
W
dostêpnych opracowaniach
z zakresu badañ mechanoskopijnych
niewiele jest publikacji przedstawiaj¹-
cych tematykê badañ wyrobów jubi-
lerskich. Niniejszy artyku³ przedsta-
wia opiniê kryminalistyczn¹ wykona-
n¹ w Laboratorium Kryminalistycz-
nym KWP w Gdañsku, której przed-
miotem by³a identyfikacja wyrobów
jubilerskich wykonanych ze srebra
pochodz¹cych z jednej z gdañskich
pracowni jubilerskich. W trakcie spo-
rz¹dzenia opinii zasz³a koniecznoœæ
zapoznania siê z kolejnymi etapami
procesu technologicznego w tej pra-
cowni ze szczególnym uwzglêdnie-
niem tych, które mog¹ mieæ istotne
znaczenie podczas badañ mechano-
skopijnych.
Proces technologiczny
wyrobów jubilerskich
Pierwszym etapem wytworzenia
wyrobu jubilerskiego jest opracowa-
nie dok³adnej koncepcji artystycznej
danego wyrobu. Nastêpnie rozpoczy-
na siê pierwsza faza procesu techno-
logicznego polegaj¹ca na wykonaniu
jego woskowego modelu, w skali 1:1.
Do tego celu u¿ywa siê d³ut, skroba-
ków, pilników itp.
Kolejnym etapem procesu jest wy-
konanie wzorca stanowi¹cego wiern¹
kopiê modelu woskowego. W tym ce-
lu woskowy model wyrobu zanurza
siê kilkakrotnie w p³ynnej mieszance
ceramicznej, sk³adaj¹cej siê ze
sproszkowanego materia³u ceramicz-
nego z dodatkiem spoiwa i posypuje
drobnoziarnistym materia³em cera-
micznym. Po stwardnieniu pow³ok
ceramicznych tak otrzyman¹ formê
z modelem wygrzewa siê w specjali-
stycznym piecu przez ok. 10 godz.
w temperaturze ok. 600
o
C. W wyniku
tego procesu woskowy rdzeñ ulega
ca³kowitemu wytopieniu, a forma
utwardza siê. Nastêpnie w jego miej-
sce wprowadza siê ciek³y metal szla-
chetny. Po jego zastygniêciu ze-
wnêtrzn¹ skorupê ceramiczn¹ kruszy
siê uzyskuj¹c w ten sposób kopiê wo-
skowego modelu zwan¹ potocznie
wzorzec-matka.
Uzyskany w poprzednim etapie
wzorzec poddaje siê obróbce mecha-
nicznej polegaj¹cej na precyzyjnym
wyg³adzeniu wszystkich krawêdzi
i powierzchni oraz modyfikowaniu
gniazd s³u¿¹cych do mocowania ka-
mieni. Podczas tych czynnoœci nano-
szone s¹ indywidualne cechy w po-
staci zarysowañ i mikroskopijnych
wyprofilowañ powierzchni wzorca,
które powielone zostan¹ na gotowym
wyrobie i stanowiæ bêd¹ podstawê
wszelkich badañ mechanoskopij-
nych. Na tym etapie, na wyrobach
wykonanych ze srebra, wybija siê
tak¿e za pomoc¹ znakowników rêcz-
nych cechê probiercz¹ tzn. próbê
srebra.
W celu wykonania duplikatów
wzorca, czyli gotowych wyrobów
wzorzec-matkê umieszcza siê miê-
dzy grubymi p³atami specjalistycznej
masy gumowej, któr¹ wulkanizuje siê
w formie metalowej. Po wystygniêciu
i rozciêciu gumy wzorzec usuwa siê
otrzymuj¹c jednoczeœnie gotow¹ for-
mê odlewnicz¹ przeznaczon¹ do wy-
konania gotowych wyrobów (ryc. 1).
W procesie wulkanizacji gumy
przenoszony jest nie tylko kszta³t
wzorca-matki, ale tak¿e wszystkie
cechy indywidualne nabyte podczas
mechanicznej obróbki.
Nastêpne etapy procesu technolo-
gicznego przypominaj¹ etap wykona-
nia wzorca-matki.
