Wydział Mechaniczny Technologiczny
Kierunek: Zarządzanie i Inżynieria Produkcji
Grupa: II, Semestr: II
Projekt z Ekologii i Zarządzania Środowiskiem
Temat:
„Proces produkcji śrub i nakrętek”
Prowadzący:
Wykonali:
dr inż. Wirginia Pilarczyk
Patryk Haber
mgr inż. Piotr Sakiewicz
Patryk Schmatolla

Strona 2
Spis treści
Strona 3
Wstęp
Występowanie czynników szkodliwych i uciążliwych w miejscu pracy ma istotny wpływ na kształtowanie
poziomu bezpieczeostwa pracy i tym samym wiąże się z możliwością poniesienia straty. Czynniki szkodliwe i
uciążliwe są przyczyną powstawania zagrożeo w środowisku pracy. Zagrożenie jest wynikiem istnienia czynników
zagrażających oraz zagrażających sytuacji, które mogą doprowadzid do powstania straty. Towarzyszące każdej
działalności ryzyko należy oceniad i ograniczad jego poziom do poziomu akceptowalnego. Aby zapewnid
bezpieczeostwo pracy i ochronę zdrowia ludzi biorących udział w procesie pracy należy eliminowad źródło zagrożeo,
czyli czynniki szkodliwe i uciążliwe. Zagrożenia dla środowiska powinny byd niwelowane do minimum dlatego
szczególnie ten aspekt zostanie poruszony w tejże pracy.
Firma produkuje wyroby w branży metalowej. Główny surowiec to stal,
które kupuje się w postaci grubego stalowego drutu lub pręta
Strona 4
Śruba
Jest elementem połączenia gwintowego. W budowie maszyn łączniki te znajdują różnorakie zastosowanie,
dlatego też występują w wielu odmianach zawartych w normie PN-91/M-82055. Śruby różnią się między sobą
wielkością, kształtem łba, trzpienia oraz zakooczenia.
Śruba w ujęciu mechanicznym jest jedną z sześciu tzw. maszyn prostych (obok dźwigni, kołowrotu, krążka
linowego (bloczka), klinu i równi pochyłej). Jako złącze uważana jest za nawiniętą na walec równię pochyłą, którą
matematycznie charakteryzujemy dwoma podstawowymi parametrami – średnicą (d) i skokiem gwintu (h). Zależnośd
matematyczną pomiędzy tymi wskaźnikami przedstawia równośd:
Śruba jest spiralną płaszczyzną nachyloną, zdolną do konwersji siły obrotowej (momentu obrotowego) w siłę
liniową i vice versa. Liczba splotów gwintowych określa potencjał mechaniczny śruby – im jest większa, tym lepsze
właściwości spajające posiada śruba. Do porównywania jakości śruby służy też współczynnik, jaki uzyskamy dzieląc
średnicę trzpienia przez odległośd pomiędzy sąsiednimi rowkami gwintowymi.
Śruba jest wałem zaopatrzonym w spiralne rowki lub gwinty, utworzone na jego powierzchni i przechodzące
z jednego kooca wału na drugi. Używa się jej głównie jako gwintowanego łącznika, którego zadaniem jest spajanie
dwóch elementów bądź jako maszyny prostej, przekształcającej siłę obrotową w liniową.
Oto najprzeróżniejsze przykłady urządzeo znanych nam z życia codziennego, a będących niczym innym, jak
właśnie śrubami do zastosowao specjalnych:
śruby pociągowe oraz śruby z nakrętkami kulkowymi są specjalnymi śrubami do zmiany siły obrotowej w
liniową;
automatyczne drzwi garażowe, w których silnik wprawia w szybki ruch długi gęsto gwintowany wał, dzięki
któremu podnoszą się powoli masywne drzwi;
śruby Archimedesa oraz przekładnie ślimakowe;
inne przykłady urządzeo mechanicznych, takie jak np. wiatrak (wentylator), nakrętka od słoika, korkociąg,
wiertło, śrubka z nakrętką czy schody spiralne.
Śruby nierdzewne
Śrub używa się – czy tego chcemy, czy nie – na każdym kroku i w każdej branży. Mimo iż zazwyczaj są
niedużych rozmiarów, spoczywający na nich obowiązek jest ogromny, dlatego też muszą byd wykonane z jak
najlepszego materiału. Zazwyczaj śruby wykonuje się ze stali węglowej, chod spotyka się także śruby stalowe
ocynkowane i inne.
Ze względu na warunki, w jakich śruba będzie się znajdowad, stop używany do jej wytworzenia powinien byd
jak najlepiej dostosowany do wymagao otoczenia, ażeby śruba mogła bardzo dobrze spełniad swoje zadanie. Na
przykład śruby stykające się ze środowiskiem kwasowym muszą byd kwasoodporne, gdyż inaczej zardzewieją i mogą
ulec zniszczeniu. Częstszym jednak problemem jest bardzo dla stali szkodliwe stali działanie wilgoci. Przy dużej
wilgotności środowiska, które śrubę otacza, albo w wypadku bezpośredniego zetknięcia się śruby z wodą – stal
rdzewieje. Stąd też tak ważne (a w niektórych przypadkach, np. w żegludze, wręcz nieuniknione) jest stosowanie śrub
nierdzewnych. Wiele elementów poszycia statku ma kontakt z wodą przez cały czas, natomiast pozostałe obszary, do
których woda bezpośrednio nie sięga, narażone są na stan stałej wilgoci. Używanie śrub nierdzewnych ważne jest
również w energetyce, gdyż przy urządzeniach cieplno-mechanicznych często utrzymuje się duża wilgotnośd.
Oczywiście, trzeba wziąd też pod uwagę wszelkie możliwe nieszczelności, czyli kontakt wody (oraz innych cieczy) z
poszczególnymi połączeniami śrubowymi.
Przytoczone powyżej przykłady to ledwie drobna częśd przypadków, w których stosowanie śrub
nierdzewnych jest ważne lub wręcz nieodzowne. Poza okolicznościami oczywistymi są również takie, w których
wybór tych śrub nie jest konieczny, chod często zalecany.

Strona 5
Śruby specjalne
Obok śrub typowych wyróżniamy także śruby specjalne, charakteryzujące się budową, kształtem, wymiarami
oraz inne cechy dobranymi odpowiednio do konkretnego zastosowania. Śruby takie w innej sytuacji od tej, do której
są przeznaczone, stają się zazwyczaj bezużyteczne.
Dobrym przykładem śrub specjalnych są np. modne ostatnio śruby zabezpieczające, które stosuje się do
mocowania kół samochodowych. Wybierane są najczęściej przez właścicieli drogich samochodów dobrych Marek
oraz posiadaczy błyszczących felg aluminiowych. Koła samochodu, zwłaszcza w przypadku aut znanych Marek i
drogich modeli, są wyśmienitym łupem dla złodziei, stąd też zabezpieczenie ich jest bardzo ważne.
