
Dr in . Grzegorz Nikiel
Akademia Techniczno-Humanistyczna
w Bielsku-Białej
Katedra Technologii Maszyn i Automatyzacji
Programowanie obrabiarek CNC
na przykładzie układu sterowania
Sinumerik 840D
Bielsko-Biała 2003

Spis tre ci
1.
Zasada funkcjonowania sterowania numerycznego..................................................... 4
1.1. Zasada pomiaru współrz dnych ..................................................................................... 4
1.2. Układy współrz dnych ................................................................................................... 6
1.3. Definicja układów współrz dnych ................................................................................. 8
1.4. Punkty charakterystyczne obrabiarki.............................................................................. 9
1.5. Najazd na punkt referencyjny....................................................................................... 11
1.6. Zale no ci pomi dzy współrz dnymi .......................................................................... 12
1.7. Wyznaczanie warto ci rejestrów narz dziowych i rejestrów przesuni punktów
zerowych....................................................................................................................... 15
2.
Struktura programu steruj cego ................................................................................. 20
2.1. Podstawowe adresy....................................................................................................... 21
2.2. Numer bloku N ............................................................................................................. 22
2.3. Funkcje przygotowawcze ............................................................................................. 23
2.3.1. Jednostki wymiarów ........................................................................................... 23
2.3.2. Rodzaj wymiarowania ........................................................................................ 24
2.3.3. Wymiarowanie rednicowe/promieniowe .......................................................... 25
2.3.4. Programowanie we współrz dnych biegunowych.............................................. 26
2.3.5. Płaszczyzna interpolacji...................................................................................... 28
2.3.6. Programowanie parametrów technologicznych.................................................. 29
2.3.7. Programowanie punktów zerowych ................................................................... 30
2.3.8. Programowanie transformacji układu współrz dnych (FRAMES).................... 31
2.3.9. Programowanie ograniczenia obszaru roboczego .............................................. 31
2.3.10. Programowanie toru ruchu narz dzia ................................................................. 32
2.3.11. Programowanie kompensacji promienia narz dzia ............................................ 32
2.3.12. Programowanie postoju czasowego.................................................................... 33
2.4. Funkcje pomocnicze (maszynowe) M.......................................................................... 33
2.5. Inne elementy w programie steruj cym........................................................................ 35
2.6. Ogólna struktura bloku ................................................................................................. 35
2.7. Ogólna struktura programu steruj cego ....................................................................... 36
3.
Programowanie ruchów narz dzi ................................................................................ 37
3.1. Interpolacja punktowa G0 ............................................................................................ 38
3.2. Interpolacja liniowa G1 ................................................................................................ 38
3.3. Interpolacja kołowa G2/G3/CIP/CT............................................................................. 39
3.4. Interpolacja spiralna o stałym skoku G33 .................................................................... 49
3.5. Interpolacja spiralna o zmiennym skoku G34/G35 ...................................................... 51

3.6. Nacinanie gwintów z wykorzystaniem funkcji G63..................................................... 52
3.7. Interpolacja rubowa G331/G332................................................................................. 53
4.
Transformacje układu współrz dnych (FRAMES).................................................... 54
5.
Programowanie danych narz dziowych...................................................................... 57
6.
Kompensacja promienia narz dzia.............................................................................. 59
7.
Programowanie cykli obróbkowych ............................................................................ 69
7.1. Informacje podstawowe................................................................................................ 69
7.2. Wywoływanie cykli obróbkowych............................................................................... 70
7.3. Cykle wiercenia ............................................................................................................ 70
7.3.1. Wiercenie, nawiercanie - CYCLE81 .................................................................. 70
7.3.2. Wiercenie, pogł bianie - CYCLE82................................................................... 71
7.3.3. Wiercenie gł bokie - CYCLE83......................................................................... 73
7.3.4. Gwintowanie bez u ycia uchwytu kompensacyjnego - CYCLE84.................... 75
7.3.5. Gwintowanie z u yciem uchwytu kompensacyjnego - CYCLE840 .................. 77
7.3.6. Rozwiercanie 1 - CYCLE85............................................................................... 78
7.3.7. Rozwiercanie 2 - CYCLE 86.............................................................................. 79
7.3.8. Rozwiercanie 3 - CYCLE87............................................................................... 80
7.3.9. Rozwiercanie 4 - CYCLE88............................................................................... 81
7.3.10. Rozwiercanie 5 - CYCLE89............................................................................... 82
7.3.11. Rz d otworów - HOLES1................................................................................... 83
7.3.12. Kołowy układ otworów - HOLES2 .................................................................... 84
7.3.13. Macierz prostok tna otworów - CYCLE801...................................................... 85
7.4. Cykle frezarskie............................................................................................................ 86
7.4.1. Otwory podłu ne na okr gu – LONGHOLE...................................................... 86
7.4.2. Rowki na okr gu - SLOT1 ................................................................................. 88
7.4.3. Rowek kołowy - SLOT2..................................................................................... 90
7.4.4. Frezowanie wn ki prostok tnej - POCKET1 ..................................................... 92
7.4.5. Frezowanie wn ki kołowej - POCKET2 ............................................................ 94
7.4.6. Frezowanie płaszczyzny - CYCLE71................................................................. 96
7.4.7. Frezowanie konturu - CYCLE72...................................................................... 100
7.4.8. Frezowanie wyst pu prostok tnego - CYCLE76 ............................................. 104
7.4.9. Frezowanie wyst pu okr głego - CYCLE77.................................................... 106
1. Z
ASADA FUNKCJONOWANIA STEROWANIA NUMERYCZNEGO
Historia obrabiarek ze sterowaniem numerycznym (NC) przekroczyła ju 50 lat
– pierwsza frezarka sterowania numerycznie powstała w MIT w Bostonie w roku
1952. Przez pół wieku znacznie zmieniły si cechy zewn trzne obrabiarek CNC, ich
kinematyka i mo liwo ci obróbkowe, jednak idea funkcjonowania pozostała bez
zmian.
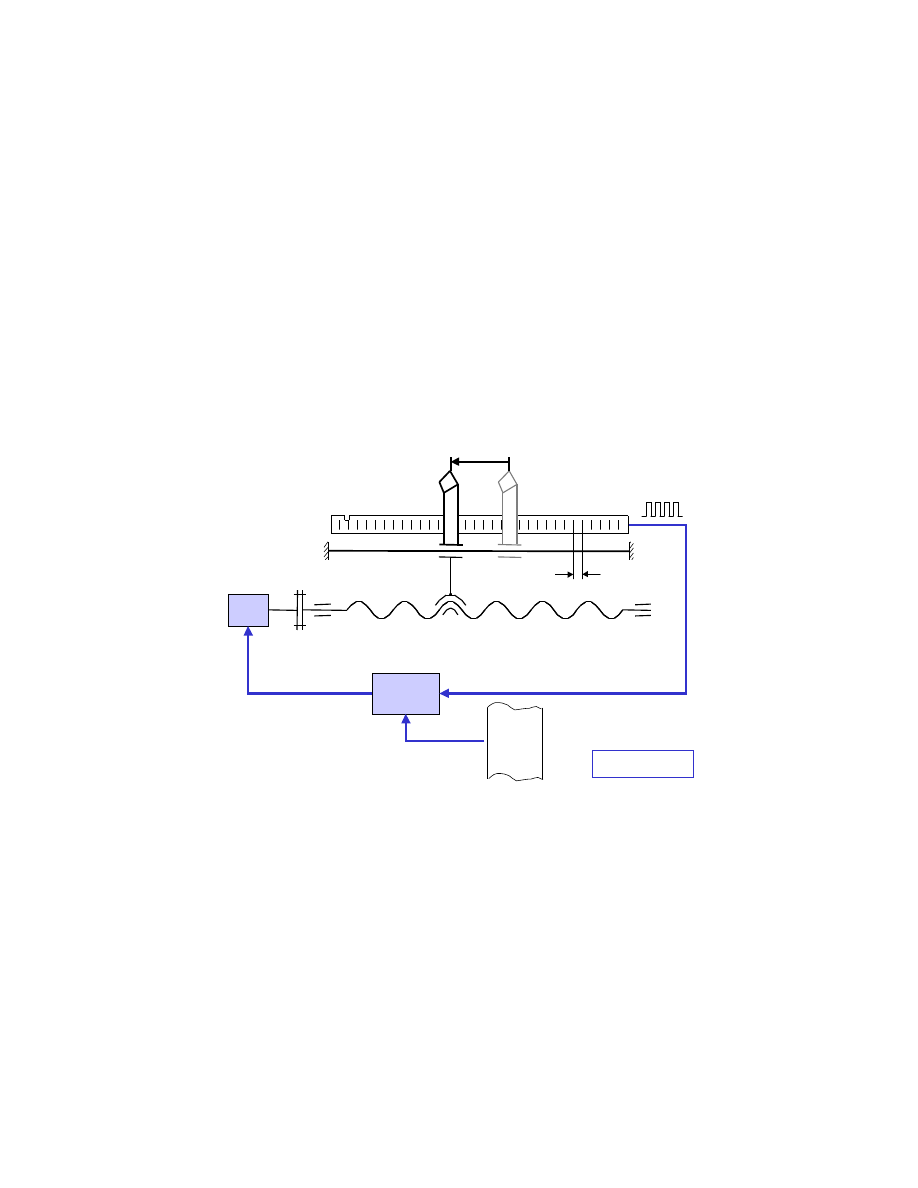
Z punktu widzenia automatyki sterowanie NC jest układem automatycznej
regulacji programowej, pracuj cym w zamkni tej p tli sprz enia zwrotnego (rys. 1.).
Warto zadana poło enia w danej osi sterowanej numerycznie (SN) jest wyznaczana
na podstawie programu. Jest ona porównywana z warto ci rzeczywist poło enia,
mierzon przez układ pomiarowy. Na podstawie ró nicy pomi dzy warto ci zadan
a rzeczywist poło enia w osi SN układ sterowania (obecnie jest to najcz ciej układ
CNC) generuje sygnał steruj cy, kierowany do nap du osi SN, koryguj c tym samym
jej poło enie a do uzyskania zerowej ró nicy pomi dzy warto ci zadan
a rzeczywist poło enia osi SN.
CNC
M
N05 X10
N10 Y20
N15 M30
N
∆
∆X
∆X = N * ∆
Nap d
Program
steruj cy
Układ sterowania
Układ pomiarowy
Rys. 1. Schemat ideowy sterowania numerycznego NC
1.1. Zasada pomiaru współrz dnych
Układ pomiarowy ma charakter przyrostowy, co oznacza pomiar zmiany
poło enia elementów ruchomych
∆X (rys. 1.), a nie pomiar ich bezwzgl dnego
poło enia. Układ sterowania otrzymuje ci g N impulsów generowanych przez układ
pomiarowy, gdzie jeden impuls oznacza zmian poło enia o warto podziałki
elementarnej
∆ (rys. 1.). Zliczaj c impulsy układ sterowania mo e zatem obliczy
zmian poło enia.
W chwili uruchomienia układu sterowania (wł czenie obrabiarki) liczniki
odczytu współrz dnych s zerowane, co oznacza przyj cie aktualnej warto ci
poło enia bezwzgl dnego (absolutnego) równego 0 (rys. 2a.). Poniewa w chwili
wł czenia obrabiarki zespoły ruchome znajduj si w dowolnym poło eniu, st d przy
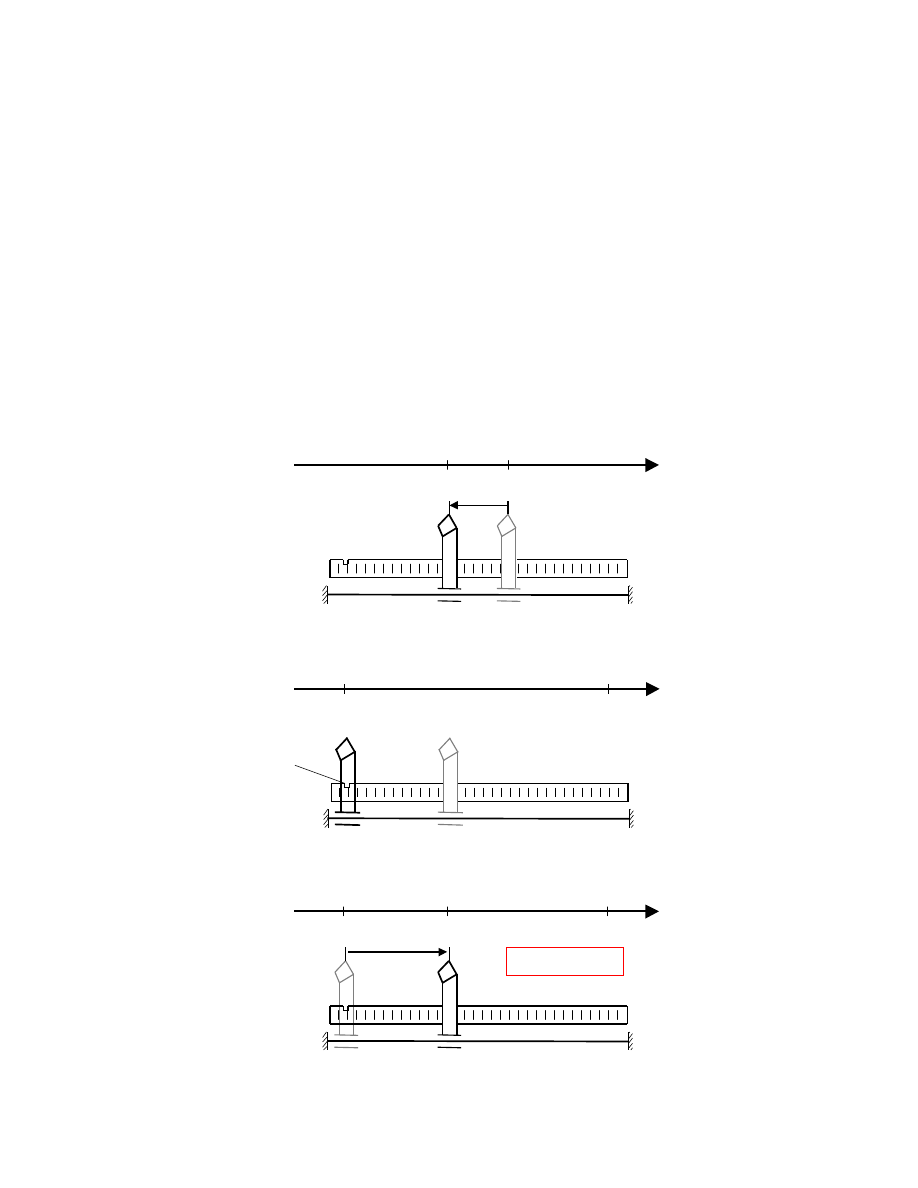
ka dym uruchomieniu punkt zerowy absolutnego układu współrz dnych danej osi
miałby
inne
poło enie,
co
praktycznie
uniemo liwia
programowanie
z wykorzystaniem takiego układu współrz dnych.
Dlatego ka da o maszynowa posiada tzw. poło enie referencyjne, bazowe –
punkt referencyjny
R – fizycznie odwzorowane np. przy u yciu wył cznika
drogowego. Poło enie tego punktu jest mierzone przez producentów obrabiarek od
umownie przyj tego punktu zerowego danej osi maszynowej (punkt
M)
i wprowadzane do pami ci układu sterowania. Po ka dorazowym uruchomieniu
maszyny pierwsz czynno ci jest przemieszczenie zespołów ruchomych obrabiarki
w ka dej osi sterowanej numerycznie do punktu referencyjnego (bazowego) (rys. 2b.).
W tym poło eniu nast puje zerowanie liczników odczytuj cych poło enie
i wprowadzanie do nich warto ci odpowiadaj cych pobranym z pami ci poło e
punktu referencyjnego. Tym samym jest okre lone stałe, niezmienne w czasie
poło enie punktu zerowego osi sterowanej numerycznie, umo liwiaj ce stosowanie
absolutnego układu współrz dnych (rys. 2c.).
∆X
−∆X
0
X
a)
−X
R
0
X
b)
R
M
−X
R
0
X
c)
∆X
X
X
= −X
R
+ ∆X
Rys. 2. Zasada przyrostowego pomiaru współrz dnych na obrabiarkach NC
1.2. Układy współrz dnych
Podstaw do programowania jest przyj cie poło enia układów współrz dnych,
dzi ki którym mo liwe jest zadawanie współrz dnych poło e elementów ruchomych
obrabiarki NC.
Generalnie mo na wyró ni nast puj ce układy współrz dnych:
–
Maszynowy układ współrz dnych;
–
Bazowy układ współrz dnych;
–
Układ współrz dnych przedmiotu.
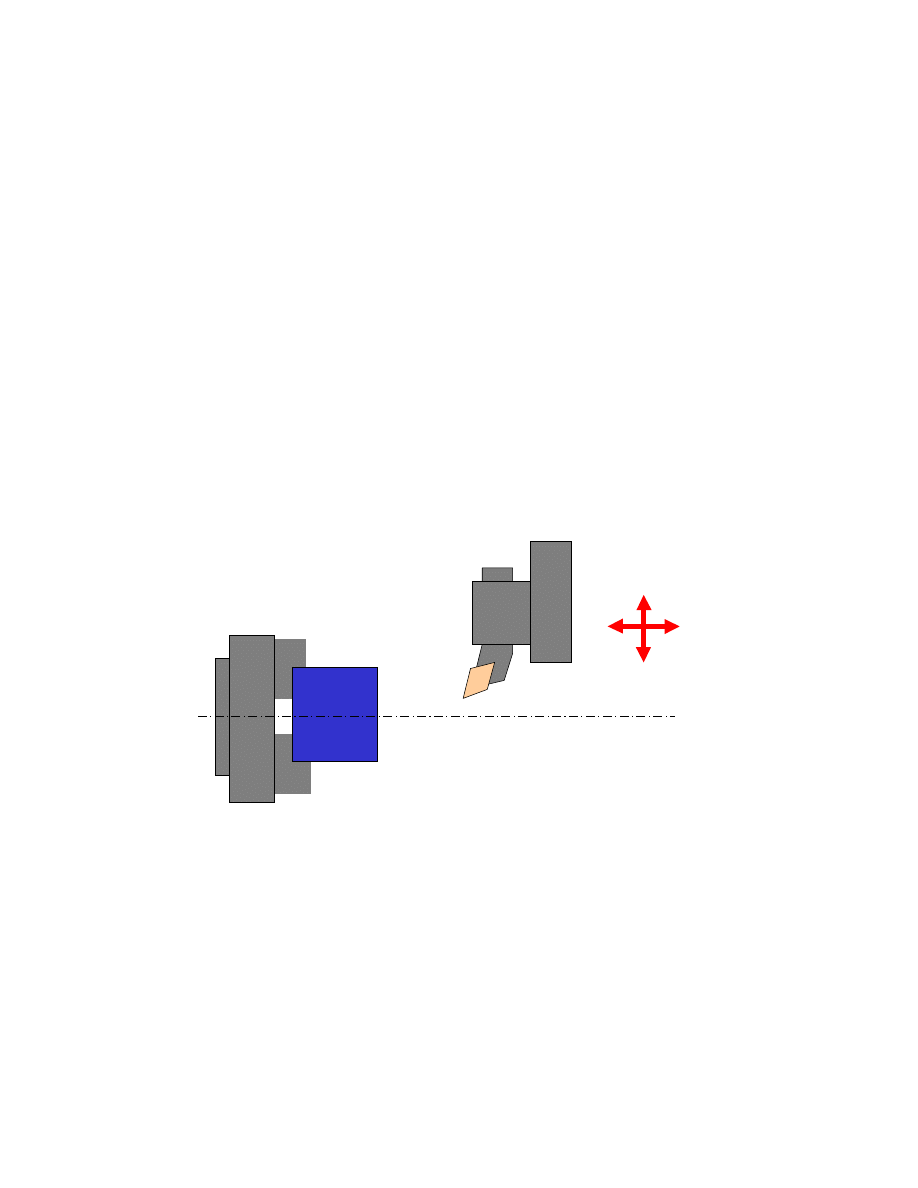
Maszynowy układ współrz dnych (MKS) – układ współrz dnych zbudowanych
z osi sterowanych numerycznie obrabiarki (rys. 3.). W tym układzie odbywa si
sterowanie – współrz dne zadane w innych układach współrz dnych s przeliczane na
układ maszynowy przez układ sterowania. Układ maszynowy mo e by układem
prostok tnym, walcowym, sferycznym lub o zło onym charakterze (np. w robotach).