Wytworzon¹ z masy gumowej for-
mê wype³nia siê wielokrotnie mas¹
modelow¹ uzyskuj¹c po jej zasty-
gniêciu repliki wzorca-matki. Nastêp-
nie repliki te dokleja siê pierœcienio-
wo do rdzenia wykonanego z masy
modelowej tworz¹c w ten sposób tzw.
choinkê modelow¹. Tak, jak w przy-
padku wzorca-matki choinkê zalewa
siê mas¹ formiersk¹, a po jej zasty-
gniêciu ca³oœæ umieszcza siê w pie-
cu. Po wytopieniu siê wewnêtrznej
masy modelowej uzyskuje siê puste
PROBLEMY KRYMINALISTYKI 248/05
57
Z PRAKTYKI
Badania mechanoskopijne wyrobów jubilerskich
Ryc. 1. Forma jubilerska po wyjêciu wzorca-matki
Fig. 1. Jeweller’s mould after removing parent-template
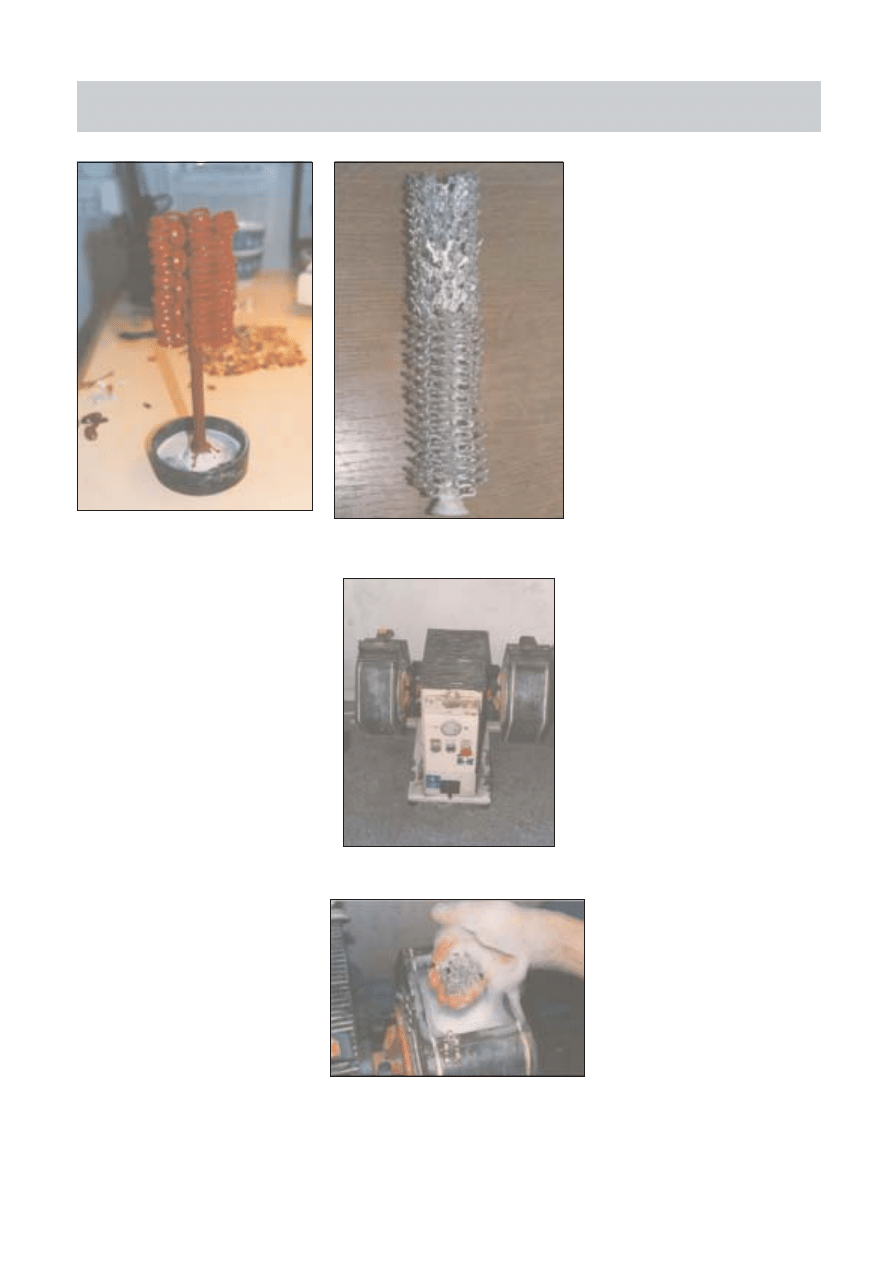
przestrzenie, które pod ciœnieniem
wype³nia siê p³ynnym srebrem. Tak
wiêc w miejscu choinki wykonanej
z masy modelowej powstaje choinka
ze srebra (ryc. 2).
W nastêpnym etapie odlane wyro-
by odcina siê z choinki i poddaje dal-
szej obróbce mechanicznej polegaj¹-
cej na ostatecznym korygowaniu
kszta³tów wyrobu za pomoc¹ szlifie-
rek sto³owych wyposa¿onych w drob-
noziarniste tarcze szlifierskie i tarcze
powlekane filcem. Bardzo istotny jest
fakt, ¿e podczas ostatecznej obróbki
prace szlifierskie wykonywane s¹
g³ównie na powierzchniach ze-
wnêtrznych wyrobów. Pozwala to na
zachowanie tych cech, które powsta-
³y w procesach wytwórczych wzorca-
-matki, maj¹cych decyduj¹ce zna-
czenie w trakcie porównawczych ba-
dañ mechanoskopijnych.
