnienie w
innych. Skutkiem będzie zróżnicowany stopień zagęszczenia betonu w formowanym
elemencie. Zaleca się [8] stosowanie wibratorów przyczepnych o częstotliwości powyżej

4000 min
–1
. W praktyce mają one zwykle częstotliwości od 3000 do 6000 min
-1
, chociaż
stosuje się również o częstotliwości 9000 i 12000 min
–1
. Te ostatnie są odpowiednie do
zagęszczania mieszanek na kruszywach lekkich lub piaskowych, ze względu na mniejszą
masę ziaren. Czas wibracji jest dłuższy niż w wypadku wibratorów wgłębnych i dochodzi
do kilku minut. Ponieważ wibracja obejmuje całą wysokość ułożonej mieszanki to czas
potrzebny do wydostania się powietrza z dolnej jej strefy jest dłuższy.
W przypadku elementów konstrukcji monolitycznej sztywno utwierdzonych w
fundamencie, należy pierwszą warstwę mieszanki o wysokości 20÷25 cm ułożyć i zagęścić
wibratorem wgłębnym, przed wypełnieniem mieszanką całego elementu. Również
wibratorem wgłębnym winna być zagęszczona górna warstwa mieszanki, po zakończeniu
wibrowania elementu wibratorami przyczepnymi. Te ostatnie należy włączać do pracy po
napełnieniu deskowania mieszanką. Jednoczesna praca kilku wibratorów przyczepnych po
wysokości deskowania powoduje odpowiednie zwiększenie maksymalnego parcia
mieszanki betonowej na deskowanie.
Dobór wibratora przyczepnego przeprowadza się ze względu na potrzebną siłę
wymuszającą, określaną [4] wg wzoru
gdzie:
G
d
– ciężar deskowania przypadająca na jeden wibrator, kN,
G
b
– ciężar mieszanki betonowej przypadająca na jeden wibrator, kN,
s – współczynnik zależny od kształtu i wymiarów przekroju poprzecznego
formowanego elementu: s = 0,5 dla przekroju teowego, s = 1,5 dla przekroju
prostokątnego, wartości pośrednie dla innych,
P – masa drgająca wibratora,
ω - prędkość kątowa drgań wibratora. rad/min.
Wydajność eksploatacyjną zagęszczania wibratorami przyczepnymi określa zależność
gdzie:
V
b
– objętość mieszanki betonowej zagęszczanej w jednym cyklu w formowanym
elemencie, m
3
,
t
z
– czas zagęszczania w jednym cyklu, 30 ÷60 s.
Koszt jednostkowy zagęszczania wibratorami przyczepnymi wg [10] wynosi 1,88 ÷ 3,80
zł/mg, średnio 2,99 zł/mg.
Zagęszczanie wibratorami przyczepnymi nie stwarza możliwości „odwibrowania”
pojedynczych prętów zbrojenia formowanego elementu, jeśli pręty nie stykają się,
bezpośrednio lub przez podkładki dystansowe, z wibrującym deskowaniem. Natomiast
istotnym błędem jest niewłaściwe, niezgodne z wcześniej podaną zasadą, rozmieszczenie
wibratorów na deskowaniu lub ich niezsynchronizowanie. Należy także zwracać uwagę na
to, by stosowane połączenia elementów deskowań i połączenia wibratorów z konstrukcją
deskowań pozostawały trwałe pod działaniem wibracji.
( ) (
)
(12)
[kN]
,
2
,
0
sin
b
d
w
G
G
s
t
P
P
+
≥
⋅
⋅
=
ω
(13)
min]
/
[m
,
3
z
b
e
t
V
Q
=

5. Zagęszczanie powierzchniowe listwami wibracyjnymi
Listwy wibracyjne służą w zasadzie do zagęszczania i wyrównywania warstwy
powierzchniowej płyt, po zakończeniu ich zagęszczania wibratorami wgłębnymi. Mogą być
także wykorzystane jako jedyne urządzenia zagęszczające w przypadku cienkich płyt.