Śruby zabezpieczające wykonuje się z twardej stali, ich sekret zaś tkwi w specjalnym kształcie łba, który da się
odkręcid tylko za pomocą specjalnie dedykowanego klucza-nasadki. Pośród nietypowych śrub znajdziemy też śrubę z
podkładką uszczelniającą albo śrubę ze specjalnie zaprojektowanym układem gwintu. Są sytuacje, w których
posiadanie śrub z niepowtarzalnym i nigdzie nie spotykanym gwintem jest niezwykle ważne. Jest tak chociażby w
przypadku śrub, które są stosowane jako „zamek” (oprócz albo zamiast kłódki) do zamykania garażu. Odkręcenie
takiej śruby jest możliwe tylko przy pomocy jednego jedynego i właściwego dla niej klucza.
Do śrub nietypowych zalicza się również śruby z tzw. „lewym gwintem”, które są wkręcane i wykręcane w
odwrotnym kierunku. Stosuje się je np. w butlach z gazem, w rowerze przy lewym pedale (aby zabezpieczyd go przed
odkręceniem się od korby), czy też w sprzęgu śrubowym. Do śrub niestandardowych należy też zaliczyd wszelkie
śruby indywidualnie wykonywane na zamówienie, wedle ustalonych przez zleceniodawcę kryteriów czy wymiarów.
Śruby stosowane w budownictwie
W budownictwie, ze względu na kształt, przeznaczenie oraz dokładnośd wykonania, wyróżniamy:
śruby zgrubne (zwykłe, surowe), oznaczane symbolem C, posiadające łeb sześciokątny albo kwadratowy, a
trzpieo cylindryczny gładki, gwintowany na całości lub na części;
śruby średnio dokładne i dokładne, oznaczane – odpowiednio – symbolami B lub A, o kształcie takim samym
jak śruby zgrubne, ale o większej dokładności wykonania, uzyskiwanej przez dodatkową obróbkę trzpienia
przy pomocy toczenia;
śruby pasowane, o zupełnie innym kształcie trzpienia, mającym średnicę mniejszą na odcinku gwintowanym
niż na odcinku gładkim, mocowane w otworach z niewielkim luzem (0.1-0.2 mm) przez pobijanie młotkiem
(obecnie rzadko już stosowane w budownictwie);
śruby do połączeo sprężonych, w kształcie tradycyjnym, zwykle wykonywane w klasie średniodokładnej, ze
stali o dużej wytrzymałości, stosowane zwykle w połączeniach doczołowych sprężonych oraz ciernych.
W budownictwie używane są także różne rodzajów śrub o specjalnym przeznaczeniu. Zaliczamy do nich na przykład:
śruby fundamentowe
śruby hakowe i młotkowe
śruby rzymskie
śruby rozporowe (kołki)
śruby dwustronne (pręty okrągłe nagwintowane)
Śruby stosowane w budownictwie dzieli się też na klasy właściwości mechanicznych stali stanowiącej materiał, z
którego śruba jest wykonana. W zależności od wymaganej granicy plastyczności oraz wymaganej wytrzymałości na
rozciąganie w stalowych konstrukcjach budowlanych stosowanych jest 10 klas śrub. Klasy oznaczane są symbolem,
który składa się z dwóch liczb rozdzielonych kropką. Liczba pierwsza stanowi setną częśd minimalnej wymaganej
wytrzymałości doraźnej na rozciąganie stali gotowych śrub (mierzonej w MPa), druga zaś jest dziesiątą częścią
stosunku minimalnej granicy plastyczności do minimalnej wytrzymałości doraźnej na rozciąganie śrub.
Strona 6
Nakrętka
Wszystkie nakrętki, podobnie jak i śruby, posiadają gwint, który zapewnia połączenie się nakrętki ze śrubką
poprzez wkręcenie jednego elementu na drugi. Najczęściej spotyka się nakrętki sześciokątne, jednak istnieje bardzo
wiele różnych rodzajów i odmian nakrętek, w zależności od roli, jaką ma nakrętka pełnid, czy też śruby, do jakiej ma
nakrętka pasowad. Pośród najzwyklejszych śrub sześciokątnych wyróżniamy np. wysokie, niskie i przedłużane.
Podziału dokonuje się także z uwagi na to, czy nakrętkę da się wkręcid na śrubę „na wylot”. W tym wypadku nakrętki
można podzielid na zamknięte (tzw. ślepe lub kołpakowe) oraz otwarte. Poza nakrętkami sześciokątnymi, spotykamy
także nakrętki skrzydełkowe, pazurkowe czy kwadratowe. Nakrętki możemy również dzielid ze względu na to, do
czego mają służyd – są np. nakrętki meblowe czy też nakrętki do zgrzewania. Istnieje jeszcze dużo innych typów
nakrętek, co umożliwia ich dopasowanie do celu jej przeznaczenia. Nakrętki poszczególnych typów opisywane są
poprzez normy, wymiary (zakresy) oraz klasy. Do oznaczania tych cech stosuje się całe mnóstwo skrótów i symbolów,
praktycznie nie do rozszyfrowania przez osoby, które nie znają języka technicznego. Oznaczenia te zawierają bardzo
ważne informacje, np. o tworzywie (materiale) czy przeznaczenia nakrętki. Warto zapoznad się z wieloma różnymi
typami nakrętek, gdyż wybór właściwej nakrętki może nam znacznie ułatwid pracę, a z pewnością umożliwi nam
stuprocentowe wykorzystanie potencjału, jaki drzemie w małej, niepozornej nakrętce.
Rodzaje nakrętek
Z uwagi na kształt, nakrętki możemy podzielid na:
nakrętki sześciokątne, nakrętki czworokątne, nakrętki koronowe, nakrętki okrągłe rowkowe, nakrętki okrągłe
otworów, nakrętki radełkowe, nakrętki skrzydełkowe.
Ze względu na kształt i przeznaczenie, wśród nakrętek wyróżniamy na przykład:
nakrętki sześciokątne, nakrętki kołpakowe, nakrętki koronowe, nakrętki kołnierzowe, nakrętki skrzydełkowe,
nakrętki pazurkowe kłowe, nakrętki kwadratowe do zgrzewania, nakrętki długie wysokie, nakrętki niskie,
nakrętki wałeczkowe-meblowe, nakrętki walcowe okrągłe, nakrętki do zgrzewania, nakrętki nierdzewne A2,
nakrętki samokontrolujące nierdzewne A2, nakrętki kwasoodporne A4, nakrętki samokontrolujące
kwasoodporne A4, nakrętki samo zabezpieczające samohamowne, nakrętki teowe, nakrętki koszyczkowe,
nakrętki radełkowane, nakrętki napinające, nakrętki redukcyjne, nakrętki do łożysk KM, nakrętki wieocowe,
nakrętki pozostałe,
Śruba jest jednym z elementów służących do łączenia różnego rodzaju części składowych. Może ona także
pełnid funkcję przenośnika siły i ruchu. W dzisiejszych czasach bardzo dużo rzeczy jest mocowanych za pomocą śrub.