Układ maszynowy jest odniesiony do konstrukcji maszyny. W układzie maszynowym
s podane współrz dne punktu referencyjnego, punkty wymiany narz dzi, punkty
wymiany palet. Osie maszynowego układu współrz dnych mog by oznaczane
kolejnymi cyframi (1, 2, 3..) lub oznaczeniami podobnymi do osi pozostałych układów
współrz dnych (np. X1, Y1, Z1, AX1, AX2,....).
Z
M
X
M
Rys. 3. Maszynowy układ współrz dnych (MKS)
Bazowy (podstawowy) układ współrz dnych – prostok tny, prawoskr tny układ
współrz dnych, stanowi cy podstaw do programowania (rys. 4.). Jest odniesiony do
przedmiotu zamocowanego na obrabiarce, traktowanego jako nieruchomy, przy
poruszaj cym si narz dziu. Jest zwi zany z układem maszynowym poprzez
transformacje kinematyczne, odwzorowuj ce układ bazowy na osie maszynowe (np.
osie sferycznego układu współrz dnych robota, transformacja we frezarce 5-osiowej).
W najprostszym przypadku układ bazowy (tokarki, frezarki) jest to samy z układem
maszynowym – brak transformacji kinematycznych. W tym układzie s definiowane
korektory narz dziowe, wyznaczana jest kompensacja promienia ostrza, wyznaczane
s transformacje układu przedmiotu, ustawiane s granice obszaru obróbki oraz
wykonywane s inne obliczenia toru ruchu narz dzia, przeliczane z układu
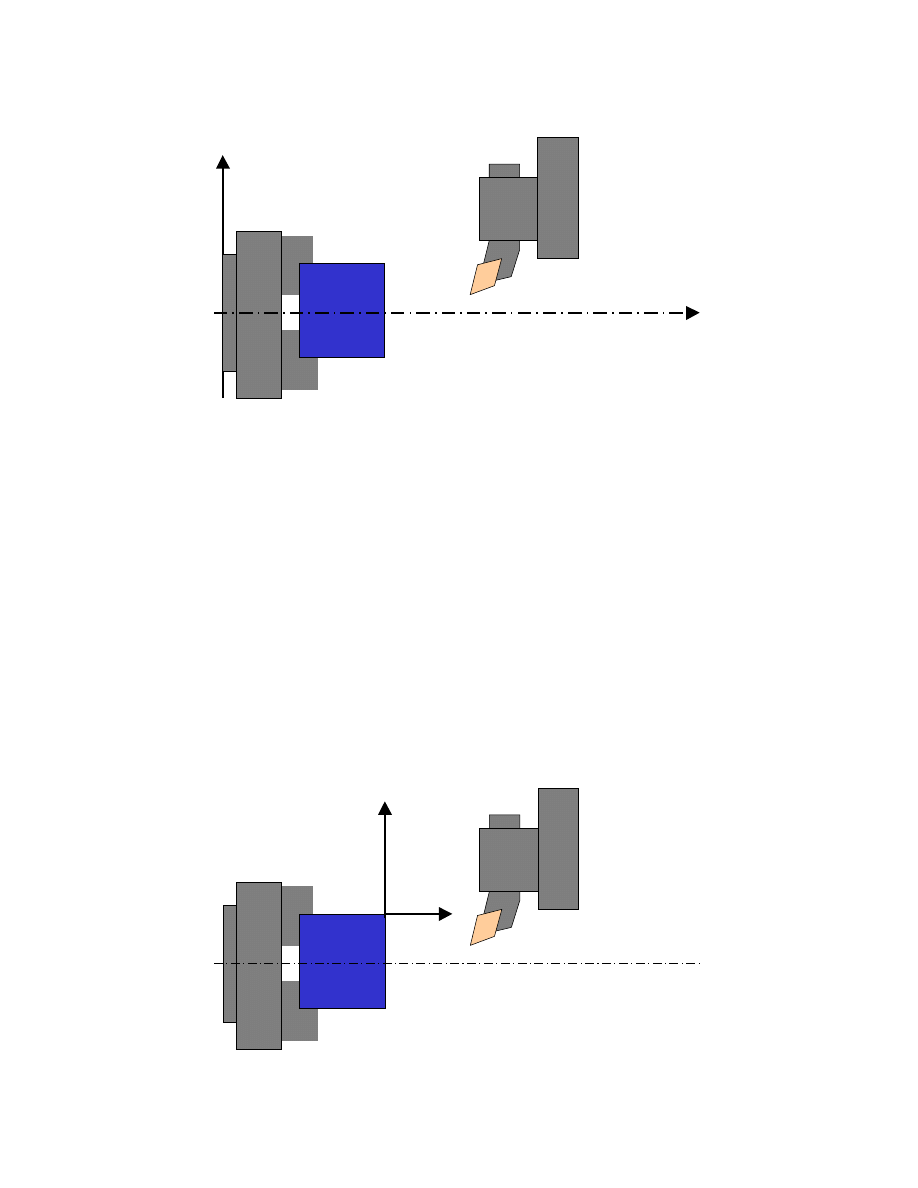
współrz dnych przedmiotu. Słu y on zatem przede wszystkim układowi sterowania
numerycznego.
Z
B
X
B
Rys. 4. Bazowy układ współrz dnych
Układ współrz dnych przedmiotu (WKS) – prostok tny, prawoskr tny układ
współrz dnych, zwi zany z przedmiotem obrabianym, słu cy do programowania
obróbki, zapisanej w postaci programu steruj cego (rys. 5.). Jest zwi zany z układem
bazowym poprzez definicj tzw. FRAMES, b d cych matematycznymi formułami
matematycznymi, przekształcaj cymi układy współrz dnych z wykorzystaniem
czterech podstawowych działa :
–
Translacji o wektor;
–
Obrotowi wokół osi;
–
Symetrii osiowej (odbicia lustrzanego);
–
Skalowania osi.
Zapis matematyczny tych działa jest realizowany z wykorzystaniem rachunku
macierzowego. Wybór układu współrz dnych przedmiotu zale y od sposobu jego
wymiarowania, mo liwe jest u ycie w jednym programie steruj cym kilku ró nych
układów współrz dnych przedmiotu.
X
W
Z
W
Rys. 5. Układ współrz dnych przedmiotu (WKS)
1.3. Definicja układów współrz dnych
Przy definicji układów współrz dnych (dotyczy to przede wszystkim układu
bazowego i maszynowego) s stosowane pewne zasady, pozwalaj ce na unifikacj
oznaczenia osi. Zasady te s zawarte w normach. W Polsce jest to norma M-55251,
oparta na normie DIN 66217 oraz na normach mi dzynarodowych (ISO).
Podstawowe zasady definiowania układów współrz dnych s nast puj ce:
–
Osie układu współrz dnych s odniesione do przedmiotu obrabianego;
–
Przyjmuje si przedmiot obrabiany za nieruchomy, porusza si tylko narz dzie
(układ współrz dnych mo e si przemieszcza z przedmiotem obrabianym);
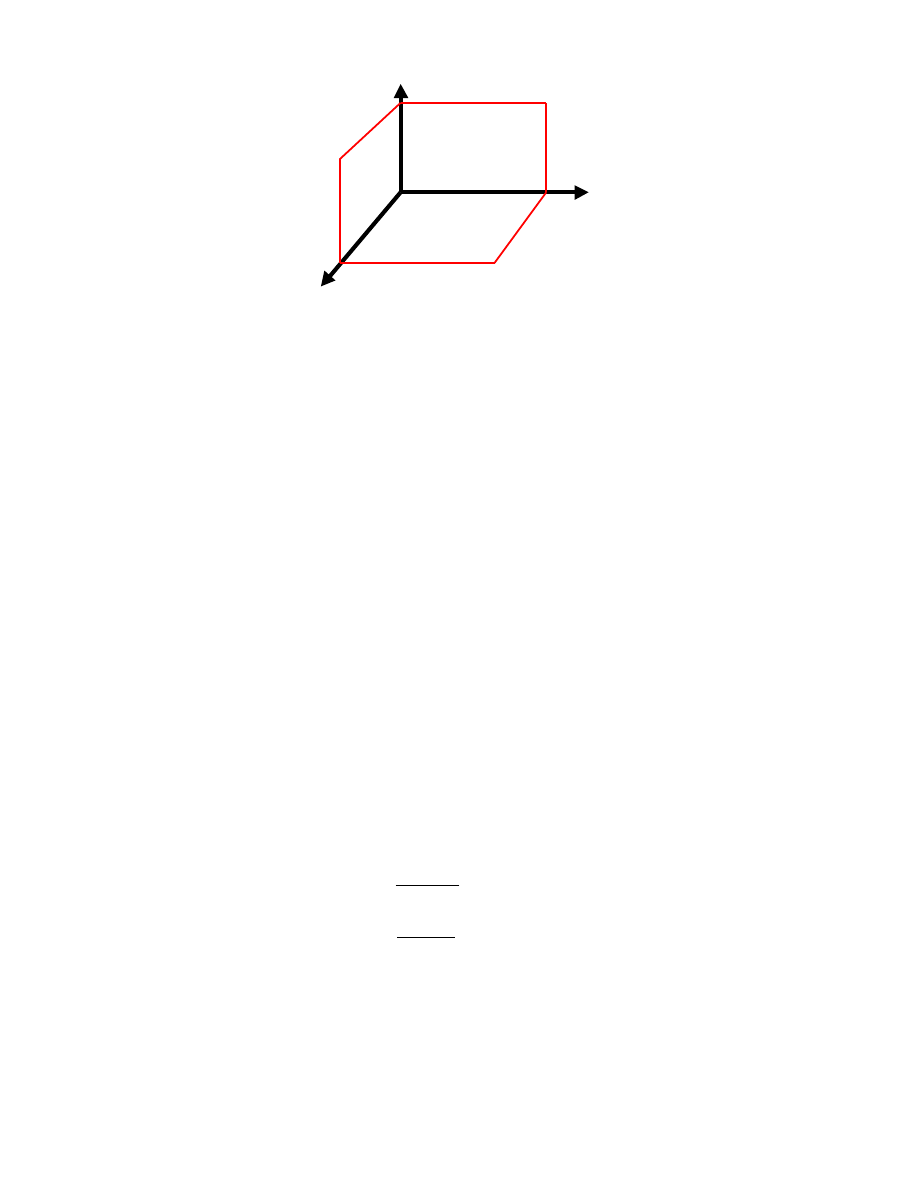
–
Podstawowym układem jest prostok tny, prawoskr tny układ współrz dnych
(rys. 6.);
–
Za podstawowe przyjmuje si nazwy osi liniowych X, Y i Z. W szczególnych
przypadkach osie mog przyjmowa nazwy U, V, W, P, Q, R;
–
Sterowane numerycznie osie obrotowe przyjmuj nazwy A, B, C. S one zwi zane
z osiami liniowymi (A obrót wokół X, B wokół Y, C wokół Z). Zwroty dodatnie
przyjmuje si zgodnie z reguł ruby prawoskr tnej;
–
Je eli osie zwi zane s z ruchem narz dzia przyjmuj indeks ’ (np. X’) i zwrot
przeciwny do zwrotu danej osi sterowanej numerycznie (np. X).
Z
Y
X
C
B
A
Rys. 6. Układ i oznaczenia osi prostok tnego, prawoskr tnego układu współrz dnych
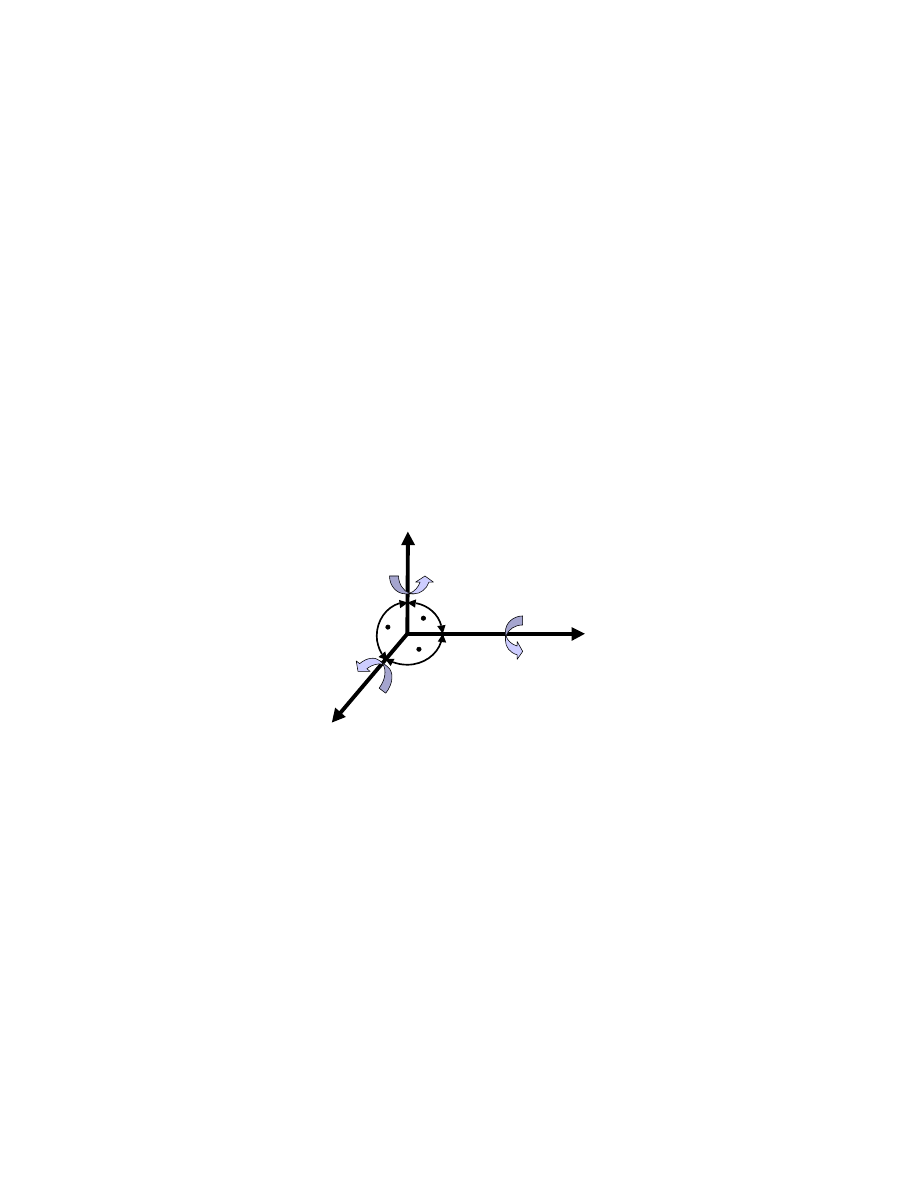
Definicja układu współrz dnych obejmuje trzy fazy:
1. Kierunki osi (rys. 7.):
–
W pierwszej kolejno ci definiuje si kierunek osi Z, który powinien by zgodny
lub pokrywa si z osi wrzeciona głównego (przedmiotowego lub
narz dziowego).
–
W drugiej kolejno ci definiuje si kierunek osi X. Jest on prostopadły do kierunku
osi Z i na ogół le y w płaszczy nie równoległej do płaszczyzny mocowania
przedmiotu lub prowadnic obrabiarki zwi zanych ze stołem przedmiotowym
–
W trzeciej kolejno ci wyznacza si kierunek osi Y korzystaj c z wła ciwo ci
prostopadło ci osi układu współrz dnych
2. Zwroty osi (rys. 7.): za zwrot dodatni osi uwa a si taki, z którym zwi zany jest
ruch od strony przedmiotu obrabianego (ruch do materiału wg ujemnego zwrotu osi).
Y
+X
+Z
Rys. 7. Definiowanie kierunków i zwrotów osi układu współrz dnych
3. Punkty zerowe układu współrz dnych i punkty, których współrz dne s kodowane
w danym układzie współrz dnych: przyjmuje si pewne punkty charakterystyczne dla
ka dej maszyny NC.
1.4. Punkty charakterystyczne obrabiarki
Ka da obrabiarka posiada charakterystyczne punkty, odnosz ce si do
zdefiniowanych układów współrz dnych. Najwa niejsze z nich to [PN-ISO 3002] –
rys. 8.:
M – punkt maszynowy; punkt pocz tku układu współrz dnych maszyny MKS
(cz sto równie układu bazowego). Jego poło enie jest ustalane przez producenta
obrabiarki, na ogół ci le zwi zane z jej konstrukcj . Do niego odnoszone s
pozostałe punkty charakterystyczne.
W – punkt zerowy przedmiotu. Punkt pocz tku układu współrz dnych przedmiotu
WKS, ustalany w sposób dowolny przez programist . Warunkiem poprawnej
pracy obrabiarki jest wprowadzenie do układu sterowania informacji o poło eniu
tego punktu (rys. 10.).
R – punkt referencyjny (bazowy). Punkt o znanej odległo ci od punktu
maszynowego
M, słu cy do ustalenia poło enia punktu pocz tku osi układu
maszynowego MKS. Jego poło enie ustala producent obrabiarki.
F – punkt odniesienia obrabiarki. Punkt, którego współrz dne s podawane
w maszynowym układzie współrz dnych MKS. Poło enie tego punktu zwi zane
jest z konstrukcj obrabiarki. Dla celów programowania obróbki znajomo
poło enia tego punktu nie ma istotnego znaczenia co zostanie wyja nione
w dalszych rozdziałach.
P – punkt kodowy narz dzia. Punkt, którego współrz dne s zadawane w programie
steruj cym. poło enie tego punktu przyjmuje programista obrabiarki w zale no ci
od rodzaju narz dzia i jego przeznaczenia. Warunkiem poprawnej pracy
obrabiarki jest wprowadzenie do układu sterowania informacji o poło eniu tego
punktu (rys. 10.).
N – punkt wymiany narz dzia. W tym punkcie musi znale si punkt kodowy F aby
w sposób prawidłowy i bezpieczny dokona wymiany narz dzia (nie jest to
wymagane dla wszystkich obrabiarek).
M
X
M
R
W
P
Z
M
=Z
B
X
M
=X
B
N
F
Z
W
X
W
Rys. 8. Punkty charakterystyczne obrabiarki NC
Korzystaj c z tak zdefiniowanych punktów charakterystycznych mo liwe jest
podanie ostatecznych definicji podstawowych układów współrz dnych obrabiarki:
maszynowego, bazowego i przedmiotu (rys. 9.).