Listwa wibracyjna o najprostszej budowie składa się z belki, zamocowanego do niej
wibratora i uchwytów do jej przesuwu po prowadnicach, ustawionych po obu stronach
formowanej płyty i w sposób odpowiedni do jej grubości. Zadaniem listwy wibracyjnej jest
zagęszczenie mieszanki do głębokości 15 cm oraz wyrównanie i wygładzenie górnej
powierzchni płyty. Stosowane zwykle listwy wibracyjne mają długość od 1,2 do 12 m. W
celu zachowania płaskości wyrównywanych powierzchni, wobec znacznych obciążeń
pionowych od ciężaru własnego i siły wymuszającej listwy wibracyjne muszą posiadać
znaczną sztywność giętną w płaszczyźnie pionowej, przy możliwie małym ciężarze
własnym, umożliwiającym łatwe ich przemieszczanie. Aby zapewnić płaskość powierzchni
płyty, listwa wibracyjna – szczególnie większej rozpiętośći – musi mieć konstrukcję
umożliwiającą wprowadzenie odwrotnej strzałki ugięcia. Belki listew wibracyjnych mogą
być pojedyncze lub podwójne. Jako generatory drgań stosowane są wibratory przyczepne, o
regulowanej sile wymuszającej. Liczba zamocowanych do listwy wibratorów przyczepnych
zależy od długości listwy. Muszą one być zsynchronizowane w fazie drgań, tak by nie
występowało zjawisko ich interferencji na długości listwy. Innymi słowy, drgania listwy na
jej długości musza być jednakowe.
Wydajność eksploatacyjną listew wibracyjnych można określić wzorem
gdzie:
l – szerokość zagęszczanego pasma płyty, m,
h – grubość zagęszczanej warstwy mieszanki, m,
v
l
– prędkość przesuwu listwy wibracyjnej, maksymalnie do 60 m/h,
s
w
– współczynnik wykorzystania czasu pracy w ciągu godziny.
Koszt jednostkowy pracy listew wibracyjnych wg [10] wynosi 1,25 ÷ 7,50 zł/mg, średnio
4,56 zł/mg.
6. Zagęszczanie przez odwadnianie próżniowe
Ten sposób zagęszczania umożliwia w pewnym stopniu rozwiązanie konfliktu wymagań
dobrej urabialności i dobrej jakości (wytrzymałości i trwałości), dotyczących zawartości
wody w mieszance betonowej. Wytwarzana, transportowana, pompowana i układana jest
mieszanka o zawartości wody wynikającej z warunku dobrej urabialności (odpowiedniej
konsystencji). Następnie, by spełnić warunek dobrej jakości betonu, poddaje się mieszankę
odwadnianiu przez próżniowanie powierzchniowe, obniżając w ten sposób stosunek W/C.
Zgodnie z zależnością na rys.1, wytrzymałość betonu będzie wyższa, a większa szczelność
zaczynu (mniejsze W/C) spowoduje również wyższą jego trwałość.
Próżniowanie odbywa się za pomocą jednostronnie porowatych mat lub płyt, ułożonych
na wyrównanej powierzchni mieszanki i połączonych z pompą próżniową. Matę (lub płytę)
oddziela od mieszanki siatka filtracyjna, zapobiegająca odciąganiu cementu. Komplet
urządzeń do próżniowania mieszanki przedstawia rys.7.
