Nowy model
marketingowy
Marketing technologii CAD/CAM w laboratorium dentystycznym
Technologia CAD/CAM niesie za sobą szereg zmian w funkcjonowaniu laboratoriów
dentystycznych i gabinetów stomatologicznych oraz relacji pomiędzy tymi podmiotami.
Autor:
Arkadiusz Rokosa
Hasła indeksowe:
CAD/CAM, marketing, zarządzanie pracownią
J
edną z istotnych zmian, jakie nie-
sie za sobą technologia CAD/CAM
w funkcjonowaniu pracowni, jest
zmiana postrzegania modelu marke-
tingowego prowadzenia laboratorium
protetycznego. Dotychczasowy model
polegał na większościowym wykorzy-
staniu nabytych i wrodzonych zdolno-
ści manualnych technika do wytwarza-
nia protez zębowych. Praca technika
dentystycznego zdominowana była
przez czynności wykonywane fizycz-
nie i pracę ręczną przy wykorzystaniu
szeregu urządzeń wspomagających,
ale nie zastępujących pracy człowieka.
W efekcie czas pracy potrzebny do wy-
konania protezy to ponad 70% zaan-
gażowania fizycznego i umysłowego
człowieka, a 30% to realizacja procesów
technologicznych przez urządzenia.
Wprowadzenie do stomatologii freza-
rek sterowanych numerycznie całko-
wicie zmieniło te proporcje. W tech-
nologii CAD/CAM praca człowieka
to zaledwie niewielki ułamek wytwo-
rzenia protezy, przy czym wykonaw-
stwo ręczne zostało całkowicie zastą-
pione pracą umysłową. Zmianie ulega
więc cała struktura i hierarchia war-
tości, liczą się nie umiejętności ma-
nualne, ale wiedza i doświadczenie
w połączeniu z nabytą sprawnością
obsługi oprogramowania.
Precyzję i jakość wytworzenia pracy
zapewniają obrabiarki, dzięki czemu
zarówno jakość, jak i precyzja są za-
wsze takie same i nie zależą bezpo-
średnio od technika. W związku z tym
faktem procesami marketingowymi
w laboratorium CAD/CAM rządzą nie
– jak dotychczas – prawidła rzemieśl-
nicze, ale te znane z przemysłu, gdzie
istotna jest zasada: nieważne, jak dro-
ga jest inwestycja, ważne, ile możesz
na niej zarobić.
CAD/CAM szyty na miarę?
Przed zakupem systemu CAD/CAM
należy sprecyzować dwa zakładane
wskaźniki wyboru, mianowicie po-
trzeby i rentowność.
Potrzeby
Nie ma jednego, uniwersalnego sys-
temu frezowania. Każda konfiguracja
różni się szczegółami, które mają wy-
mierny wpływ na ostateczny rezultat
pracy. Warto zatem bardzo dokładnie
przeanalizować możliwości kreacyjne
co najmniej kilku produktów, pocho-
dzących od jednego lub różnych do-
stawców. Największe różnice dotyczą
frezarek i bezpośrednio zależą od ro-
dzajów napędu wrzeciona, liczby i ro-
dzaju osi oraz techniki frezowania. Ja-
kość wrzeciona wpływa bezpośrednio
na jakość pracy i ma szczególne zna-
czenie podczas obróbki tlenku cyrko-
nu. Bezdyskusyjnie najlepszym roz-
wiązaniem są profesjonalne głowice
HF typu Jäger, a najsłabszym – mikro-
silniki protetyczne. Niestety, w tym
przypadku jakość wymiernie przekła-
da się na cenę – dobra głowica zwięk-
sza koszt frezarki o 4–8 tysięcy EUR.
Drugim ważnym parametrem jest licz-
ba osi. Aktualnie stosuje się frezarki
z trzema, czterema, czterema +1 oraz
pięcioma osiami. Liczba osi przekłada
się na możliwości wytwórcze syste-
mu. Frezarki 3-osiowe ograniczają pra-
cę do 6 punktów mostów o możliwie
prostym kształcie łuku. Frezarki 4-osio-
we umożliwiają największe spektrum
wykonawcze, a modele z dodatkowym
pochyleniem kątowym (4+1) zwiększa-
ją oszczędności materiałowe. Ich jedy-
nym konkretnym ograniczeniem jest
brak frezowania pod kątem do płasz-
czyzny bloczka, czyli nie mogą wy-
tworzyć indywidualnych łączników
implantologicznych, a także – w mniej-
szym zakresie – elementów zasuw
i podcieni masek dziąsłowych. Frezarki
5-osiowe praktycznie nie mają ograni-
czeń, ale pod warunkiem, że pracują sy-
multanicznie, czyli wszystkie osie pracy
wrzeciona i stolika przemieszczają się
wobec siebie jednocześnie w czasie
rzeczywistym. Frezarki 5-osiowe, które
nie pracują symultanicznie, mają moż-
liwości zbliżone do 4+1 -osiowych
i z tego powodu nie powinny być uzna-
wane za 5-osiowe.