Ostatnim etapem wytwórczym jest
wklejenie kamieni szlachetnych i me-
chaniczne dog³adzanie i polerowanie
powierzchni wyrobu. Odbywa siê to
w trzech cyklach. W pierwszym goto-
we wyroby umieszcza siê w bêbnie
wolnoobrotowej wirówki wahad³owej
wype³nionej materia³em polerskim ty-
pu pumeks, zanurzonym w k¹pieli
wodnej. Cykl drugi polega na prze³o-
¿eniu gotowych wyrobów do wirówki
wype³nionej stalowymi kulkami
o œrednicy ok. 1 mm zanurzonymi
w wodzie z dodatkami œrodków myj¹-
cych. Trzeci cykl to ostateczne pole-
rowanie powierzchni wyrobu i odbywa
siê w specjalistycznej wirówce wype³-
nionej stalowymi prêcikami o œrednicy
0,3 mm i d³ugoœci 5 mm zanurzonymi
w k¹pieli wodnej (ryc. 3 i 4).
W koñcowym etapie produkcji wy-
robu wybija siê logo wytwórcy, czyli
tzw. imiennik i próbê metalu szlachet-
nego (z wyj¹tkiem wyrobów wykona-
nych ze srebra, poniewa¿ próba sre-
bra ju¿ jest odwzorowana ze wzorca-
-matki). Wybicie na gotowym wyrobie
imiennika jest wymagane wy³¹cznie
wtedy, gdy wyroby te maj¹ trafiæ na
rynek krajowy. W przypadku eksportu
wyrobów o wybiciu imiennika decy-
duje zagraniczny odbiorca.
Ca³oœæ opisanego procesu techno-
logicznego zastosowanego przy pro-
dukcji wyrobów jubilerskich przedsta-
wia schemat (patrz nastêpna strona).
Badania mechanoskopijne
W Postanowieniu o dopuszczeniu
dowodu z opinii bieg³ego nades³a-
nym do LK KWP w Gdañsku zawarto
pytanie, czy nades³any materia³ do-
wodowy w postaci gotowych wyro-
bów jubilerskich pochodzi z jednej
z gdañskich pracowni jubilerskich czy
te¿ zosta³ wyprodukowany (skopio-
wany) w innej pracowni. Materia³em
porównawczym w tym przypadku
by³y wzorce-matki przechowywane
jako wzór wyrobu w³asnego pra-
cowni jubilerskiej.
Badaniom porównawczym pod-
dano cechy w postaci niedok³ad-
noœci kszta³tów, wybrzuszeñ, wy-
p³ywów materia³owych znajduj¹-
cych siê na powierzchniach moty-
wów zdobniczych gotowych wyro-
bów i wzorca-matki. Zestawienie
cech przedstawiono na rycinach
7 i 8.
PROBLEMY KRYMINALISTYKI 248/05
58
Z PRAKTYKI
Ryc. 2. Choinki wykonane z masy modelowej (a) i srebra (b)
Fig. 2. „Trees” made of mould material (a) and silver (b)
a
b
Ryc. 3. Wolnoobrotowa wirówka
Fig. 3. Slow-speed separator
Ryc. 4. K¹piel polerska
Fig. 4. Polishing bath
Nale¿y podkreœliæ, ¿e w przypadku
gotowych wyrobów jubilerskich cechy
znajduj¹ce siê na ich powierzchniach
nie bêd¹ tak wyraŸne, jak w przypad-
ku wzorca. Spowodowane jest to
koñcowym procesem wyg³adzania
powierzchni za pomoc¹ szlifierek i wi-
rówek.
Podczas badañ porównawczych
znakowników u¿ytych do wybicia pró-
by srebra napotyka siê jednak na
pewne trudnoœci. Cechy charaktery-
styczne znakowników u¿ytych do wy-
bicia próby, na gotowym wyrobie sta-
j¹ siê niemal ca³kowicie niewidoczne.
Dziêki znajomoœci procesu technolo-
gicznego mo¿liwe jest wydanie opinii
kategorycznej (ryc. 9 i 10).
