51
Elektronika Praktyczna 6/2003
N O T A T N I K P R A K T Y K A
W†artykule omÛwiono popularne, domowe
metody wykonywania p³ytek drukowanych,
ze szczegÛlnym uwzglÍdnieniem czynnikÛw
warunkuj¹cych powtarzalnoúÊ procesu
i†przyczyn najczÍúciej pope³nianych
b³ÍdÛw.
W†pierwszej czÍúci artyku³u
przedstawiamy przegl¹d najbardziej
popularnych metod wykonywania p³ytek
drukowanych, za miesi¹c opublikujemy
opis metody pozwalaj¹cej w†warunkach
domowych uzyskaÊ powtarzalne úcieøki
6-milsowe.
WstÍp
Potrzeba ³atwego dostÍpu do
p³ytek drukowanych towarzy-
szy elektronikom niemal od
pocz¹tku obecnoúci technolo-
gii PCB na rynku. Jeszcze we
wczesnych latach 90. moøli-
woúci wyboru zawiera³y†siÍ
pomiÍdzy ømudnym malowa-
niem úcieøek lakierem do paz-
nokci b¹dü alchemi¹ ciemni
fotograficznej a wydaniem
okr¹g³ej sumki na p³ytkÍ wy-
konan¹ profesjonalnie lub po-
úwiÍceniem naleønej liczby
godzin na zabaw͆z†kynarem
i†p³ytk¹ uniwersaln¹. Na prze-
strzeni ostatnich kilku lat
problem amatorskich PCB za-
cz¹³ jednak nabieraÊ nowego
wymiaru. OtÛø coraz wiÍksza
liczba interesuj¹cych uk³adÛw
Prototyp w godzinę
− precyzja niemal przemysłowa
scalonych opuszcza fabryki
wy³¹cznie w†obudowach SMD
o†gÍstoúci wyprowadzeÒ prze-
kraczaj¹cej moøliwoúci jakich-
kolwiek p³ytek uniwersalnych.
Z†drugiej strony oferta za-
k³adÛw zajmuj¹cych siÍ pro-
fesjonaln¹ technologi¹ PCB
staje siÍ coraz ³atwiej dostÍp-
na (przede wszystkim finanso-
wo) dla zwyk³ych úmiertelni-
kÛw. Do przesz³oúci naleø¹
k³opotliwe pytania o†listy
apertur oraz w³asnorÍczne
przygotowywanie plikÛw Ger-
bera i†listy wierceÒ. WiÍk-
szoúÊ zak³adÛw bez oporÛw
przyjmuje pliki zapisane
w†formacie popularnych na-
rzÍdzi projektowych. W†zasa-
dzie nie stanowi juø w†tej
chwili wiÍkszego problemu
Płytki drukowane w domu, część 1

N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 6/2003
52
z³oøenie zamÛwienia na wyko-
nanie precyzyjnych, jednostko-
wych p³ytek przeznaczonych
do prototypu urz¹dzenia. Jed-
nak wci¹ø pozostaje kilka is-
totnych ìaleî... Rozmiary jed-
nostkowego zamÛwienia s¹ za-
zwyczaj znacznie mniejsze od
rozmiarÛw typowych formatek
stosowanych w†procesie tech-
nologicznym. Dlatego wyko-
nawcy czekaj¹, aø zbierze siÍ
odpowiednia liczba ìdetalis-
tÛwî potrzebna do wype³nie-
nia formatki produkcyjnej lub
odpowiednio podnosz¹ ceny
obowi¹zuj¹ce przy ma³ych za-
mÛwieniach. RÛwnieø koszt
przygotowania dokumentacji
produkcyjnej wnosi swÛj nie-
bagatelny udzia³ do finalnej
kwoty widniej¹cej na fakturze.
Oczywiúcie moøna powie-
dzieÊ, øe ìprototyp musi kosz-
towaÊî. Jednak niezaleønie od
posiadanego budøetu nie da
siÍ zniwelowaÊ czasu, jaki
musi up³yn¹Ê od zapisania na
dysku projektu PCB do chwili
wziÍcia do rÍki upragnionego
kawa³ka laminatu. Nawet za-
mawiaj¹c us³ugÍ 24-godzinn¹
wed³ug specjalnych supereks-
presowych stawek, nie unik-
nie siÍ koniecznoúci fizyczne-
go dostarczenia p³ytki do zle-
ceniodawcy. Dlatego amators-
kie metody wytwarzania PCB
wci¹ø budz¹ øywe zaintereso-
wanie. Uúciúlijmy przy tym,
øe pojÍcie ìamatorskieî nie
odnosi siÍ do rangi i†stopnia
komplikacji samych projektÛw,
a†raczej oznacza brak dostÍpu
do rozbudowanego zaplecza
technologicznego. Z†punktu
widzenia hobbysty, techniki te
stwarzaj¹ moøliwoúÊ ominiÍcia
kosztÛw stawiaj¹cych pod zna-
kiem zapytania sens realizacji
wielu zamierzeÒ. Dla projek-
tanta-profesjonalisty kryje siÍ
w†nich ³atwoúÊ szybkiego pro-
totypowania i†wprowadzania
zmian do projektowanych
uk³adÛw. Dysponuj¹c techno-
logi¹ amatorsk¹, nawet o†gor-
szej jakoúci niø technologie
profesjonalne, ale za to do-
stÍpn¹ na zawo³anie, moøna j¹
efektywnie wykorzystaÊ przy
uruchamianiu niekrytycznych
fragmentÛw uk³adu. Jak zresz-
t¹ zobaczymy w†drugiej czÍúci
artyku³u, rezultaty osi¹galne
po nabraniu pewnego do-
úwiadczenia s¹ co najmniej
godne uwagi.
Najefektowniejsza, a†zarazem
precyzyjna metoda szybkiego
wytwarzania jednostkowych
p³ytek prototypowych polega
na bezpoúrednim grawerowa-
niu mozaiki na powierzchni
laminatu. M.in. w†EP8/2001
opisywaliúmy marzenie projek-
tanta - specjalizowane plotte-
ry graweruj¹ce firmy LPKF.
Niestety urz¹dzenia te, z†racji
ceny, leø¹ w†zasiÍgu moøli-
woúci jedynie nielicznych ze-
spo³Ûw projektowych, a†dla
wiÍkszoúci z†nas pozostan¹
w³aúnie marzeniem.
Tajniki technologii
Zdecydowana wiÍkszoúÊ
wspÛ³czesnych technologii
PCB opiera siÍ na metodach
fotochemicznych, przy czym
rozrÛøniamy tu dwie zasadni-
cze grupy:
- metody subtraktywne polega-
j¹ce na selektywnym usuwa-
niu zbÍdnych obszarÛw mie-
dzi z†powierzchni laminatu,
- metody addytywne (lub pÛ³-
addytywne) wykorzystuj¹ce
selektywne osadzanie miedzi
tworz¹cej mozaikÍ úcieøek.
Metody addytywne, a†do
nich naleø¹ niestety prawie
wszystkie sposoby metalizacji
otworÛw, do chwili obecnej
leø¹ poza zasiÍgiem dzia³aÒ
amatorskich. Wynika to zarÛ-
wno z†koniecznoúci korzysta-
nia ze skomplikowanych pro-
cesÛw chemicznych (aktywacja
powierzchni nieprzewodz¹-
cych, chemiczne i†elektroche-
miczne osadzanie miedzi), jak
rÛwnieø z†koniecznoúci uøycia
precyzyjnych wysokoobroto-
wych wiertarek niezbÍdnych
do wykonania otworÛw o†rÛw-
nych, g³adkich úciankach.
Tak wiÍc, w†domenie ama-
torÛw pozostaj¹ wy³¹cznie je-
dno- lub dwuwarstwowe p³yt-
ki drukowane wykonywane
metod¹ subtraktywn¹, czyli
wykonywane przez selektywne
maskowanie i†trawienie nie-
os³oniÍtej miedzi.
Uúciúlijmy zatem, jakie wy-
magania powinna spe³niaÊ za-
dowalaj¹ca technologia wytwa-
rzania PCB:
- wierne odwzorowanie szcze-
gÛ³Ûw projektu, a†w†szcze-
gÛlnoúci zachowanie ci¹g-
³oúci w¹skich úcieøek i†nie-
powodowanie zwarÊ blisko
po³oøonych elementÛw mo-
zaiki. Od minimalnych osi¹-
galnych rozmiarÛw úcieøek
i†dziel¹cych je separacji za-
leøy m.in. jakich typÛw
obudÛw elementÛw bÍdzie-
my mogli uøywaÊ w†swoich
projektach.
- dok³adne zachowanie rozmia-
rÛw ca³ego projektu, umoøli-
wiaj¹ce m.in. dopasowanie
precyzyjnych elementÛw
o†duøych rozmiarach, takich
jak np. wielostykowe z³¹cza
lub gniazda pamiÍci DIMM.
- ze wzglÍdu na warunki war-
sztatowe dodajmy jeszcze
brak wymagaÒ dotycz¹cych
kosztownego wyposaøenia,
trudno dostÍpnych b¹dü tok-
sycznych odczynnikÛw itp.
Obecnie moøemy w†zasadzie
mÛwiÊ o†trzech ìdomowychî
sposobach maskowania po-
wierzchni miedzi:
- malowanie úcieøek pisakiem
odpornym na trawienie,
- zastosowanie emulsji úwiat-
³oczu³ej (fotolitografia),
- nanoszenie maski ochronnej
metod¹ termotransferu.
O†malowaniu pisakiem che-
moodpornym wspominam je-
dynie z†kronikarskiego obo-
wi¹zku, gdyø nadaje siÍ wy-
³¹cznie do bardzo prostych
urz¹dzeÒ. RÍczne naniesienie
punktÛw lutowniczych pod
uk³ad w†obudowie DIP wyma-
ga pewnej rÍki i†nie zawsze
udaje siÍ bez b³ÍdÛw. Posiada-
nie odpornego na trawienie
pisaka z†bardzo cienk¹ koÒ-
cÛwk¹ (np. 0,3 mm) moøe jed-
nak okazaÊ siÍ przydatne do
ew. retuszu masek wykona-
nych innymi metodami.
Kolejne dwie techniki s¹
przedmiotem niekoÒcz¹cej siÍ
rywalizacji pomiÍdzy zwolen-
nikami emulsji úwiat³oczu³ej
Positiv 20 a†uøytkownikami
folii TES-200 oraz - od nie-
dawna - fanami obiecuj¹cej
metody termotransferowej wy-
korzystuj¹cej papier kredowy
w†roli noúnika. Pierwsze dwie
metody, tzn. Positiv i†TES-200
s¹ powszechnie znane, a†ich
opisy ³atwo dostÍpne w†Inter-
necie. Artyku³ poúwiÍcony fo-
tochemicznemu wytwarzaniu
p³ytek PCB znalaz³ siÍ teø kie-
dyú na ³amach EP (listopad
1994) i†jest rÛwnieø dostÍpny
na internetowej stronie EP
(http://www.ep.com.pl/?ftp/ma-
kepcb/index.html). Jednak
urok kaødej technologii tkwi
w†szczegÛ³ach, a†posiadanie jej
opisu nie oznacza jeszcze
prostej drogi do sukcesu. Nie-
przypadkowo najcenniejszym
tomem dokumentacji technolo-
gicznej w†wielu zak³adach jest
zeszyt z†odrÍcznymi notatkami
g³Ûwnego technologa. Dlatego,
zamiast powtarzaÊ ogÛlnie
znane wyjaúnienia, skoncent-
rujÍ siÍ przede wszystkim na
omÛwieniu czynnikÛw decy-
duj¹cych o†jakoúci wykonania
oraz na mechanizmach naj-
czÍúciej pope³nianych b³ÍdÛw.
Pewn¹ nowoúci¹, znan¹ do-
tychczas g³Ûwnie uczestnikom
internetowych grup dyskusyj-
nych, jest zmodyfikowana me-
toda termotransferowa wyko-
rzystuj¹ca papier kredowy.
Opieraj¹c siÍ na bardzo pros-
tym pomyúle, pozwala ona na
osi¹gniÍcie zaskakuj¹co dob-
rych i†powtarzalnych wyni-
kÛw. Nie bÍdÍ ukrywa³, øe
technika ta najbardziej przy-
pad³a mi do gustu, dlatego
poúwiÍcÍ jej drug¹ czÍúÊ arty-
ku³u, prÛbuj¹c zarazem okreú-
liÊ, gdzie leø¹ granice jej moø-
liwoúci.
Fotolitografia
z†wykorzystaniem
Positivu
Starsi staøem Czytelnicy pa-
miÍtaj¹ zapewne skomplikowa-
ne przepisy przygotowania
i†stosowania negatywowych
emulsji úwiat³oczu³ych spo-
rz¹dzonych na bazie albuminy,
kleju stolarskiego lub szelaku
i†uczulanych dwuchromianem
potasu lub amonu. Moøna za-
ryzykowaÊ stwierdzenie, øe do-
piero upowszechnienie prepa-
ratu Positiv 20 otworzy³o dro-
gÍ do wytwarzania dobrych ja-
koúciowo p³ytek drukowanych
w†warunkach domowego war-
sztatu. £atwoúÊ nanoszenia
emulsji, doskona³a rozdziel-
czoúÊ, dobra úwiat³oczu³oúÊ
i†prosty sposÛb wywo³ywania
niezmiernie uproúci³y i†skrÛ-
ci³y†proces technologiczny. Fo-
tolitografia oferuje rÛwnieø po-
tencjalnie najwyøsz¹ precyzjÍ
odwzorowania. Jednak, z†dru-
giej strony, metoda fotoche-
Termotransferową metodę wykonywania płytek
polecamy w szczególności:
Amatorom − jako tani sposób wytwarzania
jednostkowych płytek do własnych projektów
nie wymagający korzystania z ciemni
i czystego laboratorium.
Zawodowcom − jako sposób na szybkie
wykonywanie płytek prototypowych. W ramach
zachęty zasygnalizujemy, że wykonanie
jednostronnej płytki drukowanej dobrej
jakości zajmuje mniej niż 1 h i daje się
przeprowadzić niemalże na biurku obok
komputera.
53
Elektronika Praktyczna 6/2003
N O T A T N I K P R A K T Y K A
miczna to wci¹ø czasoch³onny,
kilkuetapowy proces o†wielu
stopniach swobody, a†b³Ídy
pope³nione na ktÛrymkolwiek
z†etapÛw powoduj¹, øe pracÍ
trzeba zacz¹Ê od pocz¹tku.
Uzyskanie powtarzalnych wy-
nikÛw wymaga úcis³ego prze-
strzegania reøimu technologicz-
nego. WymieÒmy zatem naj-
waøniejsze etapy decyduj¹ce
o†jakoúci finalnego produktu:
- przygotowanie powierzchni
laminatu,
- nanoszenie warstwy úwiat³o-
czu³ej (fotorezystu),
- suszenie fotorezystu,
- naúwietlanie,
- wywo³ywanie,
- trawienie miedzi,
- usuwanie rezystu.
Przygotowanie
powierzchni p³ytki
W†odniesieniu do Positiv
20, producent (firma CRC
Kontakt Chemie) czÍsto
w†swoich materia³ach uøywa
okreúlenia ìlakierî. Faktycz-
nie, opakowanie aerozolowe
i†stosowane rozpuszczalniki
(m.in. aceton, eter dwumetylo-
wy) blisko kojarz¹ siÍ z†malo-
waniem, a†zamierzaj¹c uzyskaÊ
pow³okÍ o†dobrej przyczepnoú-
ci, rÛwnieø powinniúmy stoso-
waÊ siÍ do zasad panuj¹cych
w†tej dziedzinie. Do wykona-
nia p³ytek drukowanych nale-
øy wybieraÊ laminat pozba-
wiony wgnieceÒ, g³Íbokich rys
i†úladÛw korozji. Przygotowa-
nie powierzchni polega na de-
likatnym, rÛwnomiernym zma-
towieniu miedzi (rozwiniÍcie
powierzchni poprawia adhezjÍ
lakieru) oraz bardzo dok³ad-
nym odt³uszczeniu. W†prakty-
ce dosyÊ dobrze zdaj¹ egza-
min detergentowe, ìnierysuj¹-
ceî mleczka do czyszczenia
urz¹dzeÒ sanitarnych (np. CIF,
Skrzat itp.) lub p³yny do my-
cia naczyÒ. Moøna rÛwnieø
pos³uøyÊ siÍ bardzo drobnym,
wodoodpornym papierem
úciernym o†gradacji >1000,
szlifuj¹c p³ytkÍ na mokro -
najlepiej pod strumieniem bie-
ø¹cej wody. O†dobrym od-
t³uszczeniu úwiadczy rÛwno-
mierne zwiløanie przez wodÍ
ca³ej powierzchni. Nie muszÍ
chyba dodawaÊ, øe od tego
momentu nie wolno juø doty-
kaÊ miedzi palcami. Ponie-
waø†czysta powierzchnia mie-
dzi ulega stopniowemu utle-
nianiu i†zabrudzeniom, nie
naleøy teø niepotrzebnie zwle-
kaÊ z†lakierowaniem.
Nanoszenie fotorezystu
Podobnie jak w†przypadku
pow³ok lakierniczych, przy na-
k³adaniu fotorezystu zaleøy
nam na rÛwnomiernym, szczel-
nym pokryciu ca³ej powierzch-
ni pod³oøa. Dodatkowo jednak,
szczegÛlnego znaczenia nabiera
gruboúÊ naniesionej warstwy
przek³adaj¹ca siÍ bezpoúrednio
na wartoúÊ energii promienio-
wania potrzebnej do jej pra-
wid³owego naúwietlenia. Nie-
rÛwnomiernoúÊ warstwy moøe
spowodowaÊ problemy z†dobo-
rem czasu ekspozycji,
a†w†skrajnym przypadku unie-
moøliwiÊ poprawne naúwietle-
nie ca³ego pola roboczego.
GruboúÊ warstwy úwiat³oczu³ej
decyduje rÛwnieø o†osi¹galnej
rozdzielczoúci odwzorowania -
aczkolwiek zalecana pow³oka
Positivu jest stosunkowo cien-
ka (ok. 6...8
µm), dziÍki cze-
mu w†zastosowaniach PCB jej
gruboúÊ nie wywiera znacz¹ce-
go wp³ywu na rozdzielczoúÊ
metody. Do oszacowania
gruboúci moøna pos³uøyʆsiÍ
ocen¹ barwy - zgodnie z†tab.