(14)
/h]
[m
,
3
1
w
e
s
v
h
l
Q
⋅
⋅
⋅
=
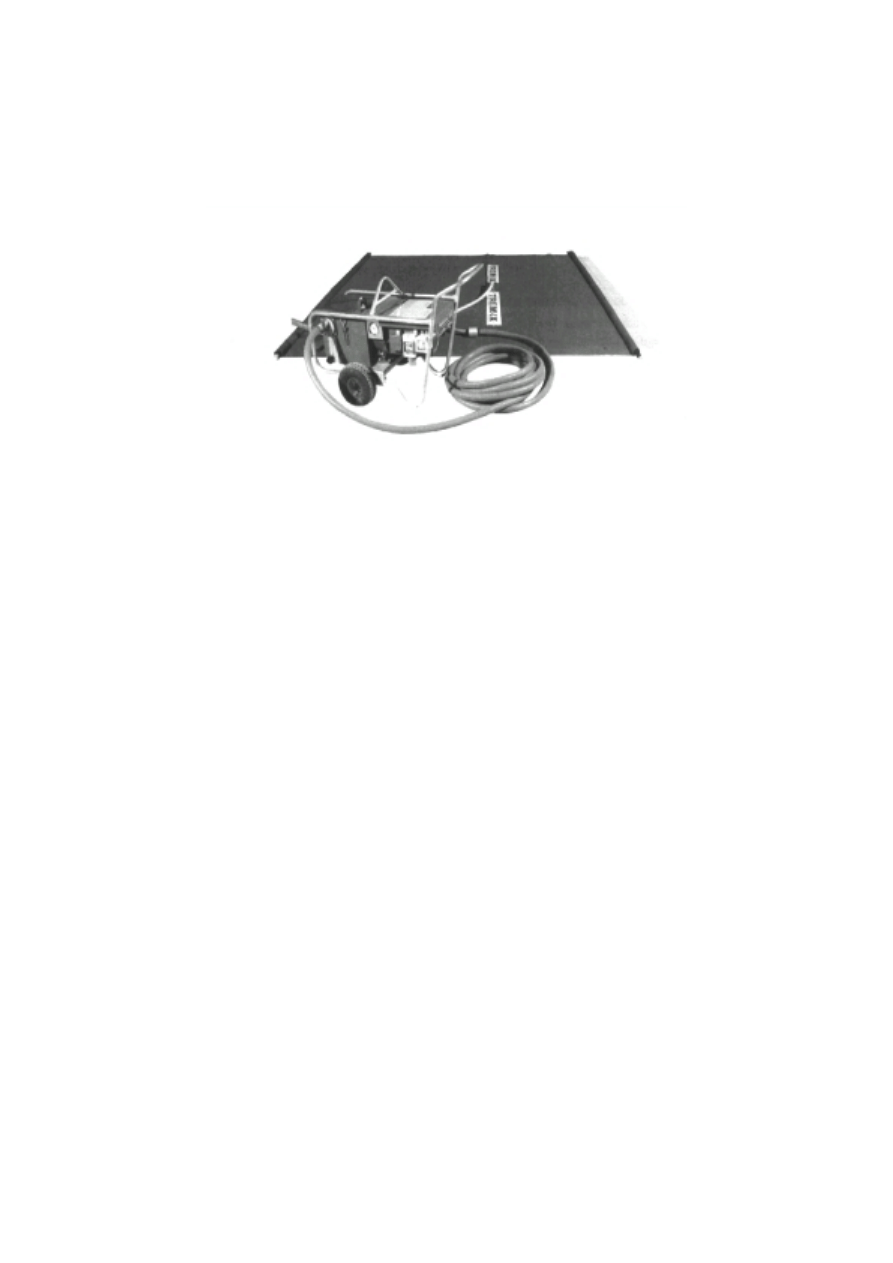
Rys. 7. Mata i agregat do próżniowania mieszanki betonowej
Mechanizm fizyczny procesu polega na wykorzystaniu zjawiska filtracji cieczy i gazów
przez ośrodek ziarnisty (kruszywo), w którym przestrzenie międzyziarnowe tworzą ciągłą
sieć kanalików wypełnionych zaczynem cementowym i pęcherzykami powietrza.
Wytworzenie na powierzchni mieszanki pewnego stopnia próżni (podciśnienia) wywołuje w
mieszance gradient ciśnienia, powodujący przepływ filtracyjny zaczynu i powietrza w
kierunku próżni. Pęcherzyki powietrza nie tworzące systemu połączonych kanalików
pozostają jednak w mieszance, jeśli nie znajdują się w pobliżu powierzchni. Ponieważ
zasięg oddziaływania próżni na mieszankę maleje wraz z odległością od jej powierzchni,
największe odwodnienie i odpowietrzenie uzyskuje się w warstwie powierzchniowej. Z tego
też powodu, ten sposób zagęszczania stosowany jest na budowie najczęściej w formowaniu
płyt o niewielkiej grubości 10 ÷ 15 cm (np. posadzek), chociaż znane są również jego
zastosowania w formowaniu monolitycznych ścian budynków wielokondygnacyjnych.
Stosowane podciśnienie nie przekracza zwykle 95 kPa. Czas próżniowania wynosi 15 ÷ 25
min, przy czym z upływem czasu ilość wody odciąganej z mieszanki maleje.