PROBLEMY KRYMINALISTYKI 248/05
59
Z PRAKTYKI
Ryc. 5 i 6. Materia³ dowodowy w postaci gotowych wyrobów jubilerskich wykonanych ze srebra oraz materia³ porównawczy w postaci wzorców-matek i zna-
kowników rêcznych
Fig. 5 and 6. Evidential material – ready jeweller’s products made of silver and reference material – parent templates and manual stamps
Ryc. 7. Cechy wzorca
(A) i gotowego wyrobu
(B) ujawnione w gniaz-
dach przeznaczonych
do mocowania kamieni
ozdobnych
Fig. 7. Details of
template (A) and ready
product (B) detected in
pockets used for fixing
decorative gems
Ryc. 8. Cechy ujawnione na wewnêtrznych powierzchniach pierœcienia wzor-
ca (A) i pierœcienia gotowego wyrobu (B)
Fig. 8. Details of interior surface of template ring (A) and of ready product (B)
Projektowanie
wyrobu
Wykonanie
duplikatów
wzorca z masy
modelowej
Wykonanie
modelu
woskowego
Odlanie
wyrobów
Obróbka
mechaniczna
gotowych
wyrobów
Wybicie cechy (z wyj¹tkiem
wyrobów ze srebra)
i imiennika
Obróbka
mechaniczna
powierzchni
wzorca
Wybicie cechy
(wyroby ze
srebra)
Odlanie
wzorca-
-matki
A
A
B
B

Podsumowanie
1. Wyroby jubilerskie maj¹ cechy
powsta³e w wyniku procesu technolo-
gicznego umo¿liwiaj¹ce przeprowa-
dzenie mechanoskopijnych badañ
identyfikacyjnych i identyfikacjê pra-
cowni, z której wyroby te pochodz¹.
Podstaw¹ identyfikacji s¹ wzorce-
-matki zazwyczaj przechowywane
w pracowniach jubilerskich.
2. Czêœæ cech nie ulega zatarciu
w trakcie u¿ytkowania wyrobu (cechy
wystêpuj¹ce w gniazdach kamieni),
w zwi¹zku z tym mo¿liwa jest identy-
fikacja wyrobu niezale¿nie od czasu
jego u¿ytkowania.
3. Podczas badañ nale¿y pamiê-
taæ, ¿e cecha probiercza na wyro-
bach ze srebra nanoszona jest na
wzorcu-matce.