Trudno określid kiedy powstała śruba i kto ją wymyślił. Wiadomo, że ponad 2000 lat temu używano jej do łączenia
przedmiotów, ale tylko przez 500 lat. Grecki naukowiec Archimedes, któremu przypisuje się wiele wynalazków, jako
pierwszy opisał śrubę. Śruba Archimedesa jest maszyną prostą, używaną od starożytnych czasów do nawadniania
kanałów irygacyjnych. Najprawdopodobniej śrubę skonstruował Archytas z Tarentu, który żył w IV wieku p.n.e. Jako
wynalazców śruby bierze się również pod uwagę starożytnych Egipcjan. Początkowo nikt raczej nie używał śruby jako
elementu złącznego. Nawet w średniowieczu stolarze i Cieślarze używali drewnianych kołków lub gwoździ, do
łączenia części mebli czy budynków drewnianych. Popularnośd śrub rozpoczęła się dopiero pod koniec XVIII wieku,
kiedy to wynaleziono tanie metody ich wytwarzania. Pierwszy raz śrubokręty pojawiły się w Londynie około roku
1780 i były stosowane przez stolarzy, którzy odkryli, że łączenie elementów za pomocą śrub jest trwalsze niż przy
użyciu gwoździ. Przed zastosowaniem śrub w XVIII wieku, od XVI wieku stosowano specjalne zakrzywione gwoździe.
Jednym z najważniejszych elementów w śrubach jest ich gwint. To dzięki niemu jest możliwośd złączenia
dwóch przedmiotów, takich jak śruba i nakrętka, a także przymocowanie przedmiotu za pomocą śruby. Złe
dopasowanie zwojów gwintu uniemożliwi połączenie dwóch przedmiotów ze sobą, bądź połączenie ich będzie
nietrwałe. Trudno sobie wyobrazid, że dopiero w XIX wieku pojawiła się tokarka, dzięki której można było zrobid
jednakowe gwinty wielu śrub. Wcześniej niemal każda śruba różniła się gwintem, toteż łączenie elementów było
dośd nietrwałe. Na szczęście w obecnych czasach nie musimy się już martwid, że zakupione przez nas śruby będą
miały różny gwint.
Strona 7
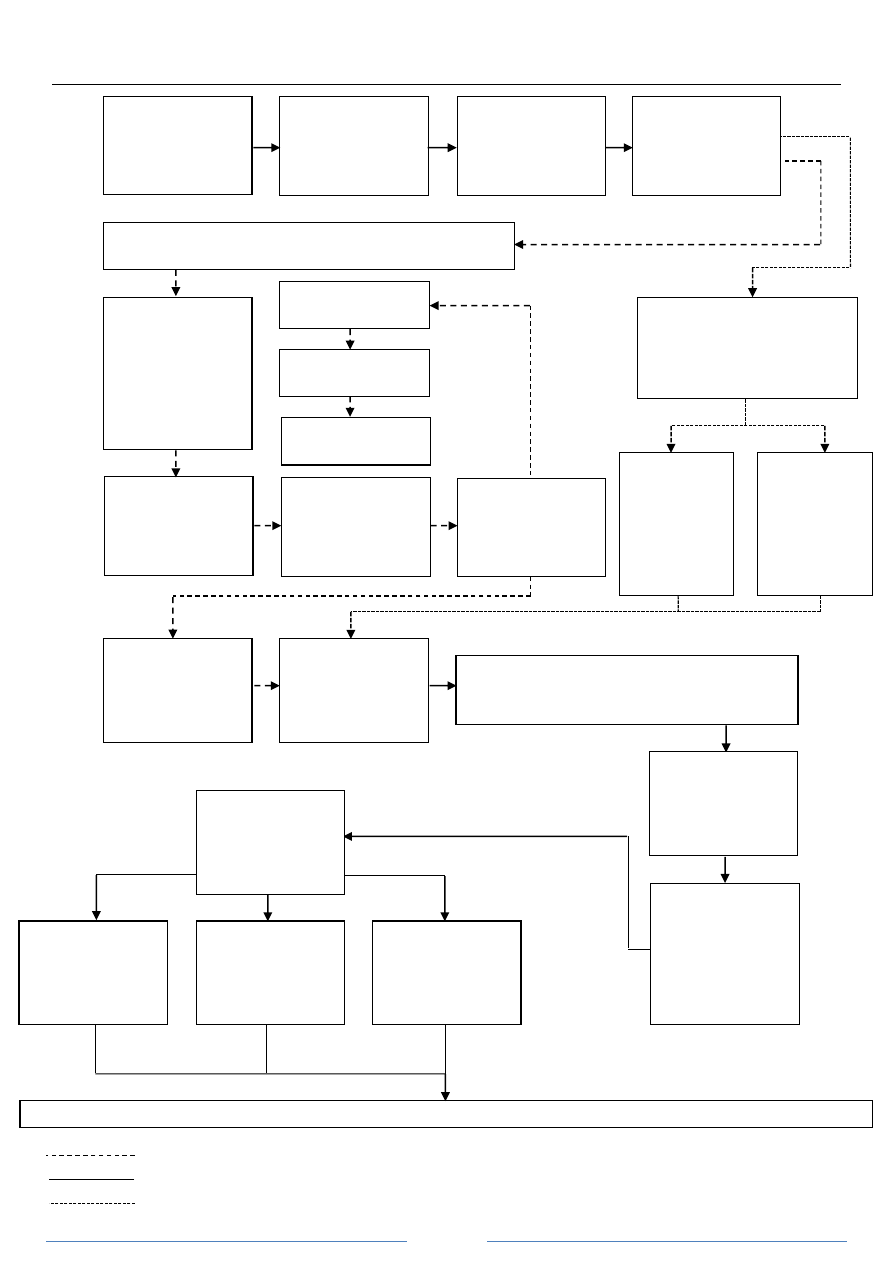
Schemat blokowy
Legenda:
Przygotowanie
stalowego pręta lub
drutu
Trzydziestogodzinne
zmiękczanie
materiału w piecu
Oczyszczanie zwoju
drutowego w kadzi z
kwasem siarkowym
brudu i rdzy
Transport zwoju
drutowego do
fabryki
Formowanie stali
metodą kucia na
zimno w
temperaturze
pokojowej za
pomocą tłoczników
o różnych kształtach
Kształtowanie drutu
na odcinki
nieznacznie większe
od przyszłej śruby
Opłukiwanie wodą i pokrywanie fosforanem cynku działającą
antykorozyjnie i poślizgowo co ułatwia formowanie śrub
Wykonanie przedkuwek metodą
kucia na gorąco po ówczesnym
rozgrzaniu stalowych prętów do
temperatury 1200
°
C w celu
nadania mu kowalności
Przebicie
otworu za
pomocą
tłocznika
Nadanie
sześciokątneg
o kształtu
przedkuwkom
za pomocą
młotów
hydraulicznych
Tworzenie ukośnej