MKS: (Z
MKS
, X
MKS
)
WKS: (Z
WKS
, X
WKS
)
Z
MKS
X
MKS
M
W
P
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
Z
WKS
X
WKS
Rys. 9. Współrz dne w układzie MKS i WKS
M
W
P
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
F
Rys. 10. Przekształcenie układu MKS w układ WKS
1.5. Najazd na punkt referencyjny
Jak wspomniano wcze niej, układy pomiarowe obrabiarek najcz ciej s
układami inkrementalnymi (przyrostowymi), nie pozwalaj cymi wprost dokonywa
pomiaru w absolutnym układzie współrz dnych. Dzi ki zastosowaniu stałego
(bazowego, referencyjnego) punktu dla ka dej osi SN mo liwe jest zbudowanie
absolutnego układu współrz dnych. Warunkiem jest wykonanie po ka dym wł czeniu
obrabiarki najazdu w osiach na te wła nie punkty – nazywane jest to najazdem na
punkty referencyjne, wspomagane istnieniem specjalnego trybu pracy układu
sterowania CNC. Ide tego post powania przedstawiono na poni szych rysunkach
(rys. 11., 12., 13.).
M
Z
M
=Z
B
X
M
=X
B
R
Z
MR
X
MR
Wł czenie maszyny - współrz dne
(Z
MKS
, X
MKS
) = (0,0)
X
MKS
Z
MKS
F
Rys. 11. Stan obrabiarki NC na pocz tku pracy
M
F
Z
M
=Z
B
X
M
=X
B
R
Z
MR
X
MR
Najazd w osiach na punkt referencyjny
X
MKS
Z
MKS
Rys. 12. Najazd na punkt referencyjny
M
Z
M
=Z
B
X
M
=X
B
F=R
Z
MKS
=Z
MR
X
MKS
=X
MR
Ustawienie współrz dnych maszynowych
równych współrz dnym punktu
referencyjnego
Rys. 13. Ustawienie współrz dnych MKS po naje dzie na punkt referencyjny
1.6. Zale no ci pomi dzy współrz dnymi
Zadaj c współrz dne w układzie przedmiotu układ sterowania musi wyrazi je
w układzie maszynowym, aby odpowiednio sterowa nap dami. Jednocze nie
podczas wykonywania programu steruj cego mo liwe jest wyra anie aktualnego
poło enia
obrabiarki
zarówno
we
współrz dnych
maszynowych,
jak
i przedmiotowych.
Wprowadzaj c układ współrz dnych przedmiotu nale y poda nast puj ce
wielko ci:
1.
Zmian punktu zerowego (
M przesuni ty na W) – przesuni cia punktu zerowego
(ogólnie X
PPZ
, Y
PPZ
, Z
PPZ
), wprowadzane z pulpitu układu sterowania do rejestrów
przesuni punktów zerowych (rys. 14.).
2.
Zmian punktu kodowego (
F przesuni ty na P) – korektory długo ci narz dzia
(ogólnie L1, L2, L3), wprowadzane z pulpitu układu sterowania do rejestrów
korektorów narz dziowych (rys. 15.).
L1
M
W
F
Z
M
=Z
B
X
M
=X
B
Z
W
X
W
Z
PPZ
X
PPZ
Z
PPZ
, X
PPZ
-
przesuni cie punktu
zerowego (PPZ)
Rys. 14. Przesuni cia punktów zerowych (PPZ)
L2
L1
L2, L1 - długo ci korekcyjne
narz dzia
M
W
F
Z
M
=Z
B
X
M
=X
B
Z
W
X
W
Rys. 15. Wymiary narz dzi (długo ci korekcyjne)
Czynno ci definiowania rejestrów narz dziowych i rejestrów przesuni
punktów zerowych
maj podstawowe znaczenie dla poprawno ci przebiegu
obróbki w trybie automatycznym (sterowanym programem) i nale do
najwa niejszych czynno ci przygotowawczych, poprzedzaj cych prac w trybie
automatycznym. Dlatego cz sto s wspomagane specjalnie do tego celu
przeznaczonymi funkcjami układu sterowania NC.
Po ustaleniu tych wielko ci układ sterowania jest ju w stanie dokonywa
przelicze współrz dnych poło enia osi SN w układach MKS i WKS. Zale no ci
mi dzy tymi układami na przykładzie tokarki przedstawiono na rys. 16. i 17.
L2
M
W
F
Z
M
=Z
B
X
M
=X
B
Z
W
X
W
Z
MKS
Z
WKS
Z
PPZ
Rys. 16. Zale no ci mi dzy współrz dnymi w osi Z tokarki
M
W
F
Z
M
=Z
B
X
M
=X
B
Z
W
X
W
L1
X
PPZ
X
MKS
X
WKS
Rys. 17. Zale no ci mi dzy współrz dnymi dla osi X tokarki
Wtedy mo emy wyprowadzi nast puj ce zale no ci pomi dzy współrz dnymi
maszynowymi i przedmiotowymi (dla tokarki):
1
2
L
X
X
X
L
Z
Z
Z
PPZ
WKS
MKS
PPZ
WKS
MKS
+
+
=
+
+
=
1
2
L
X
X
X
L
Z
Z
Z
PPZ
MKS
WKS
PPZ
MKS
WKS
−
−
=
−
−
=
Warto ci rejestrów przesuni punktów zerowych oraz korektorów
narz dziowych s wielko ciami wektorowymi, st d nale y pami ta o odpowiednim
znaku przy ich warto ciach. Podobne wyra enia mo na wyprowadzi na frezarek.
Poniewa dla obróbki tokarskiej wi kszo wymiarów w osi X wyra ana jest na
rednicy, dlatego mo liwe jest zadawanie warto ci X
WKS
rednicowo (rys. 18.).
M
W
F
Z
M
=Z
B
X
M
=X
B
Z
W
X
W
X
PPZ
X
WKS
φ
X
MKS
L1
X
WKS
Rys. 18. Współrz dne promieniowe i rednicowe w osi X tokarki
Wówczas:
2
)
(
φ
WKS
WKS
X
X
=
co prowadzi do nast puj cych zale no ci:
1
2
2
)
(
L
X
X
X
L
Z
Z
Z
PPZ
WKS
MKS
PPZ
WKS
MKS
+
+
=
+
+
=
φ
(
)
1
2
2
)
(
L
X
X
X
L
Z
Z
Z
PPZ
MKS
WKS
PPZ
MKS
WKS
−
−
⋅
=
−
−
=
φ
1.7. Wyznaczanie warto ci rejestrów narz dziowych i rejestrów przesuni
punktów zerowych
Dla prawidłowego funkcjonowania obrabiarki NC, oprócz programu
steruj cego, konieczne jest
ustalenie poprawnych warto ci korektorów
narz dziowych i przesuni punktów zerowych. Sposób wyznaczenia tych warto ci
w du ej mierze zale y od rodzaju obrabiarki, jej wyposa enia, dost pno ci specjalnych
urz dze do pomiaru i nastawiania narz dzi, rodzaju narz dzi itp. Niezale nie od tego
mo na wskaza na pewne ogólne zale no ci, na podstawie których mo na opracowa
własne metody wyznaczania warto ci korektorów narz dziowych i przesuni
punktów zerowych.
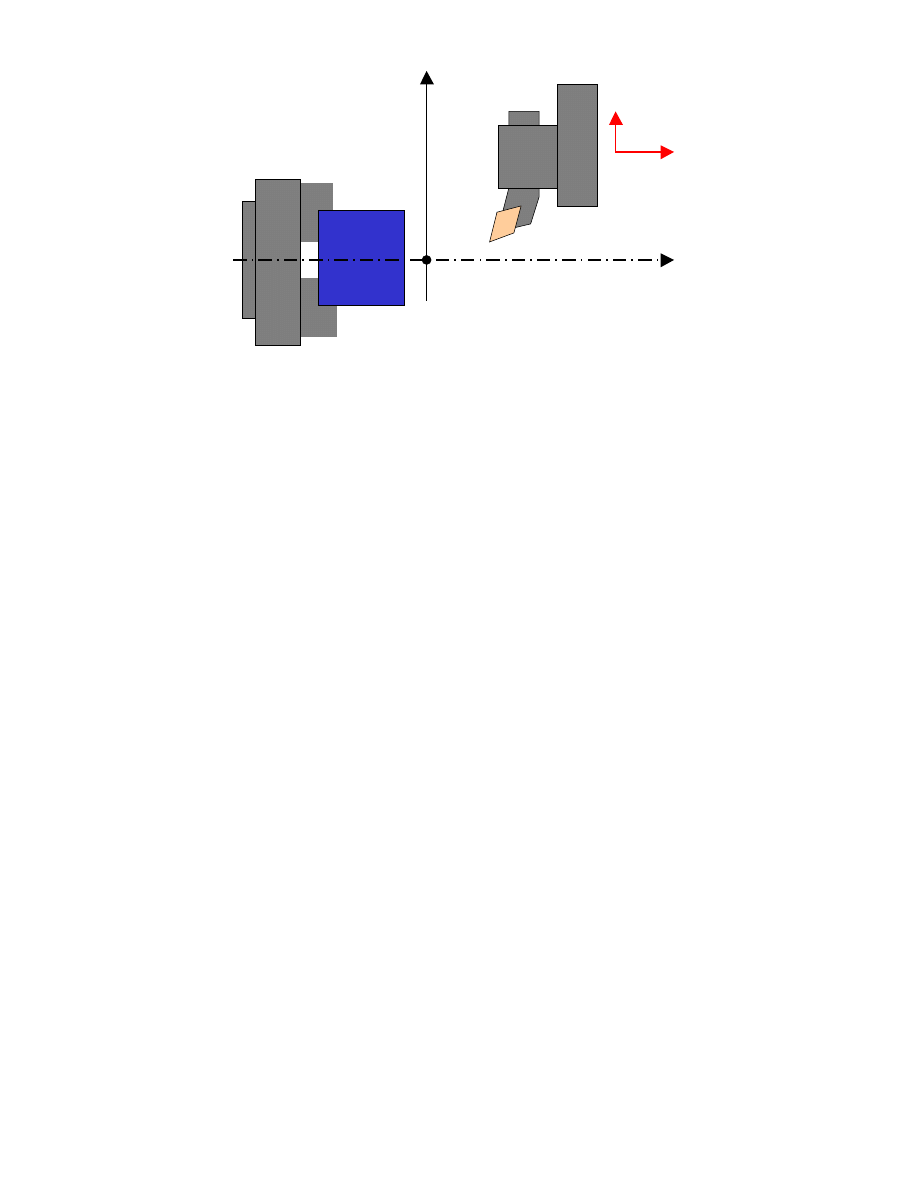
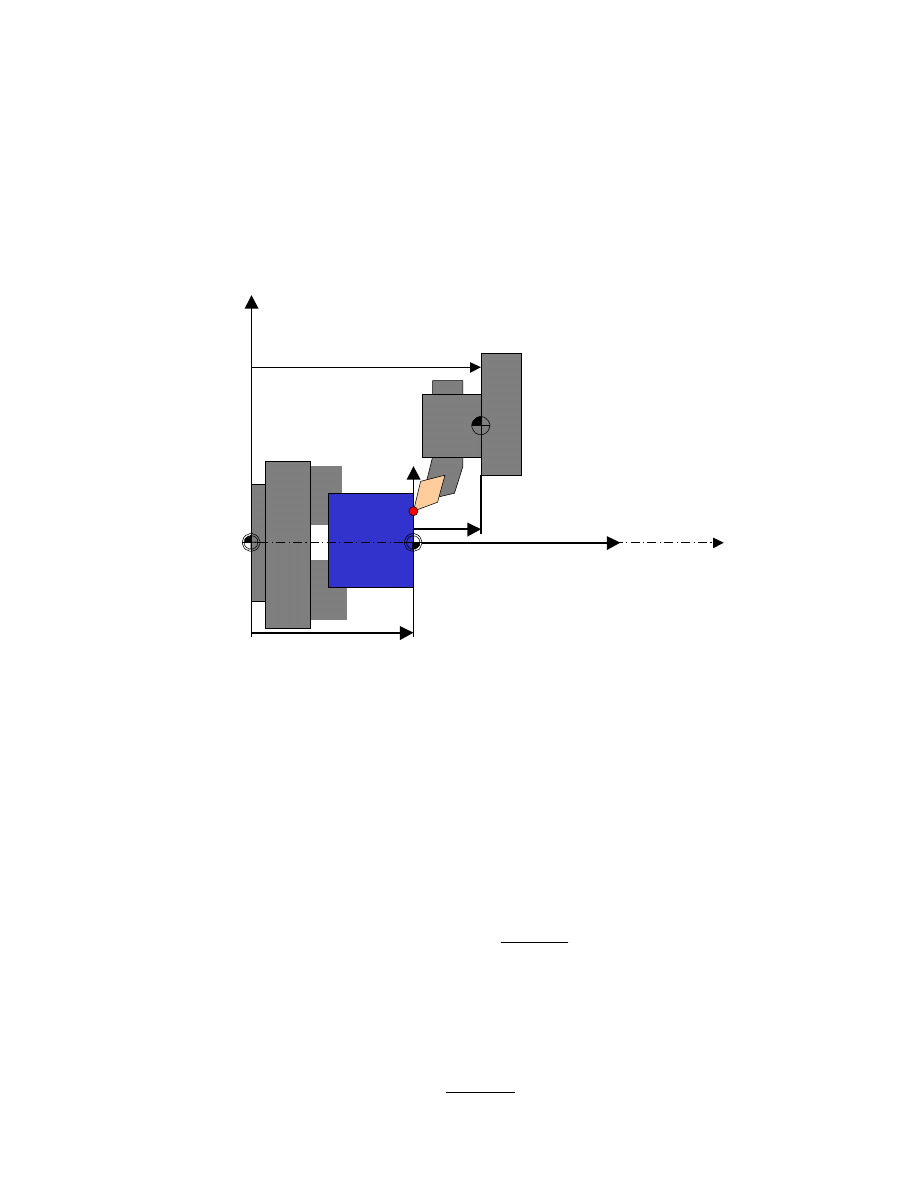
Rozpatrzmy pewne szczególne poło enia narz dzia wzgl dem przedmiotu
obrabianego, dla którego znana jest warto co najmniej jednej współrz dnej
w układzie przedmiotu (WKS) – np. przy zetkni ciu no a z materiałem, na czole
którego chcemy umie ci punkt zerowy
W; wtedy Z
WKS
= 0 (rys. 19.).
Z
MKS
M
W
P
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
Z
PPZ
L2
Rys. 19. Zasada wyznaczania warto ci przesuni c punktów zerowych i korektorów
narz dziowych
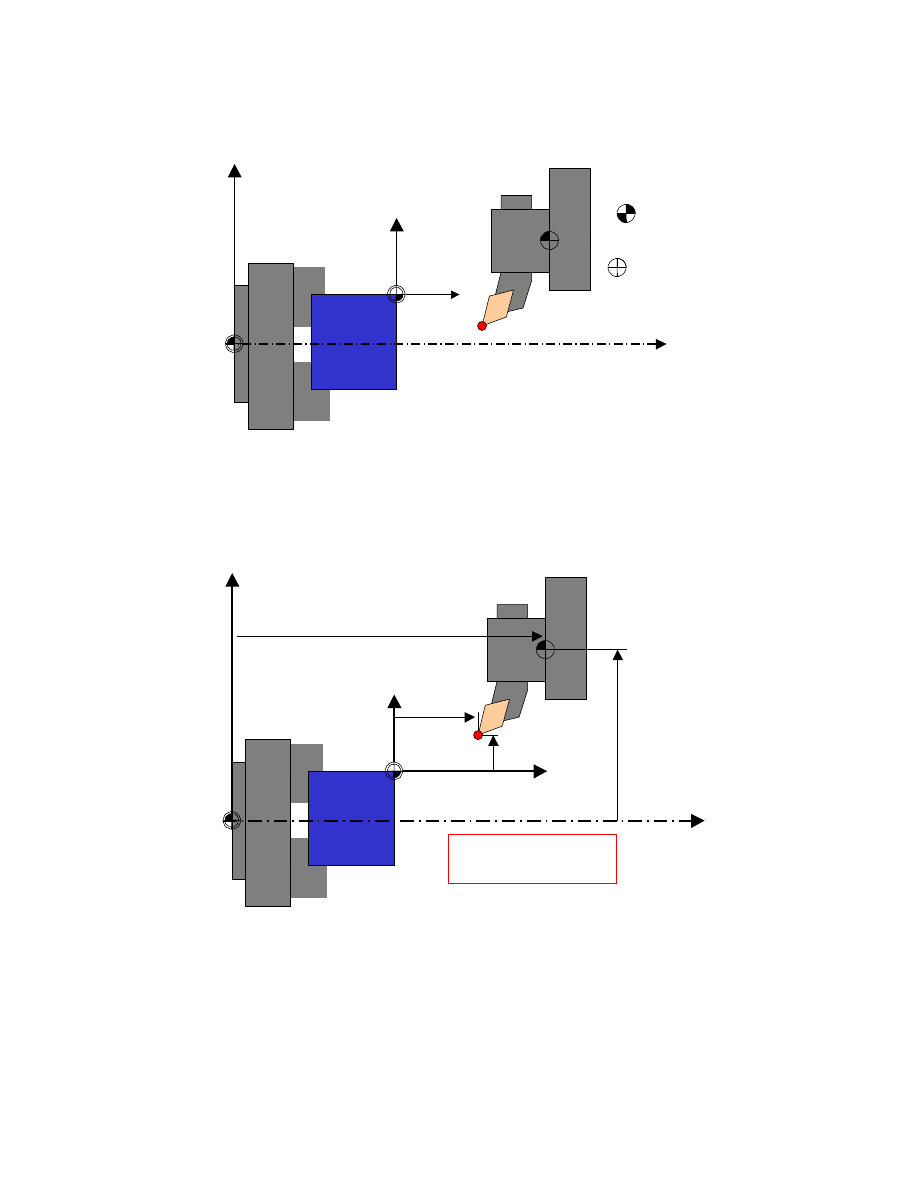
Dla tego poło enia znane jest równie poło enie punktu kodowego
F –
współrz dne w układzie maszynowym MKS (Z
MKS
). W przedstawionych powy ej
zale no ciach na współrz dne w układzie maszynowym i przedmiotu pozostaj
jeszcze po dwie wielko ci niewiadome – przesuni cia punktu zerowego (Z
PPZ
)
i korektory narz dziowe (L2). Musi by zatem znana jeszcze jedna warto , druga
mo e zosta wyliczona. Na ogół mierzy si narz dzia (wyznacza korektory
narz dziowe) i na tej podstawie wylicza przesuni cia punktu zerowego (rys. 19.):
1
2
2
)
(
L
X
X
X
L
Z
Z
Z
WKS
MKS
PPZ
WKS
MKS
PPZ
−
−
=
−
−
=
φ
Post puj c odwrotnie, przy znanych przesuni ciach punktu zerowego, nale y
wyliczy korektory narz dziowe (rys. 19.):
PPZ
WKS
MKS
PPZ
WKS
MKS
X
X
X
L
Z
Z
Z
L
−
−
=
−
−
=
2
1
2
)
(
φ
W układach sterowania na ogół s funkcje półautomatycznego wyznaczania
tych warto ci, dlatego nie trzeba wtedy r cznie wylicza podanych warto ci.