4. W przypadku wyrobów przezna-
czonych na eksport nie ma obowi¹z-
ku nanoszenia tzw. imiennika.
S³awomir Ma³ecki
Piotr Pa³ubicki
PROBLEMY KRYMINALISTYKI 248/05
60
Z PRAKTYKI
Ryc. 9. Cecha probiercza wybita na wzorcu-matce
Fig. 9. Hallmark punched on parent template
Ryc. 10. Widok cechy probierczej na gotowym wyrobie
Fig. 10. View of hallmark on ready product
W Wydziale Mechanoskopii i Bali-
styki Centralnego Laboratorium Kry-
minalistycznego Komendy G³ównej
Policji poddawane s¹ badaniom eg-
zemplarze broni palnej o bardzo nie-
typowych konstrukcjach. W listopa-
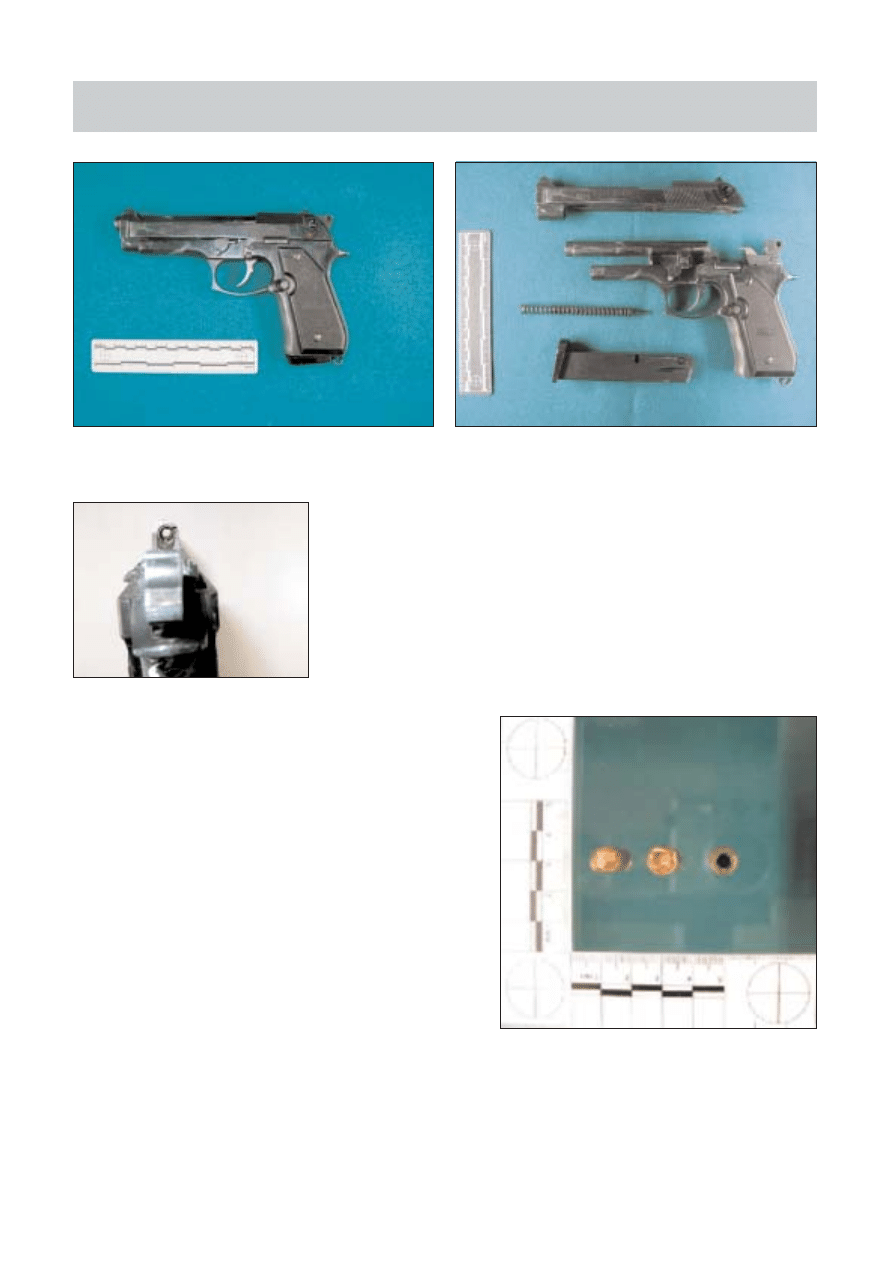
dzie 2004 roku przekazano do badañ
samodzia³owo przerobiony pistolet
gazowy RECK MIAMI kal. 8 mm pro-
dukcji niemieckiej (ryc. 1, 2).
Przeróbka przedmiotowego pisto-
letu gazowego polega³a na usuniêciu
z przewodu lufy oryginalnej przegro-
dy uniemo¿liwiaj¹cej wystrzeliwanie
elementów ra¿¹cych w postaci poci-
sków. Przewód lufy badanego eg-
zemplarza broni zosta³ nawiercony
od strony wylotu do koñcowej czêœci
komory nabojowej przy u¿yciu wiert³a
o œrednicy 8 mm (ryc. 3).
Badania szczegó³owe przekaza-
nego do badañ egzemplarza broni
wykaza³y, ¿e jego komora nabojowa
nie by³a poddawana samodzia³owej
przeróbce i mo¿na do niej za³adowaæ
pistoletowy nabój gazowy lub alarmo-
wy kal. 8 mm (amunicja typowa dla
broni gazowej nieprzerabianej).
W trakcie strzelañ próbnych oka-
za³o siê, ¿e po rêcznym wprowadze-
niu pistoletowego naboju alarmowe-
go kal. 8 mm z magazynka do komo-
ry nabojowej, próba oddania strza³u
zakoñczy³a siê negatywnie. Uderze-
nie grota iglicznego w powierzchniê
sp³onki za³adowanego naboju spo-
wodowa³o wepchniêcie go do wnê-
trza lufy na niewielk¹ g³êbokoœæ.