Trzecim wskaźnikiem wyboru są tech-
niki frezowania na sucho lub/i na mo-
kro. Technologia na sucho jest najbar-
dziej rozpowszechniona i umożliwia
frezowanie większości materiałów:
tlenku cyrkonu, wosku, PMMA, żywic
modelowych, nanokompozytów itp.
Metodą tą nie można wykonać koron,
licówek itd. z utwardzonej ceramiki.
Do wytwarzania prac tego rodzaju
wymagane jest chłodzenie specjal-
nymi płynami i diamentowe ściernice.
Na rynku dominują frezarki do pracy
na sucho oraz w trybie mieszanym –
na sucho i na mokro. Należy pamię-
tać, że komora pracy po każdorazo-
wym użyciu płynu chłodzącego musi
zostać idealnie wyczyszczona; resztki
płynu mogą wniknąć w strukturę tlen-
ku cyrkonu i spowodować przebar-
wienia lub pęknięcia. Z tego powodu
niektórzy dostawcy oferują frezarki
134
dental labor · 2/2013 · www.dentalconnection.pl
Innowacyjne
laboratorium
Marketing technologii CAD/CAM
pracujące wyłącznie na mokro, z tym
zastrzeżeniem, że należy do nich sto-
sować specjalnie spreparowany tle-
nek cyrkonu – dostosowany do ob-
róbki z chłodzeniem wodnym.
Sprecyzowanie potrzeb należy rozpo-
cząć od postawienia pytania, jaki za-
kres prac będziemy wykonywali aktu-
alnie i w najbliższej przyszłości. Jeżeli
zamierzamy wykonywać małe prace
we własnym gabinecie, wystarczają-
cym wyborem będzie specjalistyczna
frezarka stomatologiczna do frezowa-
nia spieczonej ceramiki i ewentualnie
prac tymczasowych z PMMA. Frezar-
ka sucho/mokro sprawdzi się w labo-
ratoriach wykonujących duże ilości
licówek i wkładów z ceramiki utwar-
dzonej. W pozostałych przypadkach
najlepszym rozwiązaniem wydaje się
frezarka do pracy na sucho, wykonu-
jąca uzupełnienia na bazie tlenku cyr-
konu, PMMA, wosku itp.
Jeżeli w pracowni nie wykonujemy
miesięcznie kilkudziesięciu indywidu-
alnych łączników implantologicznych
z cyrkonu i kilkudziesięciu licówek
czy wkładów koronowych z utwar-
dzonej ceramiki, to podczas wyboru
systemu warto rozważyć możliwość
zakupu urządzenia o mniejszych moż-
liwościach wytwórczych, ale tańsze-
go i prostszego w obsłudze. Dodanie
do frezarki symultanicznej piątej osi
oraz chłodzenia wodnego zwiększa
wartość inwestycji o około 15–20 ty-
sięcy EUR. Warto przeliczyć, jak długo
nadpłata tej wielkości będzie się amor-
tyzować i czy kiedykolwiek się zwróci.
Nietypowe prace zdecydowanie bar-
dziej opłaca się wysłać do wyspecjali-
zowanego centrum frezowania.
Rentowność
Rentowność jest najważniejszym
czynnikiem warunkującym zwrot na-
kładów na inwestycję oraz wielkość
dochodu i zysków. W ogólnym roz-
rachunku marketingowym istotne
są dwa elementy – cena materiałów
i wydajność systemu. Większość użyt-
kowników oblicza koszty materiałowe
w odniesieniu do substratów zużywa-
nych podczas produkcji, czyli na przy-
kład bloczków z tlenku cyrkonu czy
ceramiki. Metoda ta nie jest właściwa
przy wyliczaniu kosztów w techno-
logii CAD/CAM, ponieważ dochodzą
jeszcze koszty dodatkowe w posta-
ci zużywających się frezów, których
wartość, na przykład w przypadku
frezowania w ceramice lub stali, może
przewyższyć koszt materiału. Średnie
zużycie frezów przy frezowaniu tlen-
ku cyrkonu to 5 na 4 bloczki.