1. Podane barwy odnosz¹ siÍ
do emulsji naniesionej na pod-
³oøe bezbarwne - np. alumi-
nium. Na skutek mieszania
barw, lakier naniesiony na po-
wierzchniÍ miedzi zyskuje od-
cieÒ fioletowy.
Nak³adanie pow³oki najlepiej
wykonywaÊ przy øÛ³tym úwiet-
le, aczkolwiek w†stanie mokrym
emulsja jest s³abo wraøliwa i†to-
leruje krÛtkotrwa³e oúwietlenie
przyt³umionym úwiat³em dzien-
nym. W†miarÍ schniÍcia jej
úwiat³oczu³oúÊ istotnie wzrasta,
dlatego suszenie powinno odby-
waÊ siÍ juø w†ciemnoúci.
P³ytka przeznaczona do la-
kierowania musi byÊ dok³ad-
nie wysuszona po myciu. Do
malowania natryskiem uk³ada-
my laminat poziomo lub na-
chylony pod niewielkim k¹-
tem. Malowanie prowadzi siÍ
jednym nieprzerwanym ru-
chem, rozpoczynaj¹c†natrysk
poza p³ytk¹, a†nastÍpnie wo-
dz¹c dyszÍ wzd³uø linii zyg-
zakowatej, pocz¹wszy od gÛr-
nego naroønika. Przed skiero-
waniem strumienia na p³ytkÍ
warto poúwiÍciÊ kilka kropel
preparatu na przedmuchanie
dyszy i†uwolnienie ewentual-
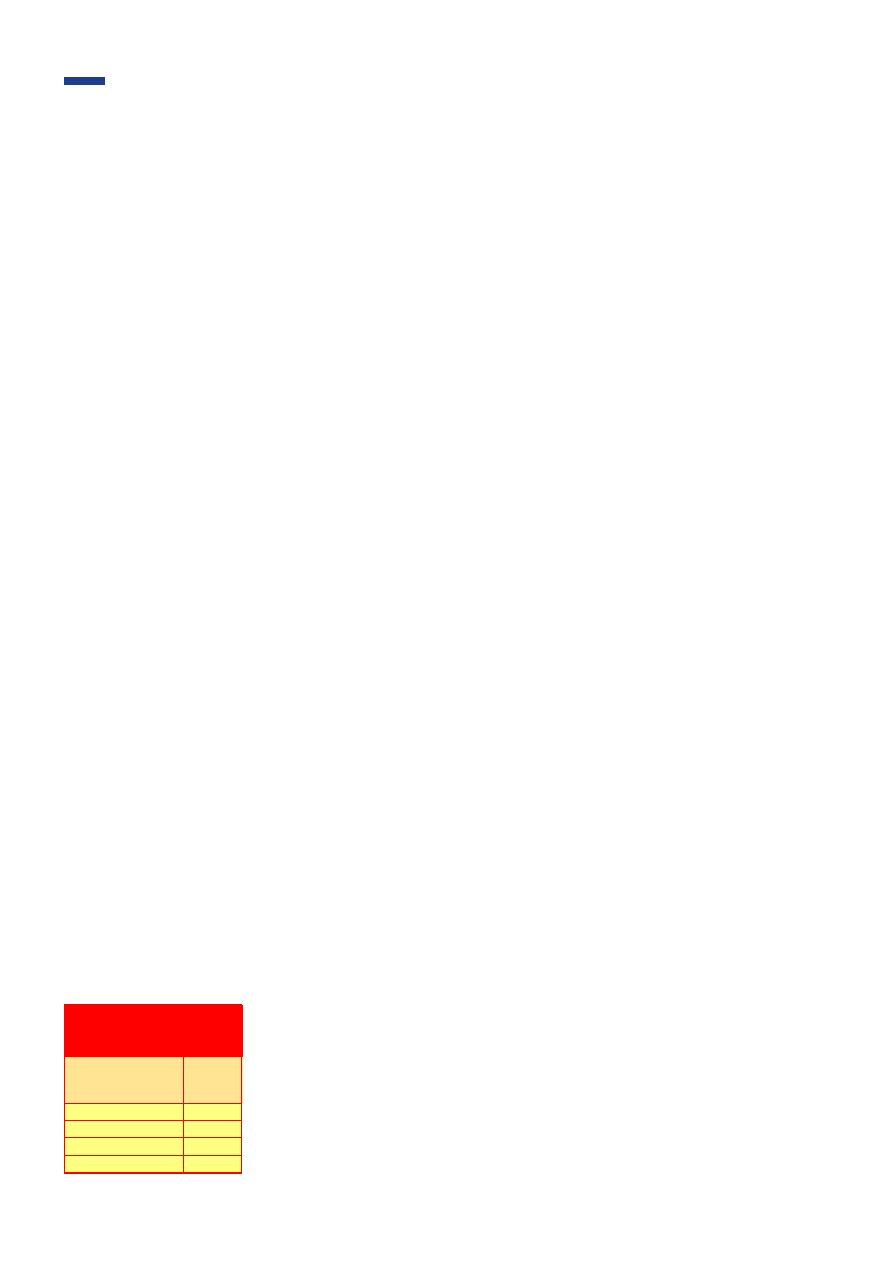
Tab. 1. Grubość powłoki
emulsji Positiv 20 można
ocenić po kolorze pokrycia
GruboϾ
GruboϾ
GruboϾ
GruboϾ
GruboϾ
Barwa
Barwa
Barwa
Barwa
Barwa
pow³oki
pow³oki
pow³oki
pow³oki
pow³oki
[[[[[
µµµµµm]
m]
m]
m]
m]
Jasna szaroniebieska
1...3
Ciemna szaroniebieska
3...6
Niebieska
6...8
Ciemnoniebieska
>8
N O T A T N I K P R A K T Y K A

N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 6/2003
54
nych skrzepniÍtych ìk³acz-
kÛwî. Przy malowaniu naleøy
uwaøaÊ, aby trzymaÊ opako-
wanie moøliwie blisko pionu.
Przechylenie do poziomu po-
woduje niepotrzebn¹ ucieczkÍ
gazu noúnego i†wystÍpowanie
przerw w†strumieniu, co odbi-
ja siÍ na jednorodnoúci po-
w³oki. Nanoszony lakier
w†pierwszym momencie osia-
da na p³ytce w†postaci ìpoma-
raÒczowej skÛrkiî, a†dopiero
po chwili rozp³ywa siÍ w†jed-
nolit¹, g³adk¹ warstwÍ. Ponad-
to rozp³ywaj¹ca siÍ emulsja
wykazuje tendencjÍ do tworze-
nia zgrubieÒ na krawÍdziach
laminatu, dlatego naleøy pa-
miÍtaÊ o†zachowaniu odpo-
wiednich marginesÛw wokÛ³
pola roboczego.
Nak³adaniu cienkich pow³ok
sprzyja bardzo niska lepkoúÊ
preparatu, jednak natryúniÍcie
pokrycia o†sta³ej, powtarzalnej
gruboúci wymaga sporej wpra-
wy. Dlatego, szczegÛlnie przy
precyzyjnych projektach, roz-
prowadzanie lakieru powinno
byÊ wspomagane wirowaniem
p³ytki. DziÍki ma³ej lepkoúci
wystarczaj¹ stosunkowo nie-
wielkie prÍdkoúci wirowania -
rzÍdu 100 obr./min. W†warun-
kach amatorskich moøna wyko-
naÊ prost¹ wirÛwkÍ, adaptuj¹c
np. typowy wentylator z†silni-
kiem sta³opr¹dowym 12 V za-
silany obniøonym napiÍciem.
Emulsja Positiv 20 ma ogra-
niczon¹ trwa³oúÊ (w tempera-
turze max. 25
o
C†nominalnie
1,5 roku od daty konfekcjono-
wania), a†przekroczenie daty
waønoúci objawia siÍ np.
w†postaci nierÛwnomiernoúci
na³oøonej warstwy (powstawa-
nie ìk³aczkÛwî). Znacznie
krÛtszy czas przydatnoúci cha-
rakteryzuje such¹ emulsjÍ na-
niesion¹ na powierzchniÍ la-
minatu. Wed³ug danych pro-
ducenta, okres przechowywa-
nia w†temperaturze pokojowej
nie moøe przekraczaÊ 4†tygo-
dni. ZwrÛÊmy uwagÍ, øe okres
ten dotyczy rÛwnieø gotowych
lakierowanych p³ytek oferowa-
nych przez niektÛrych dystry-
butorÛw. Przed³uøeniu trwa-
³oúci sprzyja sk³adowanie
w†temperaturze obniøonej do
+8...+12
o
C. Trzeba jednak pa-
miÍtaÊ, øeby (z†uwagi na kon-
densacjÍ pary wodnej) przed
uøyciem ogrzaÊ p³ytki do tem-
peratury pokojowej.
Suszenie
Naniesiona warstwa musi
byÊ dok³adnie wysuszona
przed naúwietlaniem. JakoúÊ
wysuszenia decyduje o†przy-
czepnoúci rezystu do pod³oøa,
a†takøe, o†czym juø wspo-
mnia³em, o†jego efektywnej
czu³oúci na úwiat³o. Na ca³ko-
wite wyschniÍcie lakieru
w†temperaturze pokojowej po-
trzeba co najmniej 24 h.
Z†jednej strony czas ten po-
winien byÊ jak najkrÛtszy,
gdyø lepka powierzchnia lakie-
ru jest szczegÛlnie podatna na
chwytanie zanieczyszczeÒ
z†powietrza. Z†drugiej - zbyt
intensywne suszenie moøe spo-
wodowaÊ wytworzenie ìskÛr-
kiî i†pomarszczenie pow³oki.
UwzglÍdniaj¹c oba wymaga-
nia, producent zaleca suszenie
przyspieszone w†temperaturze
70
o
C†w†suszarce z†promienni-
kiem IR lub obiegiem ciep³e-
go powietrza. Po umieszcze-
niu p³ytki w†komorze, na-
leøy†powoli podnosiÊ tempera-
turÍ, a†po osi¹gnieciu maksi-
mum odczekaÊ jeszcze 15...20
minut do ca³kowitego wy-
schniÍcia. Przypomnijmy, øe
suszenie powinno odbywaÊ
siÍ w†ciemnoúci, w†otoczeniu
wolnym od kurzu. Przekrocze-
nie temperatury 80
o
C†powodu-
je, øe fotorezyst ulega nieod-
wracalnym przemianom, stop-
niowo trac¹c rozpuszczalnoúÊ.
Naúwietlanie
Naúwietlanie emulsji jest
najbardziej krytycznym etapem
fotolitografii, a†ze wzglÍdu na
duø¹ liczbÍ parametrÛw rÛw-
nieø najtrudniejszym z†punktu
widzenia powtarzalnoúci pro-
cesu. WymieÒmy zasadnicze
czynniki decyduj¹ce o†powo-
dzeniu procesu:
- dobÛr diapozytywu (rysunek
w†pozytywie, w³aúciwa gÍs-
toúÊ optyczna),
- dobÛr ürÛd³a úwiat³a (cha-
rakterystyka widmowa, gÍs-
toúÊ mocy, kolimacja),
- rÛwnomierny docisk kliszy
do laminatu,
- dobÛr czasu naúwietlania,
- zachowanie czystoúci.
Diapozytyw
Positiv 20 naleøy do grupy
emulsji pozytywowych, tzn.
uzyskuj¹cych rozpuszczalnoúÊ
w†wyniku naúwietlenia. Dlate-
go na diapozytywie uøytym do
naúwietlania musi siÍ znajdo-
waÊ pozytywowy rysunek mo-
zaiki - tzn. czarne úcieøki na
przezroczystym tle. Naúwietlo-
ne obszary fotorezystu, czyli
t³o projektu staj¹ siÍ rozpusz-
czalne i†zostaj¹ usuniÍte pod-
czas wywo³ywania ods³aniaj¹c
powierzchniÍ miedzi. Dla po-
rÛwnania przypomnijmy, øe
tradycyjne, amatorskie emulsje
chromianowe naleøa³y do gru-
py negatywowej, tzn. pod
wp³ywem úwiat³a nastÍpowa³o
w†nich garbowanie bia³ek
i†utrata rozpuszczalnoúci. Dla-
tego teø wymaga³y naúwietla-
nia rysunkiem w†negatywie -
w†miejscach przezroczystych
úcieøek nastÍpowa³o utrwalenie
emulsji chroni¹cej pÛüniej
miedü przed trawieniem.
Niedoúwietlenie skutkuje
s³ab¹ rozpuszczalnoúci¹ fotore-
zystu utrudniaj¹c¹ ods³oniÍcie
t³a i†powoduj¹c¹ powstawanie
zwarÊ pomiÍdzy úcieøkami.
Natomiast przeúwietlenie po-
woduje m.in. podmywanie
úcieøek, a†w†skrajnym przy-
padku sp³yniÍcie ca³ej emulsji
podczas wywo³ywania.
Zakres swobody w†doborze
czasu naúwietlania jest ograni-
czony przez kontrast posiadane-
go diapozytywu, a†w†praktyce
przede wszystkim przez jego
gÍstoúÊ optyczn¹ (D) w†obsza-
rach zaczernionych (czyli loga-
rytm dziesiÍtny ze stosunku
iloúci úwiat³a padaj¹cego do
przechodz¹cego). Zbyt ma³a gÍs-
toúÊ optyczna objawia siÍ naru-
szeniem powierzchni miedzi na
p³aszczyznach, ktÛre powinny
pozostaÊ nietkniÍte. Najlepsz¹
gÍstoúÊ optyczn¹ (D>3,5) maj¹
klisze wykonane na fotoploterze
lub naúwietlarce rastrowej. Na-
tomiast gÍstoúÊ pokrycia uzyska-
nego na wydruku z†drukarki la-
serowej lub atramentowej czÍs-
to okazuje siÍ niewystarczaj¹ca.
Ponadto na wydrukach z†nie-
ktÛrych drukarek laserowych
wystÍpuje rÛwnieø tendencja do
niejednolitego krycia duøych ob-
szarÛw. W†przypadku drukarki
laserowej lub ksero moøna uzys-
kaÊ znacz¹c¹ poprawÍ, umiesz-
czaj¹c wydruk na kilkadzie-
si¹t†minut w†parach acetonu lub
rozpuszczalnika nitro, powodu-
j¹cych spÍcznienie tonera
i†w†efekcie jego optyczne
uszczelnienie.
èrÛd³o úwiat³a
Maksimum czu³oúci widmo-
wej Positivu przypada w†za-
kresie bliskiego ultrafioletu
UVA - czyli w†przedziale
340...420 nm. GÍstoúÊ energii
wymagana do naúwietlenia
warstwy fotorezystu o†gruboúci
8†
µm wynosi orientacyjnie 100
mJ/cm
2
. Najlepszym dostÍp-
nym ürÛd³em úwiat³a o†odpo-
wiedniej charakterystyce wid-
mowej s¹ wy³adowcze lampy
rtÍciowe (np. przezroczysta
úwietlÛwka UV lub jarznik po-
zyskany z†wysokoprÍønej lam-
py rtÍciowej). Aczkolwiek wy-
starczaj¹co dobre rezultaty da-
je rÛwnieø zastosowanie øaro-
wej lampy halogenowej, a†na-
wet bezpoúredniego úwiat³a
s³onecznego. Ze wzglÍdu na
trudnoúÊ obiektywnego pomia-
ru natÍøenia ultrafioletu w†wa-
runkach amatorskich, naj³at-
wiej ustaliÊ w³aúciwy czas
ekspozycji eksperymentalnie,
wykonuj¹c seriÍ prÛbek o†rÛø-
nym stopniu naúwietlenia. Za-
miast stosowanego profesjonal-
nie klina szaroúci, wystarczy
wielokrotne naúwietlanie prÛb-
ki ze stopniowym ods³ania-
niem kolejnych partii fotore-
zystu. Spodziewane czasy na-
úwietlania przy uøyciu typo-
wych ürÛde³ (lampa kwarco-
wa, halogen 500 W) i†odleg-
³oúci rzÍdu 0,3...0,5 m†plasuj¹
siÍ zazwyczaj w†przedziale
kilku...kilkunastu minut.
DobÛr ürÛd³a úwiat³a powi-
nien uwzglÍdniaÊ jeszcze dwa
aspekty - jednorodnoúÊ oúwiet-
lenia ca³ej powierzchni pola
roboczego oraz kolimacjÍ
úwiat³a. RÛwnomiernoúÊ
oúwietlenia nie wymaga, jak
s¹dzÍ, szczegÛ³owego uzasad-
nienia. Moøna j¹ uzyskaÊ, sto-
suj¹c jednorodne ürÛd³o úwiat-
³a o†powierzchni porÛwnywal-
nej z†powierzchni¹ sto³u robo-
czego (np. zespÛ³ rÛwnoleg³ych
úwietlÛwek UV z†reflektorami
parabolicznymi) lub ürÛd³o
punktowe znacznie oddalone
od p³aszczyzny roboczej. Dru-
gie zagadnienie wymaga jednak
kilku s³Ûw wyjaúnienia. OtÛø
rozmiary obiektu odwzorowa-
nego w†fotorezyúcie nigdy nie
bÍd¹ identyczne z†rozmiarami
tego samego obiektu na kliszy.