W trakcie kolejnego rêcznego prze³a-
dowania broni wprowadzono do ko-
mory nabojowej, pobrany z magazyn-
ka, nastêpny pistoletowy nabój alar-
mowy kal. 8 mm. Nabój ten spowodo-
wa³ jednoczeœnie wepchniêcie na
wiêksz¹ g³êbokoœæ naboju czêœciowo
znajduj¹cego siê w przewodzie lufy
(pozostaj¹cego w lufie po pierwszej
próbie oddania strza³u). W trakcie
rêcznego prze³adowywania broni na-
st¹pi³o ponowne napiêcie kurka. Na-
cisk na jêzyk spustowy badanego eg-
zemplarza broni spowodowa³ zwol-
nienie kurka z zaczepu. Kurek ude-
rzaj¹c w koñcówkê iglicy uruchomi³ j¹
ku przodowi i nast¹pi³ kontakt ze
sp³onk¹ naboju znajduj¹cego siê
w komorze nabojowej pistoletu. Po-
niewa¿ nabój napotka³ na swojej dro-
dze opór w postaci dna naboju znaj-
duj¹cego siê wewn¹trz przewodu lu-
fy, dlatego nie przemieœci³ siê i nast¹-
pi³o odpalenie jego sp³onki. Ciœnienie
gazów prochowych powstaj¹cych
podczas odpalania naboju spowodo-
wa³o wyrzucenie z przewodu lufy
znajduj¹cego siê w nim naboju. Wy-
Nabój i ³uska jako pociski do broni palnej
PROBLEMY KRYMINALISTYKI 248/05
61
Z PRAKTYKI
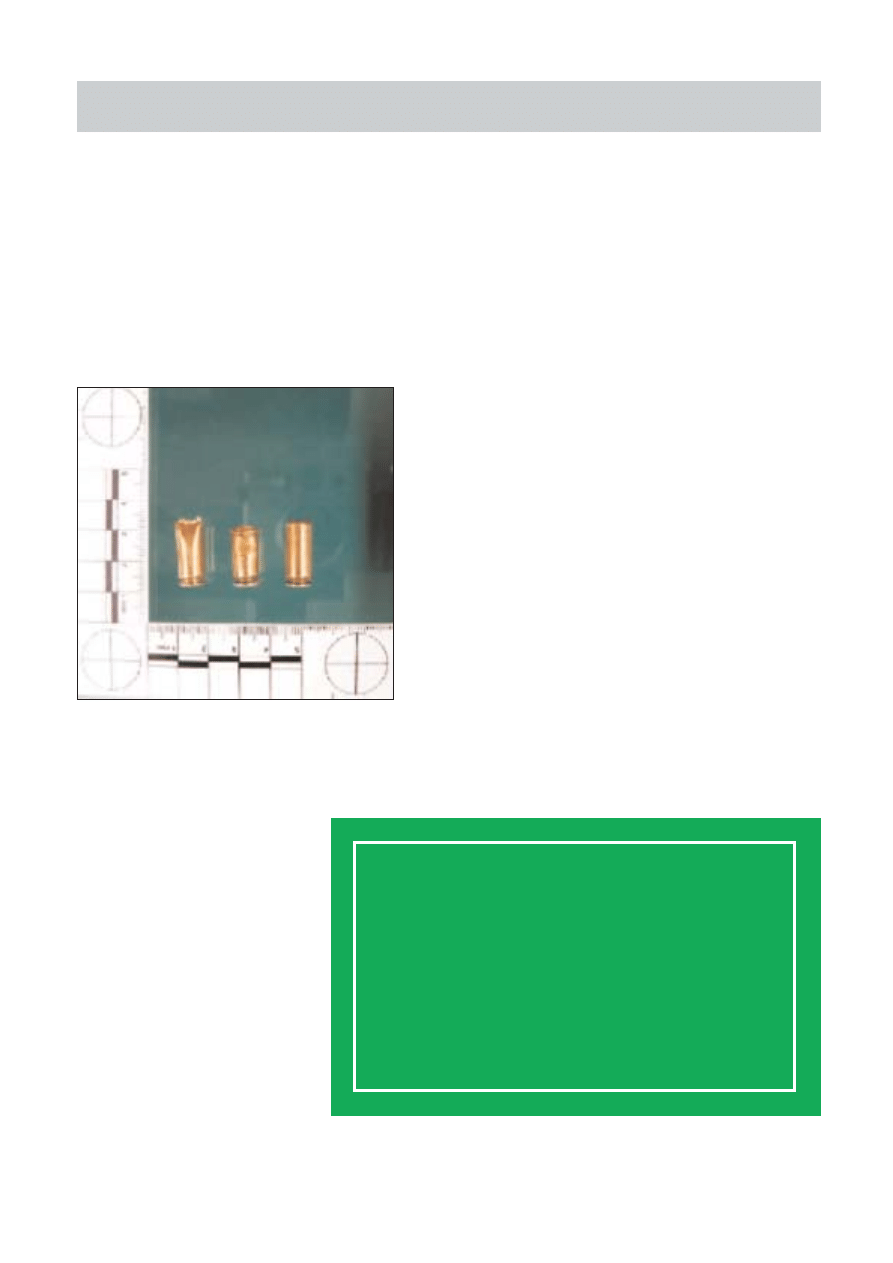
strzelony pocisk w postaci nieodpalo-
nego naboju zag³êbi³ siê w drewniany
kulochwyt na g³êbokoœæ 7 mm. Strza³
zosta³ oddany z odleg³oœci 10 me-
trów (odleg³oœæ miêdzy wylotem lufy
pistoletu a powierzchni¹ drewniane-
go kulochwytu). Po oddanym strzale
³uska odpalonego naboju nie zosta³a
automatycznie usuniêta z komory na-
bojowej przez zamek cofaj¹cy siê ku
ty³owi. Ciœnienie gazów prochowych
spowodowa³o odrzut zamka pistoletu
w tylne po³o¿enie, a tym samym na-
piêcie kurka. Ruch zamka ku przodo-
wi, pod wp³ywem dzia³ania sprê¿yny
powrotnej, spowodowa³ pobranie
z magazynka kolejnego pistoletowe-
go naboju alarmowego kal. 8 mm
i wprowadzenie go do komory nabo-
jowej badanego egzemplarza broni.
