Weryfikacja elementów maszyny to zespół czynności zmierzających do określenia stanu technicznego
części maszyny lub określenia stanu technicznego całej maszyny i na tej podstawie podjęcia decyzji o
jej dalszym wykorzystaniu.
Weryfikacja- jest to zespół czynności zmierzających do określenia stanu technicznego części. Dzięki
niej możemy podjąć decyzję o zakwalifikowaniu do:
o Dalszego użycia
o Regeneracji
o Nie nadających się do użytku.
Biorąc pod uwagę kryterium dokładności, weryfikację można rozdzielić na dwie grupy:
Weryfikacja wstępna
Jest to zespół czynności prowadzonych przed demontażem w celu ustalenia stopnia zużycia
zewnętrznych części maszyny. Weryfikacja wstępna polega najczęściej na dokładnych oględzinach lub
na przeprowadzeniu odpowiednich prób
Weryfikacja podstawowa (szczegółowa).
Przeprowadzana jest po demontażu i po umyciu części. Oprócz szczegółowych oględzin części
przeprowadza się również dokładnie pomiary i próby.
Weryfikację przeprowadza się wykorzystując przyrządy pomiarowe. Weryfikację przeprowadza się
odnosząc wyniki pomiarów do wartości wymiaru podanego w dokumentacji technologicznej naprawy.
Dokumentacja technologiczna zawiera:
1. Dane o dopuszczalnych wartościach luzu
2. Dane o granicznych wymiarach użytych materiałów
3. Dane o dopuszczalnych kształtach i położeniach
4. Dane o dopuszczalnych uszkodzeniach
EKSPLOATACJA TECHNICZNA
Temat ćwiczenia:
Weryfikacja części maszyn.
Kierunek/Grupa
TRIL GR./III
Nazwisko i imię:
Smyl Sebastian

5. Dane o trwałości warstwy wierzchniej
6. Dane o dopuszczalnych pęknięciach
Pierwsza część zadania laboratoryjnego polegała na zmierzeniu średnic czopów wału korbowego
i oceny odkształceń.
Weryfikacja szczegółowa 2 i 4 czopu głównego:
Śrubą mikrometryczną wykonaliśmy pomiary średnic czopów w środkowej i skrajnych częściach.
Poza tym oceniliśmy stan powierzchni czopów .
Z pomiarów wynika, że średnice mierzone w różnych miejscach różnią się między sobą. Różnice