Próżniowanie może być stosowane do mieszanek betonowych o różnej zawartości i
uziarnieniu kruszywa, aczkolwiek im mniejsza jest zawartość piasku i dodatków pylastych
(mikrokrzemionka kondensacyjna, popiół lotny) tym lepsze są efekty próżniowania. Jeśli
jednak mieszanka zawiera znaczną ilość frakcji drobnych to prędkość filtracji wody z
objętości mieszanki jest niewielka i utrzymywanie od początku wysokiego stopnia próżni
może spowodować nadmierne odwodnienie warstwy powierzchniowej i zamknięcie
wylotów kapilar. Dalsze usuwanie wody z mieszanki stanie się niemożliwe lub bardzo
utrudnione. Aby temu zapobiec, próżniowanie zaczynać należy z niskim stopniem próżni,
zwiększając go stopniowo z upływem czasu.
W każdym jednak przypadku, największa poprawa właściwości betonu następuje w
warstwie powierzchniowej. Staje się ona szczelna, wygładzona i o niższym niż reszta
betonu stosunku W/C. Dzięki temu warstwa ta ma mniejszą ścieralność, wyższą
wytrzymałość, mrozoodporność i nasiąkliwość. Nie do pominięcia jest inny efekt
próżniowania – wzrost wytrzymałości natychmiastowej mieszanki betonowej do 30÷40 kPa.
Jest to wynik silnego wzrostu spójności kapilarnej, spowodowanego zmniejszeniem
średnicy porów kapilarnych w mieszance po próżniowaniu. Dzięki temu możliwe jest
szybsze rozformowanie tak zagęszczonych elementów. Jest oczywistym, że próżniowanie
mieszanki nie wpływa negatywnie na położenie i przyczepność prętów zbrojeniowych do
betonu. Przeciwnie, poprawia tę przyczepność
Wydajność agregatu próżniującego, złożonego z mat, przewodów i pompy próżniowej,
można wg [4] obliczyć wg wzoru
gdzie
F – powierzchnia próżniowana w jednym cyklu, m
2
,
T – czas odpowietrzania, min,
T
0
– czas potrzebny do przełożenia mat próżniujących i odłączenia ich
do pompy, min,
s
w
– współczynnik wykorzystania czasu pracy, przeciętnie – 0,75.
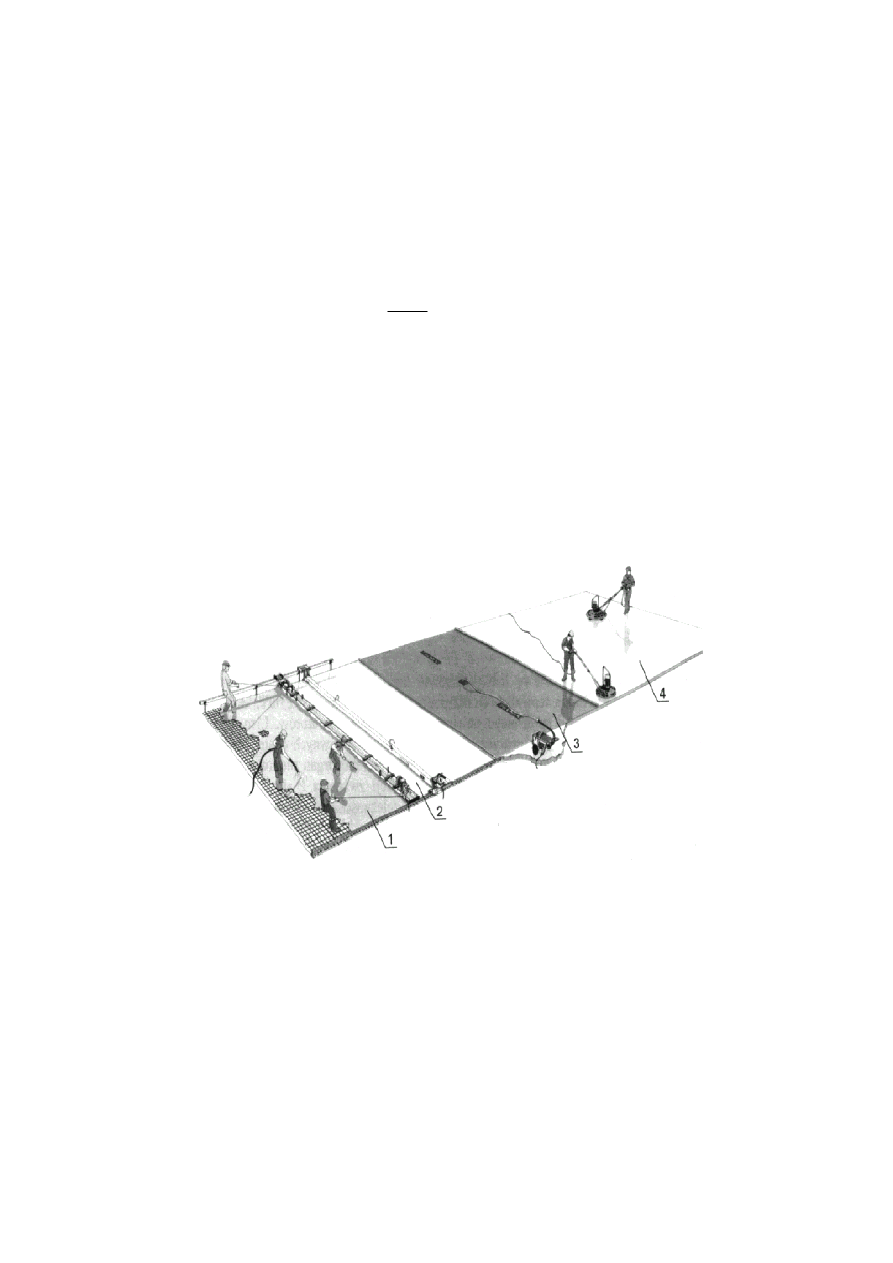
Często łączy się ze sobą dwie metody zagęszczania: wibrowanie i próżniowanie.
Przedstawia to rys. 8. Pracochłonność zagęszczania jest oczywiście większa ale i poprawa
