3. Przykłady szlifowania zaworów wydechowych 2-suwowych silników
okrętowych firm Sulzer i MAN-B&W.
3.1 Szlifowanie gniazd zaworów.
Gniazdo zaworu można szlifować tylko za pomocą szlifierki do gniazd zaworu.
Nie jest dozwolone wspólne docieranie zaworu i jego gniazda za pomocą pasty polerskiej.
Kiedy należy szlifować gniazdo zaworu w koszu zaworu:
•
zawsze kiedy wmontowano nowe gniazdo zaworu do kosza zaworu.
•
Kiedy zamontowano nowe lub naprawione zawory. Wyjątek można zrobić
wtedy, kiedy powierzchnia przylegania jest zużyta lub uszkodzona przez korozję.
•
Kiedy powierzchnia przylegania w gnieździe zaworu przy pracy na olej ciężki
jest względnie silnie uszkodzona (wybicia, wżery korozyjne)
Przed przystąpieniem do szlifowania gniazda zaworu głowice należy zdemontować i
ustawić na stojaku. Stojak ten umożliwia obrót głowicy o 1800. Pozycja ta jest najodpowiedniejsza podczas przeprowadzania operacji szlifowania gniazda zaworu. Po usytuowaniu głowicy w odpowiednim położeniu, należy przystąpić do posadowienia
szlifierki (jeśli jest to szlifierka firmy CHRIS-MARINE to jest to typ LCD, jeśli zaś firmy HUNGER to typu SB4, lub SB5. Szlifierkę montujemy tak, że trzon pilota wprowadzamy w
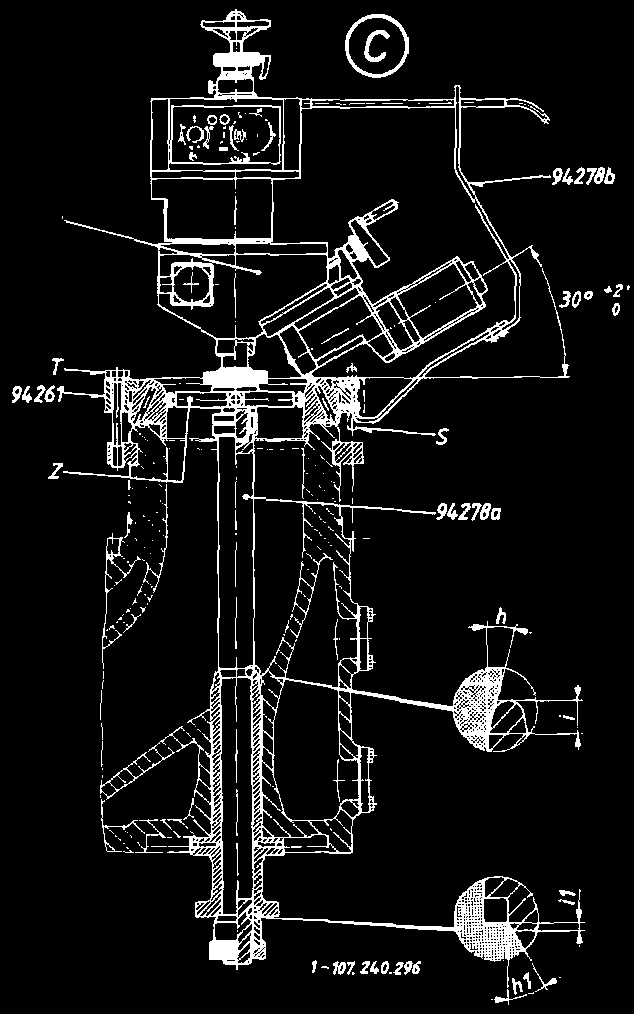