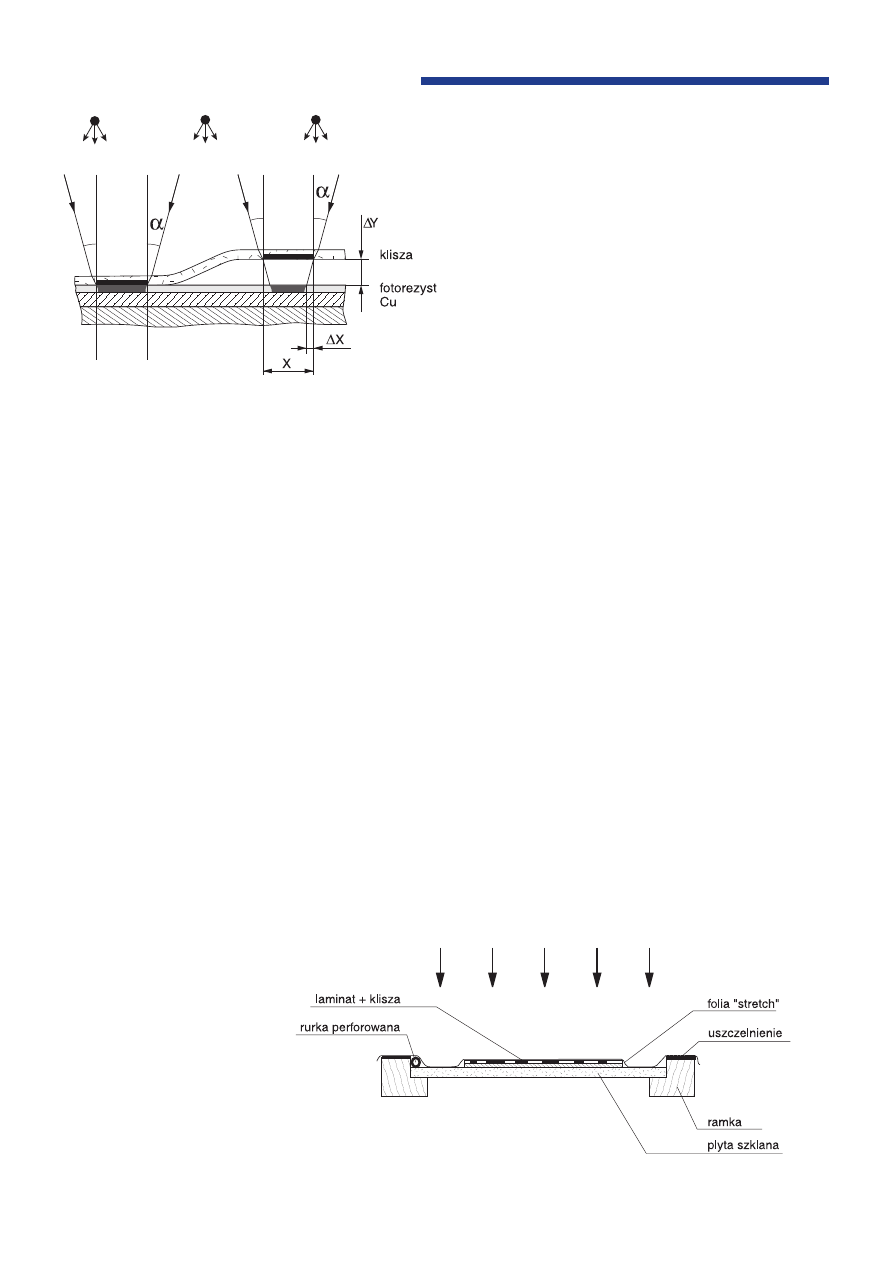
Zjawisko to, zwane podciÍciem
krawÍdzi jest skutkiem pod-
úwietlania fotorezystu po³oøo-
nego pod zaczernionym frag-
mentem kliszy (rys. 1). Przyj-
muj¹c, øe stosujemy fotorezyst
pozytywowy (czyli np. Posi-
tiv), ktÛrego naúwietlenie po-
woduje rozpuszczalnoúÊ emul-
sji, zaobserwujemy efekt pole-
gaj¹cy na zwÍøeniu úcieøek
w†stosunku do wymiarÛw za³o-
øonych w†projekcie. ZwrÛÊmy
uwagÍ, øe skutki podciÍcia
krawÍdzi fotorezystu kumuluj¹
siÍ ze zwÍøeniem úcieøek po-
Błędy, których przyczyn nie widać
Wydaje się, że 5 mils to niewiele, ale tylko
błąd naświetlania może udaremnić próbę
wykonania ścieżek o szerokości mniejszej od
10...12 mils.
N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 6/2003
56
wstaj¹cym na skutek podtra-
wiania miedzi. Jednym ze spo-
sobÛw kolimacji, przydatnym
szczegÛlnie w†przypadku
naúwietlania za pomoc¹ p³as-
kiego zespo³u úwietlÛwek UV,
moøe byÊ zastosowanie koli-
matora kratownicowego, czyli
grubej przes³ony w†postaci kra-
townicy o†niewielkim przekro-
ju otworÛw i†cienkich úcian-
kach poch³aniaj¹cych úwiat³o.
W†warunkach amatorskich za
wystarczaj¹ce moøna jednak
uznaÊ zastosowanie ürÛd³a
punktowego (o niewielkich
rozmiarach) oddalonego od po-
wierzchni p³ytki. W†swojej
praktyce uøywa³em, z†dobrym
skutkiem, archaicznej lampy
kwarcowej do opalania, z†krÛt-
kim jarznikiem rtÍciowym
o†mocy 125 W†umieszczonej
na wysokoúci ok. 50 cm nad
kopioramk¹.
Docisk kliszy
Niedok³adne przy³oøenie
i†docisk kliszy, w†po³¹czeniu
z†brakiem kolimacji oúwietle-
nia jest istotnym, chociaø
czÍsto niedocenianym ürÛd³em
b³ÍdÛw. Jestem sk³onny zary-
zykowaÊ stwierdzenie, øe
w³aúnie w†tym miejscu kryje
siÍ praktyczne ograniczenie
rozdzielczoúci domowej fotoli-
tografii. Jak juø wspomnia³em
oúwietlenie p³ytki pod k¹tem
rÛønym od 90
o
(deklinacja)
w†po³¹czeniu z†nierÛwnoleg-
³oúci¹ wi¹zki úwiat³a (brak ko-
limacji) skutkuje podcinaniem
krawÍdzi i†zwÍøaniem úcieøek
(rys. 1) SprÛbujmy przeprowa-
dziÊ szybkie oszacowanie. Za-
³Ûømy, øe dysponujemy
oúwietleniem o†maksymalnym
k¹cie deklinacji
α=15
o
, a†jed-
noczeúnie pomiÍdzy fotorezys-
tem a†niedok³adnie dociúniÍt¹
klisz¹ powsta³a szczelina
∆Y=0,5 mm. PrzyjÍty maksy-
malny k¹t padania úwiat³a od-
powiada mniej wiÍcej zastoso-
waniu typowej oprawy oúwiet-
leniowej z†liniowym øarni-
kiem halogenowym 500
W†umieszczonej na wysokoúci
40 cm nad p³ytk¹.
Z†prostego uk³adu geomet-
rycznego moøemy wyliczyÊ,
øe krawÍdzie úcieøek na foto-
rezyúcie zostan¹ podúwietlone
na g³ÍbokoúÊ:
∆X†=†∆Y†.†tg(15
o
)†
≈†0,13†mm,
czyli ok. 5†mils (mils = 0,001
cala jest jednostk¹ powszech-
nie stosowan¹ w†projektowa-
niu PCB)
Oczywiúcie w†obliczeniu po-
minÍliúmy wszelkie subtelnoú-
ci, takie jak: rÛøne wspÛ³czyn-
niki za³amania úwiat³a w†ma-
teriale kliszy i†warstwie úwiat-
³oczu³ej, ugiÍcie úwiat³a na
krawÍdzi maski, wsteczne od-
bicie úwiat³a od miedzi, a†tak-
øe charakterystykÍ czu³oúci fo-
torezystu.
Jakie to ma znaczenie prak-
tyczne? Wydaje siÍ, øe 5†mils
to niewiele, ale tylko ten je-
den b³¹d naúwietlania moøe
udaremniÊ prÛbÍ wykonania
úcieøek o†szerokoúci mniejszej
od 10...12 mils.
WystÍpowanie szczelin po-
miÍdzy mask¹ optyczn¹ a†fo-
torezystem zaleøy przede
wszystkim od zastosowanej
metody docisku - ale nie tyl-
ko. Przede wszystkim klisza
musi leøeÊ na p³ytce emulsj¹
(lub tonerem) do do³u! Gru-
boúÊ kliszy wynosz¹ca
0,1...0,2 mm jest juø wystar-
czaj¹ca aby, przy niew³aúci-
wym u³oøeniu, spowodowaÊ
zauwaøalne podúwietlenie kra-
wÍdzi. CzÍsto stosowany do-
cisk za pomoc¹ szyby (szkla-
nej lub PMMA) niestety nie
zawsze zdaje egzamin. Nawet
niewielkie zwichrowanie p³yt-
ki laminatu zazwyczaj unie-
moøliwia rÛwnomierne przy-
ciúniÍcie maski na ca³ej po-
wierzchni. Ponadto szk³o po-
ch³ania czÍúÊ ultrafioletu, na-
tomiast miÍkkie plexi ³atwo
ulega zarysowaniom. Jedynym
skutecznym sposobem wydaje
siÍ zastosowanie kopioramy
z†dociskiem prÛøniowym. Mi-
mo powaønie brzmi¹cej nazwy
jest to urz¹dzenie ³atwe do
wykonania, a†doraünie daj¹ce
siÍ zast¹piÊ nawet torebk¹
z†przezroczystej folii PE. Na
swoje potrzeby wykona³em
prost¹ kopioramkÍ z³oøon¹
z†kwadratowej, drewnianej
ramki z†zag³Íbion¹ p³yt¹
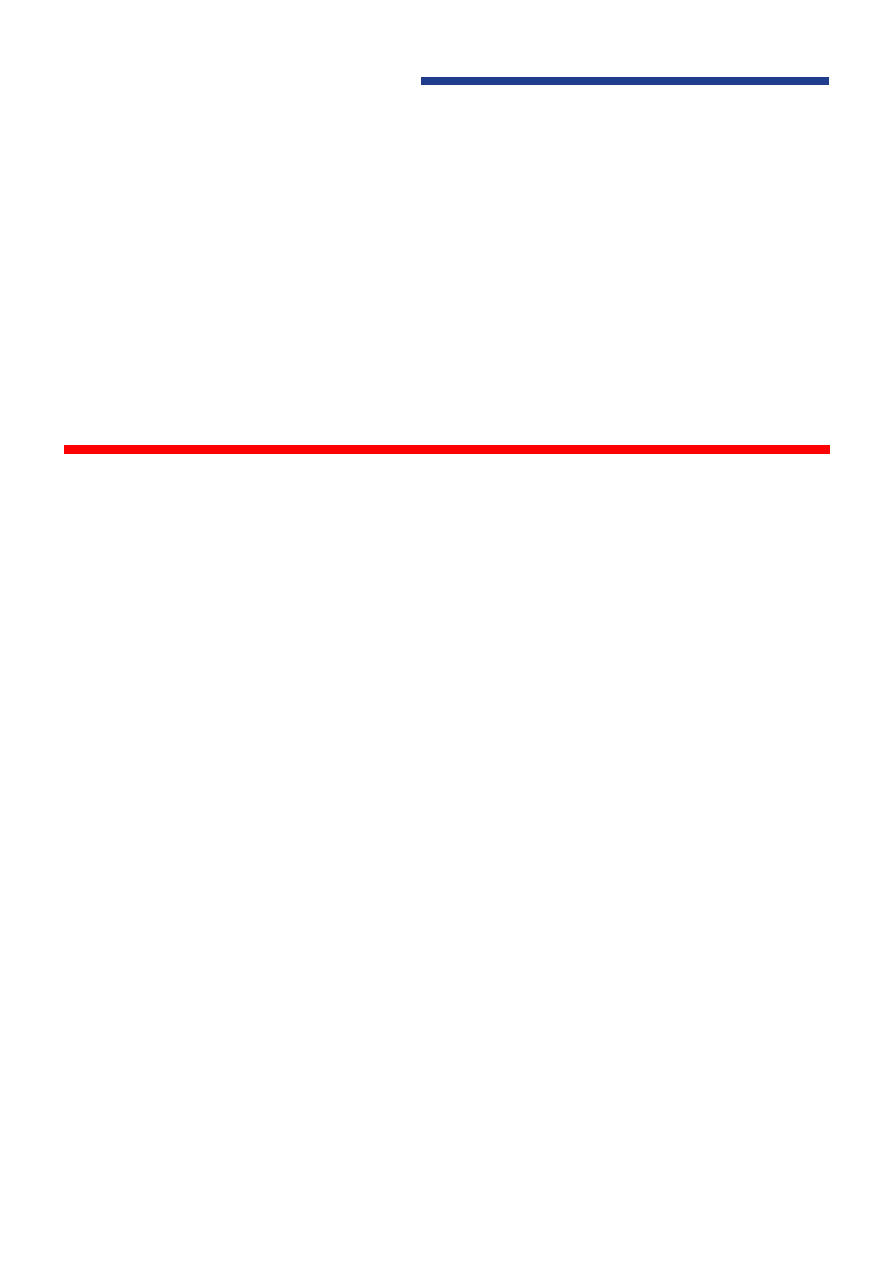
szklan¹ (rys. 2, fot. 3). Uøycie
szk³a wynika³o z†potrzeby za-
stosowania p³askiej g³adkiej
p³yty, ale przy okazji u³atwia
optyczne centrowanie masek
podczas wykonywania p³ytek
dwustronnych. KrawÍdzie
ramki zosta³y pokryte warstw¹
silikonu sanitarnego i†wyg³a-
dzone na mokro. Powierzchnia
gumy silikonowej przez d³uø-
szy czas zachowuje pewn¹
lepkoúÊ, dziÍki czemu dosko-
nale zdaje egzamin jako
uszczelnienie. Zaznaczona na
rysunku i†widoczna na zdjÍciu
rurka z†otworami, biegn¹ca
wzd³uø krawÍdzi ramki s³uøy
jako doprowadzenie podciúnie-
nia. Ze wzglÍdu na niewielkie
wymagania odnoúnie wydaj-
noúci i†ciúnienia koÒcowego,
w†roli pompy prÛøniowej mo-
øe wyst¹piʆprosta, inøektoro-
wa pompa wodna, a†nawet
agregat sprÍøarkowy wymonto-
wany ze z³omowanej lodÛwki.
Naúwietlan¹ p³ytkÍ wraz
z†mask¹ naleøy po³oøyÊ na ko-
pioramie, fotorezystem do gÛ-
ry, a†nastÍpnie ca³¹ ramkÍ na-
kryÊ cienk¹, przezroczyst¹ fo-
li¹ polietylenow¹ (stretch) sto-
sowan¹ do pakowania øyw-
noúci (fot. 4). Folia PE
o†gruboúci ok. 10
µm prak-
tycznie nie poch³ania ultrafio-
letu a†wprowadzane przez ni¹
ewentualne za³amania úwiat³a
nie odwzorowuj¹ siÍ na foto-
rezyúcie. NaprÍøona, czysta
folia bardzo ³atwo przylega
szczelnie do powierzchni si-
likonu. Po w³¹czeniu podciú-
nienia, ulega ugiÍciu o†2...3
mm, praktycznie nie prze-
mieszczaj¹c siÍ w†p³aszczyü-
nie poziomej. DziÍki temu ca-
³a powierzchnia maski zostaje
rÛwnomiernie dociúniÍta do
laminatu, bez ryzyka przesu-
niÍcia wzglÍdem otworÛw
centruj¹cych.
WrÛg numer 1†- kurz
WymÛg sterylnej niemaløe
czystoúci - od pocz¹tku nano-
szenia emulsji do chwili wy-
jÍcia p³ytki z†kopioramy, jest
wspÛln¹ cech¹ wszystkich fo-
tolitografii. Jakkolwiek wymo-
gi czystoúci niezbÍdnej przy
wykonywaniu PCB s¹ niepo-
rÛwnywalne z†rygorami panu-
j¹cymi w†cleanroomach labo-
ratoriÛw pÛ³przewodnikowych,
to jednak przyjmuje siÍ, øe
przy fotolitografii wysokopre-
cyzyjnych PCB pomieszczenia
laboratoryjne musz¹ byÊ utrzy-
mywane w†klasie czystoúci
ì10000î, co znaczy, øe liczba
cz¹stek sta³ych o†úrednicy
>0,5
µm nie moøe przekraczaÊ
(po przeliczeniu na jednostki
metryczne) 350 szt./dm
3
po-
wietrza, natomiast cz¹stek
o†úrednicy >5
µm juø tylko
2,3 szt./dm
3
.
Rys. 1. Jedną z przyczyn podświetlania krawędzi podczas
naświetlania jest niedokładne dociśnięcie kliszy do
powierzchni fotorezystu
Rys. 2. Rysunek przekrojowy ilustrujący budowę kopioramy podciśnieniowej

N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 6/2003
58
Drobiny kurzu przyklejone
w†czasie natryskiwania emul-
sji powoduj¹ powstawanie wi-
docznych zgrubieÒ. Z†drugiej
strony, wysoka rozdzielczoúÊ
fotorezystu paradoksalnie
skutkuje zwiÍkszon¹ wraøli-
woúci¹ na zanieczyszczenia
obecne w†czasie naúwietlania.
Niewidoczne go³ym okiem
w³Ûkienko pomiÍdzy klisz¹
a†warstw¹ úwiat³oczu³¹ moøe
zostaÊ odwzorowane jako cie-
niutka ìszpilkaî zwieraj¹ca
dwie s¹siednie úcieøki.
W†moim odczuciu, k³opoty
z†utrzymaniem czystoúci sta-
nowi¹ jedn¹ z†najwaøniejszych
przyczyn niepowodzeÒ domo-
wej fotolitografii. Oczywiúcie
nie chcÍ nikogo przekonywaÊ
o†celowoúci budowy amators-
kiego cleanroomu ze úluz¹ od-
dzielaj¹c¹ strefy: szar¹ i†bia³¹,
filtracj¹ powietrza i†przep³y-
wem laminarnym. Jednak war-
to zdawaÊ sobie sprawÍ z†obo-
wi¹zuj¹cych zasad postÍpowa-
nia. Na laboratorium najlepiej
wybieraÊ pomieszczenia po-
zbawione ì³apaczy kurzuî
w†postaci zas³on, wyk³adzin
itp., wyposaøone w†wentyla-
cjÍ, ale nie wywo³uj¹c¹ prze-
ci¹gÛw. Uporawszy siÍ ze
sprz¹taniem, warto przed
przyst¹pieniem do pracy,
zwiløyÊ spryskiwaczem naj-
bliøsze otoczenie, co skutecz-
nie ograniczy iloúÊ kurzu uno-
sz¹cego siÍ w†powietrzu. Naj-
bardziej úmiec¹cym obiektem
w†laboratorium jest jednak
sam cz³owiek. Dlatego naleøy
zadbaÊ o†niepyl¹ce ubranie
obejmuj¹ce w†szczegÛlnoúci
czepek na w³osy (sic!) i†far-
tuch ze úci¹ganymi mankieta-
mi, nie nachylaÊ siÍ bezpo-
úrednio nad p³ytk¹, a†przede
wszystkim unikaÊ wyko-
nywania gwa³townych ru-
chÛw. Opanowanie emocji
przydaje siÍ nie tylko ze
wzglÍdu na unosz¹cy siÍ kurz.