fazy ułatwiającej
nasadzenie nakrętki
Tworzenie gwintu za
pomocą
gwintownika
metodą kucia na
zimno
Nadawanie pożądanej twardości śrubie i nakrętce
poprzez wygrzewanie w piecu rozgrzanym do
temperatury 870
°
C przez godzinę
Stabilizacja
struktury metalu w
gwałtownym pięcio
minutowym
chłodzeniu w oleju
Godzinne
wygrzewanie
materiału w celu
nadania
odpowiednej
wytrzymałości
Kontrola za pomocą
śruby
mikrometrycznej do
pomiaru średnic
Kontrola jakości
wykonanej śruby i
nakrętki
Kontrola za pomocą
suwmiarki do
pomiaru wymiarów
śruby i nakrętki
Sprawdzian
pierścieniowy do
gwintów
Pakowanie do paczek z etykietami na których zawarta jest informacja o klasie i rozmiarze produktu
Nadawanie kształtu
sześciokąta
Ugniatanie kołnierza
w małą główkę
Kształtowanie łba
śruby
Stopniowe
formowanie łba
śruby za pomocą
tłoczników
Tworzenie kołnierza
Proces technologiczny powstawania śruby
Ogólny proces technologiczny
Proces technologiczny powstawania nakrętki
Strona 8
Proces produkcji śrub i nakrętek
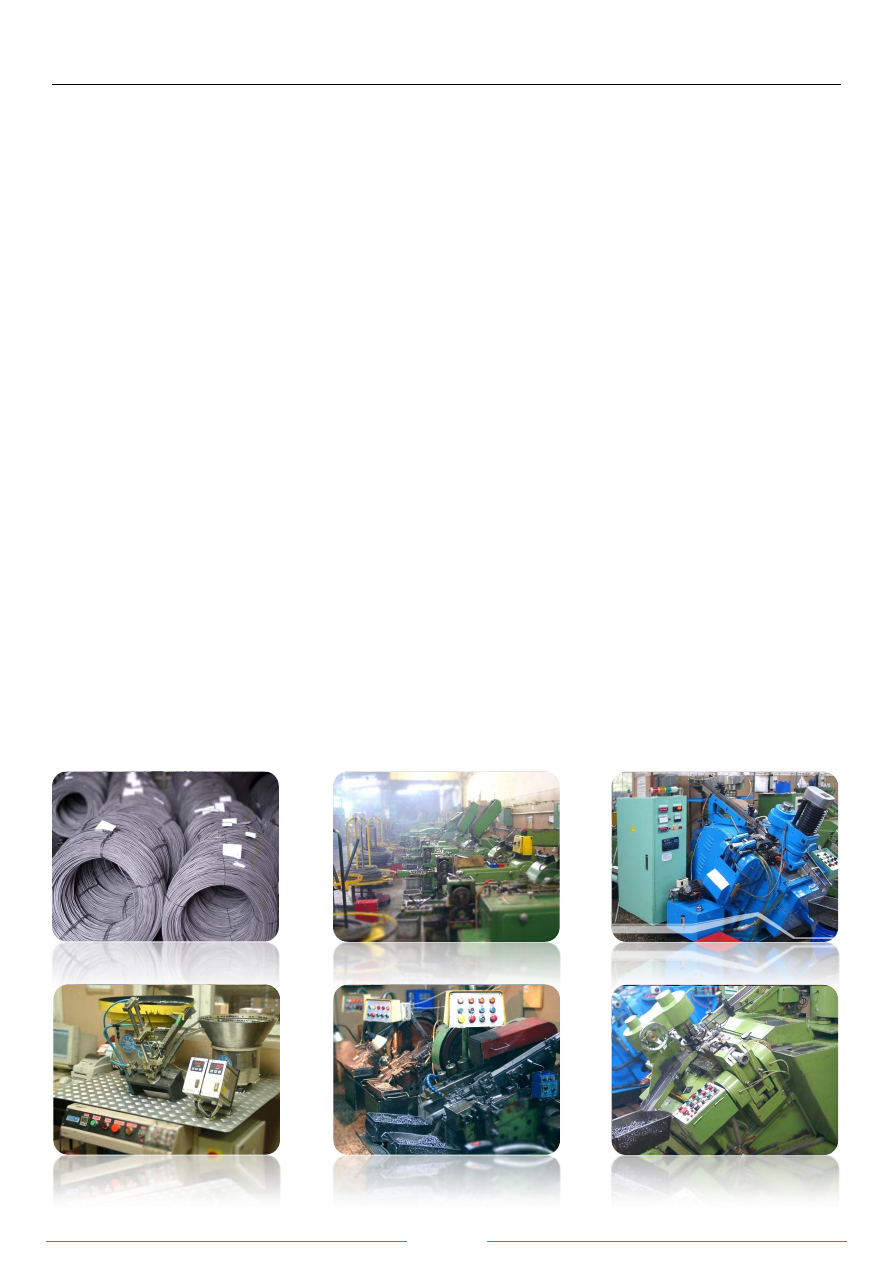
Śruby są podstawą każdego urządzenia i utrzymują w całości wszystko od samochodów po miksery. Śruby
robi się z bardzo grubego stalowego drutu lub pręta, dostarczonego wcześniej przez zewnętrzną firmę w postaci
drutowego zwoju na drewnianych bębnach zabezpieczone przez stalowe paski. Po spędzeniu trzydziestu godzin w
piecu, co zmiękcza stal umożliwiając jej dalszą obróbkę, zwój drutu ląduje w kadzi z kwasem siarkowym, który
oczyszcza go z rdzy. Następnie zostaje opłukany wodą i pokryty fosforanem cynku, substancją działająca
antykorozyjnie i poślizgowo, co ułatwia formowanie śrub. Śruby wyrabia się metodą kucia na zimno formując stal w
temperaturze pokojowej za pomocą tłoczników o różnych kształtach. Najpierw maszyna prostuje drut i tnie go na
odcinki nieznacznie dłuższe od przyszłej śruby. Każdy odcinek jest wciskany w kolejne tłoczniki, które stopniowo
formują łeb śruby. Maszyna wykuwa do trzystu łbów na minutę. Tłoczniki tworzą niewielki kołnierz, następnie
ugniata go w okrągłą główkę, a ostatni nadaje jej kształt sześciokąta. Następna maszyna kształtuje drugi koniec
śruby. Frezarka, tworzy tkz. fazę – ukośne ścięcie ułatwiające nasadzenie nakrętki. Każda śruba musi mied gwint – ten
także wykonuje się metodą kucia na zimno. Wygniatają go specjalne głowice, które działają z prędkością trzystu śrub
na minutę. Z każdej serii produkcyjnej pobiera się próbki do kontroli jakości, kontrolerzy posługują się rozmaitymi
przyrządami; śrubami mikrometrycznymi do pomiaru średnic, suwmiarkami oraz sprawdzianem pierścieniowym do
gwintów.