Du ym ułatwieniem przy wyznaczaniu powy szych danych jest fakt, i nie
musz one zawsze odpowiada warto ciom rzeczywistym; wa niejsze jest podanie np.
w korektorach narz dziowych warto ci odpowiadaj cym ró nicom wymiarów
narz dzi ni ich rzeczywistym wymiarom.
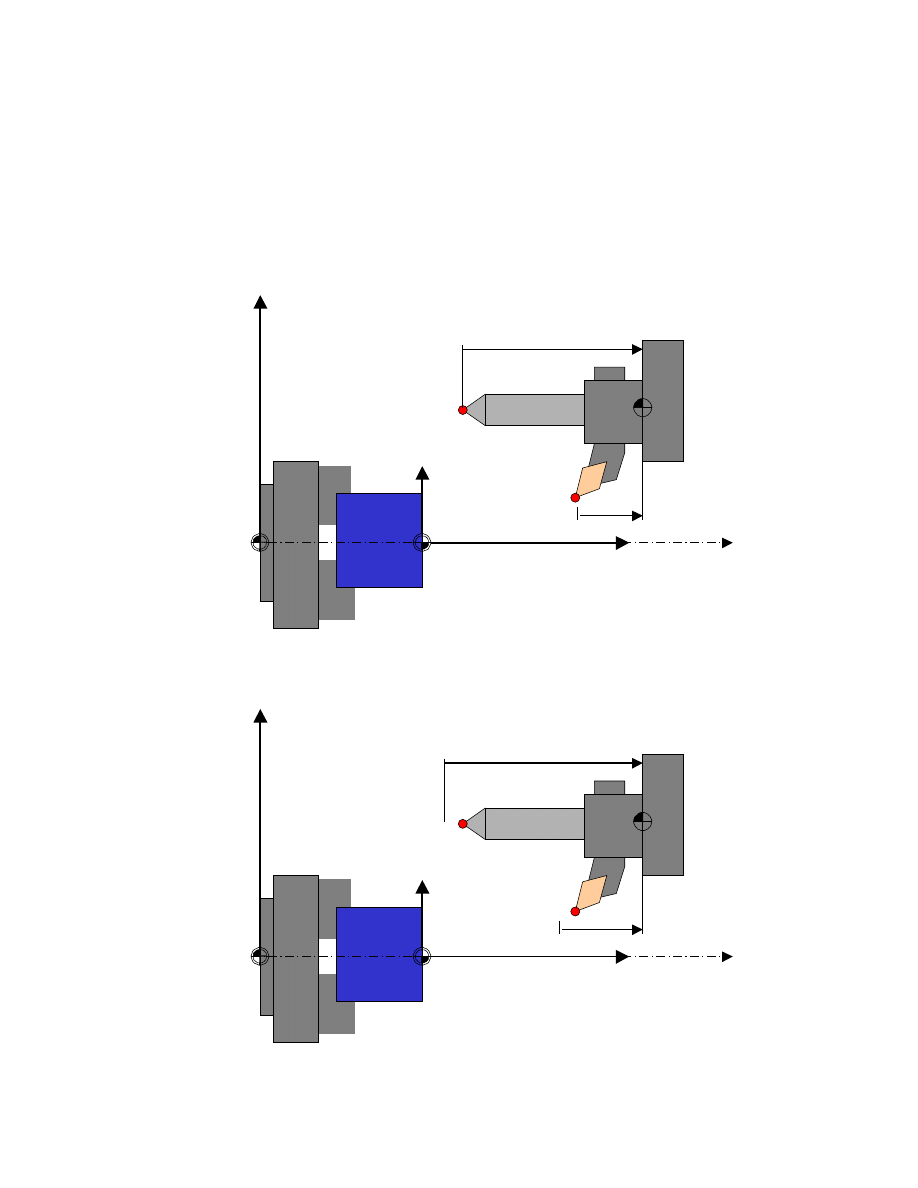
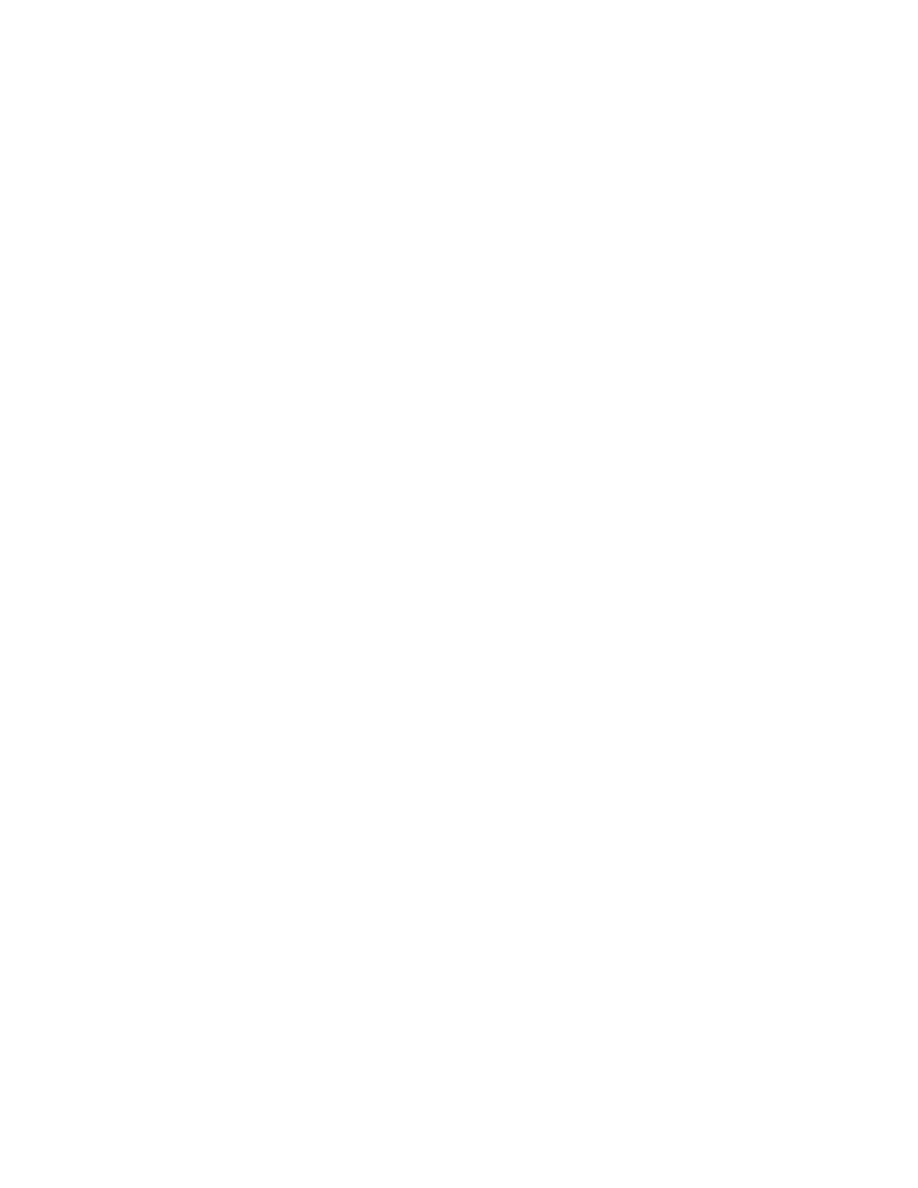
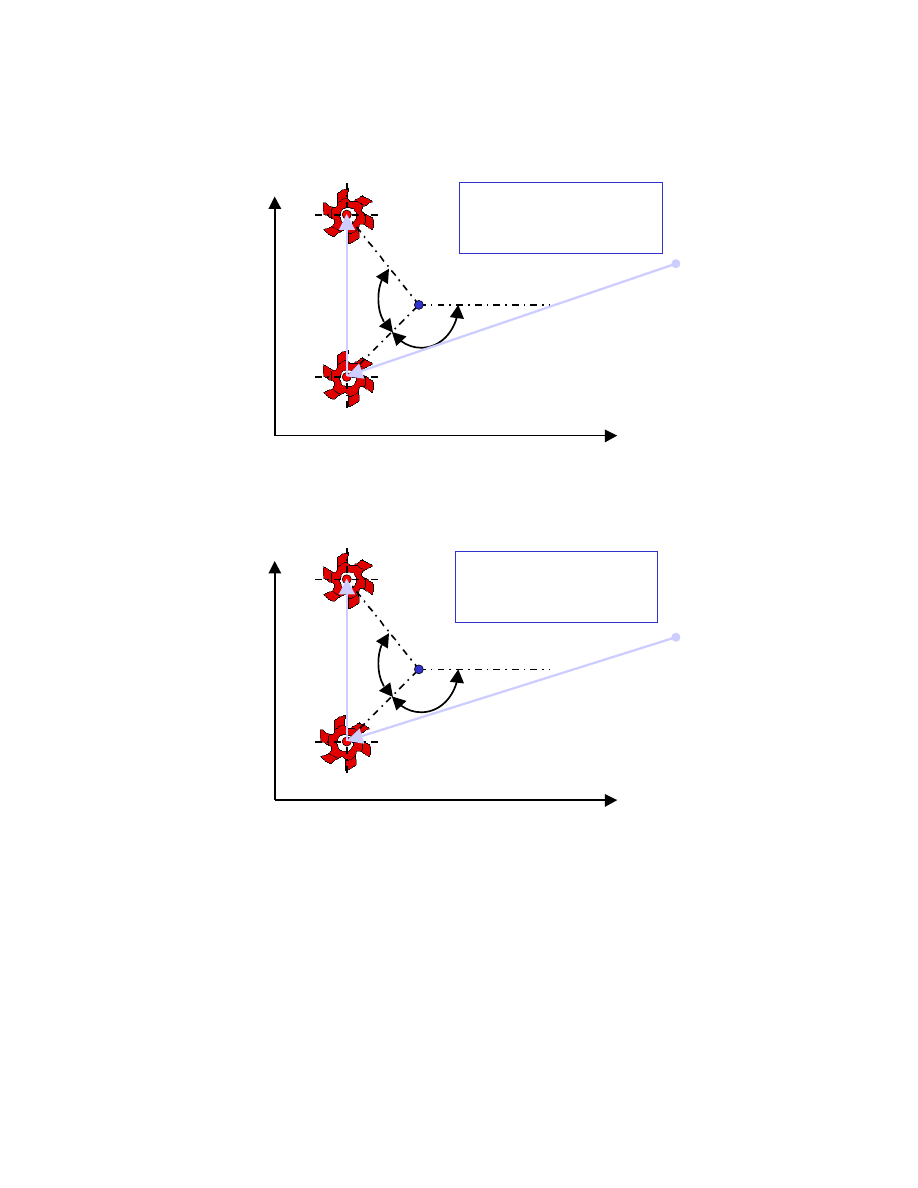
Rozpatrzmy zatem dwa przykłady, w których u yto dwa narz dzia, przy czym
w pierwszym znane s rzeczywiste długo ci narz dzi (rys.20.), w drugim natomiast s
one wi ksze, ale zachowana została ich ró nica (rys. 21.).
M
W
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
L2
T1
L2
T2
L2
T1
= 50
L2
T2
= 100
Rys. 20. Przykład I – rzeczywiste długo ci narz dzi
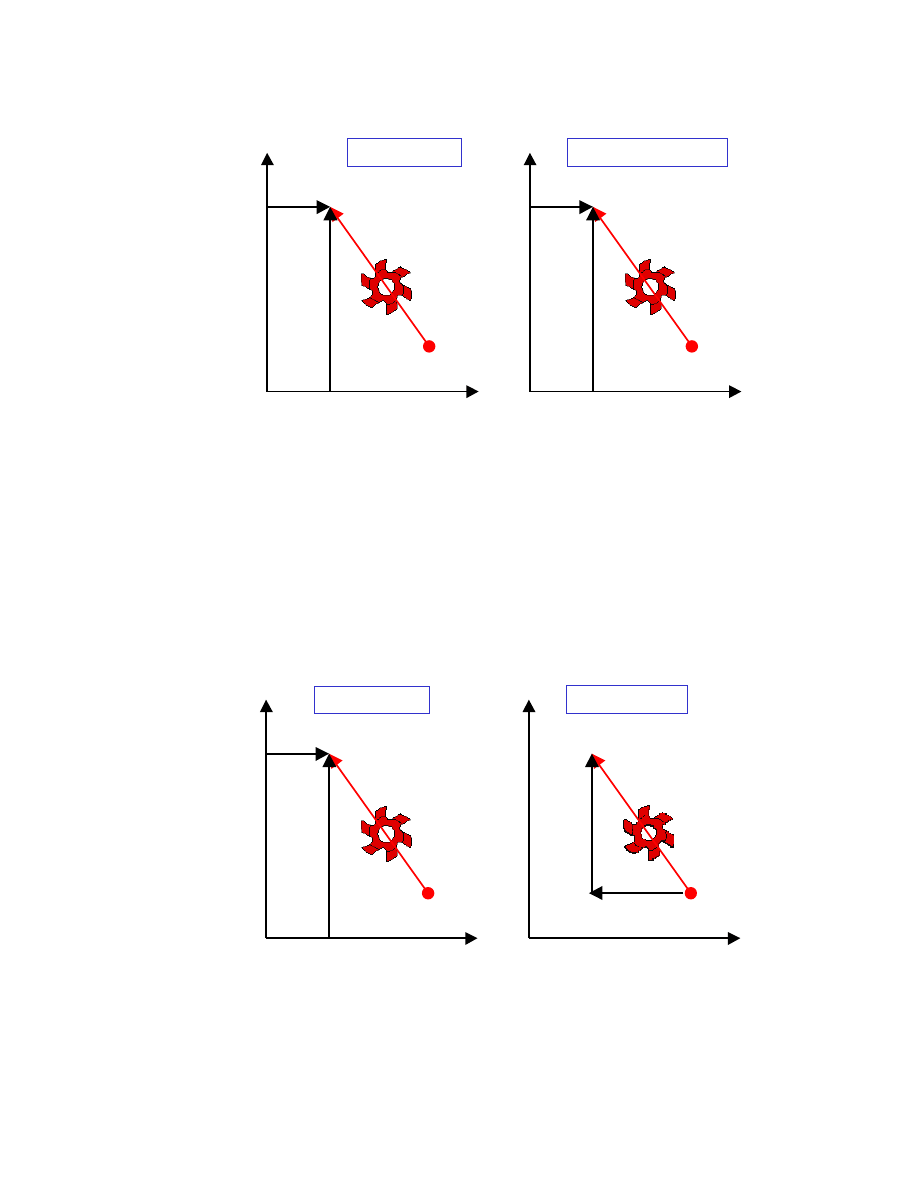
M
W
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
L2
T1
L2
T2
L2
T1
= 70
L2
T2
= 120
Rys. 21. Przykład II – Zwi kszone długo ci narz dzi
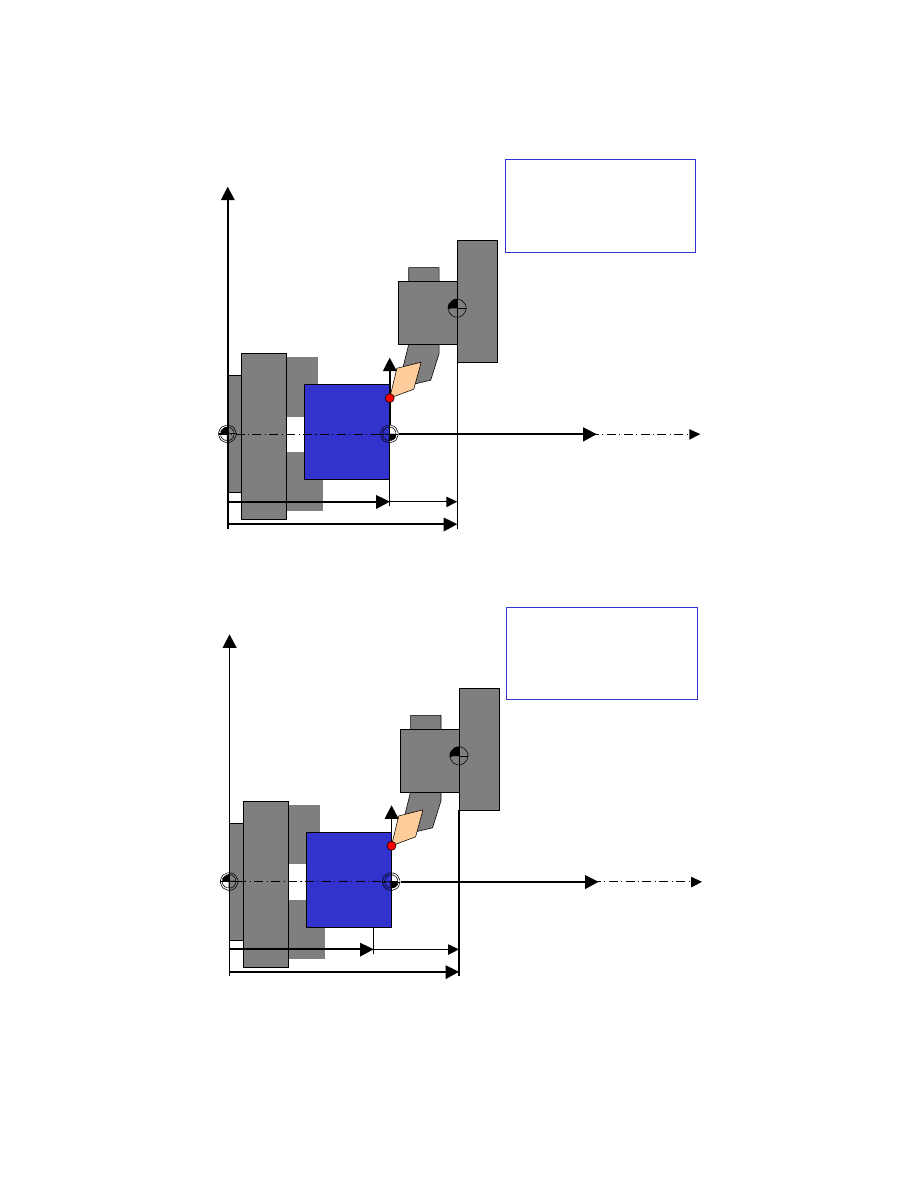