jakości tak zagęszczonego betonu jest znacznie większa niż po każdym z tych procesów z
osobna. Przykładem takiego rozwiązania technologii zagęszczania jest np. znany od dawna
system „Tremix”
Rys. 8. Formowanie płyty: 1 – rozgarnianie mieszanki betonowej i zagęszczanie
wibratorem wgłębnym, 2 – zagęszczanie i wyrównanie powierzchni,
3 – próżniowanie, 4 – zacieranie
(15)
/h]
[m
,
60
2
0
w
e
s
T
T
F
Q
⋅
+
⋅
=

7. Uwagi końcowe
Celowość i zasadność zagęszczenia mieszanki betonowej po jej ułożeniu wykazano w
wprowadzeniu do niniejszego wykładu. Zrobiono to zresztą tytułem przypomnienia,
bowiem od początków technologii betonu konieczność zagęszczania mieszanki była
oczywista. Niestety, równolegle z rozwojem nowoczesnej technologii betonu obserwujemy
regres świadomości technologicznej i umiejętności robotników budowlanych,
wykonujących monolityczne konstrukcje betonowe. Fakt, że dotyczy to nie tylko Polski, ale
także krajów wysoko rozwiniętych, niestety nie stanowi żadnego pocieszenia.
Konsekwencją takiego stanu rzeczy jest nie tylko niedbałe często zagęszczanie mieszanki
ale również - nie tak znów rzadkie – pomijanie jej zagęszczania w przypadkach braku
odpowiedniego nadzoru nad robotami betonowymi. Dotyczy to głównie zagęszczania przez
wibrowanie W rezultacie, nawet jeśli nie pojawiają się raki, to mamy do czynienia ze
znacznymi rozrzutami wytrzymałości betonu w elementach i widocznym jego
uwarstwieniem. Poważnym błędem technologicznym jest układanie mieszanki betonowej
zbyt „grubymi” warstwami. Ogranicza to możliwość nie tylko skutecznego jej
zagęszczenia, ale także kontrolowanego „przewibrowania” jej styku z niżej ułożoną
warstwą. Rezultatem jest niejednorodność wykonanego betonu i zmienność jego
właściwości, takich jak: wytrzymałość, mrozoodporność, wodoprzepuszczalność czy
nasiąkliwość. Jeżeli do niewłaściwego zagęszczania lub jego braku dołączy brak
odpowiedniej pielęgnacji betonu, to pomimo poprawnego zaprojektowania składu mieszanki
uzyskany beton będzie miał gorsze od założonych właściwości.