P³ytka laminatu od momen-
tu naniesienia emulsji do
chwili wyjÍcia z†k¹pieli tra-
wi¹cej podlega wielu opera-
cjom, w†czasie ktÛrych bardzo
³atwo o†zarysowanie warstwy
fotorezystu. RÛwnie k³opotli-
wa moøe okazaÊ siÍ drobna,
s³abo widoczna rysa na kliszy
fotograficznej. DziÍki duøej
rozdzielczoúci zostanie odwzo-
rowana np. jako s³abo widocz-
na, cienka przerwa naruszaj¹-
ca ci¹g³oúÊ úcieøki.
Wywo³ywanie
Pod wp³ywem úwiat³a fotore-
zyst staje siÍ rozpuszczalny
i†poddaje siÍ wymywaniu w†k¹-
pieli wywo³uj¹cej. Natomiast
obszary ciemne pozostaj¹ niena-
ruszone, chroni¹c†powierzchniÍ
miedzi w†czasie pÛüniejszego
trawienia. Wywo³ywacz zaleca-
ny przez producenta powinien
sk³adaÊ siÍ z†0,7% roztworu
wodorotlenku sodowego (7
g†NaOH w†1†dm
3
wody) o†tem-
peraturze pokojowej. W
warunkach domowych moøna
siÍgn¹Ê po preparat do
udraøniania rur (np. "Kret"),
sk³adaj¹cy siÍ g³Ûwnie z NaOH.
Poprawnie naúwietlony rysunek
powinien ulec ca³kowitemu wy-
wo³aniu w†czasie ok. 1†min.
Zbyt wysokie stÍøenie wywo³y-
wacza powoduje natychmiasto-
we sp³yniÍcie ca³ej warstwy
úwiat³oczu³ej. Z†drugiej strony
stÍøenie zbyt ma³e lub zuøycie
NaOH stwarza trudnoúci z†wy-
myciem naúwietlonej emulsji,
interpretowane jako niedoúwiet-
lenie i†mylnie korygowane wy-
d³uøaniem czasu naúwietlania.
ZwrÛÊmy uwagÍ, øe†wodorotle-
nek sodowy, stoj¹c w†otwartym
naczyniu, zuøywa siÍ, wi¹ø¹c
obecny w†powietrzu dwutlenek
wÍgla. Mimo øe wywo³ywanie
to czynnoúÊ stosunkowo prosta
do wykonania, to jednak wyda-
je siÍ, øe b³Ídy na tym etapie
s¹ pope³niane wyj¹tkowo czÍsto
i†niestety wymagaj¹ powtÛrzenia
ca³ego procesu od pocz¹tku.
Trawienie
Positiv wykazuje odpornoúÊ
wobec wiÍkszoúci k¹pieli tra-
wi¹cych stosowanych w†tech-
nologii PCB pocz¹wszy od ³a-
godnie alkalicznych k¹pieli
amoniakalnych, przez roz-
twÛr†chlorku øelazowego
(FeCl
3
), roztwÛr nadsiarczanu
amonu ((NH
4
)
2
S
2
O
8
), aø do k¹-
pieli kwaúnych (HCl lub
H
2
SO
4
) z†dodatkiem perhydro-
lu (H
2
O
2
). Natomiast mniej
znany jest fakt, øe w†wyniku
utrwalania termicznego (prze-
ciÍtnie 10...30 minut w†tempe-
raturze 120
o
C, a†przy szczegÛl-
nych wymaganiach 160...190
o
C)
moøna uodporniÊ pow³okÍ re-
zystu na dzia³anie tak agre-
sywnych czynnikÛw jak np.
stÍøony kwas azotowy (65%
HNO
3
) lub fluorowodorowy
(40% HF). PodajÍ tÍ informa-
cjÍ jako ciekawostkÍ, sygnali-
zuj¹c zarazem, øe potencjalny
zakres zastosowaÒ rozci¹ga siÍ
znacznie poza wytwarzanie
PCB, pozwalaj¹c rÛwnieø na
fotolitografiÍ np. stali, srebra,
szk³a, aluminium itp.
Usuwanie maski
ochronnej
Niewielkie powierzchnie
nienaúwietlonego Positivu
moøna ³atwo usun¹Ê za pomo-
c¹ popularnych rozpuszczalni-
kÛw organicznych (aceton, es-
try - np. rozpuszczalnik ìnit-
roî). W†przypadku zmywania
duøych powierzchni lub usu-
wania emulsji poddanej ³agod-
nemu utrwalaniu termicznemu
wygodniej bÍdzie pos³uøyÊ siÍ
roztworem wodorotlenku so-
dowego (NaOH) o†stÍøeniu
5..30% (uwaga - ør¹ce!).
Emulsja poddana utrwalaniu
wysokotemperaturowemu jest
praktycznie nierozpuszczalna
i†nadaje siÍ wy³¹cznie do usu-
niÍcia mechanicznego.
Podsumowuj¹c wyniki ama-
torskiej fotolitografii, okreúli³-
bym je jako úwietny przyk³ad
niewykorzystanych moøliwoú-
ci. Jedynie nielicznym osobom
uda³o siÍ uzyskaÊ wymiary
úcieøek/separacji rzÍdu 5/5
mils. WiÍkszoúʆuøytkownikÛw
uznaje za sukces powtarzalne
wykonywanie p³ytek ze úcieø-
kami o†szerokoúci 10...12 mils.
Fotolitografia z†natury rzeczy
wymaga duøej starannoúci
i†powtarzalnoúci parametrÛw,
trudnych do uzyskania ad hoc
poza laboratorium. Dodajmy
przy tym, øe ca³y proces zaj-
muje kilka godzin, a†b³¹d po-
pe³niony nawet na koÒcowym
etapie wymaga powtÛrzenia
ca³ej úcieøki od pocz¹tku. Wy-
sokie wymagania i†pracoch³on-
noúÊ metody fotochemicznej
t³umacz¹ w†pewnym stopniu
zainteresowanie, jakim ciesz¹
siÍ inne, konkurencyjne i†jed-
noczeúnie mniej wymagaj¹ce
sposoby wytwarzania PCB.
Termotransfer - folia
TES-200
Ma³¹ rewolucjÍ w†dziedzinie
amatorskich PCB wywo³a³o
spostrzeøenie, øe polimerowy
toner stosowany w†wiÍkszoúci
drukarek laserowych wykazuje
zadowalaj¹c¹ odpornoúÊ na
dzia³anie popularnych k¹pieli
trawi¹cych. Wykonanie maski
ochronnej na laminacie polega
na wydrukowaniu mozaiki úcie-
øek na specjalnej folii transfe-
rowej, a†nastÍpnie przeniesieniu
na gor¹co (naprasowaniu - st¹d
Fot. 3. Podciśnienie dociskające folię można uzyskać dzięki
wprowadzeniu pod folię polietylenowej rurki z otworami
Fot. 4. Niezbędnym elementem wyposażenia kopioramy jest
folia kuchenna stosowana do pakowania żywności
N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 6/2003
60
teø†pochodzi øartobliwa nazwa
ìmetoda øelazkowaî) tonera
z†wydruku na powierzchniÍ la-
minatu. Prasowanie moøe odby-
waÊ siÍ rÛønymi metodami: np.
przez przyk³adanie øelazka od
gÛry do folii albo potraktowa-
nie øelazka jako stolika pod-
grzewaj¹cego laminat i†wpraso-
wywanie tonera od strony folii
z†uøyciem tamponu lub gumo-
wego wa³ka. Po ostudzeniu
i†oderwaniu folii warstwa tone-
ra powinna pozostaÊ na lami-
nacie. Stosowany noúnik trans-
ferowy musi jednak spe³niaÊ
dwa zasadnicze wymagania:
- Folia nie moøe ulegaÊ defor-
macji w†temperaturze miÍk-
niÍcia tonera tzn. w†podczas
utrwalania termicznego
w†drukarce oraz przy przeno-
szeniu wydruku na p³ytkÍ.
- Toner musi wykazywaÊ
wiÍksz¹ adhezjÍ do miedzi
niø do folii, dziÍki czemu
przy zrywaniu noúnika poli-
merowy nadruk pozostaje
na powierzchni p³ytki.
Folia transferowa dostÍpna
w†Polsce nosi oznaczenie TES-
200. Uøytkownicy metody ter-
motransferowej sugeruj¹ rÛw-
nieø wyprÛbowanie konkuren-
cyjnych noúnikÛw - zwyk³ej
folii do wydrukÛw laserowych
oferowanej przez rÛønych pro-
ducentÛw, a†takøe np. wosko-
wanego papieru podk³adowego
z†etykiet samoprzylepnych.
Niestety w†praktyce, z†kilku
powodÛw, trudno o†uzyskanie
zadowalaj¹cych wynikÛw:
- JakoúÊ wydruku laserowego
na folii rÛøni siÍ niestety
od jakoúci wydruku moøli-
wego do uzyskania na pa-
pierze. W†niektÛrych typach
drukarek toner ma tenden-
cjÍ do niedok³adnego krycia
p³aszczyzn i†gromadzenia
siÍ na krawÍdziach úcieøek.
- Punkt miÍkniÍcia folii leøy
niewiele powyøej temperatu-
ry transferu tonera (wyno-
sz¹cej ok. 150..160
o
C). Na-
wet niewielkie przegrzanie
moøe spowodowaÊ pop³y-
niÍcie folii i†zmianÍ wymia-
rÛw wydruku. Ponadto folia
wykazuje sk³onnoúÊ do úliz-
gania siÍ na wa³kach pro-
wadz¹cych w†drukarce, co
moøe powodowaÊ skrÛcenie
wydruku wzd³uø osi rÛwno-
leg³ej do kierunku ruchu ar-
kusza.
- Krytycznym punktem tej
metody jest sposÛb odrywa-
nia folii. Wed³ug powszech-
nych zaleceÒ gor¹c¹ p³ytkÍ
naleøy - przed oderwaniem
folii - szybko sch³odziÊ
przez w³oøenie do zamraøal-
nika. Niestety, jak wynika
z†moich doúwiadczeÒ, na
powierzchni zerwanej folii
zawsze pozostaje czÍúÊ to-
neru - zazwyczaj w†postaci
obrysu úcieøek, ale czasem
takøe oddzielonych wiÍk-
szych fragmentÛw mozaiki.
- Cena folii, plasuj¹ca siÍ
w†okolicach 3†z³ za arkusz
A4, nie sprzyja eksperymen-
tom. Zw³aszcza øe niedo-
k³adne wykonanie transferu
oznacza zazwyczaj koniecz-
noúÊ siÍgniÍcia po nastÍpny
arkusz.
Marek Dzwonnik, AVT
marek.dzwonnik@ep.com.pl
51
Elektronika Praktyczna 7/2003
N O T A T N I K P R A K T Y K A
W†drugiej czÍúci artyku³u przedstawiamy
opis metody ìøelazkowejî, ktÛra jest jedn¹
z†najlepiej rokuj¹cych w†warunkach
amatorskich. Jak siÍ przekonacie, moøliwe
do osi¹gniÍcia wyniki s¹ - przy odrobinie
wprawy - niewiarygodnie dobre.
Termotransfer - metoda
ìkredowaî
W†pierwszej czÍúci artyku³u
wspomnia³em o†wadzie nieroz-
³¹cznie zwi¹zanej ze stosowa-
niem folii termotransferowej,
polegaj¹cej na mechanicznym
uszkadzaniu rysunku mozaiki
wystÍpuj¹cym podczas odrywa-
nia folii. Powstaje zatem pyta-
nie, czy moøna usun¹Ê noúnik
w†inny sposÛb, np. przez roz-
puszczenie? W†tym w³aúnie
kryje siÍ idea prostej modyfika-
cji polegaj¹cej na zast¹pieniu
poliestrowej folii... papierem.
Maj¹c gotowy projekt, naleøy
go wydrukowaÊ lub skopiowaÊ
na kserografie na g³adkim, po-
wlekanym papierze kredowym.
Po naprasowaniu wzoru mozai-
ki na p³ytkÍ drukowan¹, p³ytkÍ
wraz z†mask¹ umieszcza siÍ na
Prototyp w godzinę
−
precyzja niemal przemysłowa
kilka minut w†ciep³ej wodzie.
Kredowa pow³oka nie ulega
wprawdzie rozpuszczeniu, ale
pod wp³ywem wody miÍknie,
po czym daje siÍ usun¹Ê
w†sposÛb niezagraøaj¹cy ca³oúci
mozaiki.
Nie potrafiÍ jednoznacznie
okreúliÊ, komu naleøy przypi-
saÊ autorstwo tego pomys³u. Po
raz pierwszy zetkn¹³em siÍ
z†nim ponad rok temu na liú-
cie dyskusyjnej avt.ep.elektroni-
ka. Efekty wstÍpnych testÛw
okaza³y siÍ na tyle interesuj¹-
ce, øe postanowi³em zaj¹Ê siÍ
tym tematem znacznie dok³ad-
niej. Przedstawione w†artykule
wyniki i†szczegÛ³owy sposÛb
postÍpowania s¹ rezultatem
licznych prÛb maj¹cych na ce-
lu zdobycie wprawy i†dopraco-
wanie technologii.
Płytki drukowane w domu, część 2
Papier
Od papieru stosowanego ja-
ko noúnik w†metodzie termo-
transferowej oczekujemy spe³-
nienia kilku warunkÛw: g³ad-
koúci powierzchni, rozpusz-
czalnoúci pow³oki i†odporno-
úci na temperaturÍ. Chropowa-
toúÊ rzutuje przede wszystkim
n a p r e c y z j Í o d w z o r o w a n i a
krawÍdzi. W†praktyce moøna
przyj¹Ê, øe b³Ídy spowodowa-
ne nierÛwnoúci¹ powierzchni
powinny byÊ mniejsze niø nie-
uniknione b³Ídy wprowadzane
przez raster drukarki. SpoúrÛd
kilku przetestowanych gatun-
kÛw papieru wybra³em do
prÛb Papier kredowy do prac
dyplomowych o†gramaturze 115
g/m
2
produkowany przez UNI-
PAP Strzegom (cena ok. 15 z³/
N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 7/2003
52
100 ark.). Charakteryzuje siÍ
on g³adkim licem i†odporno-
úci¹ na deformacje, a†zarazem
jest na tyle elastyczny, øe bez
problemu przechodzi przez
uk³ad prowadzenia arkusza
w†drukarce. NiektÛrzy uczest-
nicy pl.misc.elektronika propa-
guj¹ rÛwnieø konkurencyjny
wariant, polegaj¹cy na wyko-
rzystaniu cienkiego papieru
klasy LWC uøywanego po-
wszechnie do druku czasopism
(w tym rÛwnieø Elektroniki
Praktycznej). SkrÛt LWC po-
chodzi od angielskiej nazwy
LightWeight Coated paper
i†oznacza papier o†gramaturze
rzÍdu 70 g/m
2
powleczony
g³adk¹ warstw¹ z³oøon¹ m.in.
z†wÍglanu wapnia (kredy), glin-
ki kaolinowej i†lateksu. Termo-
gazetotransfer - taka bowiem
øartobliwa nazwa przylgnͳa†do
tego wariantu metody, posiada
niezaprzeczalne zalety. DziÍki
mniejszej gruboúci, a†takøe nie-
co innym w³asnoúciom pow³o-
ki, pozosta³oúci papieru LWC
s¹ znacznie ³atwiejsze do usu-
niÍcia z†powierzchni laminatu.
Zarazem wi¹øe siÍ to jednak
z†pewnymi niedogodnoúciami:
- Pozosta³oúci kredy wype³nia-
j¹ce mikroporowate nie-
szczelnoúci w†warstwie tone-
ra chroni¹ przed nadtrawia-
niem p³aszczyzn miedzi. De-
likatne pokrycie papieru
LWC zmywa siÍ niemal bez
úladu, ods³aniaj¹c†ew. nie-
szczelnoúci w†nadruku.
- Niewielka gramatura papieru
sprzyja deformacji podczas
prasowania, co moøe utrud-
niaÊ utrzymanie powtarzal-
nych wymiarÛw ca³ej p³ytki.
- W†kserograficznych punktach
us³ugowych znacznie ³atwiej
bÍdzie uzyskaÊ kopiÍ na
czystej kartce papieru kredo-
wego niø na kolorowej rekla-
mie wyciÍtej z†jednego z†po-
pularnych czasopism kobie-
cych. Aczkolwiek, jak wyka-
zuje dotychczasowa praktyka,
wydruk na zadrukowanym
papierze LWC nie powoduje
zauwaøalnej szkody dla me-
chanizmÛw drukarki.