prowadnice zaworu, a następnie dokręcamy nakrętke posiadającą stożkowe zakończenie, umożliwiające wycentrowanie szlifierki, i prawidłowe zamontowanie jej w stosunku do gniazda zaworu, jak pokazane jest na rys.1-2. Prawidłowe zamontowanie szlifierki wyeliminuje błędy kształtu i położenia powierzchni przylegania gniazda zaworu. Wartości kątów ścięcia krawędzi gniazda, i wartość szerokości ścięcia krawędzi gniazda dla poszczególnych silników podane są w poniższej tabeli. Parametry te umożliwiają
prawidłowy dobór stożka pilota w zależności od typu silnika
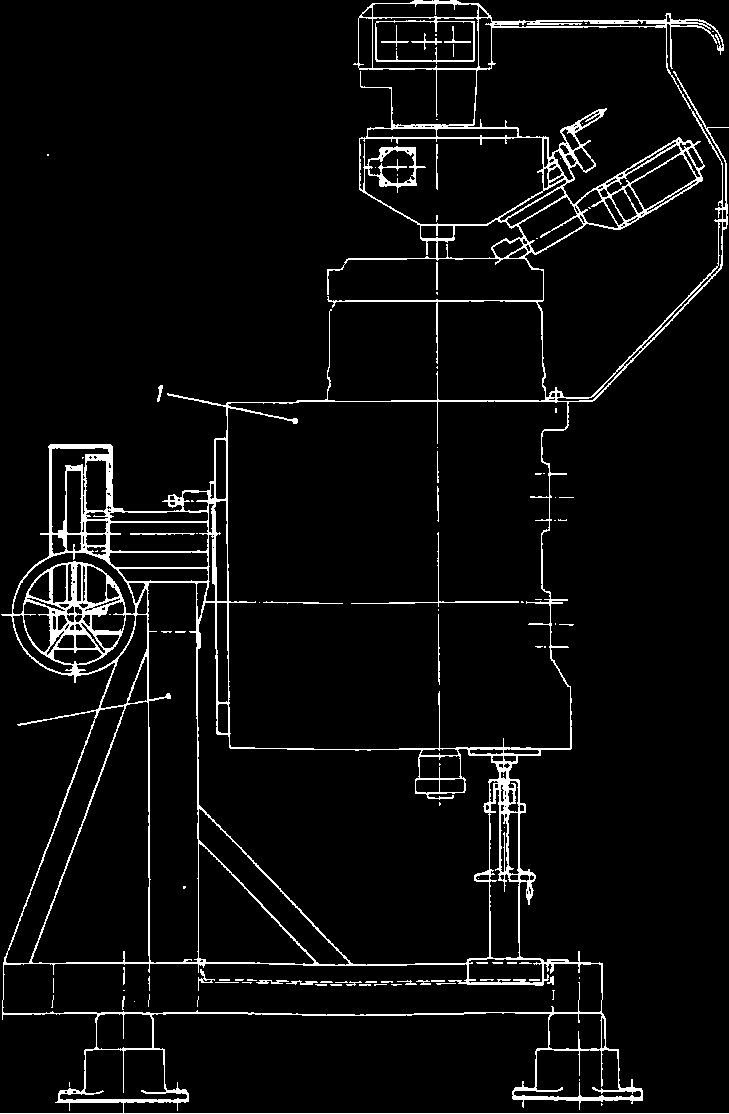
Rys. 4-1 Przykład zamontowania gniazda i szlifierki na stojaku podczas szlifowania
Rys. 4-2 Zamontowanie szlifierki w koszu zaworu
Wytyczne dotyczące kątów ścięcia krawędzi gniazda, oraz szerokości ścięcia krawędzi
gniazda silników typu SULZER
KĄT ŚCIĘCIA
SZEROKOŚĆ ŚCIĘCIA
SILNIK
KRAWĘDZI
KRAWĘDZI GNIAZDA
GNIAZDA
[mm]
h
h 1
i
i 1
RT38
150
150
6
6
RT48
150
150
6
6
RT58
150
300
10
2 0 -0.5
RT68
150
300
10
3
RT76
150
300
10
3
RT84
150
300
12
4
RTA72U
150
150
10
13
RTA62
150
150
10
18
Rysunek rys. 1-2 pokazuje przykład zastosowania szlifierek produkcji
HUNGER i CHRIS-MARINE
Podczas szlifowania gniazd zaworów należy zwrócić uwagę ażeby możliwie jak
najmniej pyłu szlifierskiego przenikneło do wnętrza kosza zaworu lub tam pozostało.