Aby do tego nie dopuścić, niezbędne są nadzór i kontrola bieżąca procesu zagęszczania
na budowie. W tym celu należy sprawdzić u robotników wykonujących proces zagęszczania
ich znajomość wymagań i zaleceń technologicznych dotyczących zagęszczania mieszanki
betonowej w odniesieniu do danej konstrukcji. Ponadto należy szczególnie przestrzegać
dopuszczalnych wysokości układanych warstw mieszanki, bowiem warunek ten przesądza o
możliwości prawidłowego i efektywnego jej zagęszczenia.
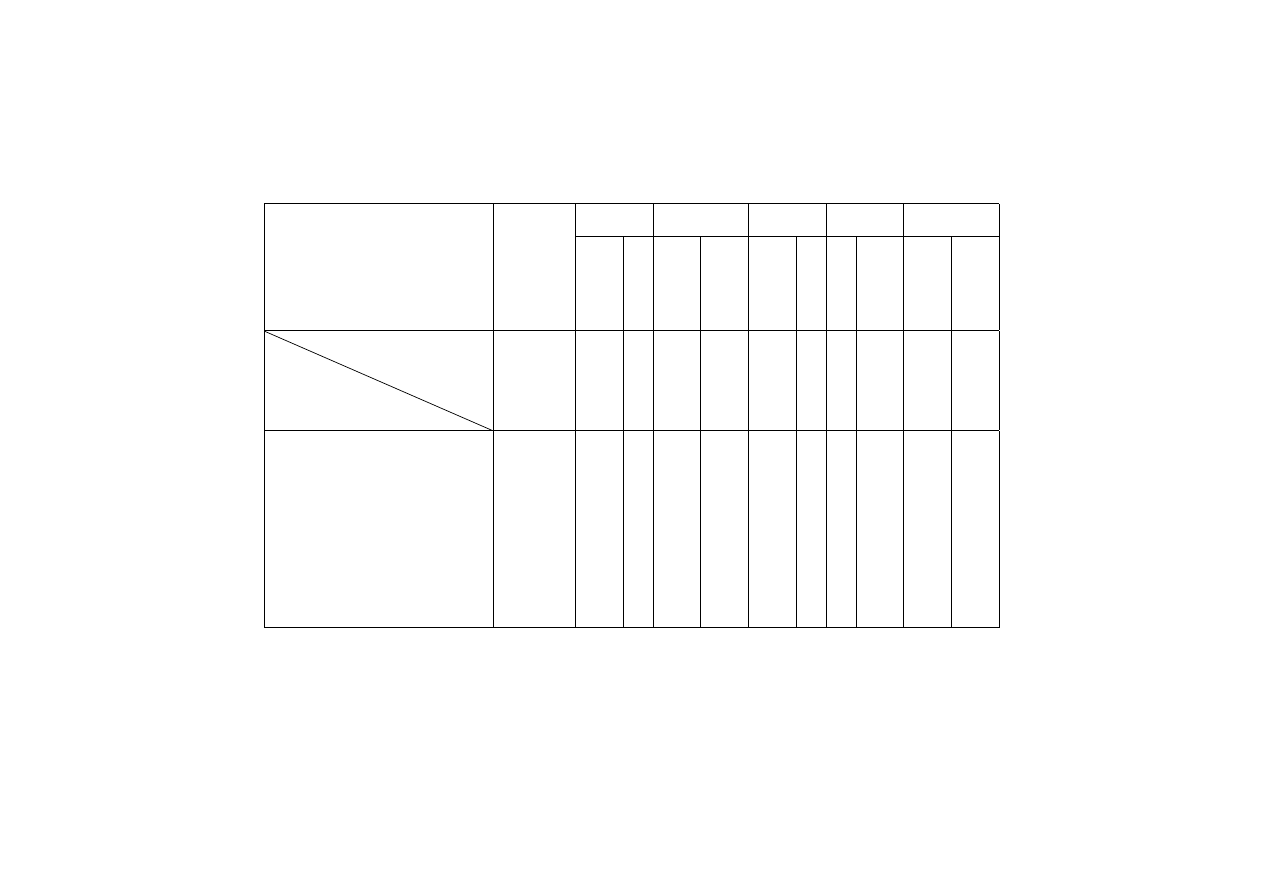
Tablica 2.