Bardzo istotn¹ cech¹ papieru
odrÛøniaj¹c¹ go od folii z†two-
rzyw sztucznych jest jego hig-
roskopijnoúÊ. Kartka papieru
przechowywana w†normalnych
warunkach mieszkaniowych za-
wsze zawiera pewien procent
wody. Poddana utrwalaniu ter-
micznemu w†drukarce a†nastÍp-
nie nagrzewaniu podczas praso-
wania ulega szybkiemu wysu-
szeniu, co powoduje zmianÍ
wymiarÛw†(skurcz) i†to na do-
datek rÛøni¹cy siÍ wielkoúci¹
w†dwÛch prostopad³ych kierun-
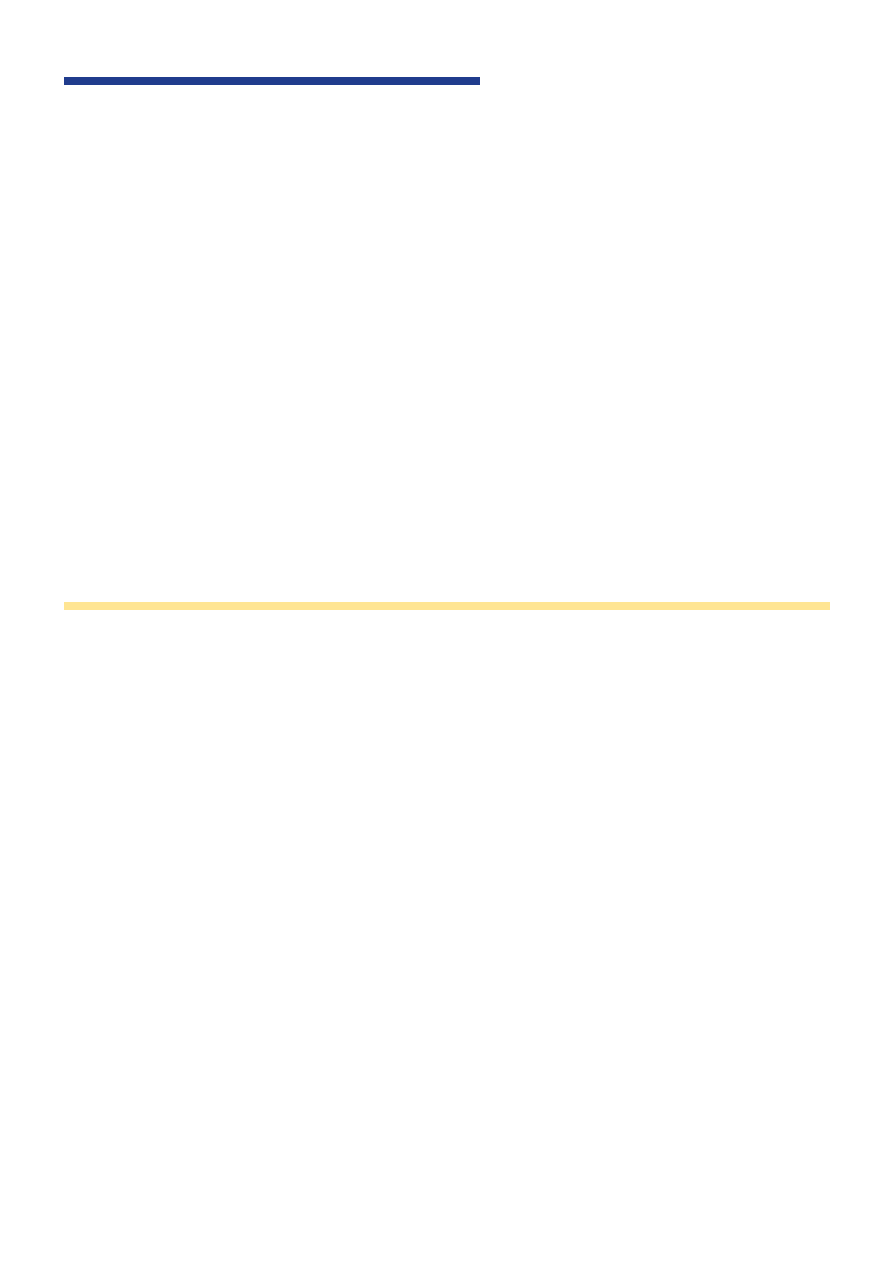
kach. Seria prÛb polegaj¹ca na
pomiarze przetransferowanej
podzia³ki testowej (rys. 5)
o†rozmiarach 100x100 mm wy-
kaza³a, øe skurcz papieru (o
gramaturze 115 g/m
2
) pobrane-
go bezpoúrednio ìz†pÛ³kiî mo-
øe przekraczaÊ 0,5 mm/100
mm. Jest to wystarczaj¹co du-
øo, aby uzyskana odchy³ka wy-
miarÛw†uniemoøliwi³a zgranie
warstw p³ytki dwustronnej lub
np. swobodne osadzenie 40-pi-
nowego gniazda IDC. Prosty za-
bieg sprowadzaj¹cy siÍ do kil-
kudziesiÍciosekundowego susze-
nia arkusza na stoliku grzew-
czym, bezpoúrednio przed wy-
drukiem, pozwoli³ na zreduko-
wanie skurczu do wartoúci
mniejszej niø 0,2 mm/100 mm,
czyli akceptowalnej w†warun-
kach amatorskich.
Drukarka
O†moøliwoúci wykorzystania
danej drukarki (lub kseroko-
piarki) do wykorzystania w†me-
todzie transferowej decyduj¹
rodzaj i†iloúÊ nak³adanego tone-
ra oraz rozdzielczoúÊ i†jakoúÊ
druku.
Oceniaj¹c przydatnoúÊ wy-
druku, naleøy zwrÛciÊ szcze-
gÛln¹ uwagÍ na jednolitoúÊ
(szczelnoúÊ) krycia duøych
p³aszczyzn oraz iloúÊ na³oøone-
go tonera. Wydrukowane úcieø-
ki powinny byÊ wyczuwalne
w†dotyku jako nieznaczne
zgrubienia na powierzchni pa-
pieru. Niemal wszystkie prÛby
prezentowane w†artykule zosta-
³y wykonane na drukarce lase-
rowej HP LaserJet 4+ o†roz-
dzielczoúci 600 dpi (z alterna-
tywnym tonerem firmowanym
przez Esselte). Pozytywne wy-
niki, potwierdzaj¹ce moøliwoúÊ
transferu tonera i†jego odpor-
noúÊ na trawienie, uzyska³em
rÛwnieø z†wydrukami z†druka-
rek HP LaserJet 2200 (1200
dpi), Lexmark Optra E310 oraz
kopiarkami Minolta (laser)
i†Canon NP5060 i†NP6612. Od
innych osÛb otrzyma³em rÛw-
nieø pozytywne opinie doty-
cz¹ce kilku drukarek z†serii
HP (HPIII, HP4Si, HP5L,
HP6P) oraz OkiPage 8W.
Drukarka laserowa jest urz¹-
dzeniem rastrowym, a†to ozna-
cza, øe wydrukowane krawÍ-
dzie úcieøek pionowych lub po-
ziomych s¹ ìprzyci¹ganeî do
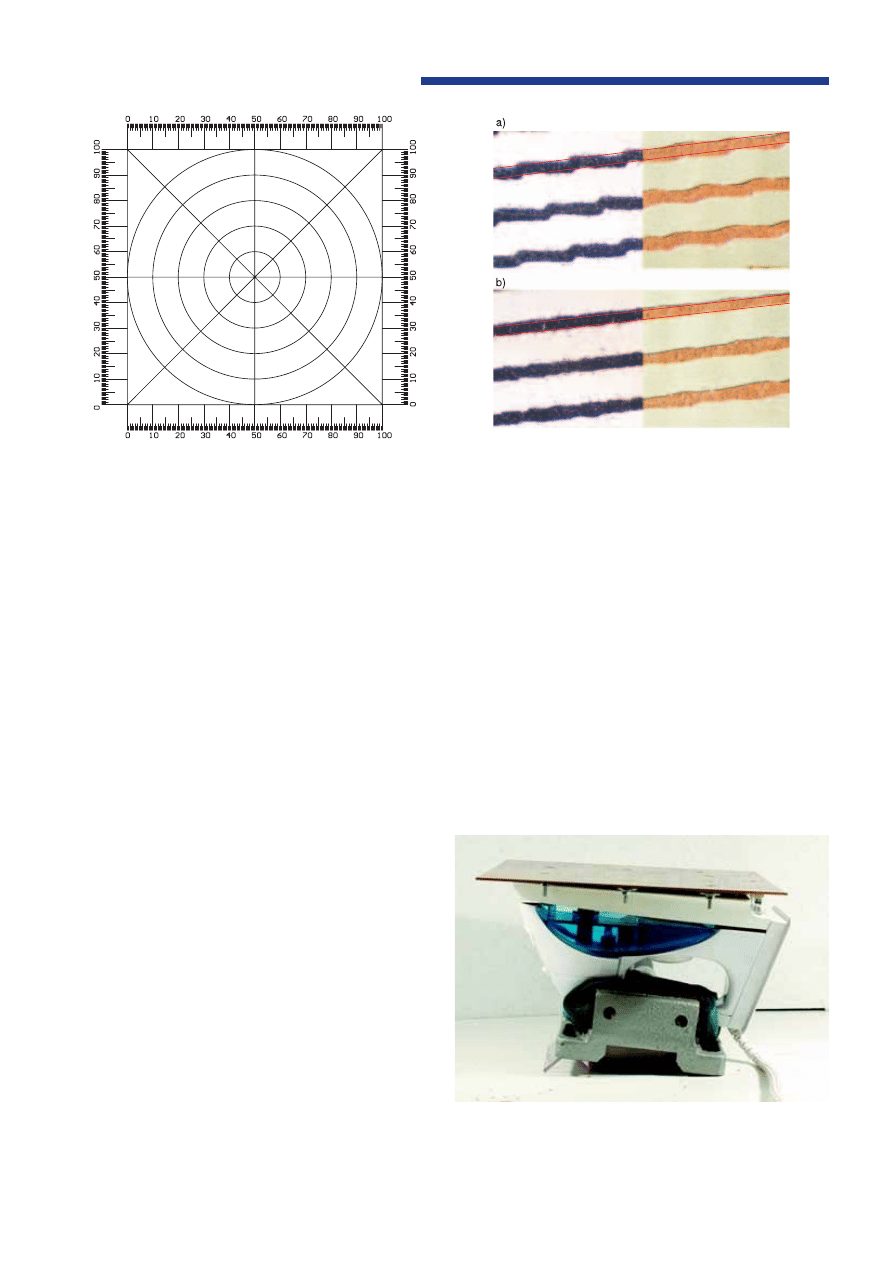
Fot. 6. Ścieżki 6 mils nachylone pod kątem 6,3
o
do osi rastra
− wydruk na papierze i odwzorowanie w miedzi. Widoczne
schodki powstały w wyniku rasteryzacji z rozdzielczością (a) 300
dpi i (b) 600 dpi. Zaznaczone linie symbolizują krawędzie ście−
żek zawartych w projekcie
Rys. 5. Podziałka testowa wykorzystana do określenia stopnia
deformacji papieru (widok zmniejszony do 60%)
Fot. 7. Wbrew potocznej nazwie metody, żelazko służy nie do
prasowania, a jako gorący stolik podgrzewający od spodu
płytkę laminatu. Optymalna temperatura płyty wynosi ok.
155...160
o
C
53
Elektronika Praktyczna 7/2003
N O T A T N I K P R A K T Y K A
siatki rastra, natomiast krawÍ-
dzie úcieøek ukoúnych maj¹
w†rzeczywistoúci postaÊ linii
schodkowej. Zakres rozdziel-
czoúci popularnych obecnie
drukarek laserowych rozci¹ga
siÍ od 300 dpi (punktÛw na
cal) w†najstarszych urz¹dze-
niach do 1200 dpi.
Øeby uzmys³owiÊ sobie zna-
czenie tego parametru, wyraü-
my wielkoúÊ jednego punktu
r a s t r a w † j e d n o s t k a c h m i l s .
OtÛø rozdzielczoúÊ 300 dpi -
odpowiada ok. 3,3 mils, 600
dpi - ok. 1,7 mils, a†1200 dpi
to ok. 0,83 mils. Na fot. 6
moøemy zobaczyÊ mikroskopo-
we zdjÍcie ukoúnych úcieøek
o†szerokoúci 6†mils wydruko-
wanych na papierze, a†nastÍp-
nie wytrawionych w†miedzi.
P r Û b k i z o s t a ³ y w y k o n a n e
w†dwÛch rozdzielczoúciach:
300 dpi (a) oraz 600 dpi (b).
Uzyskane efekty prowadz¹
do wniosku, øe do wytwarza-
nia precyzyjnych PCB, nawet
w†warunkach amatorskich, na-
leøy siÍgn¹Ê po drukarkÍ
o†rozdzielczoúci co najmniej
600 dpi. IloúÊ nanoszonego to-
nera wymaga dobrania w†dro-
dze eksperymentu. W†testowej
drukarce HP4+ najlepsze wyni-
ki osi¹ga³em, ustawiaj¹c daw-
kowanie tonera na 1†lub 2 sto-
pieÒ w†skali 1...5.
Wydruk
Zagadnieniem, na ktÛre
zwraca siÍ szczegÛln¹ uwagÍ
we wszystkich opisach wytwa-
rzania PCB, jest prawid³owa
orientacja masek odpowiadaj¹-
cych poszczegÛlnym warstwom
projektu. Wydruki poszczegÛl-
nych warstw wykonane bez
modyfikacji, bezpoúrednio
z†programu CAD, maj¹ tak¹ sa-
m¹ orientacjÍ jak na ekranie,
tzn. warstwy gÛrne (TopLayer,
TopOverlay) s¹ widoczne tak
jak na rzeczywistej p³ytce, na-
tomiast warstwy dolne (Bot-
tomLayer, BottomOverlay) jako
przeúwituj¹ce przez p³aszczyz-
nÍ laminatu. Przyk³adaj¹c mas-
kÍ do p³ytki, musimy j¹ u³o-
øyÊ tonerem do powierzchni
miedzi. Zatem warstwy gÛrne
wymagaj¹ wydrukowania w†od-
biciu lustrzanym (mirror). Na-
tomiast wydruki warstw dol-
nych pod³oøone pod p³ytkÍ juø
przylegaj¹†tonerem do miedzi,
czyli nie wymagaj¹ odbicia
lustrzanego (tab. 2).
ZwrÛÊmy uwagÍ, øe tradycyj-
ny podzia³ na ìstronÍ elemen-
Tab. 2. Orientacja wydruków poszczególnych warstw
płytki drukowanej
Warstwa
Warstwa
Warstwa
Warstwa
Warstwa
Przeznaczenie
Przeznaczenie
Przeznaczenie
Przeznaczenie
Przeznaczenie
Orientacja wydruku
Orientacja wydruku
Orientacja wydruku
Orientacja wydruku
Orientacja wydruku
Top Overlay
Górny opis elementów
lustrzana
Top Layer
Górna mozaika po³¹czeñ
lustrzana
(Component Side -
strona elementów)
Bottom Layer
Dolna mozaika po³¹czeñ
prosta
(Solder Side - strona lutowania)
Bottom Overlay Dolny opis elementów
prosta
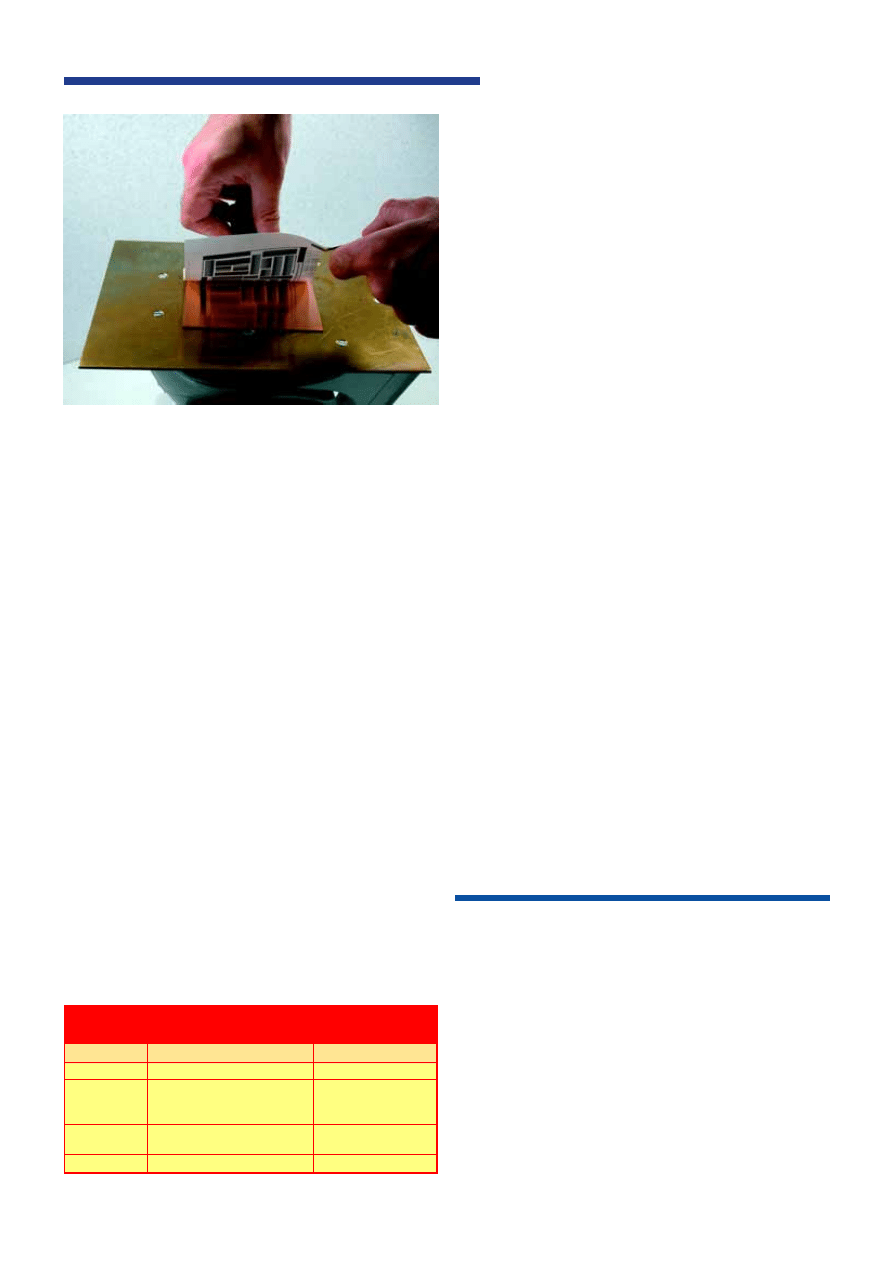
Fot. 8. Przykładanie maski do powierzchni gorącego laminatu.
Alternatywnie można przytwierdzić maskę na zimno, skrawkami
samoprzylepnego papieru. Należy zwrócić baczną uwagę,
aby w pierwszych sekundach nagrzewania nie nastąpiło prze−
sunięcie i rozmazanie przenoszonego obrazu

N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 7/2003
54
tÛwî i†ìstronÍ lutowaniaî maj¹-
cy racjÍ bytu w†przypadku
montaøu przewlekanego traci
sens w†przypadku p³ytek ob-
³oøonych dwustronnie elemen-
tami SMD.
Laminat
Wymagania jakoúciowe i†za-
sady przygotowania powierzch-
ni laminatu (zmatowienie i†od-
t³uszczenie) nie rÛøni¹ siÍ od
opisanych przy okazji omawia-
nia metody†fotolitograficznej.
Metoda termotransferowa jest
jednak bardziej wraøliwa na
obecnoúÊ rys i†wg³ÍbieÒ na po-
wierzchni laminatu, ktÛre mog¹
uniemoøliwiÊ dociúniÍcie tone-
ra i†skutkuj¹cych np. nieprze-
widzianymi przewÍøeniami
úcieøek. Kupuj¹c laminat, nale-
øy rÛwnieø zwrÛciÊ uwagÍ na
splot tkaniny szklanej (osnowy)
widoczny jako siateczka wg³Í-
bieÒ na powierzchni miedzi.