wahają się od 0,01 do 0,05mm. Wskazuje to, że czopy zostały zużyte przez tarcie i przez to
odkształcone.
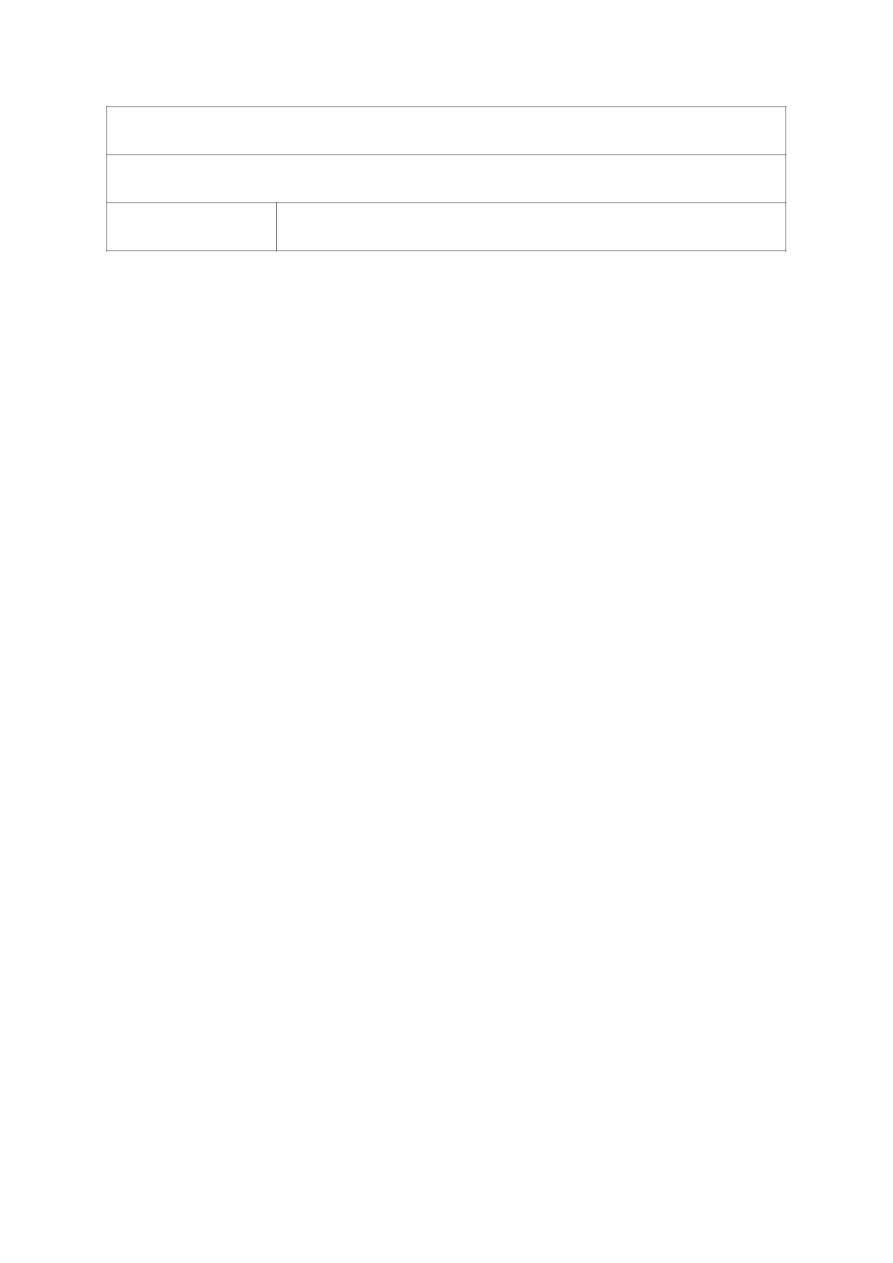
Druga część zadania polegała na zmierzeniu sprężystości sprężyny
Dokonując pomiaru stwierdziłem iż sprężyna jest znacznie zużyta
ugięcie(przy ciśnieniu 0,1 MPa) wynosi 3,2 cm
kąt położenia
wału
średnica
skrajna
prawa
średnica
środkow
a
średnica
skrajna
lewa
0
59,96
59,94
59,95
90
59,91
59,93
59,92
0
59,91
59,93
59,92
90
59,92
59,9
59,9
czop 4
czop 2
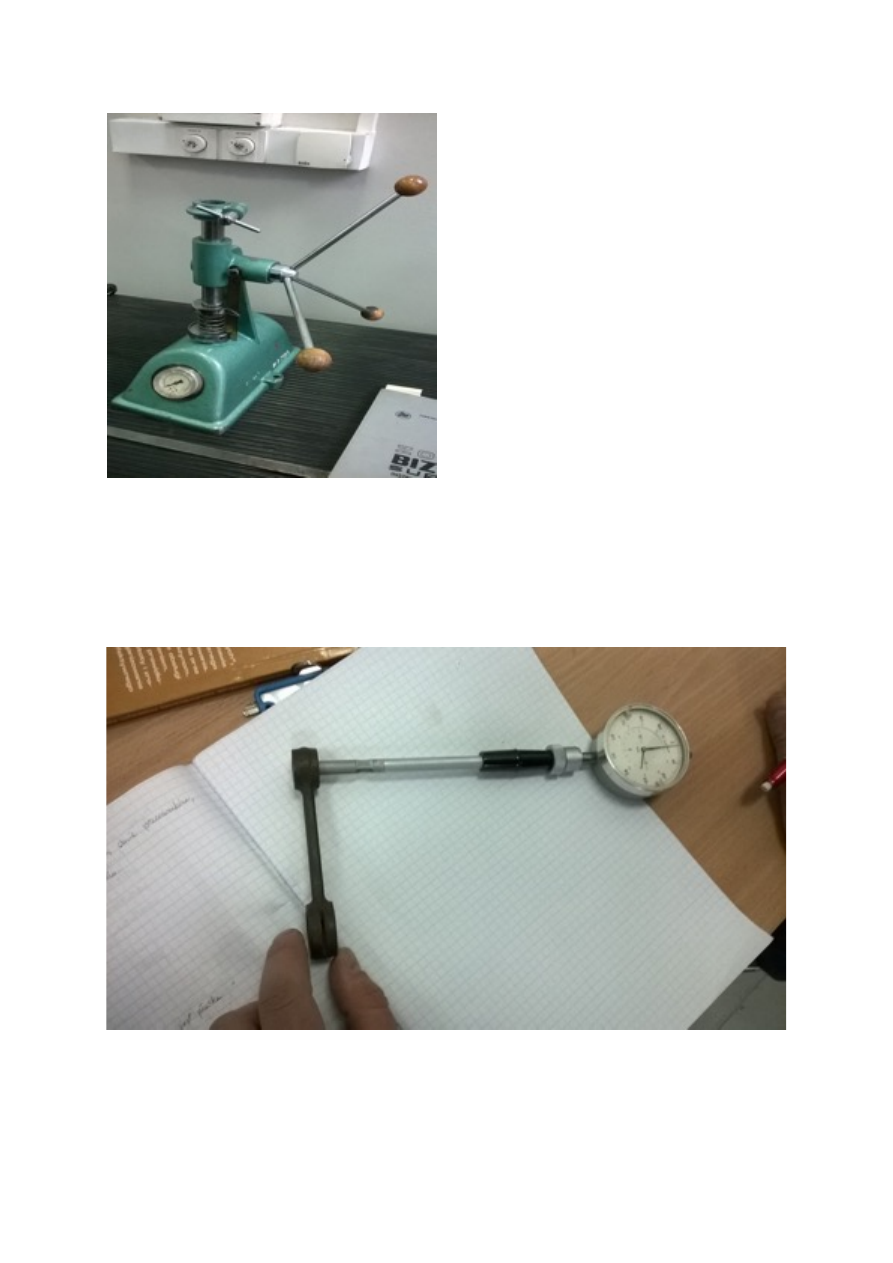
Trzecią częścią było zmierzenie zużycia korbowodu
Dokonując pomiaru na korbowodzie sprzęt nie wykrył żadnych następstw uszkodzenia. Średnica
górnego otworu w korbowodzie ma wartość nominalną. Nie twierdzimy jednak że uszkodzenie nie
wystąpiło. Mogło ono być na tyle małe iż nie dało się go wykryć używaną przez nas metodą
pomiarowa, natomiast rytm pracy silnika mógł być zaburzony.
Czwarta część zadania polegała na zmierzeniu scentrowania głowicy.