W technologii CAD/CAM kalkulu-
jąc ostateczny koszt wykonania pra-
cy, należy zsumować cenę materiału
i frezów. Z tego powodu warto do-
kładnie upewnić się, jakie są rzeczy-
wiste koszty i jakie jest realne zuży-
cie frezów podczas obróbki danego
materiału w wybieranym systemie
CAD/CAM. Podczas tej analizy war-
to z dystansem przyjmować – często
nazbyt optymistyczne – zapewnienia
handlowców i zweryfikować informa-
cje w niezależnych źródłach.
Wydajność systemu w technologii
CAD/CAM w protetyce dentystycz-
nej nie zależy od szybkości pracy fre-
zarki, ale od pojemności bloczka.
Frezarka ma możliwość wykonania
od 2 do 3 bloczków dziennie czyli oko-
ło 50–80 punktów dziennie, przyj-
mując że pracuje tylko w dni robocze
– 22 dni w miesiącu daje nam wydaj-
ność od 1000 do 1800 punktów w mie-
siącu! Takie ilości są nieosiągalne dla
większości laboratoriów. Z tego powo-
du informacja, czy frezarka ma więk-
szą szybkość pracy o 10% czy 20%, jest
nieistotna. Natomiast niezmiernie waż-
ną informacją jest ilość punktów, któ-
re można wyfrezować z bloczka stoso-
wanego w danym systemie. Różnice
mogą dochodzić nawet do 20%!
Kryterium oceny jest bardzo proste
i łatwe do obliczenia. Standardowy
bloczek systemu otwartego o średni-
cy 98 mm ma pojemność umożliwia-
jącą wykonanie około 25 punktów.
Oczywiście przy sprzyjających oko-
licznościach można wykonać nawet
40–50 punktów, o ile będą to małe,
pojedyncze korony – najlepiej dol-
ne siekacze. W rzeczywistości takie
prace są wykonywane rzadko. Naj-
częściej w bloczkach umieszczamy
prace mieszane: rozległe mosty z bel-
kami rozprężającymi, mniejsze mosty
i – w wolnych przestrzeniach – koro-
ny. Do tego należy doliczyć odpady,
pęknięcia, niepowodzenia i powtór-
ki. W wyniku analizy informacji z róż-
nych centrów frezowania szacun-
kowa wydajność z bloczka wynosi
około 25 punktów. Niestety wielkość
bloczków nie jest jednakowa. Bloczki
systemów zamkniętych mają najróż-
niejsze kształty i tym samym pojem-
ności. W celu uzyskania wiarygod-