Zbyt g³Íboki relief wystÍpuj¹cy
w†miernej jakoúci laminatach
moøe znacznie utrudniÊ precy-
zyjny transfer drobnych ele-
mentÛw projektu.
Przy amatorskim zakupie nie-
wielkich iloúci laminatu z†przy-
padkowych ürÛde³ zazwyczaj
zwraca siÍ uwagÍ jedynie na
rodzaj pod³oøa (najczÍúciej
Fot. 9. Najwygodniejszym sposobem prasowania okazało się
użycie dwóch, ciasno zwiniętych, szmacianych tamponów.
Jednym przytrzymujemy gorącą płytkę, a drugim pocieramy
papier miejsce obok miejsca, dociskając toner do powierzchni
miedzi
Fot. 10. Krytyczny punkt metody, zależny od nabytej wprawy.
Uplastyczniony toner rozlewa się na powierzchni miedzi
w stopniu proporcjonalnym do temperatury stolika i nacisku
tamponu. Oba fragmenty widoczne na zdjęciu pochodzą
z jednej płytki, a finalna różnica szerokości ścieżek zależy wy−
łącznie od czasu i siły prasowania
bÍdzie to laminat papierowo-fe-
nolowy np. FR-2, szklano-epok-
sydowy np. FR-4 lub kompozy-
towy np. CEM-1), przyjmuj¹c
milcz¹ce za³oøenie, øe gruboúÊ
folii miedzianej wynosi typowo
35
µm. Istotnie jest to gruboúÊ
standardowa, stosowana po-
wszechnie do wytwarzania je-
dno- i†dwustronnych p³ytek
drukowanych metodami sub-
traktywnymi (bez metalizacji
otworÛw). Naleøy jednak zda-
waÊ sobie sprawÍ, øe w†techno-
logiach przemys³owych uøywa
siÍ takøe†folii miedzianej o†in-
nych gruboúciach i†takie lami-
naty rÛwnieø moøna napotkaÊ
w†sklepach elektronicznych. Fo-
lie o†gruboúci wiÍkszej niø
standardowa (70
µm i†105 µm)
znajduj¹ zastosowanie w†p³yt-
kach o†podwyøszonej obci¹øal-
noúci pr¹dowej, natomiast lami-
naty z†cienkimi foliami (12
µm,
17,5
µm) s¹ materia³em stoso-
wanym m.in. do wytwarzania
p³ytek metalizowanych wykony-
wanych metod¹ pÛ³addytywn¹,
w†ktÛrej nastÍpuje elektrolitycz-
ne osadzenie dodatkowej wars-
twy miedzi. Wyjaúnijmy przy
okazji, dlaczego gruboúÊ folii
miedzianej przybiera tak niety-
powe wartoúci. OtÛø podstawo-
wy laminat pokryty foli¹ 35
µm
Cu w†krajach anglosaskich jest
okreúlany jako jednouncjowy,
czyli zawieraj¹cy miedü o†ma-
sie jednej uncji na stopÍ kwad-
ratow¹ 1oz/sq.ft (gÍstoúÊ miedzi
ρCu = 8,96 g/cm
3
, 1†oz. =
28,3495 g, 1†ft = 0,3048 m).
Analogicznie - foliom cieÒszym
od standardowej odpowiadaj¹
oznaczenia 1/3 oz. i†1/2 oz.,
a†foliom grubym 2†oz. i†3oz.
Z†gruboúci¹ warstwy miedzi
bezpoúrednio wi¹øe siÍ jej re-
zystancja powierzchniowa, a†co
za tym idzie dopuszczalna ob-
ci¹øalnoúÊ pr¹dowa úcieøek
oraz g³ÍbokoúÊ podtrawieÒ po-
woduj¹cych zwÍøenie úcieøek
poniøej ich nominalnej szero-
koúci. W†tab. 3 zestawiono ty-
powe gruboúci miedzi i†odpo-
wiadaj¹ce im orientacyjne war-
toúci rezystancji powierzchnio-
wej uzyskiwane na gotowych
p³ytkach.
Øelazko, prasowanie
Przenoszenie rysunku stano-
wi etap najtrudniejszy a†zara-
zem najbardziej zaleøny od
zdobytej wprawy. W†czasie
przenoszenia powierzchnia to-
nera musi zostaÊ nadtopiona,
a†nastÍpnie dok³adnie dociú-
niÍta na ca³ej powierzchni p³yt-
ki. Wbrew potocznej nazwie
metody, øelazko wcale nie naj-
lepiej nadaje siÍ do prasowa-
nia. Praktykowane niekiedy do-
ciskanie maski do laminatu go-
r¹c¹ stopk¹ øelazka jest obar-
czone dwoma wadami:
- Przyklejenie tonera wymaga
dosyÊ silnego docisku i†co
waøniejsze docieraj¹cego rÛw-
nomiernie do kaødego miejsca
na p³ytce. Podczas nagrzewa-
nia, laminat ³atwo ulega defor-
macji, co znacznie utrudnia
jednolite przyklejenie maski
na ca³ej powierzchni.
- Pod³oøe laminatu posiada
pewn¹ pojemnoúÊ ciepln¹. Po
przy³oøeniu øelazka od stro-
ny papieru nastÍpuje szybkie
miÍkniÍcie tonera, podczas
gdy powierzchnia miedzi
wci¹ø pozostaje zimna.
W†moim odczuciu sytuacja
taka sprzyja przypadkowym
przesuniÍciom maski i†rozma-
zywaniu przenoszonego ry-
sunku.
Na podstawie w³asnych do-
úwiadczeÒ mogÍ stwierdziÊ, øe
znacznie lepsze wyniki daje
odwrÛcenie øelazka stopk¹ do
gÛry i†potraktowanie go jako
gor¹cego stolika nagrzewaj¹cego
p³ytkÍ od spodu, czyli od stro-
ny laminatu. Wszystkie prÛby
zosta³y wykonane z†uøyciem
prowizorycznej, ale zarazem
dosyÊ skutecznej konstrukcji
widocznej na fot. 7. P³yta
z†grubej blachy mosiÍønej, do-
ciúniÍta úrubami do obrzeøa
stopki øelazka, zwiÍksza po-
wierzchniÍ pola roboczego
i†jednoczeúnie ma za zadanie
ujednolicaÊ rozk³ad temperatur
na jej powierzchni. Tanie øe-
lazko dalekowschodniej ìmarkiî
o†mocy grza³ki 1200 W, z†regu-
latorem ustawionym na maksi-
mum, zapewnia utrzymanie
centralnej strefy stolika w†tem-
peraturze ok. 155...160
o
C. Nie-
stety, ze wzglÍdu na zbyt ma³¹
przewodnoúÊ ciepln¹ mosi¹dzu
i†niewielk¹ gruboúÊ p³yty, roz-
k³ad temperatur uzyskany na
prototypowym stoliku jest dale-
ki od optymalnego, dlatego na-
stÍpna wersja stolika zostanie
wyposaøona w†p³ytÍ miedzian¹
lub aluminiow¹ o†gruboúci co
najmniej 10 mm.
Papier z†wydrukiem uk³ada-
m y t o n e r e m d o d o ³ u n a
oczyszczonej powierzchni mie-
dzi i†przytwierdzamy na kra-
wÍdzi skrawkami papieru sa-
moprzylepnego. Naleøy pamiÍ-
taÊ o†przyciÍciu papieru z†za-
c h o w a n i e m c o n a j m n i e j 1 0
Tab. 3. Zestawienie typowych grubości miedzi i odpowiada−
jące im orientacyjne wartości rezystancji powierzchniowej
GruboϾ
GruboϾ
GruboϾ
GruboϾ
GruboϾ
Powierzchniowa
Powierzchniowa
Powierzchniowa
Powierzchniowa
Powierzchniowa
Rezystancja
Rezystancja
Rezystancja
Rezystancja
Rezystancja
Cu
Cu
Cu
Cu
Cu
masa Cu
masa Cu
masa Cu
masa Cu
masa Cu
powierzchniowa
powierzchniowa
powierzchniowa
powierzchniowa
powierzchniowa
(oz/sq.ft)
(oz/sq.ft)
(oz/sq.ft)
(oz/sq.ft)
(oz/sq.ft)
(
( (
(
(@25
25
25
25
25
o
o
o
o
o
C)
C)
C)
C)
C)
12 µm
1/3
17,5 µm
1/2
1,0 mΩ/
35 µm
1
0,5 mΩ/
70 µm
2
0,25 mΩ/
105 µm
3
55
Elektronika Praktyczna 7/2003
N O T A T N I K P R A K T Y K A
mm marginesu od obrysu pro-
jektu, co pozwoli na wyelimi-
nowanie b³ÍdÛw wystÍpuj¹-
c y c h z a z w y c z a j n a k r a w Í -
d z i a c h a r k u s z a . D o k ³ a d n e
ustalenie pozycji papieru ma
zasadnicze znaczenie przy wy-
konywaniu p³ytek dwustron-
n y c h , a † t a k ø e w † p r z y p a d k u
niewielkiego nadmiaru lamina-
tu. W†praktyce, przy wykony-
waniu p³ytek jednostronnych
upraszcza³em sobie pracÍ k³a-
d¹c†papier dopiero na nagrza-
ny laminat (fot. 8). Poniewaø
toner szybko przykleja siÍ do
gor¹cej p³ytki, to po zdobyciu
pewnego doúwiadczenia moø-
na nie obawiaÊ siÍ rozmazania
przenoszonego obrazu.
Najwygodniejszym sposobem
prasowania okaza³o siÍ uøycie
dwÛch, ciasno zwiniÍtych,
szmacianych tamponÛw (fot.
9). Jednym z†nich przyciskamy
papier i†gor¹c¹ p³ytkÍ do stoli-
ka, natomiast drugim pociera-
my miejsce obok miejsca, do-
ciskaj¹c toner do powierzchni
miedzi. W†miarÍ prasowania,
niewidoczny pocz¹tkowo rysu-
nek úcieøek zaczyna przebijaÊ
przez papier tworz¹c zauwaøal-
ny relief na jego powierzchni.
Czas prasowania i†si³a docisku
s¹ parametrami, ktÛrych nieste-
ty nie da siÍ okreúliÊ z†gÛry
i†trzeba je ustaliÊ metod¹ prÛb
i†b³ÍdÛw, stopniowo dochodz¹c
do wprawy. Orientacyjnie
moøna przyj¹Ê, øe ca³oúÊ ope-
racji na stoliku zamyka siÍ
w†czasie ok. 1...3 minut. We-
ümy pod uwagÍ, øe uplastycz-
niony toner rozp³ywa siÍ na
powierzchni miedzi w†stopniu
proporcjonalnym do temperatu-
ry stolika i†nacisku tamponu.
Oba fragmenty pokazane na
fot. 10 pochodz¹ z†tej samej
p³ytki testowej i†celowo rÛøni¹
siÍ czasem i†si³¹ uøyt¹ podczas
prasowania.
Metoda termotransferowa,
w†porÛwnaniu z†fotolitografi¹
nie stawia prawie øadnych wy-
magaÒ odnoúnie czystoúci po-
mieszczenia, dziÍki temu ca³ko-
wicie wystarczaj¹ jej warunki
panuj¹ce w†mieszkaniu lub po-
koju biurowym. Jedynym mo-
mentem wymagaj¹cym szczegÛl-
nej starannoúci jest przyk³ada-
nie papieru do p³ytki. Naleøy
zwrÛciÊ uwagÍ, aby nie pozo-
stawiÊ pomiÍdzy nimi zanie-
czyszczeÒ (w³os, ziarno piasku
itp.) mog¹cych uniemoøliwiÊ
rÛwnomierne dociúniÍcie papie-
ru (fot. 11).
Usuwanie papieru
Maj¹c za sob¹ prasowanie,
zdejmujemy p³ytkÍ ze stolika
i†pozwalamy jej ostygn¹Ê.
W†tym czasie przygotowujemy
k¹piel z³oøon¹ z†ciep³ej wody
z†dodatkiem kilku kropel de-
tergentu (np. p³ynu do mycia
naczyÒ). Domieszka detergentu
zmniejsza napiÍcie powierzch-
niowe i†u³atwia penetracjÍ wo-
dy i†dziÍki temu wspomaga
nasi¹kanie papieru. MiÍkniÍcie
moøna takøe przyspieszyÊ, za-
rysowuj¹c paznokciami jego
gÛrn¹ powierzchniÍ. Zazwyczaj
po up³ywie 5...10 minut wars-
twa celulozy daje siÍ oddzie-
Fot. 11. W porównaniu z fotolitografią wymagania odnośnie
czystości są nieporównywalnie mniejsze, mimo to nie należy
ich lekceważyć. Na zdjęciu − spustoszenia w rysunku ścieżek
(6 mils) spowodowane przez włos pozostawiony między płytką
a papierem
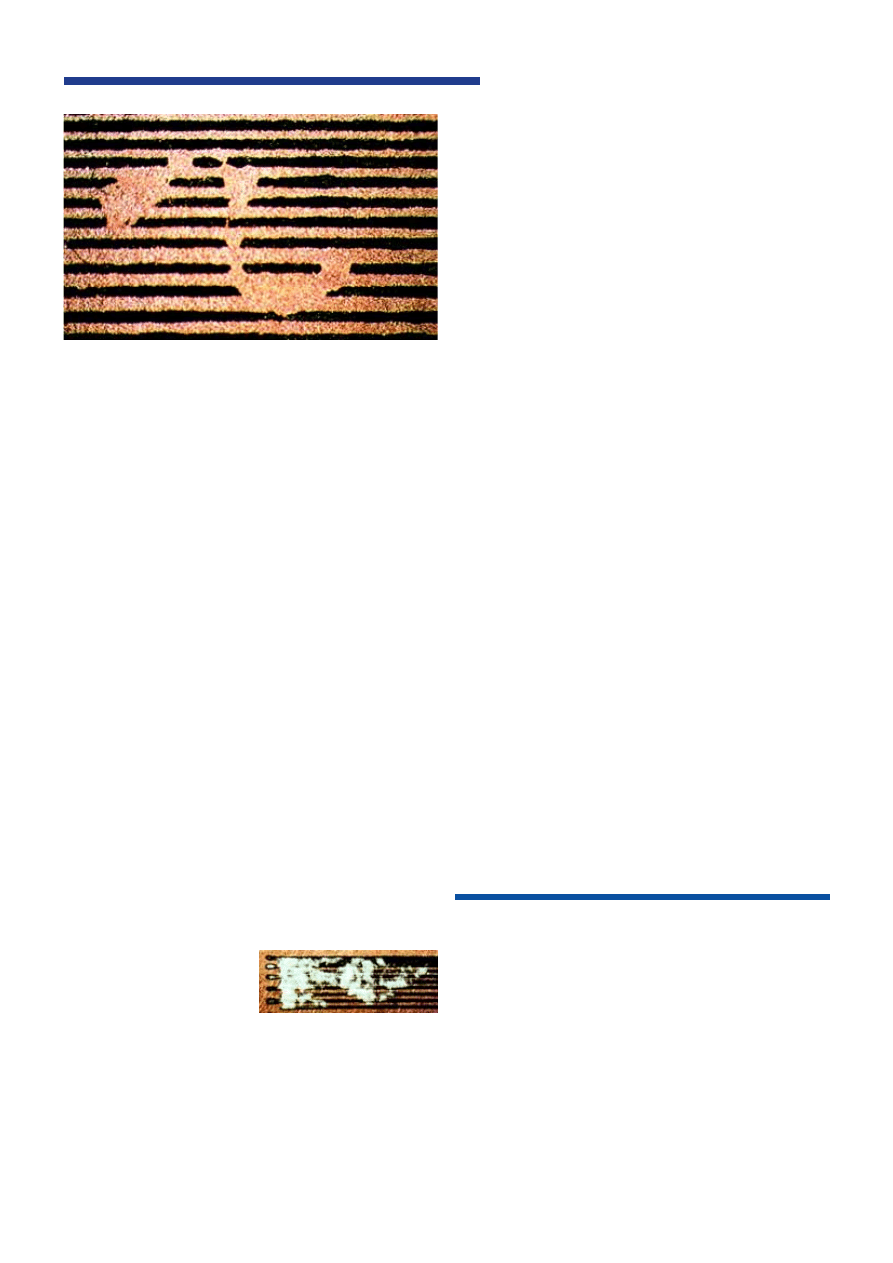
Fot. 12. Resztki powłoki kre−
dowej działają jak maska
chroniąca przez dostępem
kąpieli trawiącej i powodują
występowanie zwarć. Przy
myciu należy zwrócić szcze−
gólną uwagę na oczyszcze−
nie wąskich odstępów między
ścieżkami i otworów służących
do centrowania wiertła

N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 7/2003
56
liÊ, pozostawiaj¹c na p³ytce
resztki pow³oki kredowej przy-
klejone do powierzchni tonera.
Usuwanie resztek kredy jest
najbardziej pracoch³onnym
(trwa nawet do 10 minut) eta-
pem procesu, a†jednoczeúnie
starannoúÊ z†jak¹ siÍ je wyko-
na decyduje o†braku zwarÊ po-
miÍdzy úcieøkami (fot. 12). Do
usuniÍcia pow³oki moøna po-
s³uøyÊ siÍ np. szczoteczk¹ do
zÍbÛw, aczkolwiek w†praktyce
najskuteczniejsze okaza³y siÍ
strumieÒ ciep³ej wody i†opu-
szek palca.
Warstwa tonera zaskakuj¹co
mocno przylega do powierzch-
ni miedzi i†wytrzymuje nawet
e n e r g i c z n e p o c i e r a n i e , b e z
obawy oderwania úcieøek (fot.
13). Zauwaøy³em przy tym, øe
wymywanie kredy zachodzi
oporniej, jeøeli papier zosta³
wczeúniej poddany szybkiemu
suszeniu na øelazku. Szybkim
sposobem na pozbycie siÍ ca-
³ej kredy moøe byÊ jej wytra-
wienie, np. przez przetarcie
p³ytki tamponem nasyconym
10% kwasem octowym. Nie-
stety usuwaj¹c mostki†spomiÍ-
dzy úcieøek zmywamy jedno-
czeúnie pow³okÍ uszczelniaj¹-
c¹ mikropory w†warstwie to-
nera. Ten sam problem doty-
czy wariantu polegaj¹cego na
wykorzystaniu papieru LWC.