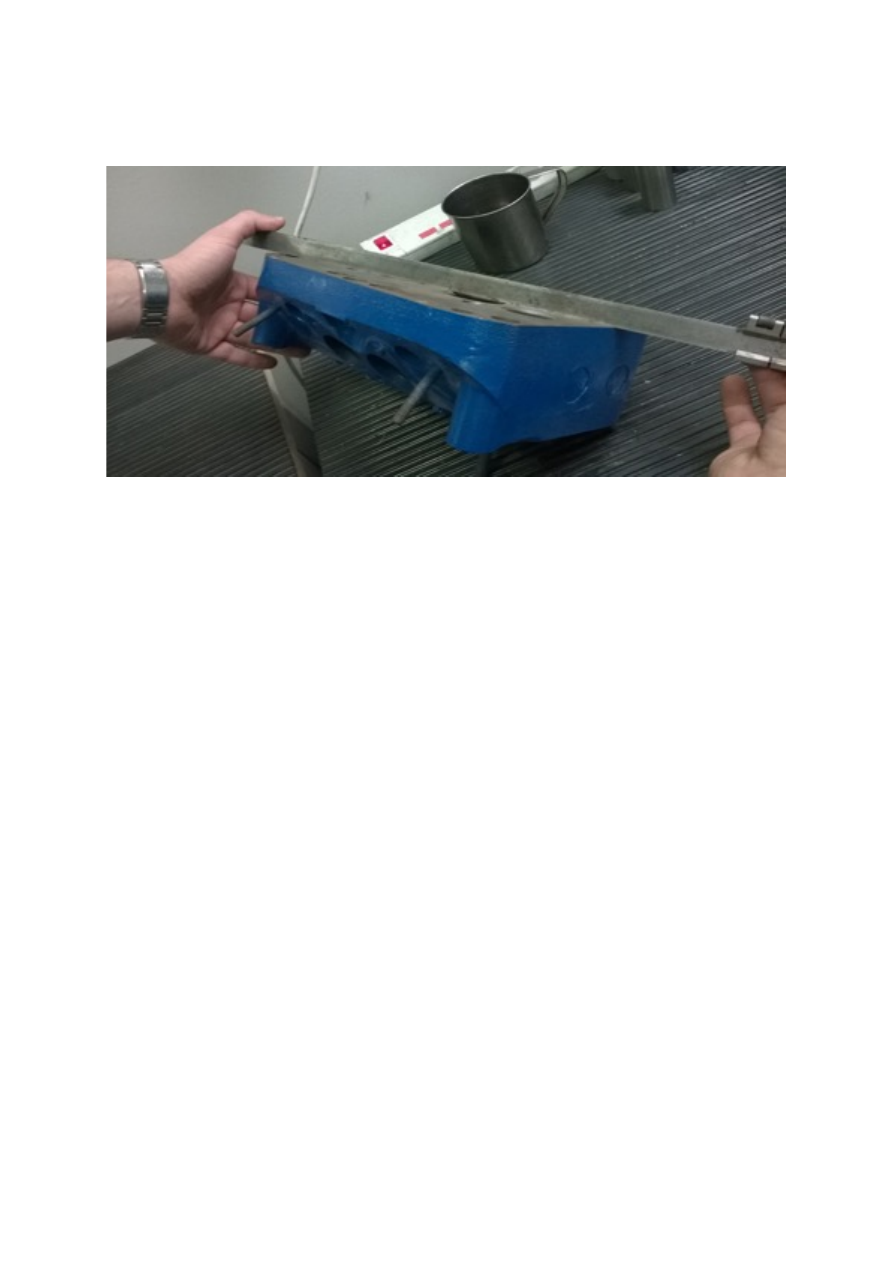
Podczas pomiarów wykryłem odbieganie powierzchni głowicy od poziomu co za tym idzie nie da się
bez planowania, założyć jej do silnika. Znajdują się także delikatnie wżery w całej płaszczyźnie.
)
Wyszukiwarka
Podobne podstrony:
09 Weryfikowanie czesci maszyn Nieznany (2)
Części maszyn 13 - 15 BHP i ochrona środowiska, czesci maszyn
311[15] O1 03 Wykonywanie rysunków części maszyn
teoria do weryfikacji elementów maszyn
Czesci maszyn
części maszyn
Lk Ruchome części maszyn, Listy-Kontrolne-DOC
czesci maszyn
Części maszyn pytania
ZASADY DOBORU STALI NA CZĘŚCI MASZYN - Lab 8, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obr
Ocena zużycia ściernego metalowych części maszyn, Transport UTP, semestr 5, PET, Migawa (Vendettacos
GRUPY I RODZAJE ZUŻYWANIA MECHANICZNEGO METALOWYCH CZĘŚCI MASZYN
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Procesy technologiczne typowych części maszyn
Pomiar parametrów inercyjnych części maszyn
więcej podobnych podstron