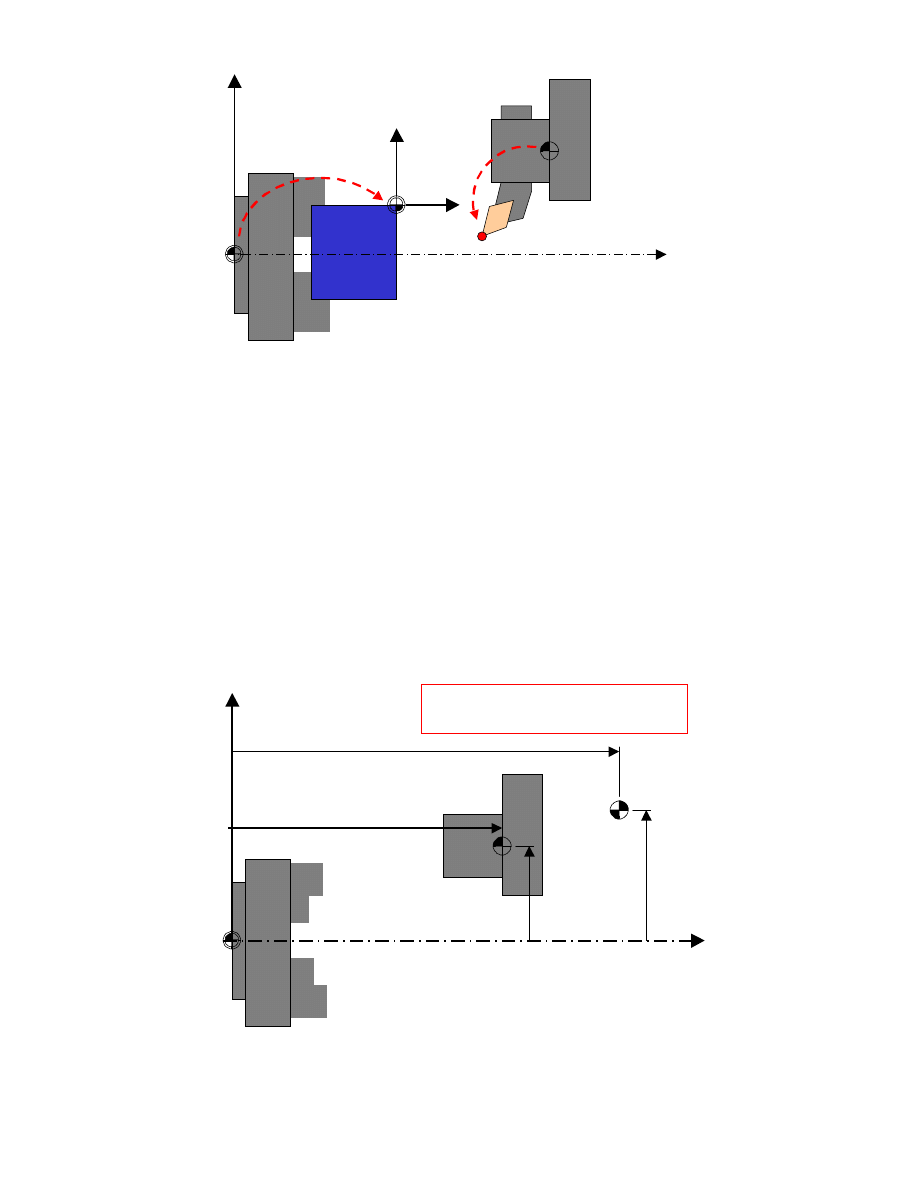
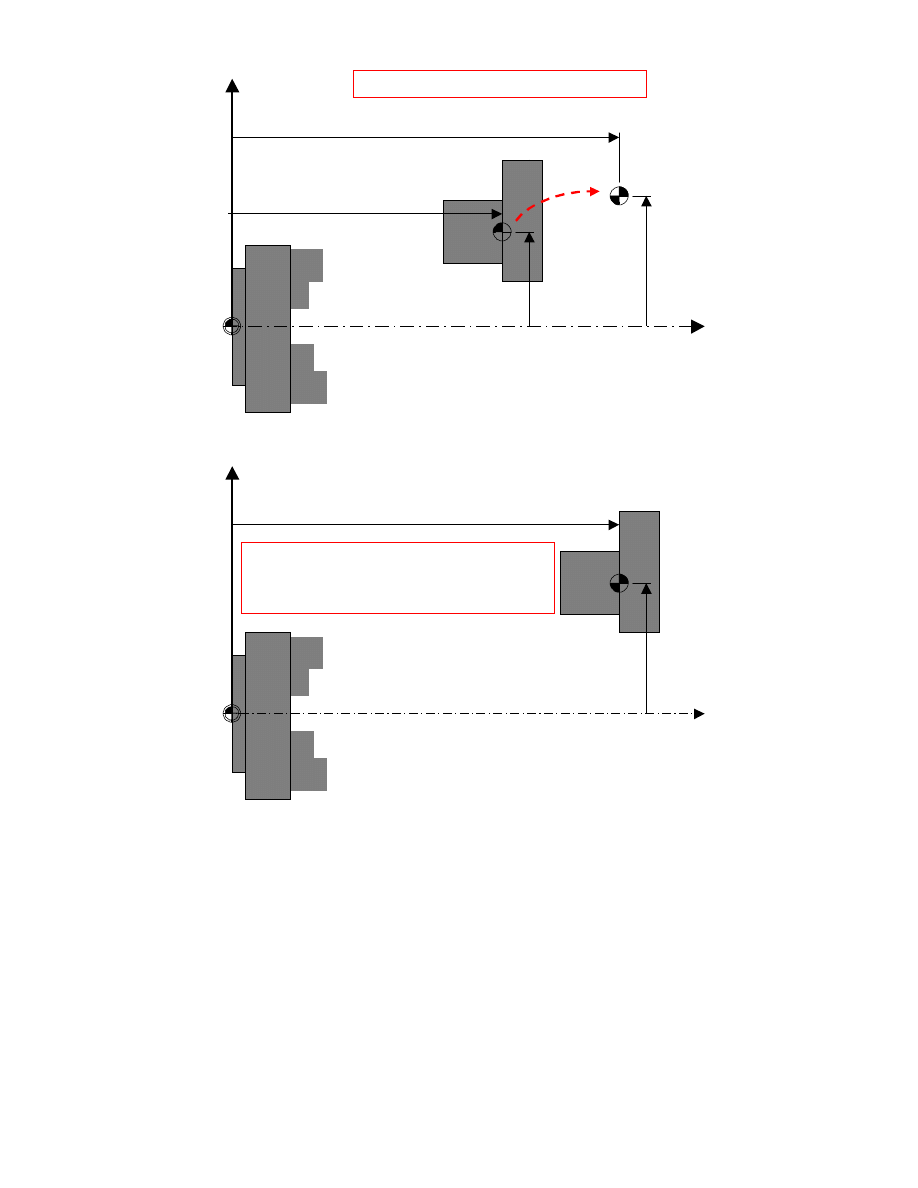
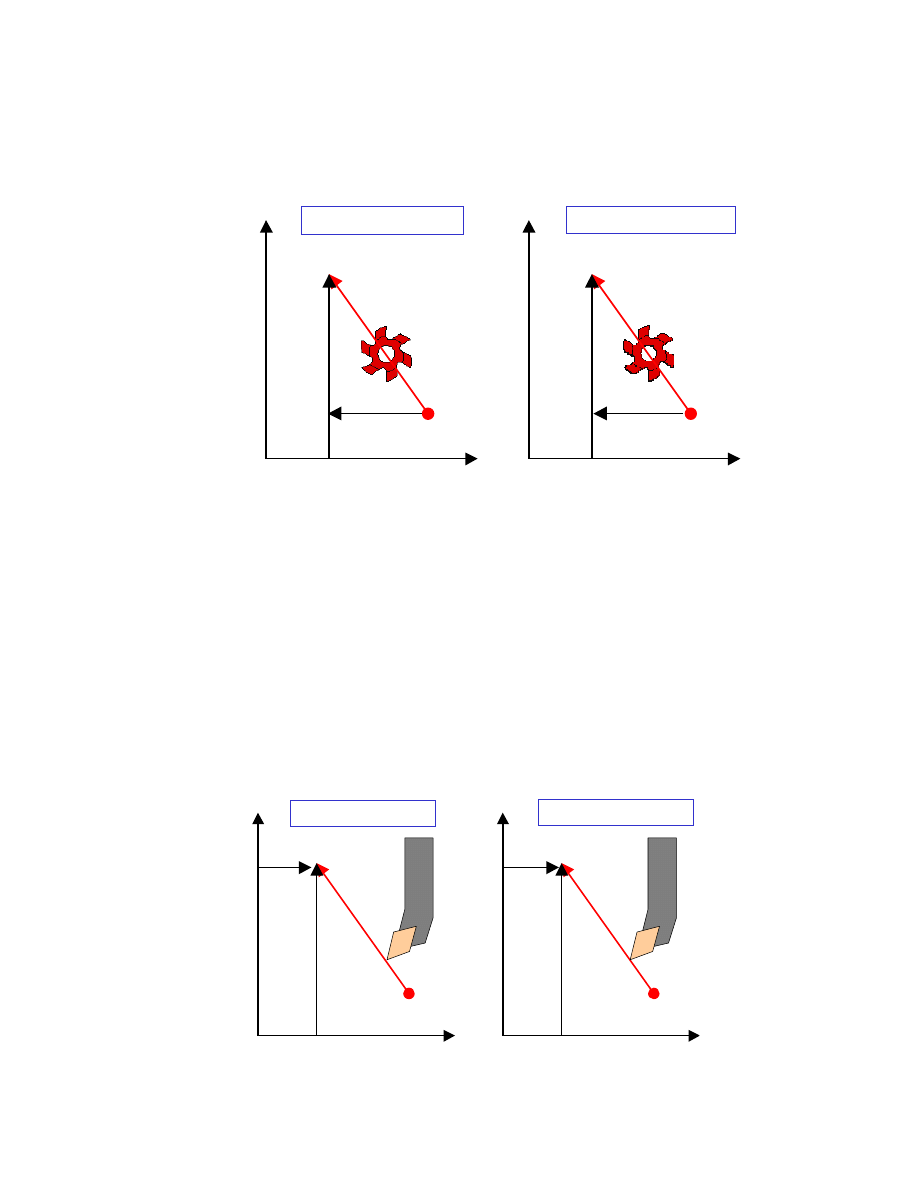
Narz dzia T1 w obu przykładach u yto do wyznaczenia warto ci przesuni cia
punktu zerowego, w wyniku czego uzyskano dwie ró ne warto ci tego przesuni cia
(rys. 22. i 23.).
M
W
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
Z
MKS
= 500
Z
WKS
= 0
L2
T1
= 50
Z
PPZ
= 500 - 0 -50 =
450
Z
MKS
Z
PPZ
L2
T1
Rys. 22. Wyznaczanie przesuni cia punktu zerowego dla przykładu I
M
W
F
Z
W
X
W
Z
M
=Z
B
X
M
=X
B
Z
MKS
= 500
Z
WKS
= 0
L2
T1
= 70
Z
PPZ
= 500 - 0 -70 =
430
Z
MKS
Z
PPZ
L2
T1
Rys. 23. Wyznaczanie przesuni cia punktu zerowego dla przykładu II
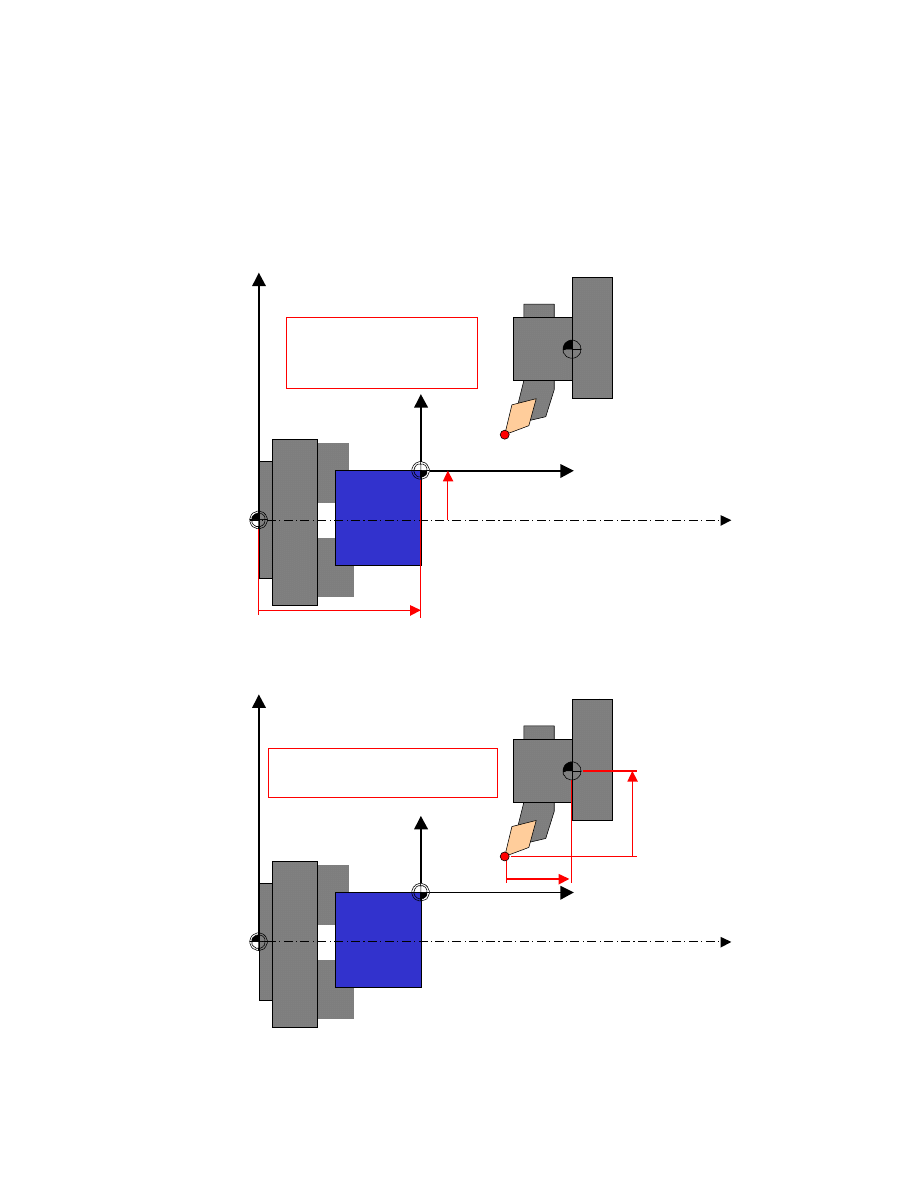
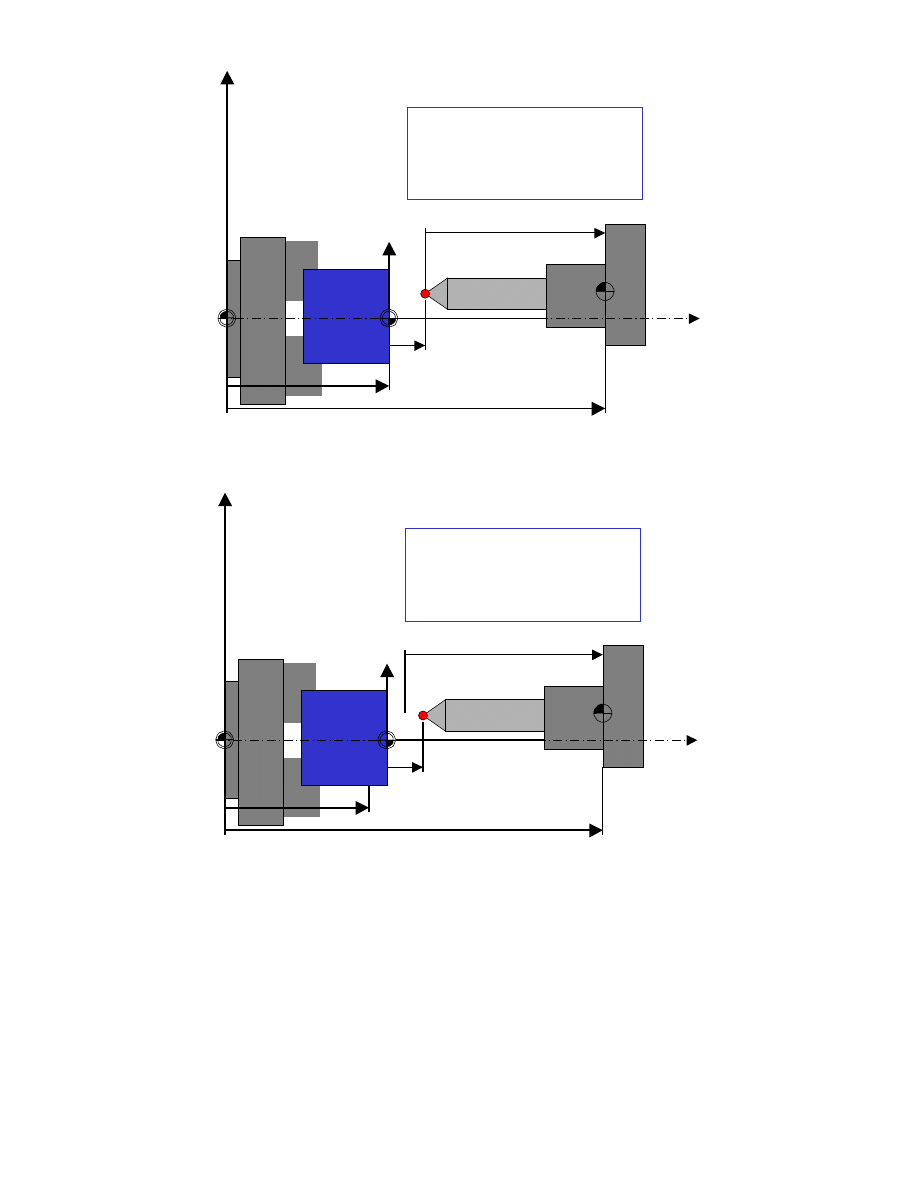
Je eli teraz w układzie przedmiotu (WKS) zadamy poło enia narz dzia T2 na
Z
WKS
= 100 to dla obu przykładów uzyskamy nast puj ce poło enia punktu
F
w układzie maszynowym (rys. 24. i 25.).