£atwoúÊ usuwania kredowej
pow³oki zostaje okupiona ry-
zykiem naruszenia zas³oniÍ-
tych p³aszczyzn miedzi i†wy-
t r a w i a n i a m i k r o s k o p i j n y c h
kraterÛw w†jej powierzchni.
Marek Dzwonnik, AVT
marek.dzwonnik@ep.com.pl
Za miesi¹c, w ostatniej czÍú-
ci artyku³u, dokoÒczymy opis
postÍpowania a takøe przedsta-
wimy moøliwoúci i ogranicze-
nia przezentowanej technologii.
Fot. 13. Do usuwania resztek powłoki kredowej można użyć
szczoteczki do zębów, a najlepiej − opuszka własnego palca.
Prawidłowo nałożony toner mocno przylega do miedzi i wy−
trzymuje bez uszczerbku nawet energiczne pocieranie
59
Elektronika Praktyczna 8/2003
N O T A T N I K P R A K T Y K A
W†trzeciej, ostatniej czÍúci cyklu
przedstawiamy zagadnienia zwi¹zane
z†trawieniem p³ytek drukowanych oraz - jest
to namacalny dowÛd na duøe moøliwoúci
opisywanej metody - wyniki osi¹gniÍte
podczas prac prototypowych. Zapraszamy!
Trawienie
SpoúrÛd ca³ej gamy k¹pieli
przeznaczonych do trawienia
miedzi na p³ytkach PCB, w†wa-
runkach amatorskich na uwagÍ
zas³uguj¹ trzy ich rodzaje:
- RoztwÛr chlorku øelazowego
(FeCl
3
) o†stÍøeniu 28...42%
(wagowo) z†ewentualnym do-
datkiem do 5% kwasu solne-
go (HCl). Chlorek øelazowy
mimo swojej niekwestionowa-
nej popularnoúci ma kilka is-
totnych wad, m.in. wykonana
z†niego k¹piel wymaga inten-
sywnego mieszania usuwaj¹ce-
go powstaj¹cy osad, a†jej nie-
przezroczystoúÊ utrudnia wi-
zualn¹ kontrolÍ postÍpu tra-
wienia. Do tego naleøy jeszcze
dodaÊ legendarn¹†zdolnoúÊ do
tworzenia nieusuwalnych
plam.
Prototyp w godzinę
−
precyzja niemal przemysłowa
- K¹piele kwaúne z³oøone z†kwa-
su siarkowego (H
2
SO
4
) lub sol-
nego (HCl) z†dodatkiem perhyd-
rolu (30% nadtlenek wodoru,
H
2
O
2
). Mieszaniny te nadaj¹ siÍ
do trawienia p³ytek precyzyj-
nych, s¹ rÛwnieø stosunkowo
³atwe do zestawienia w†warun-
kach amatorskich. Niestety ze
wzglÍdu na ma³¹ trwa³oúÊ nie
nadaj¹ siÍ do przechowywania.
- RoztwÛr nadsiarczanu amonu
(NH
4
)
2
SO
4
. Ze wzglÍdu na ma-
³¹ agresywnoúÊ k¹piel nadaje
siÍ praktycznie do wszystkich
rodzajÛw pokryÊ ochronnych,
a†zarazem pozwala na trawie-
nie p³ytek o†wysokiej jakoúci.
W†przemyúle jest obecnie sto-
sowana rzadko, ze wzglÍdu na
trudnoúci z†regeneracj¹ i†odzys-
kiem miedzi z†roztworu, co ma
jednak niewielkie znaczenie
Płytki drukowane w domu, część 3
w†warunkach amatorskich. We-
d³ug receptury podanej w†[1]
stÍøenie nadsiarczanu amonu
powinno wynosiÊ 200...300 g/
dm
3
. åwieøy roztwÛr jest bez-
barwny, a†w†miarÍ zuøywania
stopniowo przybiera barwÍ in-
tensywnie niebiesk¹. DziÍki
dobrej trwa³oúci moøe byÊ wy-
korzystany praktycznie do koÒ-
ca, a†stosunkowo niska cena
g³Ûwnego sk³adnika rÛwnieø
zachÍca do stosowania w†wa-
runkach amatorskich. Ze
wzglÍdu na szybkoúÊ trawienia
zaleca siÍ podgrzewanie k¹pie-
li do temperatury ok. 40
o
C.
Naleøy jednak wspomnieÊ
o†pewnym istotnym szczegÛle.
OtÛø wed³ug receptury, do sta-
bilnej pracy k¹pieli zalecana jest
domieszka katalizatora (chlorek
N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 8/2003
60
rtÍci (II) HgCl
2
o†stÍøeniu 8†mg/
dm
3
). O†ile ca³kowita iloúÊ i†stÍ-
øenie katalizatora zawartego
w†k¹pieli s¹ stosunkowo niewiel-
kie (dopuszczalne stÍøenie rtÍci
w†úciekach zrzucanych do kana-
lizacji komunalnej nie moøe
przekraczaʆ0,1 mg Hg/dm
3
), to
operowanie stÍøonymi zwi¹zka-
mi rtÍci podczas przygotowania
roztworu wymaga zachowania
specjalnych úrodkÛw ostroønoúci.
DostÍpny w†handlu Wytra-
wiacz Drobnokrystaliczny B327,
mimo braku na opakowaniu ja-
kichkolwiek informacji o†jego
sk³adzie, jest najprawdopodob-
niej mieszanin¹ sporz¹dzon¹ na
bazie nadsiarczanu amonu lub
nadsiarczanu sodu. W†chwili
obecnej moøna go uznaÊ za je-
den z†najwygodniejszych i†³atwo
dostÍpnych preparatÛw do tra-
wienia miedzi. Za jego stosowa-
niem przemawia m.in. to, øe nie
narusza resztek pow³oki kredo-
wej, a†takøe komfort wynikaj¹cy
z†klarownoúci k¹pieli.
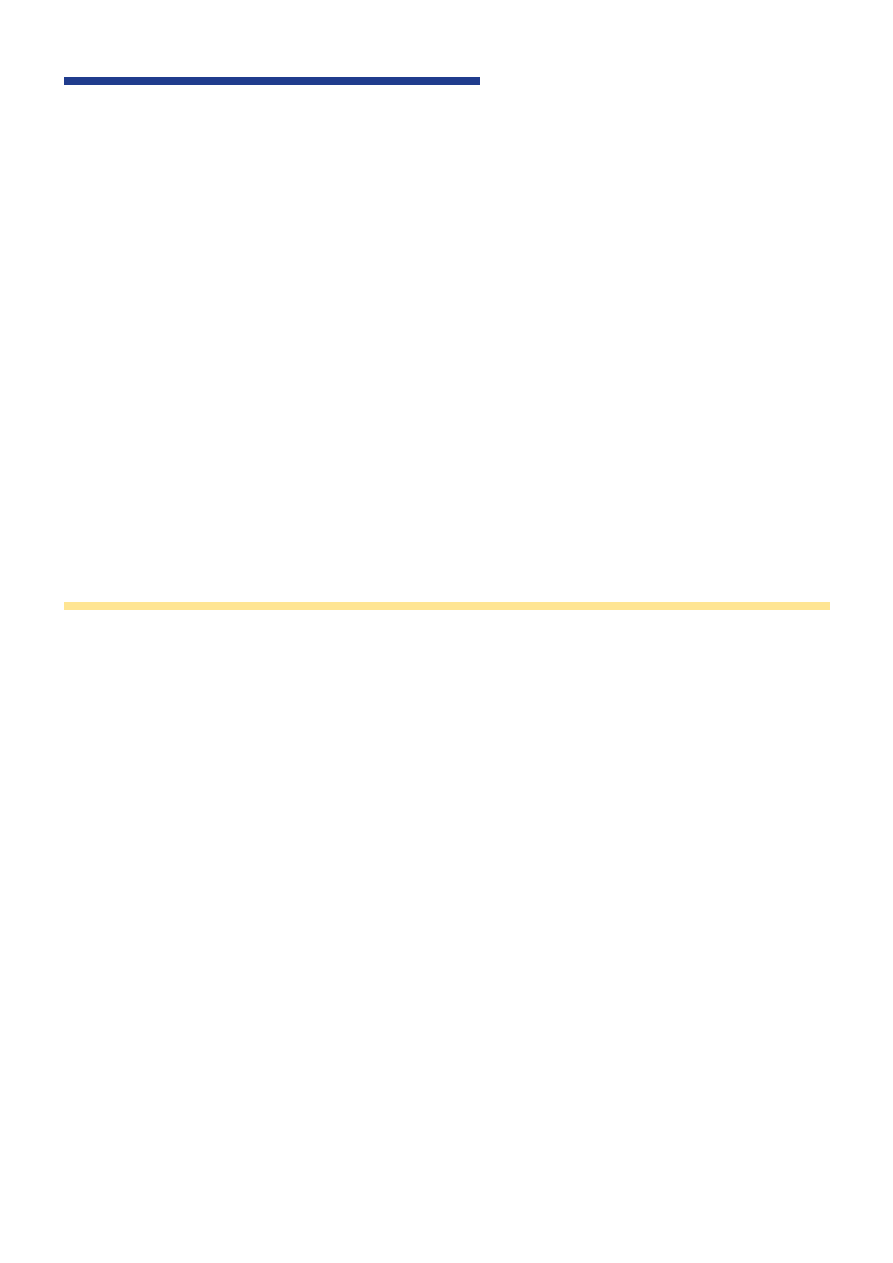
Na fot. 14 pokazano wygl¹d
amatorskiej trawiarki nape³nionej
czÍúciowo zuøytym roztworem
B327. Umieszczone na jej dnie
grza³ki akwariowe wraz z†regula-
torem utrzymuj¹ temperaturÍ
k¹pieli na poziomie ok.
40...42
o
C, natomiast widoczna
z†ty³u rurka napowietrzaj¹ca wy-
twarza kurtynÍ pÍcherzykÛw po-
wietrza powoduj¹c¹ intensywne
i†rÛwnomierne mieszanie roztwo-
ru. Czas trawienia miedzi
o†gruboúci 35
µm wynosi w†ta-
kich warunkach przeciÍtnie
12...15 minut.
Na fot. 15 przedstawiono wy-
gl¹d úcieøek o†nominalnej szero-
koúci 6†mils, po wytrawieniu
i†czÍúciowym mechanicznym
usuniÍciu maskuj¹cego je tonera.
KrawÍdzie maski tworz¹ prze-
wieszone okapy, natomiast ukry-
te pod nimi úcieøki uleg³y pod-
trawieniu na g³ÍbokoúÊ porÛwny-
waln¹ z†gruboúci¹ warstwy mie-
dzi. Wszystkie prÛbki prezento-
wane w†artykule zosta³y†wykona-
ne na standardowych laminatach
o†gruboúci miedzi 35
µm - czyli
ok. 1,4 mils. Z†drugiej strony, je-
øeli porÛwnamy uzyskane szero-
koúci úcieøek z†wymiarami nomi-
nalnymi (projektowymi), to mo-
øemy stwierdziÊ, øe†poszerzenie
na skutek rozp³yniÍcia tonera
i†zwÍøenie powsta³e w†efekcie
podtrawienia kompensuj¹ siÍ
wzajemnie, a†finalna szerokoúÊ
niewiele odbiega od za³oøonej.
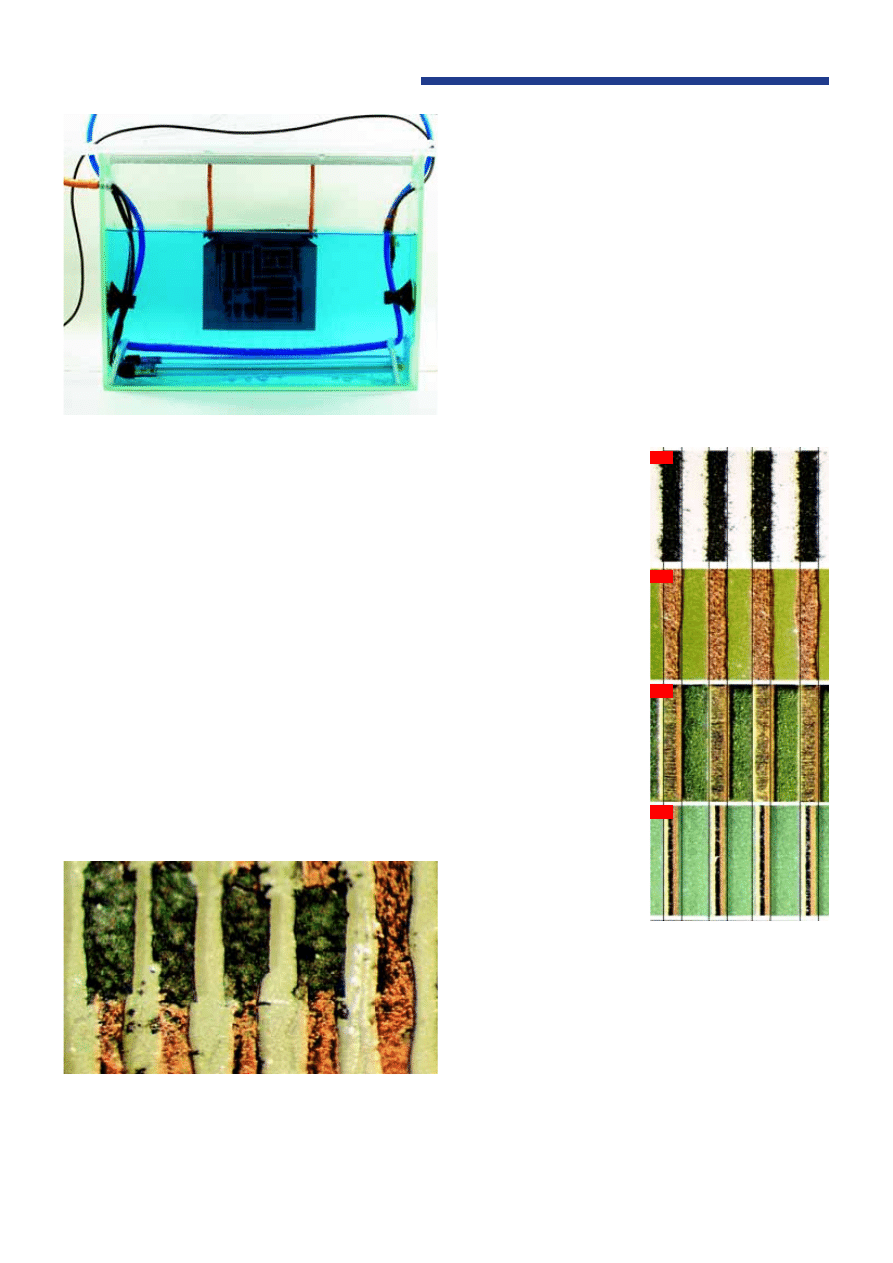
Ciekawego porÛwnania dostar-
cza fot. 16. Zestawiono na niej
fragment mozaiki z³oøonej z†rÛw-
noleg³ych úcieøek o†szerokoúci
6†mils wykonanych w†rÛønych
technologiach. Pocz¹wszy od gÛ-
ry moøemy zobaczyÊ wydruk
maski (600 dpi) na papierze kre-
dowym (a) i†úcieøki uzyskane za
jej pomoc¹ (b) oraz rezultaty
technologii przemys³owej z†mas-
k¹ fotopolimerow¹ (c) oraz
z†mask¹ metaliczn¹ Sn-Pb (d).
Technologie przemys³owe gwa-
rantuj¹ niemal idealn¹ powtarzal-
noúÊ i†jakoúÊ krawÍdzi niedostÍp-
n¹ dla mozaiki transferowanej
z†wydruku 600 dpi. Jednak
z†drugiej strony zwrÛÊmy uwagÍ
na zaskakuj¹c¹ prÛbkÍ (d), gdzie
z†nominalnej szerokoúci úcieøek
pozosta³o jedynie ok. 2†mils.
Mycie i†zabezpieczenie
p³ytki
Po wyjÍciu p³ytki z†trawiarki
pozostaje juø tylko zmycie maski
ochronnej. Polimerowy toner daje
siÍ ³atwo usun¹Ê za pomoc¹ po-
pularnych rozpuszczalnikÛw†orga-
nicznych np. acetonu lub (lepiej)
rozpuszczalnika Nitro. Jak siÍ jed-
nak zd¹øy³em przekonaÊ, po zmy-
ciu tonera na powierzchni miedzi
pozostaje cienka, woskowata war-
stewka mog¹ca skutecznie uprzyk-
rzyÊ pÛüniejsze lutowanie. Dlate-
go przed pokryciem p³ytki wars-
tw¹ topnika warto ostatni raz
przeszlifowaÊ j¹ pod bieø¹c¹ wo-
d¹ za pomoc¹ bardzo drobnego
papieru úciernego (>1000).
Rezultaty
Po szczegÛ³owym przedstawie-
niu metody nadesz³a pora na
prezentacjÍ i†omÛwienie uzyska-
nych wynikÛw. Licytuj¹c swoje
osi¹gniÍcia w†wytwarzaniu domo-
wych PCB, najchÍtniej podajemy
minimalne uzyskane szerokoúci
úcieøek. Na fot. 17 przedstawio-
no prÛbÍ oceny metody wed³ug
tego w³aúnie kryterium. Jak wi-
daÊ, úcieøka o†nominalnej szero-
koúci 4†mils zachowa³a†elektrycz-
n¹ ci¹g³oúÊ. Oczywiúcie nie na-
mawiam nikogo do realizacji ta-
kich projektÛw, a†sam test nale-
øy potraktowaÊ z†przymruøeniem
oka. Jednak daje on pewn¹ orien-
tacjÍ co do potencjalnych moøli-
woúci technologii ìkredowejî.
OprÛcz minimalnej szerokoúci
úcieøek, drugim waønym para-
metrem s¹ minimalne separacje
gwarantuj¹ce unikniÍcie zwarÊ.
Wykonane specjalnie w†tym celu
prÛbki testowe sk³ada³y siÍ
z†rzÍdu rÛwnoleg³ych úcieøek
o†stopniowo rosn¹cych odstÍ-
pach. Na fot. 18 pokazano frag-
ment prÛbki z³oøonej ze úcieøek
o†nominalnej szerokoúci 6†mils.
Liczby na rysunku oznaczaj¹ od-
stÍpy pomiÍdzy osi¹ úcieøki cen-
tralnej a†osiami jej najbliøszych
s¹siadÛw. Jak moøna zauwaøyÊ,
w†miarÍ oddalania stopniowo za-
nikaj¹ oddzia³ywania miÍdzy s¹-
siaduj¹cymi elementami mozaiki.