Niezbędne jest dokładne oczyszczenie po zakończeniu prac.
Do obsługi szlifierki należy korzystać z instrukcji danego typu szlifierki. Celem szlifowania jest otrzymanie możliwie jak najbardziej czystej i gładkiej powierzchni.
Podczas prac szlifierką szczególnie ważne jest, ażeby była ona dobrze wycentrowana w
prowadnicy zaworu. Ścięcia krawędzi w prowadnicy zaworu ponadto wykorzystywane
jako stała powierzchnia ustalająca dla stożka pilota ( patrz szczegóły na rys. 1-2) Doświadczenia wykazały, ze podczas szlifowania powierzchni gniazd zaworu
mogą powstać ślady drgań jeżeli w pobliżu są wytwarzane drgania przez silnik lub maszyny. Zjawisko to można skutecznie zwalczać, jeżeli kosz zaworu podczas
szlifowania gniazd zaworu jest umieszczony na grubej płycie gumowej. Generalnie
nigdy nie powinno się szlifować bez takich podkładek gumowych.
Celem zapobiegania obracaniu się szlifierki podczas szlifowania, z boku do
przyrządu do wciągania gniazda zaworu jest przykręcone strzemiączko 94278b koniec jego widełek obejmuje uchwyt ręczny i w ten sposób trzyma głowicę szlifierki.
KĄT GNIAZDA ZAWORU WE WSZYSTKICH TYPACH SILNIKÓW SULZER
+2
300
0
Parametry pracy podczas szlifowania
SZLIFOWANIE ZGRUGNE
•
DOSUW --- 0.10 [mm] (cztery podziałki na skali obrotowej)
•
PRĘDKOŚĆ POSUWU --- 3.5 [mm/min]
•
PRĘDKOŚĆ OBROTOWA GŁOWISY --- 7 – 9 [obr/min]
SZLIFOWANIE WYKAŃCZAJĄCE
•
DOSUW --- 0.03 [mm] (półtora podziałki na skali obrotowej)
•
PRĘDKOŚĆ POSUWU --- 1.0 [mm/min]
•
PRĘDKOŚĆ OBROTOWA GŁOWICY --- 3 – 5 [obr/min]
Uwaga : minimalny możliwy dosuw na skali obrotowej podczas szlifowania
wykańczającego wynosi jedną podziałkę. Nigdy nie szlifować z wyłączonym posuwem
Ściernica musi być odsunięta od powierzchni szlifowanej do pozycji początkowej
(ręcznie) po każdym przejściu.
Ściernica musi być raz albo dwa razy obciągnięta, podczas szlifowania każdego gniazda
zaworowego
ŚCIERNICE :
Ø 100 x 20 x10 szerokość, materiał : wysokiej jakości Korund 80,
miękka (otwarta struktura włókien) 53A – 80H 13VPMF (dla szlifierki firmy
HUNGER) 02/1373 ( dla szlifierki firmy CHRIS – MARINE)
SZLIFIERKI :
Szlifierka typu LCD firmy CHRIS – MARINE lub SB4, SB5 firmy
HUNGER
3.2. Szlifowanie przylgni grzybka zaworu.
Wspólne docieranie zaworu i gniazda zaworu za pomocą pasty ściernej jest niedopuszczale.