M
W
F
X
W
Z
M
=Z
B
X
M
=X
B
Z
MKS
Z
PPZ
L2
T2
Z
WKS
= 100
L2
T2
= 120
Z
PPZ
=
430
Z
MKS
= 120 +
430
+ 100 =
650
Z
WKS
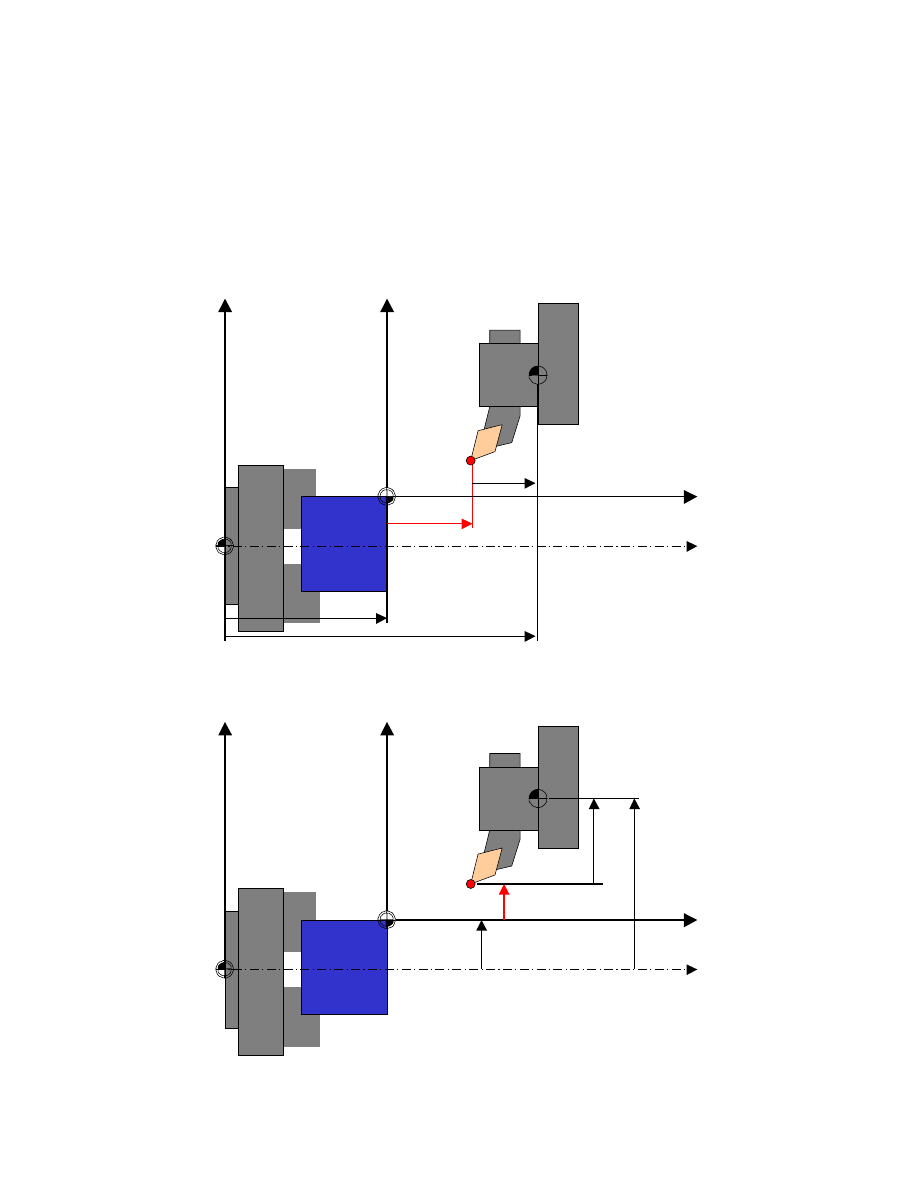
Rys. 24. Ustalanie poło enia narz dzia w układzie WKS dla przykładu I
M
W
F
X
W
Z
M
=Z
B
X
M
=X
B
Z
MKS
Z
PPZ
L2
T2
Z
WKS
= 100
L2
T2
= 100
Z
PPZ
=
450
Z
MKS
= 100 +
450
+ 100 =
650
Z
WKS
Rys. 25. Ustalanie poło enia narz dzia w układzie WKS dla przykładu II
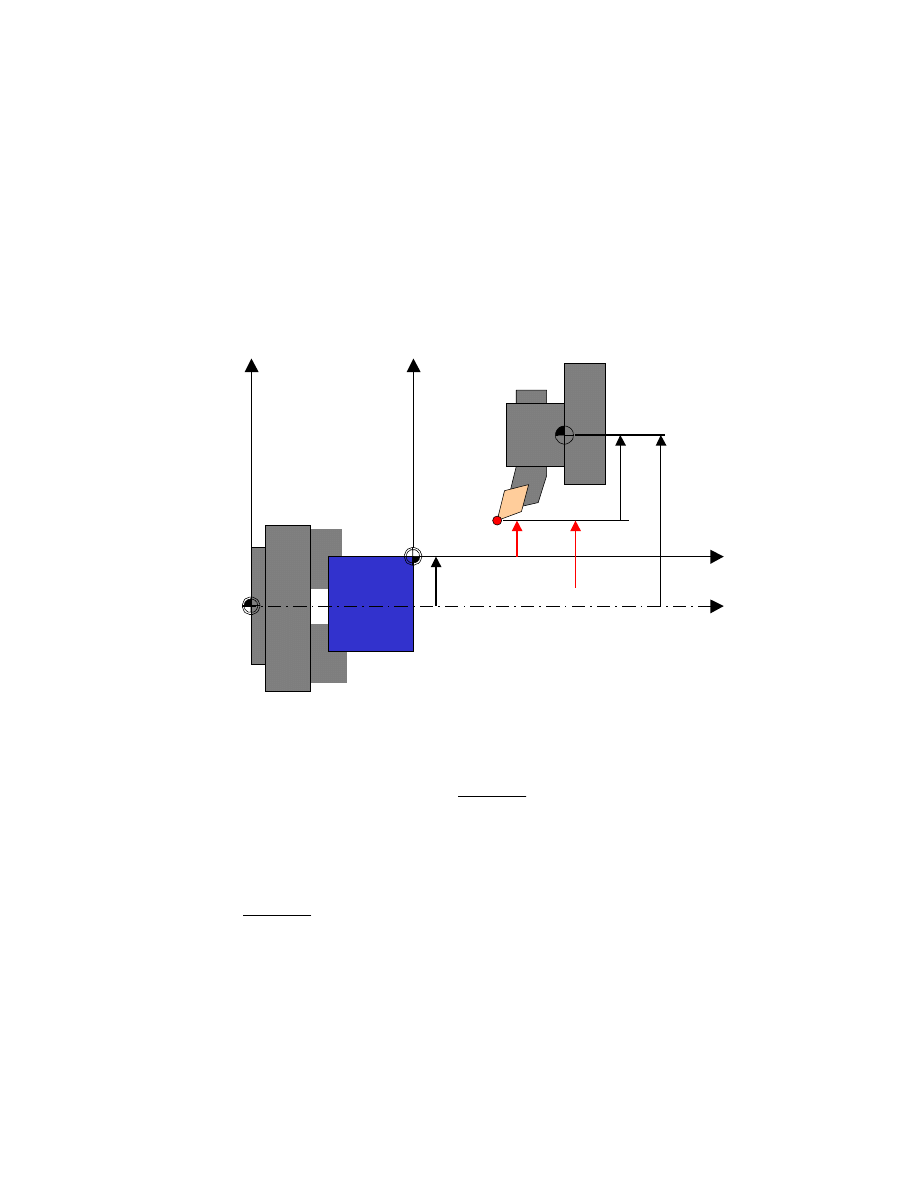
Jak łatwo zauwa y , w obu przykładach uzyskano te same warto ci
współrz dnej Z
MKS
, co przy identycznym poło eniu przedmiotu obrabianego,
identycznych narz dziach i identycznym poło eniu układu przedmiotu (WKS) jest
zrozumiałe, cho zostało uzyskane przy ró nych warto ciach korektorów
narz dziowych i przesuni punktów zerowych. Wniosek jest zatem nast puj cy (co
jest te widoczne na powy szych rysunkach): niedokładno pomiaru długo ci
narz dzi została skompensowana poło eniem punktu zerowego
W.

2. S
TRUKTURA PROGRAMU STERUJ CEGO
Operacja obróbki jest ci giem ruchów wykonywanych przez narz dzie
wzgl dem przedmiotu obrabianego. Program steruj cy jest wi c ci giem instrukcji
koduj cych te ruchy poprzez zapis współrz dnych, uzupełnionych instrukcjami
o charakterze technologicznym. Zapis elementarnego ruchu jest nazywany
blokiem
(czasami te
zdaniem), przy czym blok mo e równie zawiera inne zapisy, potrzebne
do wykonania ruchu (np. wymiana narz dzia czy ustalenie parametrów obróbki).
Program steruj cy (zwany te programem głównym) jest zatem ci giem
bloków,
najcz ciej zapisywanych w edytorze w oddzielnych liniach (co nie jest wymagane
przez układ sterowania):
Blok_1
Blok_2
....
Blok_n
M30/M2
Blok jest przez układ sterowania traktowany jako pewna
cało (nazywany jest
te zdaniem programu),
w cało ci czytanym z programu steruj cego,
analizowanym i wykonywanym. O kolejno ci wykonania bloków decyduje ich
kolejno w programie steruj cym, o ile nie s stosowane zaawansowane techniki
programowania, np. skoki czy p tle. Ostatni blok, zawieraj cy zapis
M30 lub M2
oznacza zako czenie wykonywania programu głównego.
W niektórych układach sterowania wymagane s jeszcze dwa dodatkowe
elementy programu: nagłówek pliku programu (pierwszy blok programu)
i zako czenie pliku programu. Np. dla układu Heidenhain nagłówek programu ma
posta :
BEGIN PGM nazwa_programu MM
a zako czenie:
END PGM nazwa_programu MM
Taki wymóg wynika z tego, i plik programu mo e zawiera oprócz programu
głównego równie inne elementy, np. podprogramy.
Blok te jest struktur zło on , składaj c si ze
słów, które pozwalaj na
wykonanie elementarnych funkcji układu sterowania:
Słowo_1 Słowo_2 .... Słowo_m
LF
Kolejno słów w bloku nie ma znaczenia (z pewnymi wyj tkami), poniewa
analiza tre ci bloku jest realizowana w stosunku do całego bloku, a nie jego
pojedynczych elementów. Ostatnim elementem bloku jest znak
ko ca bloku (LF). Ma
on decyduj ce znaczenie dla układu sterowania, który zawsze czyta program z pami ci
sekwencyjnie od pocz tku bloku do znaku ko ca bloku, niezale nie czy na ekranie
monitora blok zajmuje jedn , dwie lub wi cej linii – zale y to od wielko ci ekranu
i ustawie wy wietlania programu (
dlatego nie nale y myli linii programu
z blokiem programu). Graficznie znak ko ca bloku mo e mie ró n posta , mo e
te by wył czone jego wy wietlanie (nie jest to zalecane).
Słowo z kolei składa si na ogół z dwóch elementów:
Adresu i Warto ci.
Adres nale y rozumie jako nazw elementarnej funkcji układu sterowania, natomiast
warto – argumenty tej funkcji (st d istniej te słowa składaj ce si tylko z adresu –
funkcje bezparametryczne). Zapis słowa mo e by ró ny, w zale no ci od rodzaju
adresu. Mo na tu wyró ni :
1.
Słowa proste, gdzie adresy składaj si z jednej, du ej litery alfabetu łaci skiego;
wtedy warto pisze bezpo rednio po adresie, np.
M30.
2.
Słowa zło one, gdzie adresy składaj si z kilku du ych liter alfabetu łaci skiego;
wtedy warto pisze si po znaku „=”, np.
AP=30.
3.
Słowa rozszerzone, odnosz ce si np. do wrzeciona o danym numerze (wtedy
numer ten jest rozszerzeniem słowa); wtedy bezpo rednio po adresie wyst puje
rozszerzenie, po nim znak „=”, a po nim warto adresu, np.
S2=300 (słowo odnosi
si do wrzeciona nr 2).
4.
Słowa z warto ci po redni (np. za pomoc tzw. R-parametrów) wymagaj po
adresie znaku „=”, np.
X=R20. Szerzej ten temat jest omawiany w dalszej cz ci.
Zapis warto ci słowa podlega nast puj cym zasadom:
1.
Niektóre adresy wymagaj warto ci całkowitej lub naturalnej warto ci (np.
okre laj ce numer narz dzia), pozostałe mog mie warto rzeczywist .
2.
Separatorem dziesi tnym jest znak kropki „.”, np.
X23.6
3.
Warto ci dodatnie na ogół nie wymagaj podania znaku „+”, cho podanie go nie
jest bł dem, np.
X+23.6.
4.
Warto ci ujemne wymagaj wprowadzenia znaku „-”, np.
X-23.6.
5.
Precyzja podawania cz ci ułamkowej jest zale na od układu sterowania, na ogół
warto ci adresów mo na podawa z dokładno ci do 3 lub 4 miejsc po przecinku,
np.
X.23.678.
6.
Je eli cz
całkowita jest równa 0 to mo na j opu ci , np.
F.2 oznacza dokładnie
to samo co
F0.2.
7.
Mo na zaznaczy , i warto jest typu rzeczywistego, cho cz
ułamkowa jest
równa zero przez pomini cie tej cz ci z pozostawieniem kropki dziesi tnej, np.
X23.
2.1. Podstawowe adresy
Zestaw podstawowych adresów obejmuje przede wszystkim adresy proste.
Najwa niejsze z nich dla układu Sinumerik 840D to:
A, B, C – warto ci współrz dnych w osiach obrotowych A, B i C
D – numer rejestru narz dziowego
F – programowanie posuwu/czasu postoju
G – funkcje przygotowawcze
H – funkcje dodatkowe
I, J, K – parametry interpolacji w osiach odpowiednio X, Y i Z
L – wywołanie podprogramu
M – funkcje pomocnicze (maszynowe)

N – numer bloku
P – krotno wywołania podprogramu
R – programowanie z wykorzystaniem R-parametrów
S – programowanie obrotów wrzeciona/pr dko ci skrawania/czasu postoju
T – ustawienie narz dzia w magazynie narz dziowym
X, Y, Z – warto ci współrz dnych w osiach odpowiednio X, Y, Z
Wi kszo adresów zostanie szczegółowo omówiona w dalszej cz ci, jedynym
adresem, który nie jest obj ty dokumentacj producenta układu sterowania, jest adres
H. Jest on zarezerwowany do u ytku producentów obrabiarek (cz sto ł cznie
z adresem M), którzy mog z niego korzysta przy oprogramowaniu
niestandardowych funkcji swoich produktów. Zatem ich opisu nale y poszukiwa
w dokumentacji techniczno-ruchowej konkretnej obrabiarki.
Przy programowaniu obowi zuje zasada, i adres mo e wyst pi dokładnie
jeden raz w bloku (nie dotyczy jedynie adresów G i M). W przeciwnej sytuacji
generowany jest bł d.
2.2. Numer bloku N
Jest on jedynym adresem, który ma stałe miejsce w bloku – zawsze musi by
pierwszym adresem w bloku. Numer bloku nie wywołuje adnej czynno ci obrabiarki,
jest tylko pewn etykiet (opisem) bloku, w którym si znajduje. Mimo to jest
zalecane stosowanie numerowania bloków. Jest to podyktowane kilkoma
okoliczno ciami:
1.
Podczas
edycji
obszernych
programów
numer
bloku
informuje
operatora/programist czy jest na pocz tku, ko cu czy w rodku programu.
2.
Numer bloku pozwala szybko wyszuka ten blok w edytorze programów.
3.
Przy wyst pieniu bł du na ogół układ sterowania podaje równie numer bloku,
w którym ten bł d wyst pił – szybsza diagnostyka bł dów.
4.
Istnieje funkcja rozpoczynania programu nie od pocz tku, ale od wyszukanego
w programie elementu, najcz ciej jest nim wła nie numer bloku.
5.
Mo liwe jest wpływanie na wykonanie bloku przez uczynienie go blokiem
warunkowym, tzn. poprzez poprzedzenie adresu N znakiem „/”. Blok warunkowy
jest wykonywany, je eli z poziomu pulpitu układu sterowania jest nieaktywna
funkcja SKIP BLOCK. Je eli funkcja ta jest aktywna – blok warunkowy nie jest
wykonywany. Daje to prost metod na realizacj programu wielowariantowego.
Numerowanie bloków mo e odbywa si na dowolnych, okre lonych przez
programist zasadach. Jednak najcz ciej numeruje si bloki rosn co, co okre lon
warto , np. co 5 czy 10. Zawsze istnieje mo liwo przenumerowania bloków
programu, o ile dodano lub usuni to z programu jakie bloki, co zakłóciło istniej c
numeracj .
Przykład programu z numerami bloków:
N05 G54 G71
/N10 T1 D1
blok warunkowy
N15 X90 Y20

2.3. Funkcje przygotowawcze
S to jedne z najwa niejszych adresów. Cho same nie wywołuj adnych
czynno ci obrabiarki, to ich zadaniem jest
interpretowanie znaczenia innych
adresów. Np. sam zapis X10, odnosz cy si do współrz dnej w osi X nie jest
jednoznaczny, nie wiadomo dokładnie co powinien spowodowa . Wynika to dopiero
z u ytych funkcji przygotowawczych. W ród funkcji przygotowawczych s równie
takie, które maj inny adres ni G.
Funkcje przygotowawcze maj specyficzne działanie i dlatego te specyficzna
jest ich organizacja. Ogólnie adresy u ywane w układzie sterowania dziel si na dwie
grupy:
1.
Adresy modalne (globalne), obowi zuj ce w programie a do ich odwołania – s
aktywne w bloku nawet, je eli w tym bloku nie s wywoływane;
2.
Adresy niemodalne (lokalne), obowi zuj ce tylko dla bloku w którym zostały
wywołane, lub adresu z którym wyst puj – nie ma konieczno ci ich odwoływania.
Funkcje przygotowawcze modalne zostały ponadto podzielone na grupy funkcji
o zbli onym działaniu, przy czym obowi zuj dla nich nast puj ce zasady:
1.
Tylko jedna funkcja z grupy mo e by aktywna.
2.
Wywołanie jednej funkcji z grupy automatycznie odwołuje działanie dotychczas
aktywnej funkcji.
3.
W jednym bloku mo liwe jest wywołanie tylko jednej funkcji danej grupy –
w jednym bloku mo na co najwy ej u y tylu funkcji G, ile jest grup funkcji G.
4.
Zawsze jest aktywna jaka funkcja danej grupy – na układzie sterowania producent
obrabiarki wst pnie aktywuje domy lne funkcje z ka dej grupy funkcji G
modalnych. Nie jest zatem konieczne przywoływanie w programie domy lnej
funkcji danej grupy – jest ona ju aktywna w momencie rozpocz cia działania
programu.
Omawiane w dalszej cz ci funkcje przygotowawcze b d zawsze w jednej
grupie, przy czym zostanie wskazana zawsze funkcja (za pomoc *), która na ogół jest
funkcj wst pnie aktywn . Nie jest to zawsze spełnione, nale y zawsze na układzie
sterowania sprawdzi list aktywnych funkcji przygotowawczych – mo e si ró ni od
podanej w niniejszej instrukcji.