Nakrętki dla odmiany kuje się na gorąco, maszyna wykonuje tkz. przedkuwki, tnąc na krótkie odcinki stalowy
pręt rozgrzany do 1200°C dla nadania mu kowalności. Hydrauliczne młoty nadają przedkuwkom sześciokątny kształt
podczas gdy tłocznik przebija otwór. Następnie gwintownik wycina w otworze gwint, który automatycznie
smarowany jest olejem do zminimalizowania zużycia.
Śruby i nakrętki lądują na sześddziesiąt minut do pieca rozgrzanego do 870°C. Nadaje im to pożądaną
twardośd. Gwałtowne pięciominutowe chłodzenie w oleju stabilizuje wewnętrzna strukturę metalu. Stal jest teraz
twarda, ale krucha. Żeby nadad jej stosowna wytrzymałośd, śruby i nakrętki wygrzewa się w piecu przez kolejną
godzinę. Kontrolerzy jakości dokonują wyrywkowych sprawdzianów jakośd, mierząc siłę potrzebną do rozerwania
śruby. Jeżeli jest większa lub równa dopuszczalnej partia przechodzi kontrole pod warunkiem, ze pękniecie nastąpiło
na nagwintowanym najsłabszym odcinku. Podczas pakowania na etykietach umieszcza się informacje o rozmiarach i
klasie produktu.
Strona 9
Stalowe paski powinny byd składowane w kontenerze z tworzywami pochodzenia metalicznego, a w
późniejszym czasie poddane recyclingowi.
Drewniane bębny powinny byd ponownie wykorzystane do wysyłek.
Urządzenia i maszyny wykorzystane podczas produkcji śrub i nakrętek:
Frezarka
Wielki Piec
Kadź
Tłoczniki
Frezarka
Młoty hydrauliczne
Gwintownik
W produkcji śrub i nakrętek można wyróżnid dwie fazy:
1. Przygotowanie zwoju drutowego do obróbki metoda kucia na zimno bądź na gorąco,
2.
Obróbka stali za pomocą maszyn technologicznych
Podczas procesów produkcyjnych stosowanych jest szereg operacji technicznych i technologicznych. Do
podstawowych można zaliczyd:
Proces formowania stali metodą kucia na zimno w temperaturze pokojowej za pomocą tłoczników o różnych
kształtach
Proces stopniowego formowania łba śruby za pomocą tłoczników
Proces tworzenia ukośnej fazy ułatwiającej nasadzenie nakrętki
Proces wykonywania przedkuwek metodą kucia na gorąco po ówczesnym rozgrzaniu stalowych prętów do
temperatury 1200°C w celu nadania mu kowalności
Proces nadania sześciokątnego kształtu przedkuwkom za pomocą młotów hydraulicznych
Proces przebicia otworu za pomocą tłocznika
Zagrożenia związane z produkcji śrub i nakrętek
W produkcji śrub i nakrętek wyróżnid można następujące procesy i zagrożenia z nimi związane:
1. Oczyszczanie zwoju drutowego w kadzi z kwasem siarkowym z brudu i rdzy.
ZAGROŻENIA:
Ciecz żrąca.
Działa drażniąco na skórę, oczy i drogi oddechowe.
Dawka trująca dla organizmu człowieka wynosi 2 – 3 g, a dawka śmiertelna 4 – 8 g.
Niebezpieczny dla środowiska naturalnego – w bezpośrednim kontakcie zabija wszelkie formy
życia.
Zwęgla substancje organiczne (odciąganie wody).
W razie pożaru może wydzielad toksyczne gazy.
2. Opłukiwanie wodą i pokrywanie fosforanem cynku.
ZAGROŻENIA:
Działa szkodliwie na organizmy wodne; może powodowad długo utrzymujące się niekorzystne
zmiany w środowisku wodnym.
w trakcie pożaru może tworzyd tlenki fosforu i tlenki cynku
3. Nadanie sześciokątnego kształtu przedkuwkom za pomocą młotów hydraulicznych.
ZAGROŻENIA:
olej hydrauliczny w takich młotach jest zagrożeniem dla środowiska i organizmów żywych w
przypadku niewłaściwego stosowania lub rozlania
gazy i opary wydzielające się z tego oleju w przypadku pożaru są zagrożeniem dla środowiska
kontakt gorącego oleju ze skora może prowadzid do oparzeo
Strona 10
4. Wykonanie przedkuwek metodą kucia na gorąco po ówczesnym rozgrzaniu stalowych prętów do
temperatury 1200*C.
ZAGROŻENIA:
powodują powstawanie emisji zanieczyszczeo do powietrza oraz wytwarzanie dużej ilości stałych
produktów ubocznych.
Hałas
Wysoka temperatura
5. Nadawanie pożądanej twardości śrubie i nakrętce poprzez wygrzewanie w piecu rozgrzanym do temperatury
870*C przez godzinę.
ZAGROŻENIA:
powodują powstawanie emisji zanieczyszczeo do powietrza oraz wytwarzanie dużej ilości stałych
produktów ubocznych
Hałas
Wysoka temperatura
6. Przebicie otworu za pomocą tłocznika, formowanie stali, stopniowe formowanie śruby za pomocą tłocznika i
kształtowanie łba śruby.