Nabój ten wepchn¹³ do wnêtrza lufy
odstrzelon¹ ³uskê. Naciœniêcie na jê-
zyk spustowy badanego pistoletu
spowodowa³o oddanie nastêpnego
strza³u. Gazy prochowe, powstaj¹ce
podczas odpalania naboju z komory
nabojowej, doprowadzi³y do wystrze-
lenia z przewodu lufy znajduj¹cej siê
w nim ³uski, pozosta³ej po poprzed-
nim strzale. £uska ta zag³êbi³a siê
w drewniany kulochwyt na g³êbokoœæ
5 mm. Strza³ by³ oddany,
jak poprzednio, z odle-
g³oœci 10 metrów. Ciœnie-
nie gazów prochowych
spowodowa³o odrzuce-
nie zamka do ty³u. £uska
odstrzelonego naboju
nie zosta³a automatycz-
nie usuniêta z komory
nabojowej pistoletu pod-
czas ruchu zamka ku ty-
³owi. Przy ruchu zamka
pistoletu ku przodowi na-
st¹pi³o pobranie z maga-
zynka nabojowego kolej-
nego pistoletowego na-
boju alarmowego kal.
8 mm i wprowadzenie go
do komory nabojowej.
Wprowadzany nabój we-
pchn¹³ odstrzelon¹ ³uskê
do wnêtrza lufy. Odda-
wanie kolejnych strza³ów
nastêpowa³o wed³ug powy¿szego
procesu (ryc. 4, 5).
Przeprowadzone badania wykaza-
³y, ¿e przy pierwszej próbie oddania
strza³u z badanego pistoletu nie na-
st¹pi³o odpalenie naboju znajduj¹ce-
go siê w komorze nabojowej jego lu-
fy. Po rêcznym wprowadzeniu na-
stêpnego naboju do komory nabojo-
wej mo¿na oddaæ strza³, w którym
pociskiem jest poprzednio nieod-
Ryc. 1. Widok boczny przerobionego pistoletu gazowego RECK MIAMI kal.
8 mm
Fig. 1. Side view of RECK MIAMI altered gas pistol cal 8 mm
Ryc. 2. Przerobiony pistolet gazowy RECK MIAMI czêœciowo roz³o¿ony
Fig. 2. Dismantled altered RECK MIAMI gas pistol
Ryc. 3. Widok rozwierconej lufy w pistolecie ga-
zowym RECK MIAMI kal. 8 mm
Fig. 3. View of bored through barrel in RECK
MIAMI gas pistol cal. 8 mm
Ryc. 4. Widok ³usek-pocisków (dwóch odkszta³conych – wyjêtych
z kulochwytu, jednej nieodkszta³conej – usuniêtej z komory nabo-
jowej po ostatnim strzale) – widok z góry
Fig. 4. View of cases-bullets (two deformed ones removed from
bullet trap, one intact removed from chamber after last shot) –
view from above
PROBLEMY KRYMINALISTYKI 248/05
62
Z PRAKTYKI
strzelony nabój (nieusuniêty z komo-
ry nabojowej po nieudanej próbie od-
dania strza³u). Po tym strzale nastê-
puje automatyczne prze³adowanie
broni i mo¿na oddawaæ kolejne strza-
³y, gdzie pociskami s¹ ³uski poprzed-
nio odstrzelonych nabojów. W trakcie
oddawania strza³ów nie nastêpuje
automatyczne usuwanie pozosta³ych
po nabojach ³usek z komory nabojo-
wej badanego pistoletu.
Wyniki przeprowadzonych badañ
wskazuj¹, ¿e pociskami wystrzeliwa-
nymi z odpowiednio przerobionej bro-
ni palnej mog¹ byæ tak¿e naboje oraz
pochodz¹ce od nich ³uski.
Warto zauwa¿yæ, ¿e w amerykañ-
skiej prasie fachowej (magazyn
GUNS&AMMO HIGH-TECH FIRE-
ARMS) kilka lat temu zosta³ zamiesz-
czony artyku³ opisuj¹cy prototypowy
system broni dzia³aj¹cej w sposób
opisany powy¿ej. Konstruktor syste-
mu, Doug Olson, nada³ mu nazwê
„systemu usuwania ³usek naboi z du-
¿¹ prêdkoœci¹” (ang. „High Velocity
Cartridge Case Ejection System –
HVCCES”). W sk³ad systemu wcho-
dzi³ pistolet maszynowy dzia³aj¹cy na
zasadzie odprowadzenia czêœci ga-
zów prochowych przez boczny otwór
w lufie. Naboje stosowane w tym sys-
temie broni zosta³y nazwane „amuni-
cj¹ bezpociskow¹ z wg³êbieniem
wierzcho³kowym” (ang. „hollowpoint
bulletless ammo”).