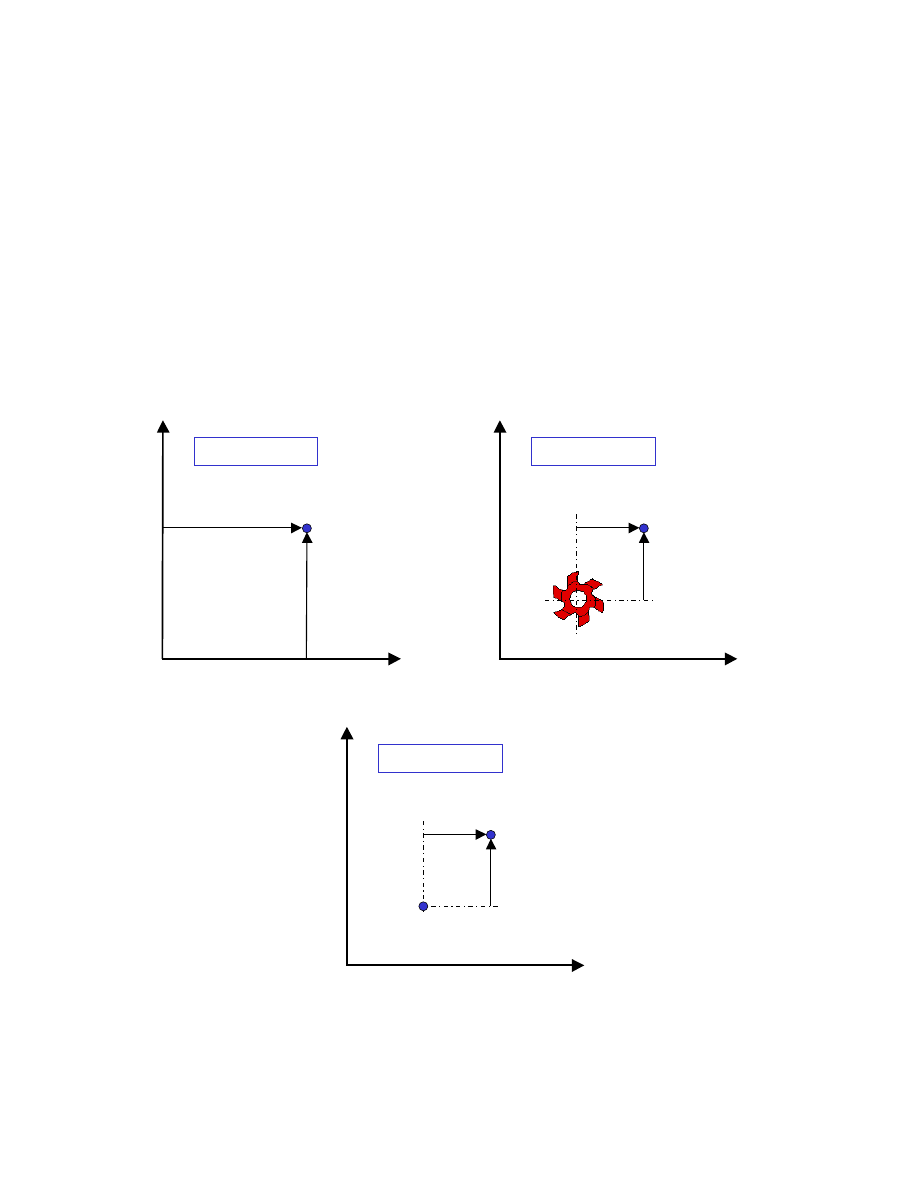
2.3.1. Jednostki wymiarów
G70
programowanie w jednostkach dodatkowych
G71*
programowanie w jednostkach podstawowych [mm]
Funkcje G70, G71 (rys. 26.) odnosz si do wymiarów geometrycznych,
programowanych pod adresami X, Y, Z, I, J, K oraz dodatkowymi adresami, np.
promieniami zaokr gle itp. Za podstawowa jednostk przyj to mm, natomiast za
dodatkow cal. Mo na dokona zmiany jednostek dodatkowych przez zmian
współczynnika, przez który dzielone s warto ci wymiarów – domy lnie wynosi on
25,4.
Podane funkcje nie wpływaj na jednostki posuwu (mo e by wyra ony
w mm/min lub w calach/min), ustalone przez dane maszynowe z pulpitu
operatorskiego. Nie wpływaj równie na jednostki warto ci korekcyjnych narz dzi
(wyra onych w mm)
X
Y
60
20
1
2
G71 X20 Y60
W
X
Y
60
20
1
2
W
G70 X0.878 Y2.362
Rys. 26. Współrz dne w jednostkach podstawowych i dodatkowych
2.3.2. Rodzaj wymiarowania
G90*
programowanie absolutne
G91
programowanie przyrostowe*
W programowaniu absolutnym (rys. 27.) warto wymiaru odnosi si do
aktualnego poło enia punktu zerowego układu współrz dnych. W programowaniu
przyrostowym warto wymiaru odnosi si do aktualnego poło enia narz dzia – jest
ono traktowane jako chwilowe poło enie punktu zerowego układu współrz dnych.
X
Y
20
20
1
2
G90 X20 Y60
W
X
Y
1
2
W
G91 X-30 Y40
50
60
50
40
30
Rys. 27. Współrz dne w układzie absolutnym i przyrostowym
Oprócz funkcji modalnych programowania absolutnego/przyrostowego
w j zyku Sinumerik 840D istniej funkcje niemodalne, odnosz ce si do
pojedynczych adresów (rys. 28.):
AC
programowanie absolutne
IC
programowanie przyrostowe
Mog one zosta u yte zarówno w stosunku do adresów wyra aj cych
współrz dne liniowe, jak i k towe (np. w programowaniu biegunowym – patrz dalsza
cz
instrukcji).
X
Y
1
2
G90 X=IC(-30) Y60
W
X
Y
1
2
W
G91 X-30 Y=AC(60)
50
60
50
30
30
60
Rys. 28. Mieszany sposób podawania współrz dnych w układzie absolutnym i przyrostowym
2.3.3. Wymiarowanie rednicowe/promieniowe
DIAMON wymiary w osi X podane rednicowo
DIAMOF
wymiary w osi X podane promieniowo
DIAM90
wymiary w osi rednicowo dla G90, promieniowo dla G91
Wymiarowanie rednicowe (rys. 29.) jest charakterystyczne dla tokarek i tam
funkcja DIAMON jest domy lnie aktywowana, wymiarowanie promieniowe z kolei
aktywne jest dla frezarek.
Z
X
1
DIAMOF Z20 X60
W
Z
X
1
2
W
DIAMON Z20 X120
20
60
20
60
2
Rys. 29. Wymiarowanie rednicowe i promieniowe
2.3.4. Programowanie we współrz dnych biegunowych
Oprócz współrz dnych prostok tnych (kartezja skich) dost pne s inne rodzaje
wymiarowania, przede wszystkim wymiarowanie we współrz dnych biegunowych.
Ten rodzaj wymiarowania wymaga okre lenia w pierwszej kolejno ci poło enia
bieguna. Do tego celu słu nast puj ce funkcje (rys.30.):
G110
programowanie bieguna wzgl dem ostatniego poło enia narz dzia
(przyrostowo, niezale nie od funkcji G90/G91).
G111
programowanie absolutne poło enia bieguna (niezale nie od funkcji
G90/G91).
G112
programowanie bieguna wzgl dem ostatniego poło enia bieguna
(przyrostowo, niezale nie od funkcji G90/G91).
Nale y pami ta , e domy lne poło enie bieguna to punkt zerowy aktualnego
układu współrz dnych.
X
Y
50
G111 X50 Y50
50
B
Y
20
G110 X20 Y25
25
B
X
Y
20
G112 X20 Y25
25
B2
B1
X
Rys. 30. Programowanie poło enia bieguna dla wymiarowania biegunowego
Po zaprogramowaniu poło enia bieguna (
w oddzielnym bloku) mo na
wykorzysta współrz dne biegunowe (rys. 31. i 32.) – promie (pod adresem
RP)
i k t wodz cy (pod adresem
AP), przy czym adresy te s modalne, o domy lnych
warto ciach równych 0. Mog by programowane absolutnie (domy lnie) lub
przyrostowo (za pomoc funkcji niemodalnej
IC).
Uwaga !!! Programowanie współrz dnych biegunowych zawsze dotyczy
aktualnej płaszczyzny układu współrz dnej, programowanej adresem G17/G18/G19
(patrz dalej).
X
Y
50
N05
G111 X50 Y50
N10 G0
RP=25 AP=-135
N15 G1
AP=135
N05
R25
135
°
90
°
N15
N10
50
Rys. 31. Programowanie współrz dnych w układzie biegunowym
X
Y
50
N05
G111 X50 Y50
N10 G0
RP=25 AP=-135
N15 G0
AP=IC(-90)
50
R25
N05
135
°
90
°
N10
N15
Rys. 32. Przyrostowe programowanie k ta we współrz dnych biegunowych
Programowanie z u yciem współrz dnych k towych jest mo liwe przy u yciu
adresu
ANG (rys. 33.), przy czym musi by znana warto jednej współrz dnej
programowanego punktu – druga jest obliczana przez układ sterowania jako punkt
przeci cia dwóch prostych: pierwszej, przechodz cej przez punkt pocz tkowy toru
narz dzia, nachylonej do osi odci tej układu współrz dnych pod k tem, danym przez
adres
ANG, i drugiej, równoległej do osi odci tej lub rz dnej (w zale no ci od
współrz dnej, która jest adresowana w bloku).
X
Y
20
20
100
1
2
G90
G1 X20 ANG=150
150
X
Y
60
20
100
1
2
G90
G1 Y60 ANG=150
150
Rys. 33. Programowanie współrz dnych przy u yciu k ta i współrz dnej liniowej
2.3.5. Płaszczyzna interpolacji
G17
ustalenie płaszczyzny XY jako płaszczyzny interpolacji
G18
ustalenie płaszczyzny ZX jako płaszczyzny interpolacji
G19
ustalenie płaszczyzny YZ jako płaszczyzny interpolacji
Funkcje te precyzuj płaszczyzn bie cego układu współrz dnych traktowan
jako aktualn (rys. 34.). Wymagane jest to dla funkcji działaj cych tylko na
płaszczy nie (np. programowanie biegunowe, interpolacja kołowa itp.). Dla tokarek
domy ln funkcj jest G18, dla frezarek G17.
Z
Y
X
G17
G19
G18
Rys. 34. Poło enia płaszczyzn interpolacji
2.3.6. Programowanie parametrów technologicznych
Do parametrów technologicznych nale posuw (
F) i pr dko skrawania (S).
W układzie Sinumerik 840D do programowania wymiaru tych wielko ci słu
funkcje, nale ce do jednej grupy funkcji przygotowawczych.
Do programowania rodzaju posuwu słu nast puj ce funkcje:
G93
odwrotno czasu trwania bloku –
F [1/s]
G94
posuw minutowy –
F [mm/min]
G95
posuw obrotowy –
F [mm/obr]
W praktyce posuw minutowy (G94) jest u ywany na frezarkach, posuw
obrotowy (G95) na tokarkach.
Do programowania pr dko ci skrawania/pr dko ci obrotowej słu nast puj ce
funkcje:
G96
wł czenie stałej pr dko ci skrawania –
S [m/min]
G961
wł czenie stałej pr dko ci skrawania –
S [m/min]
G97
wył czenie stałej pr dko ci skrawania –
S [obr/min]
G971
wył czenie stałej pr dko ci skrawania –
S [obr/min]
Domy lnym rodzajem pracy jest
stała pr dko obrotowa wrzeciona v – S
[obr/min] (podobnie jak dla obrabiarek konwencjonalnych). Wł czanie i wył czanie
stałej pr dko ci skrawania n (zmienna warto pr dko ci obrotowej) jest w praktyce
u ywane na tokarkach. Zale no pomi dzy obu pr dko ciami jest ogólnie znana:
G96
2
1000
G97
1000
2
→
⋅
⋅
=
→
⋅
⋅
=
r
v
n
n
r
v
π
π
Warto promienia toczenia d w powy szym wzorze jest równa odległo ci
punktu kodowego
P narz dzia od osi wrzeciona (mierzona w układzie maszynowym
MKS). Stała pr dko obrotowa jest u ywana przede wszystkim na frezarkach. Na
tokarkach jest u ywana przy takich zabiegach jak wiercenie osiowe, toczenie gwintu,
przecinanie, toczenie rowków. Stała pr dko skrawania na tokarkach jest stosowana
przed wszystkim przy toczeniu i wytaczaniu (uzyskanie dobrej jako ci powierzchni).
We wzorze na pr dko obrotow wrzeciona n przy stałej pr dko ci skrawania
v w mianowniku wyst puje warto promienia r. Je eli narz dzie zbli a si do osi to
maleje r i rosn obroty n (rozbieganie wrzeciona). Stan ten mo e by niebezpieczny
(np. ze wzgl du na zastosowany uchwyt). Dlatego konieczne jest ograniczanie
obrotów wrzeciona. Dopuszczalne obroty wrzeciona ograniczone s przez:
1.
Maksymalne obroty silnika nap dzaj cego wrzeciono
2.
Warto maksymaln i minimaln obrotów wrzeciona, zadawanych z pulpitu
operatorskiego lub przez funkcje G25, G26:
G25
minimalne obroty wrzeciona (programowane pod adresem
S)
G26
maksymalne obroty wrzeciona (programowane pod adresem
S)
Np.
N05 G25 S100
N10 G25 S3000
3.
Maksymalne obroty wrzeciona przy stałej pr dko ci skrawania (G96),
programowane pod adresem
LIMS, np.
N10 LIMS=2000
Nale y pami ta , e maksymalne obroty wrzeciona, programowane przez adres
LIMS nie mog by wi ksze ni te, programowane przez adres G26.
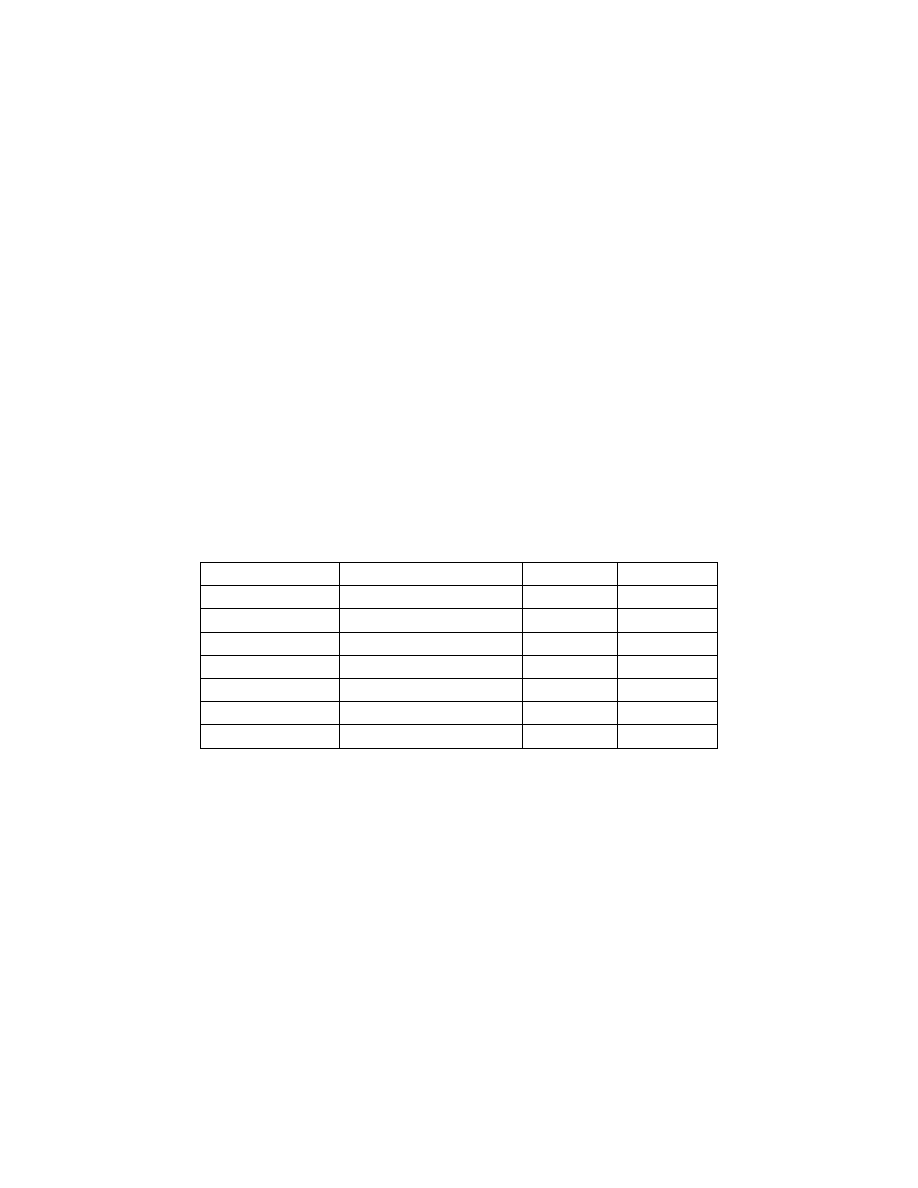
Poniewa adresy w omawianej grupie wpływaj zarówno na interpretacj
adresu F, jak i S, obowi zuj tu pewne powi zania aktywno ci adresów. S one
nast puj ce:
Adres aktywny Stan jak przy adresie
S
F
G93
G97
[obr/min]
[1/s]
G94
G97
[obr/min] [mm/min]
G95
G97
[obr/min] [mm/obr]
G96
G95
[m/min]
[mm/obr]
G961
G94
[m/min]
[mm/min]
G97
G95
[obr/min] [mm/obr]
G971
G94
[obr/min] [mm/min]
2.3.7. Programowanie punktów zerowych
Wybór punktu zerowego aktualnego układu współrz dnych jest realizowany za
pomoc nast puj cych funkcji:
G500
programowanie wzgl dem punktu maszynowego
M (adres modalny)
G54
programowanie wzgl dem 1. punktu zerowego przedmiotu
W
G55*
programowanie wzgl dem 2. punktu zerowego przedmiotu
W
G56
programowanie wzgl dem 3. punktu zerowego przedmiotu
W
G57
programowanie wzgl dem 4. punktu zerowego przedmiotu
W
Współrz dne czterech podstawowych punktów zerowych przedmiotu s
wprowadzane z pulpitu operatorskiego. Mo liwe jest u ycie dodatkowych punktów
zerowych (5., 6.,...,99.), programowanych pod adresami
G505, G506,..., G599, przy
czym musz one zosta uaktywnione. U ycie adresów programowania punktów

zerowych jest równowa ne z kasowaniem wszelkich transformacji układów
współrz dnych (FRAMES) – patrz dalsza cz
instrukcji.
Dodatkowo, przewidziano niemodaln funkcj
G53 programowania wzgl dem
punktu maszynowego
M (aktywna w danym bloku, w bloku nast pnym aktywna
funkcja z omawianej grupy – nie jest konieczne ponowne jej przywoływanie).
2.3.8. Programowanie transformacji układu współrz dnych (FRAMES)
Funkcje niemodalne tej grupy słu do definiowania transformacji układu
współrz dnych, musz zatem by programowane w oddzielnym blokach. S to:
TRANS
programowe przesuni cie bie cego układu współrz dnych
ATRANS
programowe przyrostowe przesuni cie bie cego układu współrz dnych
ROT
programowy obrót bie cego układu współrz dnych
ATRANS
programowy przyrostowy obrót bie cego układu współrz dnych
MIRROR programowe lustrzane odbicie bie cego układu współrz dnych
AMIRROR programowe przyrostowe lustrzane odbicie bie cego układu
współrz dnych
SCALE
programowe skalowanie bie cego układu współrz dnych
ASCALE
programowe przyrostowe skalowanie bie cego układu współrz dnych
Szerzej funkcje te zostan omówione w dalszych rozdziałach.
2.3.9. Programowanie ograniczenia obszaru roboczego
Z uwagi na mo liwo wyst pienia kolizji narz dzia z elementami obrabiarki
(uchwyt, konik itp.) wprowadzono funkcj ograniczenia obszaru roboczego, w którym
mo e przemieszcza si narz dzie. Poruszanie si poza tym obszarem jest blokowane
przez układ sterowania. Obszar roboczy mo e te by definiowany z poziomu pulpitu
operatorskiego. Do programowania ograniczenia obszaru roboczego s stosowane
nast puj ce funkcje (rys. 35.):
G25
dolne ograniczenie obszaru roboczego
G26
górne ograniczenie obszaru roboczego
M
Z
M
=Z
B
X
M
=X
B
G26 Z400 X200
G25 Z200 X-100
Rys. 35. Programowanie ograniczenia obszaru roboczego
Ograniczenie obszaru roboczego jest programowane we współrz dnych
bazowego układu współrz dnych.
Ponadto, ograniczenie obszaru roboczego mo na uaktywnia i deaktywowa za
pomoc funkcji przygotowawczych:
WALIMON*
wł czenie ograniczania obszaru roboczego
WALIMOF
wył czenie ograniczania obszaru roboczego
Czynno ci te mog równie by wykonane z poziomu pulpitu operatorskiego.