ZAGROŻENIA:
Hałas
Odpady związane z produkcji śrub i nakrętek
Drewniane bębny
Stalowe paski
Surówka
Wióry stali
Nieobrobiona stal
Zużyty olej
Zużyty kwas siarkowy
Niewielkie ilości niedopalonego węgla
Niepalne substancje mineralne
Pył
Szlam
Energia elektryczna
Strona 11
Bilans
Bilans przed modyfikacjami
Proces
Odpad
Zagrożenia
Ilośd odpadu
Transport zwoju drutowego
do fabryki z firmy zewnętrznej
Przygotowanie stalowego
pręta lub drutu
Drewniane bębny, stalowe paski
250 kg drewna (z
jednego zwoju)
1,5
kg
stalowych
pasków(z
jednego
zwoju)
Trzydziestogodzinne
zmiękczanie materiału w
piecu
pył, szlam, surówka , niepalna
substancja mineralna, niewielka
ilośd niedopalonego węgla
Wysoka
temperatura
1 kg pyłu / 1 t surówki
650 kg szlamu / 1t
surówki
Oczyszczanie zwoju
drutowego w kadzi z kwasem
siarkowym brudu i rdzy
Kwas siarkowy z zawartością
pozostałej
po
oczyszczeniu
brudu
i
rdzy,
energia
elektryczna
Możliwośd
poparzenia
substancją
żrącą
1200 l (rocznie)
200 W
Formowanie stali metodą
kucia na zimno w
temperaturze pokojowej za
pomocą tłoczników o różnych
kształtach
Nieobrobiona stal, energia
elektryczna
wibracje, hałas
100 dB
200 W
5000 kg stali (rocznie)
100Hz
Kształtowanie drutu na
odcinki nieznacznie większe
od przyszłej śruby
Wióry stali, energia elektryczna
hałas
25t (rocznie)
200 W
65 dB
Kształtowanie łba śruby
Wióry stali, energia elektryczna
hałas
200 W
25t (rocznie)
95 dB
Stopniowe formowanie łba
śruby za pomocą tłoczników
Wióry stali, energia elektryczna
hałas
200 W
90 dB
25t (rocznie)
Tworzenie ukośnej fazy
ułatwiającej nasadzenie
nakrętki
Wióry stali, energia elektryczna
hałas
200 W
60 dB
25t (rocznie)
Wykonanie przedkuwek
metodą kucia na gorąco po
ówczesnym rozgrzaniu
stalowych prętów do
temperatury 1200
°
C w celu
nadania mu kowalności
Nieobrobiona stal, energia
elektryczna
Hałas,
wibracje,
wysoka
temperatura
200 W
5000 kg stali (rocznie)
55 dB
100Hz
Nadanie sześciokątnego
kształtu przedkuwkom za
pomocą młotów
hydraulicznych
Nieobrobiona stal, energia
elektryczna
hałas, wibracje
200 W
5000 kg stali (rocznie)
105 dB
100Hz
Przebicie otworu za pomocą
tłocznika
Nieobrobiona stal, energia
elektryczna
hałas, wibracje
100 Hz
200 W
80 dB
5000 kg stali (rocznie)
Nadawanie pożądanej
twardości śrubie i nakrętce
poprzez wygrzewanie w piecu
rozgrzanym do temperatury
870
°
C przez godzinę
szlam, surówka , pył, niepalna
substancja mineralna, niewielka
ilośd niedopalonego węgla
Wysoka
temperatura
1 kg pyłu / 1 t surówki
4 kg szlamu / 1t
surówki
Strona 12
Stabilizacja struktury metalu
w gwałtownym pięcio
minutowym chłodzeniu w
oleju
Olej,
Wysoka
temperatura
1200 l (rocznie)
Godzinne wygrzewanie
materiału w celu nadania
odpowiednej wytrzymałości
szlam, surówka , pył, niepalna
substancja
mineralna,
niewielka ilośd niedopalonego
węgla
Wysoka
temperatura
1 kg pyłu / 1 t surówki
4 kg szlamu / 1t
surówki
Możliwe modyfikacje procesu
Proces
Sposób neutralizacji
Transport zwoju drutowego do fabryki z firmy
zewnętrznej
Przygotowanie stalowego pręta lub drutu
Stalowe paski powinny byd składowane w
kontenerze
z
tworzywami
pochodzenia
metalicznego, a w późniejszym czasie poddane
recyclingowi.
Drewniane bębny powinny byd ponownie
wykorzystane do wysyłek .
Trzydziestogodzinne zmiękczanie materiału w piecu
Szlam po odwodnieniu powinien byd zawracany
do spiekalni (zwykle poprzez hydrocyklon), albo
wykorzystywany do wyrównywania powierzchni
terenu.
Zastosowanie elektrofiltrów i filtrów dla pyłów
Wdrożenie w życie procesu czyszczenia węgla
przed spalaniem
Oczyszczanie zwoju drutowego w kadzi z kwasem
siarkowym brudu i rdzy
Zakup
zautomatyzowanej,
z
zamkniętym
układem roboczym maszyny by jak najbardziej
ograniczyd ludzki wkład roboczy.
Formowanie stali metodą kucia na zimno w
temperaturze pokojowej za pomocą tłoczników o
różnych kształtach
Zakup nowego tłocznika, który nie zużywa tyle
energii.
Składowanie stali w odpowiednich kontenerach.
Zmniejszenie
mocy
tłocznika
w
celu
zredukowania zużycia energii.
Kształtowanie drutu na odcinki nieznacznie większe od
przyszłej śruby
Składowanie wiór w specjalnych pojemnikach.
Przetopienie wiór i ponowne zastosowanie w
produkcji.
Założenie ekranu dźwiękoszczelnego.
Kształtowanie łba śruby
Składowanie wiór w specjalnych pojemnikach .
Przetopienie wiór i ponowne zastosowanie w
produkcji.
Założenie ekranu dźwiękoszczelnego.
Stopniowe formowanie łba śruby za pomocą tłoczników
Składowanie wiór w specjalnych pojemnikach .
Przetopienie wiór i ponowne zastosowanie w
produkcji.
Założenie ekranu dźwiękoszczelnego.
Tworzenie ukośnej fazy ułatwiającej nasadzenie nakrętki
Składowanie wiór w specjalnych pojemnikach .
Przetopienie wiór i ponowne zastosowanie w
produkcji.
Założenie ekranu dźwiękoszczelnego.
Strona 13
Wykonanie przedkuwek metodą kucia na gorąco po
ówczesnym
rozgrzaniu
stalowych
prętów
do
temperatury 1200
°
C w celu nadania mu kowalności
Założenie ekranu dźwiękoszczelnego.
Składowanie stali w odpowiednich kontenerach.
Dodanie do wsadu pieca większej ilości koksu i
topników co zwiększy prędkośd nagrzewania
pieca do pożądanej temperatury.
Nadanie sześciokątnego kształtu przedkuwkom za
pomocą młotów hydraulicznych
Zakup nowoczesnych młotów hydraulicznych,
które zużywają mniej energii elektrycznej.
Założenie ekranu dźwiękoszczelnego.
Przebicie otworu za pomocą tłocznika
Składowanie stali w odpowiednich kontenerach.
Zmniejszenie mocy tłocznika w celu mniejszego
zużycia energii elektrycznej.