Zaletami powy¿szego systemu s¹:
l¿ejsza i tañsza amunicja,
du¿a moc obalaj¹ca,
zmniejszona sk³on-
noϾ do rykoszetowania
(pociski przebijaj¹ przed-
ni¹ szybê samochodu
przy k¹cie uderzenia
45
o
),
du¿a zdolnoœæ
przestrzeliwania opon
samochodowych (po-
cisk-³uska wycina du¿y
otwór, powoduj¹c na-
tychmiastowy spadek ci-
œnienia w oponie),
du¿a prêdkoœæ
i energia pocisku na ty-
powych dystansach
strzelania z broni krótkiej
przy jednoczesnym
szybszym spadku prêd-
koœci na dalszych dy-
stansach w porównaniu
z amunicj¹ konwencjo-
naln¹ (mniejsze ryzyko
zranienia osób postronnych przy za-
stosowaniach policyjnych),
podczas strzelania z broni za-
montowanej w wozach bojowych ³u-
ski oraz toksyczne gazy prochowe
nie s¹ odprowadzane do przedzia³u
bojowego. W przypadku dzia³ania
w terenie ska¿onym chemicznie lub
biologicznie nie ma mo¿liwoœci prze-
dostania siê ska¿enia do wnêtrza po-
jazdu przez przewód lufy ze wzglêdu
na sta³e uszczelnienie od strony wlo-
tu,
lepsze wyciszenie broni auto-
matycznej przy zastosowaniu t³umika
huku wystrza³u – gazy prochowe nie
wydostaj¹ siê z broni od strony wlotu
lufy.
Twórca systemu, który pracuje
w firmie Knights Armaments zajmu-
j¹cej siê produkcj¹ m.in. samopow-
tarzalnego karabinu snajperskiego
SR-25, t³umików huku i innych no-
woczesnych akcesoriów do broni
palnej, nie zdecydowa³ siê na opa-
tentowanie ww. broni oraz wprowa-
dzenie jej na rynek z powodu zbyt-
niego nowatorstwa, co wymaga³oby
du¿ych nak³adów finansowych dla
osi¹gniêcia sukcesu komercyjnego.
Oprac. Henryk Juszczyk
Pawe³ Adamkiewicz
Ryc. 5. Widok ³usek-pocisków (dwóch odkszta³conych – wyjêtych
z kulochwytu, jednej nieodkszta³conej – usuniêtej z komory nabo-
jowej po ostatnim strzale) – widok z boku
Fig. 5. View of cases-bullets (two deformed ones removed from
bullet trap, one intact removed from chamber after last shot) – side
view
Czytelniku,
wszelkie infomacje
o naszych wydawnictwach
znajdziesz na stronie
internetowej
www.kgp.gov.pl
Wyszukiwarka
Podobne podstrony:
Badania mechaniczne
BADANIA PRZECHOWLNICZE WYROBÓW CIASTKARSKICH
Badania mechaniczne próbek polimerów przed umieszczeniem ich w
Badania Makroskopowe wyrobów hutniczych
BADANI~1, Mechanika i Budowa Maszyn PWR MiBM, Semestr I, Fizyka, laborki, sprawozdania z fizykii, fi
BADANIA MAKROSKOPOWE WYROBÓW STALOWYCH–PRÓBA BAUMANNA, Uczelnia, Metalurgia
Badania mechaniczne drutów Sprawozdnie
1 7 PN EN 1097 8 2002 Badanie mechanicznych i fizycznych wl kruszyw Oznaczanie polerowalnosci kamien
badania, Mechanika gruntów, Bednarek
Badania mechaniczne drutów
Cw 4 Badanie mechanicznych czlonow r
1 5 PN EN 1097 2 2000 Badania mechanicznych i fizycznych wl kruszyw Metoda oznaczania odpornosci na
PN EN 1097 6 2002 Badania mechanicznych i fizycznych wl kruszyw Oznaczanie gestosci ziarn i nasia
PN EN 1097 6 2002 Badania mechanicznych i fizycznych wl kruszyw Oznaczanie gestosci ziarn i nasia
Próby technologiczne badania własności wyrobów
Badania mechaniczne próbek polimerów przed umieszczeniem ich w
PN EN 1097 6 2002 Badania mechanicznych i fizycznych wl kruszyw Oznaczanie gestosci ziarn i nasia
więcej podobnych podstron