Zapewnienie odstÍpu 6†mils
w†zasadzie gwarantuje, øe pomiÍ-
dzy s¹siaduj¹cymi elementami
Fot. 14. Trawiarka napełniona roztworem B327. Na dnie wi−
doczne są dwie grzałki akwaryjne, a z tyłu − kurtyna pęcherzy−
ków powietrza powodująca intensywne a jednocześnie równo−
mierne mieszanie roztworu. Pojemność robocza zbiornika wy−
nosi ok. 2,5...3 dm
3
Fot. 15. Podtrawienie krawędzi ścieżek. Na zdjęciu − ścieżki
6 mils po wytrawieniu i mechanicznym usunięciu części pokry−
cia maskującego. Widoczne “okapy” powstały na skutek roz−
puszczenia miedzi pod krawędzią tonera. Zwróćmy uwagę, że
rozlanie tonera i podtrawienie kompensują się wzajemnie,
dzięki czemu finalna szerokość scieżek niewiele różni się od
zamierzonej
Fot. 16. Ścieżki 6 mils w róż−
nych wykonaniach: wydruk
600 dpi na papierze kredo−
wym (a); termotransfer z pa−
pieru kredowego (b); techno−
logia profesjonalna z maską
fotopolimerową (c); technolo−
gia profesjonalna z maską
metaliczną Sn−Pb (d). Wyko−
nania profesjonalne zapew−
niają znacznie lepszą równo−
mierność ścieżek niż metoda
termotransferowa, ale nie bez
niespodzianek − w ostatniej
próbce (maska SnPb) ze
ścieżek o projektowanej szero−
kości 6 mils zostało zaledwie
ok. 2 mils
a)
b)
c)
d)
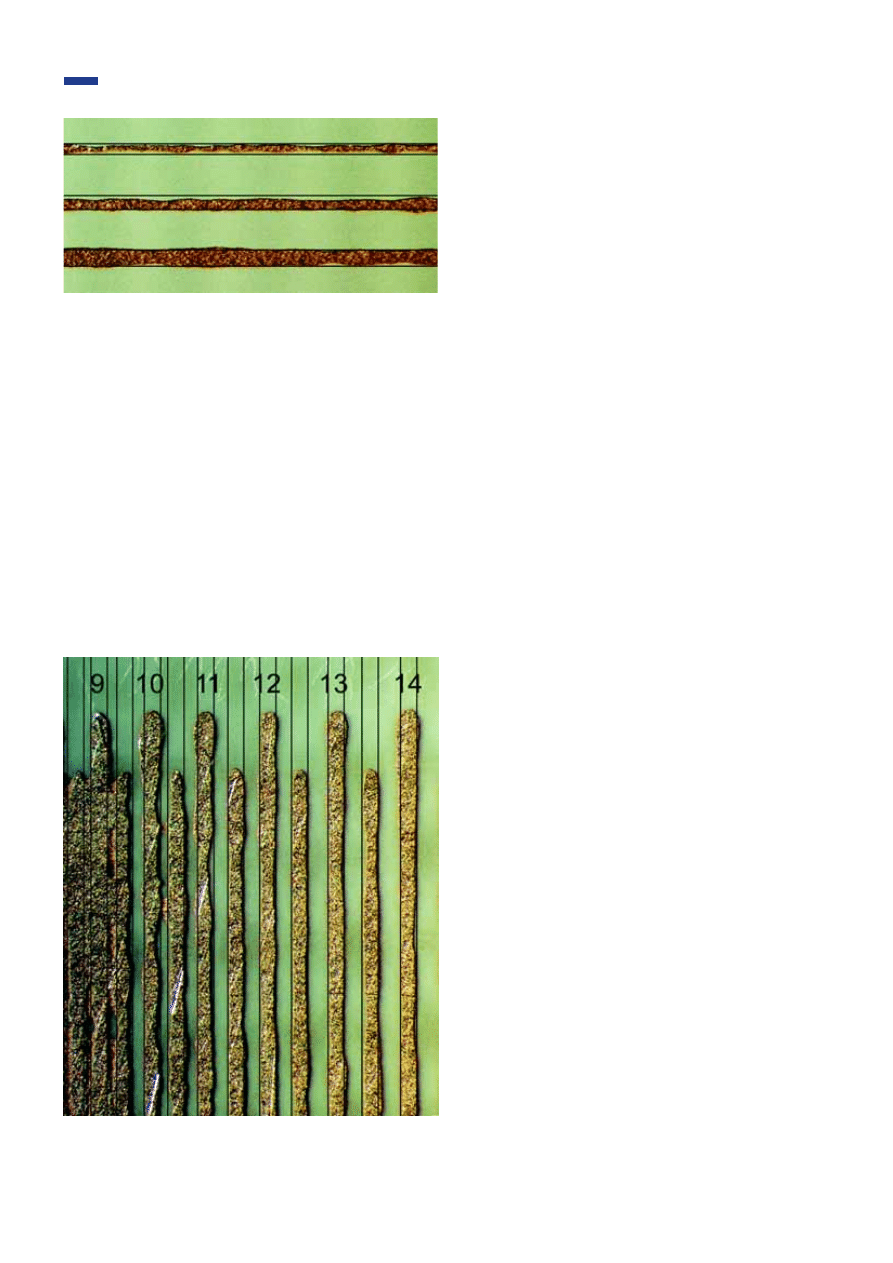
61
Elektronika Praktyczna 8/2003
N O T A T N I K P R A K T Y K A
mozaiki nie wyst¹pi¹ zwarcia
wynikaj¹ce ze zbyt bliskiego s¹-
siedztwa.
Kolejne zdjÍcia prezentuj¹
przyk³ady struktur, z†jakimi
moøna siÍ spotkaÊ w†rzeczywis-
tych projektach. S¹ to przejúcia
úcieøek pod standardowymi el-
mentami w†obudowach SMD:
0805 (fot. 19) i†SOT-23 (fot. 20)
oraz trzy úcieøki o†szerokoúci
6†mils (fot. 21) przeprowadzone
pomiÍdzy polami lutowniczymi
uk³adu scalonego w†obudowie
DIP (pola o†nominalnej úrednicy
62 mils w†rozstawie 100 mils).
Rozpoczynaj¹c artyku³ wspo-
mnia³em o rosn¹cym zapotrzebo-
waniu na precyzyjne, amatorskie
PCB, wynikaj¹cym z†silnego d¹øe-
nia producentÛw do miniaturyza-
cji obudÛw. Na fot. 22 pokazano
fragment p³ytki drukowanej
z†przylutowanym uk³adem w†obu-
dowie QFP208 z†wyprowadzenia-
mi w†rastrze 0,5 mm. Jakkolwiek
nie widaÊ tego na zdjÍciu, to mo-
gÍ zapewniÊ, øe wszystkie pozo-
sta³e wyprowadzenia zosta³y przy-
lutowane do poprawnych pÛl†lu-
towniczych wytrawionych bez
zwarÊ i†istotnych ubytkÛw.
Opisy - warstwy
Overlay
Na zakoÒczenie wspomnÍ
o†jeszcze jednym zastosowaniu
metody termotransferowej. Kosz-
tem dodatkowych kilku minut
pracy moøemy nanieúÊ na p³yt-
kÍ opis elementÛw (warstwy
BottomOverlay i†TopOverlay)
znakomicie u³atwiaj¹cy pÛüniej-
szy montaø (fot. 23). Poniewaø
Fot. 17. 6 mils... 5 mils... 4 mils... Gdzie leży granica? Ścieżka
4 mils mimo wyraźnych głębokich przewężeń zachowała ciąg−
łość i nienaruszoną górną płaszczyznę
Fot. 18. Ścieżki 6 mils w zmiennych odstępach. Liczby oznacza−
ją odległość w milsach pomiędzy osią ścieżki centralnej
a osiami jej najbliższych sąsiadów. Zachowanie ok. 6 mils se−
paracji wystarcza do wyeliminowania zwarć
N O T A T N I K P R A K T Y K A
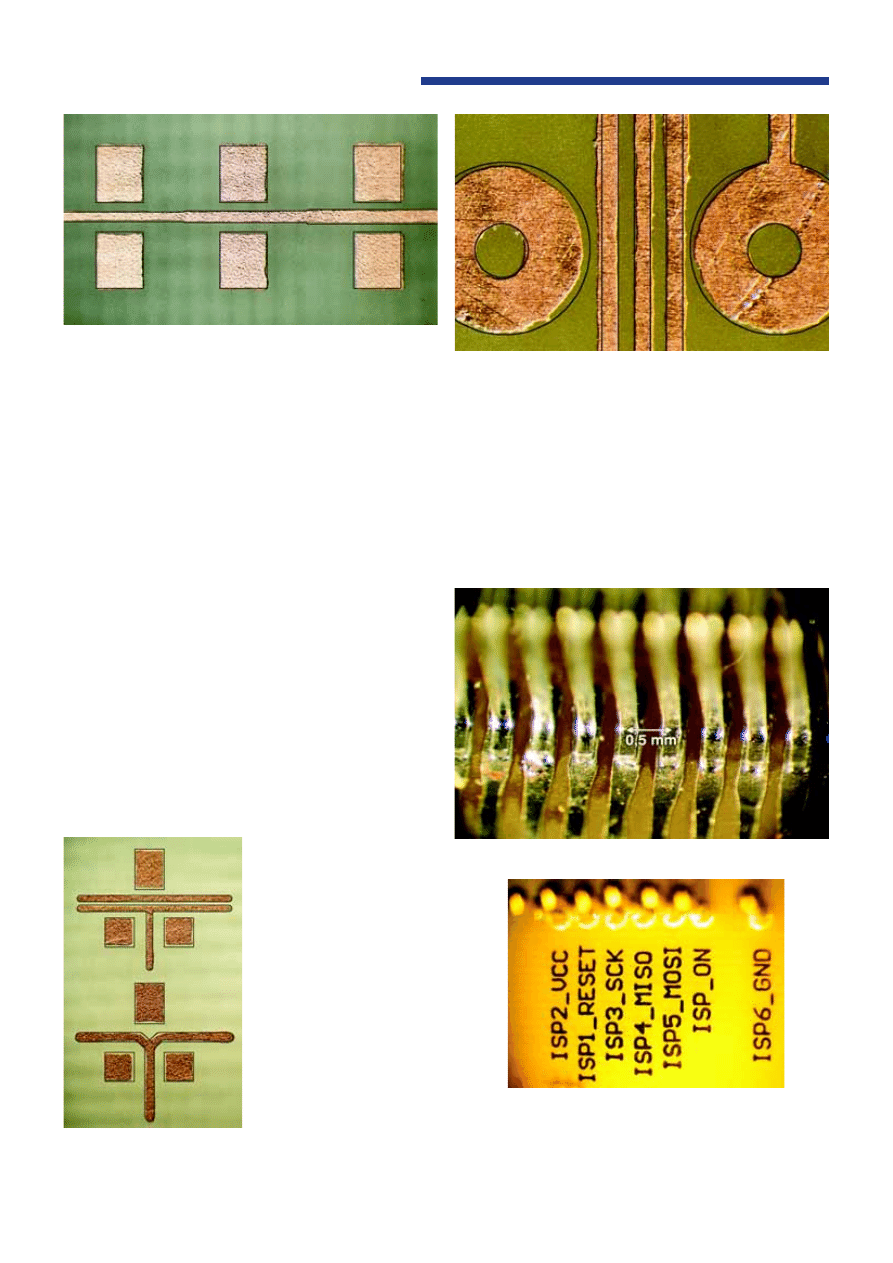
N O T A T N I K P R A K T Y K A
Elektronika Praktyczna 8/2003
62
toner po zmyciu kredy przyjmu-
je nieciekaw¹ szarosin¹ barwÍ,
a†zarazem od warstwy opisowej
nie oczekujemy idealnej szczel-
noúci krycia, to tym razem mo-
øemy znacznie uproúciÊ techno-
logiÍ. Zamiast k¹pieli i†ømudne-
go zmywania kredy, po prostu
odrywamy papier na gor¹co,
jeszcze przed zdjÍciem p³ytki
z†øelazka. Wprawdzie znaczna
czÍúÊ wydruku pozostanie na
papierze, to jednak reszta prze-
niesiona na p³ytkÍ i†tak zapewni
dobry kontrast oraz czytelnoúÊ
znakÛw nawet o†wysokoúci za-
ledwie 40 mils.
Podsumowanie
PorÛwnuj¹c rezultaty metody
termotransferowej z†minimalnymi
wymaganiami nak³adanymi przez
wiele firm zajmuj¹cych siÍ pro-
dukcj¹ p³ytek drukowanych, ³at-
wo ulec z³udnemu wraøeniu,
øe†oto w†amatorskim rÍku mamy
narzÍdzie doskona³e. Nie traÊmy
jednak zdrowego rozs¹dku. Gra-
niczne moøliwoúci profesjonalis-
tÛw siÍgaj¹ znacznie dalej, a†sta-
wiane ograniczenia maj¹ zagwa-
rantowaÊ niemal 100% bezb³Íd-
noúÊ i†powtarzalnoúÊ wykonania
Fot. 19. Pojedyncza ścieżka (kolejno o szerokości: 10, 12, 15
mils) przeprowadzona pomiędzy polami elementu SMD0805
w†dowolnym punkcie formatki
o†rozmiarach znacznie wiÍkszych
niø osi¹galne w†metodzie ìøelaz-
kowejî. Jednak i†ta metoda ma
swoje niezaprzeczalne zalety.
Jakkolwiek zaprezentowa³em
liczne przyk³ady wykonania
úcieøek o†szerokoúci 6†mils, to
jednak nie wyobraøam sobie np.
poprowadzenia w†ten sposÛb
magistrali 32 * 6†mils wzd³uø
ca³ej eurokarty. Jednak jak naj-
bardziej realne wydaje siÍ siÍg-
niÍcie po wymiar 6†mils w†kry-
tycznych punktach projektu, czy
teø np. wyprowadzenie úcieøek
spod obudowy o†rastrze 0,65
mm czy nawet 0,5 mm. Zw³asz-
cza øe w†realizacjach amators-
kich moøna sobie pozwoliÊ na
kaødorazowe dok³adne obejrze-
nie przetransferowanej maski
i†ewentualne poúwiÍcenie dodat-
kowych 20 minut na retusz lub
zmycie tonera i†kolejne prasowa-
nie. SzybkoúÊ dzia³ania i†to mi-
mo czasu jaki trzeba poúwiÍciÊ
na ewentualne poprawki stanowi
drugi niebagatelny atut metody.
Bior¹c pod uwagÍ, øe na wyko-
nanie p³ytki jednostronnej po-
trzeba nie wiÍcej niø 50...60 mi-
nut (oczywiúcie nie licz¹c wier-
cenia), moøna siÍ pokusiÊ o†wy-
konywanie p³ytek drukowanych
ad hoc, do kolejnych wersji uru-
chamianego prototypu.
Przede wszystkim jednak za-
chÍcam do eksperymentÛw.
Prawdopodobnie spore moøli-
woúci tkwi¹ jeszcze w†wykorzys-
taniu coraz powszechniejszych
drukarek 1200 dpi a†takøe w†po-
szukiwaniu innych materia³Ûw
do wydruku. Przypomnijmy -
szukamy noúnika o†g³adkiej po-
wierzchni, odpornego na tempe-
raturÍ druku i†prasowania a†zara-
zem usuwalnego w†wodzie lub
innym rozpuszczalniku obojÍt-
nym wobec tonera.
Wachlarz zagadnieÒ zwi¹za-
nych z†amatorskimi PCB jest do-
syÊ szeroki, a†kilka z†nich zosta-
³o jedynie zasygnalizowane, jak
np. sposoby wykonywania p³ytek
dwustronnych czy konstrukcja
trawiarki. Jeøeli Czytelnicy wy-
kaø¹ zainteresowanie tym tema-
tem, to moøemy powrÛciÊ do
niego w†kolejnych numerach.
Marek Dzwonnik, AVT
marek.dzwonnik@ep.com.pl
Odnoúniki
1. ìTechnologia i montaø p³ytek
drukowanychî, Jerzy Michal-
ski, seria USE, WNT, Warsza-
wa 1992, ISBN 83-204-1413-X
2. http://www.crceurope.com/
-> KontaktChemie
-> Positiv20
Fot. 23. Złącze ISP na podstawce uruchomieniowej opisane
(warstwa Top Overlay) metodą termotransferową z oderwa−
niem papieru na gorąco. Wzdłuż górnej krawędzi widoczny
zarys sprężystych szpilek testowych produkowanych przez Q&A
rozmieszczonych w rastrze 100 mils. Całkowita wysokość zna−
ków wynosi 60 mils
Fot. 20. Pojedyncze (12 mils)
i podwójne (8 mils) przejście
pod obudową SOT−23
Fot. 22. Fragment płytki testowej i zamontowanego układu scalo−
nego w obudowie TQFP208 z wyprowadzeniami w rastrze 0,5 mm
Fot. 21. Potrójne przejście pomiędzy polami układu w obudowie
DIP (ścieżki 6 mils, pola lutownicze 62 mils w rozstawie 100 mils)
- specyfikacja zamieszczona
na stronie producenta.
3. h t t p : / / w w w . e p . c o m . p l / ? f t p /
makepcb/index.html - artyku³
z EP
4. h t t p : / / w w w . m a n t e c h . c o . z a /
kontakt/kc20man.HTM - szcze-
gÛ³owa instrukcja stosowania
Positivu
5. http://www.easy-soft.tsnet.pl/
akademia/pcb/pcbes.html -
polskie opisy wykorzystania
Positivu i folii TES-200
Wyszukiwarka
Podobne podstrony:
Płytki drukowane w domu, część 1
2010 07 Płytki drukowane metoda fotochemiczna
2010 05 Płytki drukowane domowa soldermaska
2006 04 Domowe sposoby na płytki drukowane
2011 02 Ekologiczne płytki drukowalne
Płytki drukowane w warunkach domowych EdW
PÅytki drukowane w domu program za grosik
WYKONANIE PŁYTKI DRUKOWANEJ 2
Płytki drukowane metodą wydrapywaną zero chemii do prostych projektów w sam raz
2010 12 Płytki drukowane w warunkach domowych
2006 04 Domowe sposoby na płytki drukowane
03 Sejsmika04 plytkieid 4624 ppt
EP(11)
EP(4)
więcej podobnych podstron