nych danych należy obliczyć pole
powierzchni bloczka i ustalić procent
wielkości w stosunku do normatyw-
nego bloczka Ø 98 mm. Zadanie nie
jest trudne, wystarczy zmierzyć ob-
wód bloczka i ze wzoru na obwód
i pole wyliczyć powierzchnię. Warto
przypomnieć sobie te podstawy geo-
metrii, ponieważ informacje te mają
wymierne znaczenie dla rentowności
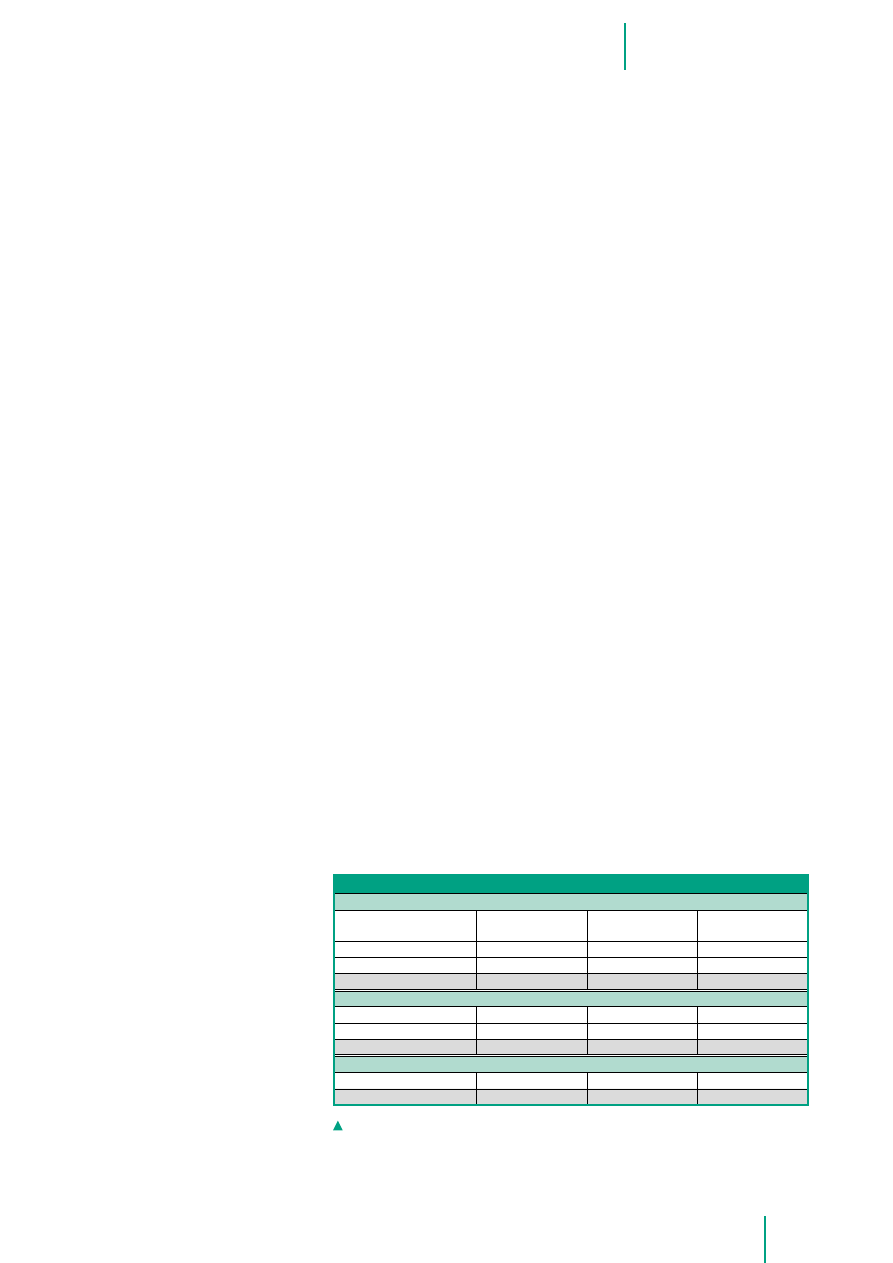
całej inwestycji. Jak duże mogą być
to różnice, przedstawiono w tabeli
poniżej. W tabeli zawarto porówna-
nie kosztów czterech najpopularniej-
szych w Polsce zintegrowanych sys-
temów CAD/CAM, dla uproszczenia
przyjmując zużycie 1 frezu na 1 blo-
czek tlenku cyrkonu.
n
Realne koszty wytworzenia 1 pkt w bloczku o grubości 14 mm
Koszty materiałów w EUR
Firma X
System Ø 98 mm
Firma Y
System własny
Firma Z
System własny
Bloczek 14
105
129
154
Frez
42
35
69
Koszty produkcji 1 bloczka
105 + 42 = 147
129 + 35 = 164
154 + 69 = 258
Wydajność bloczka
Powierzchnia bloczka
70 cm/2
69 cm/2
54 cm/2
Róznice w %
100%
-2%
-23%
Liczba pkt/bloczek
25
24
20
Koszt wytworzenia 1 pkt
EUR
147 : 25 = 5,9
164 : 24 = 6,8
258 : 20 = 12,9
PLN (1 EUR = 4,2 PLN)
25
28
53
Tabela 1. Koszty materiałowe w systemach X i Y są porównywalne, natomiast koszt wytworzenia
w systemie Z jest ponad dwukrotnie wyższy i dla użytkownika systemu Z oznacza zmniejszenie konku-
rencyjności, a w skali roku – straty w wysokości kilkunastu tysięcy złotych
135
dental labor · 2/2013 · www.dentalconnection.pl
Innowacyjne
laboratorium
Marketing technologii CAD/CAM
Wyszukiwarka
Podobne podstrony:
134 135
134 135 407 pol ed02 2005
134 135
134 135
134-135, Słownik językowy
2010 03, str 134 137
134 135
09 2005 134 135
134 i 135, Uczelnia, Administracja publiczna, Jan Boć 'Administracja publiczna'
134 135 wywiad weiss
134 135 bipper pol ed01 2009
Lew Starowicz Edukacja seksualna str 130 135, 153 166, 208 233
134 135 407 pol ed02 2005
134 135
134 135 807 pol ed01 2009
chmaj Żmigrodzki roz 4 str 11 134
więcej podobnych podstron