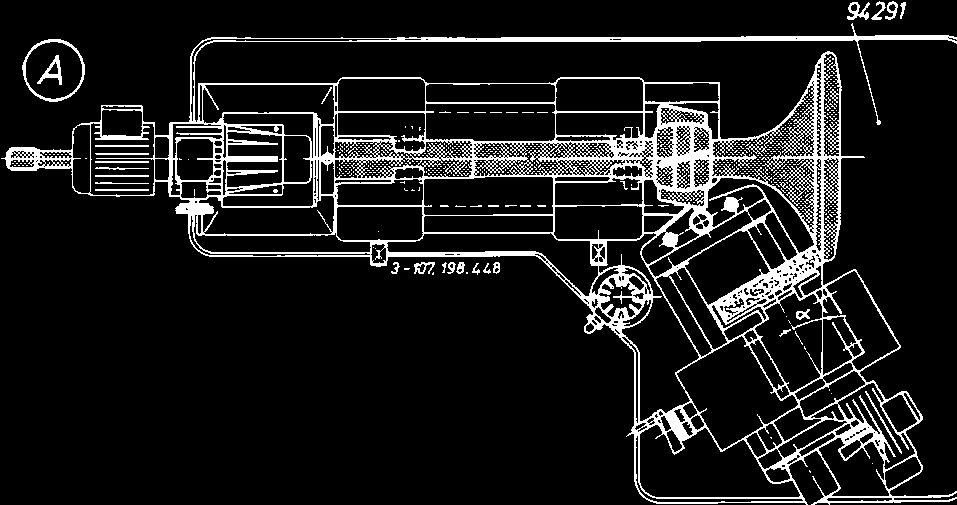
Zawory których powierzchnie przylegania są silniej uszkodzone przez wybicie lub korozję należy przeszlifować korygująco na maszynie. Do szlifowania przylgni grzybka zaworu można stosować szlifierkę do zaworów typu VK145 firmy HUNGER
Rys. 1-3 Szlifierka do szlifowania przylgni grzybka zaworu firmy HUNGER
Pierwsza czynnością do jakiej trzeba przystąpić podczas szlifowania przylgni
grzybka zaworu, to demontaż zaworu, i zamocowanie go w szlifierce. Do
zamocowania zaworu stosuje się uchwyt trójszczękowy samocentrujący połączony z
wrzeciennikiem, i podpory trzonu zaworu, które umożliwiają sztywne osadzenie
zaworu zapobiegające
zmianom położenia podczas operacji szlifowania. Podczas szlifowania zawór
wprowadzany jest w ruch obrotowy za pomocą silnika zprzężonego z
wrzeciennikiem. Szlifierka wyposażona jest w układ chłodzenia. Chłodzenie jest
realizowane za pomocą pompy która stanowi stały element szlifierki, i króćca
umożliwiającego doprowadzenie chłodziwa do obszaru w którym zachodzi proces
szlifowania. Dosuw ściernicy do zaworu realizowany jest za pomocą supotu, lecz
sam proces szlifowania należy przeprowadzać za pomocą dosuwu automatycznego.
Po zakończeniu szlifowania należy odsunąć ściernice od powierzchni szlifowanej
ręcznie. Parametry dotyczące szlifowania zaworów (kąty powierzchni przylegania na
zaworze) znajdują się w poniższej tabeli.
Tablica 7.
Kąty powierzchni przylegania na zaworze, silników typu SULZER
TYP
SILNIKA RT58
RT68
RT76
RT84
RTA72U RTA62
+12’
+15’
+17’
+20’
+15’
+16’
KĄT
300
300
300
300
300
300
+10’
+13’
+15’
+18’
+19’
+14’
P
odczas szlifowania należy pamiętać aby z grzybka zaworu szlifować tylko tyle
materiału, ile jest niezbędnie potrzebne dla uzyskania starannie obrobionej i gładkiej
powierzchni.
Dla uniknięcia powstania śladów drgań ściernicy na powierzchni przylegania,
należy szlifierkę instalować w miejscu, gdzie nie są przenoszone drgania od
pracujących maszyn lub silników itp. W przypadku koniecznym należy ustawić
szlifierką na podkładkach gumowych.