Wytyczne doboru wibratorów
Płyty
Ściany
Belki
Słupy
Inne
Rodzaj elementu
Masywy
średn
ie
cien
kie
średn
ie
cien
kie
średn
ie
cien
kie
średn
ie
cien
kie
średn
ie
cien
kie
Charakter
zbrojenia
Rodzaje
wibratorów
rzadk
ie
no
rm
al
ne
no
rm
al
ne
g
ęste
gę
ste
rzadk
ie
no
rm
al
ne
no
rm
al
ne
gę
ste
no
rm
al
ne
gę
ste
gę
ste
no
rm
al
ne
no
rm
al
ne
gę
ste
no
rm
al
ne
gę
ste
no
rm
al
ne
gę
ste
Wibratory wgłębne o
średnicy końcówki do 70 mm
J.w. lecz o średnicy do 30 mm
Wibratory iglicowe
Wibratory przyczepne
Listwy wibracyjne
2 1
- -
- -
- -
- -
1 -
2 1
- -
- -
2 -
-
-
2
1
1
1 1
- 2
- -
- -
- -
2 -
- -
- -
2 1
- -
1 -
2 1
2 2
- -
- -
-
1
1
1
-
-
2
-
2
-
2 -
- -
- -
2 1
- -
1 -
2 1
- 2
- -
- -
2 -
2 1
2 1
2 1
- -

Piśmiennictwo
[1] Kuczyński W.: Technologia betonu. Cz. 2. Projektowanie betonów. Arkady.
Warszawa. 1972.
[2] Kucharska L.: W/C – wskaźnik wpływu warstwy przejściowej na właściwości
mechaniczne betonów zwykłych i WWB i ich podziału. Cement Wapno Beton. 2/1999.
[3] Szwabowski J.: Aktualne problemy technologii robót betonowych. Ref. Konf. „Beton
na progu nowego millenium”. Polski Cement. Kraków. 2000.
[4] Rowiński L., Kobiela M., Skarżyński A.: Technologia monolitycznego budownictwa
betonowego. PWN. Warszawa. 1980.
[5] Szwabowski J.: Reologia mieszanek na spoiwach cementowych. Wyd. Politechniki
Śląskiej. Gliwice. 1999.
[6] L’Hermite R., Tournon G.: La rhéologie du béton frais et la vibracion. CERILH.
Publication Technique, nr 2. 1948.
[7] Informacje firmy NOE.
[8] Neville A. M.: Właściwości betonu. Polski Cement. Kraków.2000.
[9] Jamroży Z.: Beton i jego technologie. PWN.2000.
[10] Informacyjny Zestaw Cen Czynników Produkcji Budowlanej. III kw. 2001 - Orgbud
Wyszukiwarka
Podobne podstrony:
Metody zagęszczania betonu2
Projektowanie składu betonu na podporę mostu, Projekt Technologia robÄ‚lt budowlanych[1], 1
Instrukcja BHP dla obsługi piły do ciecia betonu, BHP NA BUDOWIE
konkolowe odp NA beton od Loczkaa, Budownictwo, PWSZ -BUDOWNICTWO, SEMESTR III, 2R, Technologia bet
Dostosuj zakład do przepisów prawa pracy Komentarz do ankiety kontrolnej bhp na budowie, 2005 cz3
METODYKA PROWADZENIA ZAJEC NA KURSACH ZEGLARSKICHv 1 1
Pracace zbrojarskie, Instrukcje-Na budowie
sciag na maszyny, technologia żywności, maszyny
wypalanie kamienia wapiennego oraz ocena jakości produktu – wapna palonego. (3), materiały naukowe
ZWIĄZKI REFRAKCYJNE I METODY ICH USUWANIA ZE ŚCIEKÓW, Technologia Wody i Ścieków
bhp przy obsłudze frezarki, BHP NA BUDOWIE
Instrukcja BHP dla obsługi elektronarzędzi, BHP NA BUDOWIE
Łowkis, metody?dań materiałów, zagadnienia na egzamin(1)
Metody prezentacji zjawisk na mapach
zagadnienia na wejściówki z technologii wody
Bhp przy pracach ziemnych na budowie, Instrukcje-Na budowie
więcej podobnych podstron