Nadawanie pożądanej twardości śrubie i nakrętce
poprzez wygrzewanie w piecu rozgrzanym do
temperatury 870
°
C przez godzinę
Szlam po odwodnieniu powinien byd zawracany
do spiekalni (zwykle poprzez hydrocyklon), albo
wykorzystywany do wyrównywania powierzchni
terenu.
Zastosowanie elektrofiltrów i filtrów dla pyłów
Wdrożenie w życie procesu czyszczenia węgla
przed spalaniem
Stabilizacja struktury metalu w gwałtownym pięcio
minutowym chłodzeniu w oleju
Zachowanie zużytego oleju, poddanie go
oczyszczeniu i ponowne wykorzystanie go w
procesie produkcji.
Godzinne wygrzewanie materiału w celu nadania
odpowiednej wytrzymałości
Szlam po odwodnieniu powinien byd zawracany
do spiekalni (zwykle poprzez hydrocyklon), albo
wykorzystywany do wyrównywania powierzchni
terenu.
Zastosowanie elektrofiltrów i filtrów dla pyłów
Wdrożenie w życie procesu czyszczenia węgla
przed spalaniem
Wybrane trzy modyfikacje
1. Zastosowanie osłon dźwiękoszczelnych i mat pochłaniających hałas i wibracje
Modyfikacja ta przyczyniła się do ograniczenia wydostawania się hałasu i wibracji do środowiska.
2. Zastosowanie recyklingu wiórów stali w celu ponownego wykorzystania materiału
Modyfikacja ta spowodowała brak konieczności ponownego dostarczenia surowca do fabryki,
przeprowadzenia procesów przygotowawczych do produkcji, zatem energia jak i sam surowiec zostały
zachowane.
3. Zastosowanie recyclingu szlamu
Modyfikacja ta spowodowała, że szlam po odwodnieniu zostanie zwrócony do spiekalni (zwykle poprzez
hydrocyklon), albo zostanie wykorzystywany do wyrównywania powierzchni terenu.
Strona 14
Bilans po wprowadzeniu modyfikacji w wybranych etapach procesu
Proces
Odpad
Zagrożenia
Ilośd odpadu
Kształtowanie łba śruby
Wióry stali, energia elektryczna
hałas
200 W
25t (rocznie)
45 dB
Kształtowanie łba śruby
Wióry stali, energia elektryczna
hałas
200 W
0t (rocznie)
95 dB
Trzydziestogodzinne
zmiękczanie materiału w
piecu
pył, szlam, surówka
Wysoka
temperatura
1 kg pyłu / 1 t surówki
0 kg szlamu / 1t
surówki
Akty prawne
USTAWA z dnia 11 maja 2001 r.
o opakowaniach i odpadach opakowaniowych.
(Dz.U.2001.63.638 z dnia 22 czerwca 2001 r.)
Ustawa określa wymagania, jakim muszą odpowiadad opakowania ze względu na zasady ochrony środowiska
oraz sposoby postępowania z opakowaniami i odpadami opakowaniowymi, zapewniające ochronę życia i zdrowia
ludzi oraz ochronę środowiska, zgodnie z zasadą zrównoważonego rozwoju.
Art. 5. 1. Producent i importer opakowao powinni ograniczad ilośd i negatywne oddziaływanie na środowisko
substancji stosowanych do produkcji opakowao oraz wytwarzanych odpadów opakowaniowych w taki sposób, aby:
1. Objętośd i masa opakowao były ograniczone do niezbędnego minimum wymaganego do spełnienia ich
funkcji, biorąc pod uwagę oczekiwania użytkownika,
2. Opakowania były projektowane i wykonane w sposób umożliwiający ich wielokrotny użytek i późniejszy
recykling, a jeśli nie jest to możliwe, to przynajmniej recykling, a jeżeli nie jest on możliwy, to inną formę
odzysku,
3. Opakowania zawierały możliwie najmniejszą ilośd substancji stwarzających zagrożenie dla życia lub zdrowia
ludzi lub dla środowiska.
ROZPORZĄDZENIE MINISTRA ŚRODOWISKA z dnia 27 września 2001 r.
w sprawie katalogu odpadów.
(Dz.U. Nr 112, poz. 1206)
1. Odpady z kształtowania oraz fizycznej i mechanicznej obróbki powierzchni metali i tworzyw sztucznych – 12,
2. Oleje odpadowe i odpady ciekłych paliw (z wyłączeniem olejów jadalnych oraz grup 05, 12 i 19) - 13,
3. Odpady z rozpuszczalników organicznych, chłodziw i propelentów (z wyłączeniem grup 07 i 08) – 14.
ROZPORZĄDZENIE MINISTRA OCHRONY ŚRODOWISKA, ZASOBÓW NATURALNYCH I LEŚNICTWA
z dnia 13 maja 1998 r.
w sprawie dopuszczalnych poziomów hałasu w środowisku
(Dz.U.98.66.436 z dnia 1 czerwca 1998 r.)
§ 1. Rozporządzenie określa dopuszczalne poziomy hałasu w środowisku.
Strona 15
Dla firm produkujących śruby, nakrętki, stalowe nity, podkładki itp., które położone są przede wszystkim w
strefie śródmiejskiej miast powyżej100 tys. mieszkaoców ze zwartą zabudową mieszkaniową i koncentracją obiektów
administracyjnych, handlowych i usługowych poziom hałasu nie może przekraczad w dzieo 55 dB a w nocy 45dB
ROZPORZĄDZENIE MINISTRA ŚRODOWISKA z dnia 9 grudnia 2002 r.
w sprawie zakresu, czasu, sposobu oraz warunków prowadzenia monitoringu składowisk odpadów.
(Dz. U. z dnia 19 grudnia 2002 r.)