Aby osiągnąć zadowalające wyniki podczas procesu szlifowania powinno się
stosować następujące parametry
Parametry pracy podczas szlifowania
SZKIFOWANIE ZGRUBNE
•
DOSUW --- około 0.025 [mm]
POSUW --- z automatycznym układem wahadłowym
SZLIFOWANIE WYKAŃCZAJĄCE
•
DOSUW --- około 0.01 [mm]
•
POSUW --- z automatycznym układem wahadłowym
ŚCIERNICE :
64A46H15VP firmy HUNGER, 01/1373 firmy CHRIS – MARINE
SZLIFIERKI :
Szlifierka typu HVG firmy CHRIS – MARINE lub szlifierki
typów VKM firmy HUNGER
Narzędzia:
1 Szczelinomierz
94122
1 Urządzenie do ściągania gniazda zaworu 94260
1 Śruby do mocowania gniazda zaworu 94261
1 Szlifierka
94278
1 Prowadnica
94278a
1 Płytka dociskowa
94278b
1 Frez
94278c
1 Przyrząd pomiarowy (sprawdzian)
94278
1 Urządzenie do obrotu kosza zaworu
94290
1 Pompa wysokiego ciśnienia
94931
1 Przewód wysokiego ciśnienia
94935
1 Szlifierka do zaworów 94291
1 Sprawdzian 94292
1 Szczelinomierz 94112
Opis do ilustracji:
1 Kosz zaworu
2 Płyta dociskowa
3 Korpus gniazda zaworu
4 Pierścień zaciskowy (cztery części)
5 Stojak
6 Dysk mocujący
7 Nakrętka
8 Gniazdo sprzęgające
9 Cylinder
10 Tłok
11 Pierścień uszczelniający tłok
12 Pierścień uszczelniający drążek
13 Drążek kierowniczy
AF Powierzchnia czołowa gniazda
E Zawór odpowietrzający
H Młotek
R Pierścień gwintowany
S Drążek
T Naciągasz gwintowy
V Zawór zwrotny
Z Nakiełki
Uwagi : Te gniazda których powierzchnia jest poważnie uszkodzona lub na których
wartość naddatku na szlifowanie jest już przekroczona, powinny zostać wymienione.
Korzystna pozycja do wymiany lub do szlifowania gniazda zaworu jest pozycją
pionową jak na rys.1-1
Każde szlifowanie gniazda zaworu powinno być odnotowane w karcie napraw.
3.3. Demontaż gniazda zaworu.
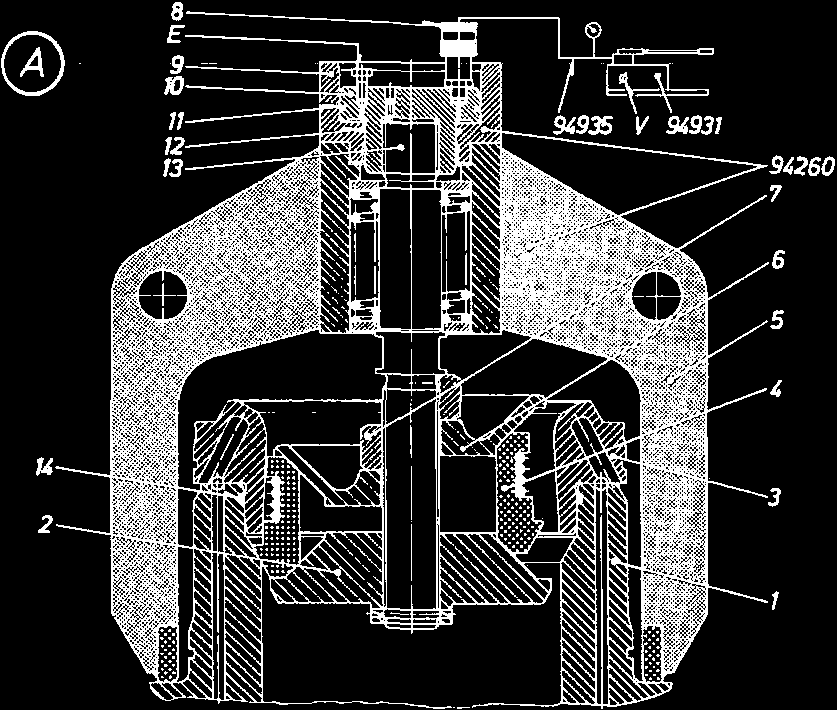
Rys. 4-4 Zamontowanie ściągacza gniazda zaworu.
Umieszczamy płytę dociskową 2 na gnieździe opierając ją o korpus gniazda,
podczas tej operacji stojak opieramy o korpus kosza zaworu. Za pomocą klucza
dokręcamy nakrętke działając na dysk mocujący, tak aby rozszerzyć pierścienie
dociskowe, a zaczepy chwyciły za korpus gniazda. Następnie łączymy pompę
wysokiego ciśnienia 94931 i przewód wysokiego ciśnienia 94935 do gniazda
sprzęgającego. Uchylamy lekko zawór odpowietrzający , i za pomocą pompy
wytwarzamy ciśnienie, jeżeli przez zawór wypłynie olej to świadczy to o
odpowietrzeniu układu, następnie zakręcamy zawór odpowietrzający. Za pomocą
pompy wytwarzamy takie ciśnienie które spowoduje wyciągnięcie gniazda z korpusu, kolejną czynnością jest obniżenie ciśnienia oleju za pomocą zaworu zwrotnego.
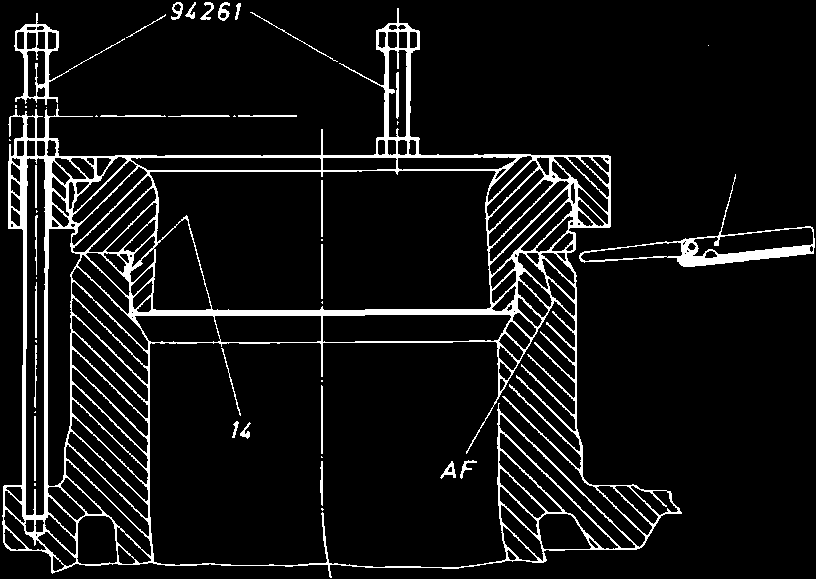
Odkręcić nakrętke i zdjęć urządzenie z gniazda zaworu.
3.5. Pasowanie gniazda zaworu.
Pasowanie gniazda zaworu musi być przeprowadzone w pozycji pionowej.
Powierzchnia czołowa gniazda zaworu musi być bardzo dokładnie i drobiazgowo
oczyszczona. Wszelkie nierówności i zabrudzenia które znajdują się na powierzchni czoła mogą spowodować wystąpienie przecieków. Smarowanie gniazda zaworu musi
być przeprowadzone za pomocą odpowiedniego oleju lub smaru np. THREDA GARD,
LOCTITE ANTISEIZE COMPOUND etc.
Rys. 1-5 Osadzenie gniazda i kontrola szczelinomierzem
Smarowanie pierścienia samouszczelniajęcego jest przeprowadzone za pomocą smaru
podanego w instrukcji. Pamiętać trzeba ażeby pierścień samouszczelniający był
orginalny.
Aby umieścić gniazdo zaworu trzeba umieścić je na korpusie kosza zaworowego i
wsunąć je w siedzisko, dociągnięcie gniazda przeprowadza się za pomocą śrub ściągowych. Śruby dociągamy tak aby gniazdo równomiernie osiadło w siedzisku.
Prawidłowe osadzenie gniazda sprawdza się za pomocą szczelinomierza 94122.
Wyszukiwarka
Podobne podstrony:
400 man
man ar900
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Procol Harum The Dead Man's Dream
43. de Man, teoria literatury!!!
man ar2700
MAN Ogrzewanie Webasto Thermo 230,300,350 obsługa i montaż(1)
Cheddar Man provisions of Oxford
czytanie koło II Man?out the House
Odd Man Out
pojecia(ter man)
MAN PNJA sprawnosci zintegrowan Nieznany
The?lance in the World and Man
Dick The Man in the High?stle
Chesterton The Man Who Was Thursday
delillo ?lling man
Prezentacja angol MAN TGA with trailer Semi Brushuis
więcej podobnych podstron