§ 1. 1. Przepisy rozporządzenia stosuje się do składowisk odpadów, z zastrzeżeniem ust. 2.2. Przepisów niniejszego
rozporządzenia nie stosuje się do:
1. Składowisk odpadów niebezpiecznych, na których składowane są wyłącznie następujące rodzaje odpadów
niebezpiecznych pochodzących z budowy, remontu i demontażu obiektów budowlanych oraz infrastruktury
drogowej wymienione w katalogu odpadów stanowiącym załącznik do rozporządzenia Ministra Środowiska
z dnia 27 września 2001 r. w sprawie katalogu odpadów (Dz. U. Nr 112, poz. 1206), zwanym dalej
"katalogiem odpadów": 17 06 01* Materiały izolacyjne zawierające azbest oraz 17 06 05* Materiały
konstrukcyjne zawierające azbest,
2. Składowisk odpadów obojętnych.
§ 2. Monitoring składowiska odpadów obejmuje:
1. Fazę przedeksploatacyjną - okres do dnia uzyskania pozwolenia na użytkowanie składowiska odpadów,
2. Fazę eksploatacji - okres od dnia uzyskania pozwolenia na użytkowanie składowiska odpadów do dnia
uzyskania zgody na zamknięcie składowiska odpadów,
3. Fazę poeksploatacyjną - okres 30 lat, licząc od dnia uzyskania decyzji o zamknięciu składowiska odpadów.
§ 3. 1. Monitoring w fazie przedeksploatacyjnej ma na celu ocenę stanu wyjściowego (ustalenie tła) i polega na:
1. określeniu średnich danych meteorologicznych właściwych dla lokalizacji składowiska odpadów,
wynikających z krajowej sieci meteorologicznej,
2. kontroli poprawności wykonania elementów składowiska odpadów służących do prowadzenia monitoringu,
w szczególności poprawności wykonania otworów obserwacyjnych dla wód podziemnych oraz
ustabilizowania reperów geodezyjnych,
3. pomiarze i ocenie zgodności z przewidywanym w projekcie budowy składowiska odpadów poziomem wód
podziemnych w wykonanych otworach obserwacyjnych.
§ 4. Monitoring w fazie eksploatacji polega na:
1. Badaniu wielkości opadu atmosferycznego z pomiarów prowadzonych na terenie składowiska odpadów lub
poza nim, o ile w trakcie oceny stanu wyjściowego wskazano stację meteorologiczną reprezentatywną dla
lokalizacji składowiska odpadów,
2. Badaniu substancji i parametrów wskaźnikowych, ustalonych zgodnie z § 3 ust. 1 pkt 4 i 5, w wodach
powierzchniowych, odciekowych, podziemnych i gazie składowiskowym,
3. Pomiarze poziomu wód podziemnych w otworach obserwacyjnych,
4. Kontroli struktury i składu masy składowiska odpadów pod kątem zgodności z pozwoleniem na budowę
składowiska odpadów oraz instrukcją eksploatacji składowiska odpadów; obowiązek ten nie dotyczy
składowisk przyjmujących wyłącznie odpady jednego rodzaju wymienione w katalogu odpadów w podgrupie
01 01 Odpady z wydobywania kopalin oraz rodzaju odpadów 01 03 81 Odpady z flotacyjnego wzbogacania
rud metali nieżelaznych inne niż wymienione w 01 03 80,
5. Kontroli osiadania powierzchni składowiska odpadów w oparciu o ustalone repery.
§ 5. Monitoring w fazie poeksploatacyjnej polega na:
1. Badaniu wielkości opadu atmosferycznego z pomiarów prowadzonych na terenie składowiska odpadów lub
poza nim, o ile w trakcie oceny stanu wyjściowego lub procedury zamknięcia składowiska odpadów
wskazano stację meteorologiczną reprezentatywną dla lokalizacji składowiska odpadów,
Strona 16
2. Pomiarze poziomu wód podziemnych,
3. Kontroli osiadania powierzchni składowiska odpadów w oparciu o ustalone repery,
4. Badaniu parametrów wskaźnikowych, ustalonych zgodnie z § 3 ust. 1 pkt 4 i 5, w wodach powierzchniowych,
odciekowych, podziemnych i gazie składowiskowym.
Normy związane z produkcją śrub i nakrętek
Śruby
Śruby, do łączenia konstrukcji stalowych powinny odpowiadad wymaganiom norm:
PN-ISO 1891:1999, PN-ISO 8992:1996 oraz PN-82/M-82054.20, a ponadto:
śruby powinny odpowiadad wymaganiom norm: PN-EN ISO 4014:2002, PN-61/M-82331.
PN-91/M-82341, PN-91/M-82342 oraz PN-83/M-82343,
PN-ISO 1891:1999
Śruby, wkręty, nakrętki i akcesoria. Terminologia
PN-ISO 8992:1996
Części złączne. Ogólne wymagania dla śrub, wkrętów, śrub dwustronnych i nakrętek
PN-82/M-82054.20
Śruby, wkręty i nakrętki. Pakowanie, przechowywanie i transport
Nakrętki
Nakrętki powinny odpowiadad wymaganiom normy: PN-83/M-82171,a ponadto:
PN-ISO 1891:1999
Śruby, wkręty, nakrętki i akcesoria. Terminologia
PN-ISO 8992:1996
Części złączne. Ogólne wymagania dla śrub, wkrętów, śrub dwustronnych i nakrętek
PN-82/M-82054.20
Śruby, wkręty i nakrętki. Pakowanie, przechowywanie i transport
Nakrętki sześciokątne powiększone do połączeo sprężonych (PN-83/M-82171)
Wnioski
Negatywne i pozytywne skutki produkcji śrub i nakrętek:
Zużycie chemikaliów i preparatów chemicznych
Emisje zanieczyszczeo do powietrza – technologiczne i energetyczne
Zużycie energii
Wytwarzanie niewielkich ilości odpadów niebezpiecznych w wyniku potrzeb konserwacyjnych i utrzymania
ruchu maszyn i urządzeo oraz funkcjonowania infrastruktury
Emisja hałasu o znaczeniu lokalnym i uciążliwości uzależnionej w dużym stopniu od usytuowania zakładu i
poszczególnych części instalacji
Wytwarzanie odpadów do ponownego zastosowania

Strona 17
Bibliografia
Gaweł – Zakład produkcji śrub:
Portal branży narzędziowej:
Internetowy system aktów prawnych:
Discovery:
Konstrukcje metalowe – Dwiczenia, połączenia śrubowe:
materiały dydaktyczne
Wyszukiwarka
Podobne podstrony:
PROJEKT PRODUKCJI NOWEGO PRODUKTU gotowy
projekt produkt krzeslo biurowe
Projekt produkcji parówek obliczania maszyny, Procesy Produkcyjne
projekt produkt krzeslo biurowe
PRZYKŁADOWE STUDIUM PROJEKTU PRODUKCYJNEGO, FEASIBILITY STUDY- podręcznik UNIDO
02 Film, proces produkcji srub
Przelicznik ciężaru śrub i nakrętek
Formularz projektowanie produktow-2, Zarządzanie operacyjne, Typa
Opracowywanie projektów produktów turystycznych
PROJEKTOWANIE PRODUKTU, wykład 1
Projekt produkcji obuwia, Nauka, Studia, Ćwiczenia, Zarządzanie projektami
PROJEKT PRODUKCJI NOWEGO PRODUKTU gotowy
Urządzenia elektyrczne projekt Produkcja pieców
Urządzenia elektyrczne projekt Produkcja pieców kopia 15
Projekt (patryk HP s conflicted copy 2012 05 29)
więcej podobnych podstron