2.3.10. Programowanie toru ruchu narz dzia
Jednym z elementów programowania ruchu narz dzi jest okre lenie ich toru
(nazywanego interpolacj ). Do tego celu słu nast puj ce funkcje:
G0
interpolacja punktowa
G1*
interpolacja liniowa
G2
interpolacja kołowa zgodna z ruchem wskazówek zegara
G3
interpolacja kołowa przeciwna do ruchu wskazówek zegara
CIP
interpolacja kołowa przez punkt po redni
CT
interpolacja kołowa styczna
G33
interpolacja spiralna o stałym skoku
G34
interpolacja spiralna o rosn cym skoku skoku
G35
interpolacja spiralna o malej cym skoku skoku
G331
interpolacja rubowa
G332
interpolacja rubowa (wycofanie)
Szerzej funkcje te zostan omówione w dalszych rozdziałach.
2.3.11. Programowanie kompensacji promienia narz dzia
Kompensacja promienia narz dzia jest istotnym składnikiem programowania
obróbki na obrabiarki CNC. Szerzej ten problem został omówiony w dalszych

rozdziałach. W tym miejscu zostały jedynie przedstawione funkcje przygotowawcze
(nale ce do kilku grup), steruj ce tym procesem.
Wł czanie i wył czanie kompensacji (grupa funkcji modalnych):
G40*
wył czenie kompensacji promienia narz dzia
G41
wł czenie kompensacji promienia narz dzia po lewej stronie konturu
G42
wł czenie kompensacji promienia narz dzia po prawej stronie konturu
Sterowanie torem ruchu przy rozpocz ciu i zako czeniu kompensacji (grupa
funkcji niemodalnych):
G147
mi kkie dosuni cie po prostej
G247
mi kkie dosuni cie po wier okr gu
G247
mi kkie dosuni cie po półokr gu
G148
mi kkie odsuni cie po prostej
G248
mi kkie odsuni cie po wier okr gu
G248
mi kkie odsuni cie po półokr gu
Sterowanie torem ruchu przy rozpocz ciu i zako czeniu kompensacji (grupa
funkcji modalnych):
NORM*
Rozpocz cie/zako czenie
kompensacji
bez
obej cia
punktu
pocz tkowego/ko cowego konturu
KONT
Rozpocz cie/zako czenie
kompensacji
z
obej ciem
punktu
pocz tkowego/ko cowego konturu
Sterowanie zachowaniem si na naro ach konturu (grupa funkcji modalnych):
G450*
Obej cie punktu naro nego po promieniu
G451
Obej cie punktu naro nego do punktu przeci cia odcinków konturu
2.3.12. Programowanie postoju czasowego
W pewnych sytuacjach istnieje konieczno chwilowego wstrzymania obróbki,
tzn. zatrzymania posuwu przy wł czonym wrzecionie (np. w celu usuni cia wiórów).
Do tego słu y funkcja
G4. Jest to funkcja niemodalna, programowana w oddzielnym
bloku. Warto postoju czasowego jest programowana pod adresem
F lub S.
G4 F
programowanie postoju czasowego w [s]
G4 S
programowanie postoju czasowego w obrotach wrzeciona [obr]
Ta ostatnia opcja po rednio programuje czas postoju, odnosz c go do
aktualnych obrotów wrzeciona. Np.:
N05 G4 F1
postój 1 [s]
N05 G95 S500
N10 G4 S10
postój 10 [obr];
czas postoju = 10 [obr] / 500 [obr/min] = 0.02 [min] =
1.2 [s]
2.4. Funkcje pomocnicze (maszynowe) M
Ta grupa funkcji jest przeznaczona (lub kiedy była) do bezpo redniej obsługi
urz dze obrabiarki, najcz ciej na zasadzie wł cz-wył cz, wsu -wysu itp. Ich
działanie odnosi si zatem tak e do osi dyskretnych obrabiarki. Cz
z tych funkcji

jest standardowa, wi kszo jednak (w poł czeniu tak e z adresem H) słu y do obsługi
specyficznych dla danej obrabiarki urz dze . St d dokładnego opisu funkcji M nale y
poszukiwa w dokumentacji techniczno-ruchowej. Istnieje ograniczenie liczby funkcji
pomocniczych w jednym bloku. W układzie sterowania Sinumerik 840D jest to max. 5
funkcji M. Do najcz ciej stosowanych standardowych funkcji pomocniczych nale :
M0
bezwarunkowe zatrzymanie wykonania programu
M1
warunkowe zatrzymanie wykonania programu
Zatrzymanie wykonania programu oznacza, e nast puje wył czenie posuwu
i obrotów wrzeciona po wykonaniu bloku z funkcj M0/M1, po czym mo liwa jest
ingerencja operatora w przestrze robocz obrabiarki (np. w celu wykonania
pomiarów). Ponowne uruchomienie programu powoduje wykonywanie bloków po
bloku z funkcj zatrzymania.
Ró nica pomi dzy zatrzymanie warunkowym a bezwarunkowym polega na
tym, i dla bezwarunkowe zatrzymanie wykonania programu jest respektowane
zawsze, natomiast dla warunkowego jest zale ne od funkcji steruj cej, ustawianej
z pulpitu operatorskiego.
M2
zako czenie wykonywania programu głównego
M17
zako czenie wykonywania podprogramu
M30
zako czenie wykonywania programu głównego
Funkcje M2 lub M30 (o identycznym działaniu) powoduj , e zostaje
zako czona analiza i wykonywanie bloków programu głównego, nawet je eli po bloku
z tymi funkcjami s jeszcze jakie bloki w programie steruj cym. Na ogół jednak
funkcje te znajduj si w ostatnim bloku programu. Podobne działanie ma funkcja
M17.
M3
wł czenie prawych obrotów wrzeciona
M4
wł czenie lewych obrotów wrzeciona
M5*
wył czenie obrotów wrzeciona
Przed zaprogramowaniem wł czenie obrotów nale y zada warto pr dko ci
obrotowej (adres S). Prawe obroty wrzeciona oznaczaj , i patrz c w kierunku
dodatnim osi Z (od tyłu wrzeciennika) wrzeciona obraca si zgodnie z ruchem
wskazówek zegara. Dla obrotów lewych jest odwrotny kierunek. Konieczno
wł czenia lewych b d prawych obrotów wynika z usytuowania narz dzia wzgl dem
przedmiotu obrabianego i rodzaju tego narz dzia.
M6
wymiana narz dzia
Efektem działania tej funkcji jest pobranie narz dzia z magazynu
narz dziowego i zamocowanie go w gnie dzie narz dziowym, w którym znajduje si
podczas obróbki tym narz dziem. Jednocze nie narz dzie dotychczas tam si
znajduj ce zostaje przeniesione do magazynu narz dziowego (sterowanie
zmieniaczem narz dzi). Czasami procedura wymiany narz dzi jest zapisana w postaci
podprogramu (opis w dokumentacji techniczno-ruchowej).
M8
wł czenie pompki chłodziwa
M9*
wył czenie pompki chłodziwa

2.5. Inne elementy w programie steruj cym
Dla zwi kszenia czytelno ci programu steruj cego cz sto umieszcza si w nim
komentarze, tj. pewne opisy słowne, które nie s analizowane przez układ sterowania.
W j zyku Sinumerik 840D komentarzem jest zawarto bloku po znaku „;” a do
ko ca bloku, np.
N05 ; to jest blok z komentarzem
W programach, w których stosuje si instrukcje strukturalne (p tle, rozgał zienia)
wyst puj cz sto etykiety bloków. Etykieta jest to ci g znaków alfanumerycznych
(zabronione jest u ywanie niektórych znaków – dokładne informacji w dokumentacji
j zyka sterowania), zako czonych znakiem „:”, znajduj cych si na pocz tku bloku.
Dzi ki temu jest mo liwe wykonywanie skoków do bloków opatrzonych takimi
etykietami (dokładniej zostanie to omówione w dalszej cz ci instrukcji), np.
ETYKIETA1: G0 X100 Y100 ; to jest blok z etykiet
....
N100 GOTOB ETYKIETA1 ; skok do bloku o podanej etykiecie
2.6. Ogólna struktura bloku
Cho , jak wspomniano wcze niej, kolejno adresów w bloku nie ma
wi kszego znaczenia dla układu sterowania, na ogół przyjmuje si pewne
uporz dkowanie adresów w bloku. Wzorcowy blok mo e zatem mie nast puj c
posta :
N35 G90 G1 X100 Y100 F100 S500 T12 D1 M8 M4
LF
Gdzie kolejno umieszczane s w nim:
–
numer bloku (N)
–
funkcje przygotowawcze (G)
–
współrz dne (adresy geometryczne X, Y, Z i inne)
–
parametry technologiczne (F, S)
–
funkcje narz dziowe (T, D)
–
funkcje pomocnicze (M)
Cho wcze niej wspomniano, i blok jest w cało ci czytany z programu,
analizowany i realizowany, to w rzeczywisto ci istnieje pewien priorytet
wykonywania czynno ci, zaprogramowanych w bloku, np. wymiana narz dzia,
ustawienie parametrów technologicznych, wł czenie obrotów wrzeciona i wykonanie
zaprogramowanego ruchu narz dziem, przy czym ruchy we wszystkich osiach
sterowanych numerycznie (X, Y, Z) s wykonywane jednocze nie.
Przedstawiony powy ej blok mo e mie równie inn posta , np.:
N35 S500 G1 M8 X100 F100 T12 G90 D1 M4 Y100
LF
Ale tak posta bloku trudno zrozumie i zanalizowa .
Prezentowana kompletna struktura bloku na ogół jest rzadko u ywana, najcz ciej
w bloku wyst puj tylko te adresy, które w danym bloku ulegaj zmianie.

2.7. Ogólna struktura programu steruj cego
Podobnie jak miało to miejsce dla bloku, równie dla całego programu
steruj cego mo na wskaza preferowan struktur , cho oczywi cie w praktyce mo na
si spotka z wieloma ró nymi stylami tre ci programu steruj cego. Taka uogólniona
struktura programu mo e zatem wygl da nast puj co:
;PROGRAM OBRÓBKI CZ CI 01-098-67
N5 G71 G90 G95 G54 DIAMOF KONT G450
;TOCZENIE ZGRUBNE
N10 T1 D1 S1500 F200 M6
N15 G0 X100 Y100
N20 G1 X150
N25 Y120
......................................
;KONIEC OBRÓBKI
N500 G53 T0 D0 G0 X500 Y600 Z450
N505 M30
Na pocz tku programu powinna by umieszczona informacja o tym programie
– opis przedmiotu obrabianego, nr rysunku, data utworzenia programu, nazwisko
programisty itp. Pocz tkowe bloki programu powinny zawiera wywołanie
najwa niejszych funkcji przygotowawczych (G), steruj cych interpretacj programu
(blok N5). Takie wywołanie, cho wi kszo z tych funkcji ju na starcie programu
powinna by aktywowana przez układ sterowania, pozwala na lepsze zrozumienie
programu. Mo e si tak e zdarzy , i na danej obrabiarce ustawienia domy lne funkcji
przygotowawczych s inne ni standardowe.
Przed ci giem bloków, programuj cych jaki wyodr bniony fragment operacji
(np. obróbka jednym narz dziem) zaleca si umieszczenie opisu tego fragmentu.
Rozpoczynaj c obróbk nowym narz dziem wyodr bnia si bloki przywołuj ce to
narz dzie i parametry technologiczne. Dopiero kolejne bloki zawieraj instrukcje
geometryczne, steruj ce obróbk . Zaleca si podawa tylko te współrz dne, których
warto ci si zmieniaj .
Stanowczo nale y wystrzega si programowania
współrz dnych przed przywołaniem punktów zerowych i korektorów
narz dziowych – grozi to kolizj przy wymianie narz dzi.
Na zako czenie programu powinno si zaprogramowa zjazd zespołów
ruchomych obrabiarki do pewnego stałego punktu, pozwalaj cego na bezpieczne
wyj cie przedmiotu obrabianego i zało enie nowego, oraz na inne manipulacje
w obr bie przestrzeni roboczej. Poło enie ko cowe zespołów obrabiarki jest tak e
poło eniem pocz tkowym w nast pnym wykonaniu tego samego lub innego
programu, co ma du e znaczenie dla bezpiecznej pracy obrabiarki (unikni cie kolizji).
Podana w przykładzie sekwencja G53 T0 D0 (przywołanie punktu kodowego
M,
odwołanie korektorów narz dziowych) powoduje przej cie do programowania we
współrz dnych maszynowych, st d podane współrz dne punktu odjazdu s niezale ne
od przyj tego w danym programie układu współrz dnych przedmiotu. Do odjazdu
mo na wykorzysta tak e specjalnie do tego celu przeznaczone funkcje G74 lub G75
(informacje w dokumentacji j zyka sterowania). Ostatni blok zawiera adres ko ca
programu (M30 lub M2).
3. P
ROGRAMOWANIE RUCHÓW NARZ DZI
Zasadnicz cz ci programu steruj cego s bloki programuj ce ruch narz dzia.
Aby w pełni opisa ten ruch wymagane s nast puj ce elementy (rys. 36.):
X
Y
1
2
Rys. 36. Elementy programowania ruchu narz dzi
1.
Punkt pocz tkowy ruchu (1)
2.
Punkt ko cowy ruchu (2)
3.
Tor ruchu (interpolacja)
4.
Pr dko ruchu
Idea programowania numerycznego polega na programowaniu ruchu po torze
ci głym w ten sposób, e punkt ko cowy ruchu w jednym bloku jest jednocze nie
punktem pocz tkowym ruchu w bloku nast pnym. Zatem blok programuje punkt
ko cowy ruchu. Pr dko ruchu jest programowana albo poprzez adres F (posuw) dla
ruchu roboczego, albo pobierana z danych maszynowych (dla ruchu szybkiego).
Ostatnim elementem definicji ruchu jest tor ruchu, okre lany mianem
interpolacji, tj. zachowaniem si punktu kodowego narz dzia pomi dzy
programowanymi punktami. Nale y j rozumie jako sposób powi zana
programowego niezale nych ruchów w osiach maszynowych tak, aby uzyska
zamierzony wypadkowy tor przemieszczania si punktu kodowego narz dzia
(rys. 37.).
X
M
Y
M
1
2
V(
t)
V
y
(t)
V
x
(t)
Rys. 37. Idea interpolacji na obrabiarkach CNC
3.1. Interpolacja punktowa G0
X
Y
60
20
20
100
1
2
G90
G0 X20 Y60
RTLION
RTLIOF
G91
G0 X-80 Y40
Rys. 38. Interpolacja punktowa G0
Interpolacja punktowa (zwana te ruchem szybkim) – rys. 38. – polega na
przemieszczaniu si narz dzia do zaprogramowanego punktu ko cowego
z maksymalnymi pr dko ciami posuwu w osiach sterowanych numerycznie. Ruch ten
mo e by zwi zany z brakiem powi zania ruchu w osiach (funkcja przygotowawcza
RTLIOF), czego efektem jest nieprzewidywalny tor ruchu narz dzia, lub te mo e
istnie powi zanie ruchów w osiach (funkcja przygotowawcza
RTLION), czego
efektem jest ruch narz dzia po linii prostej. Skutkiem ruchu szybkiego jest te
zwi kszona tolerancja dokładno ci pozycjonowania w punkcie docelowym.
Interpolacja punktowa jest przeznaczona wył cznie do ruchów ustawczych narz dzia.
3.2. Interpolacja liniowa G1
X
Y
60
20
20
100
1
2
G90
G1 X20 Y60 F100
G91
G1 X-80 Y40 F100
Rys. 39. Interpolacja liniowa G1
Interpolacja liniowa – rys. 39. – nale y do ruchów roboczych (obróbczych). Tor
ruchu narz dzia przebiega po linii prostej pomi dzy punktem pocz tkowym
i ko cowym. Wymaga zaprogramowania posuwu (adres F) – podobnie jak pozostałe
interpolacje robocze. Ruch roboczy zwi zany jest równie z wi ksz dokładno ci
pozycjonowania w punkcie ko cowym.
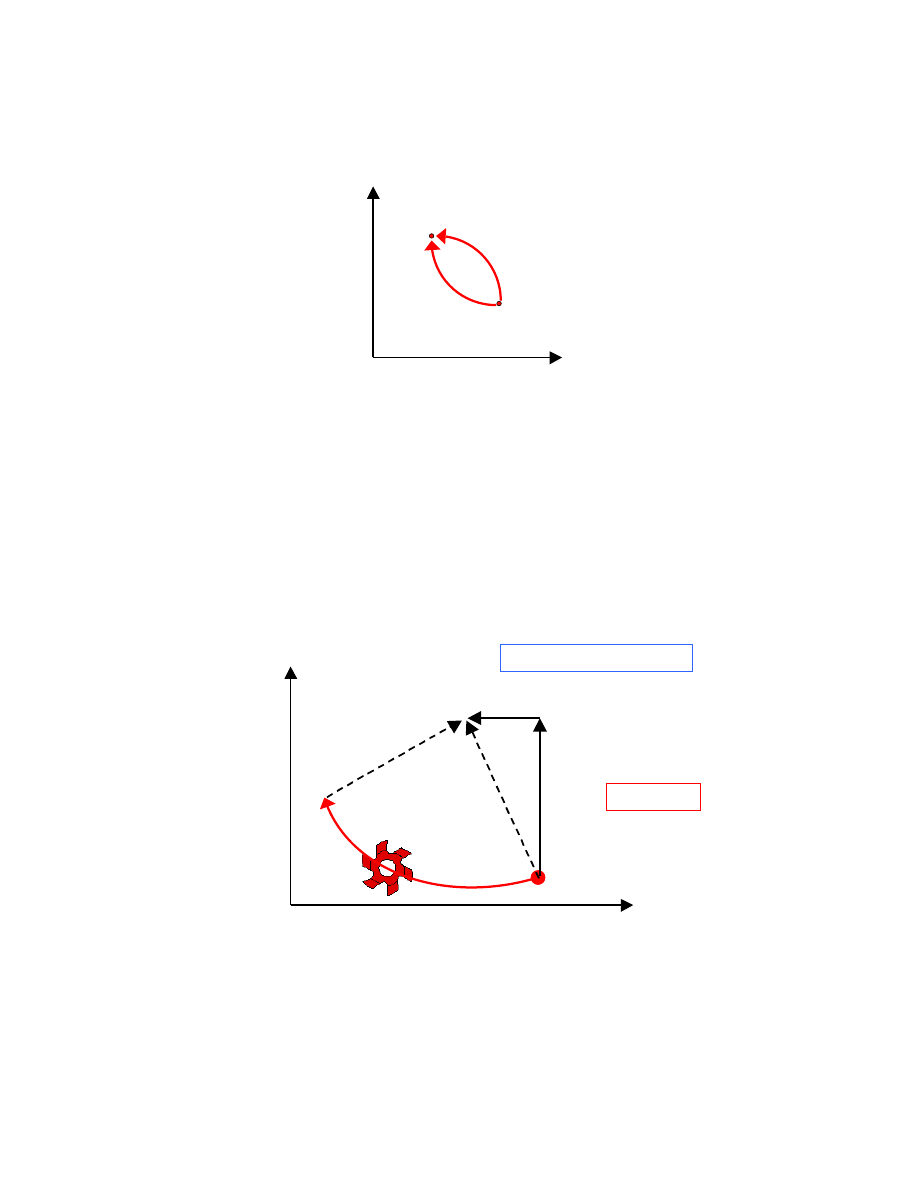
3.3. Interpolacja kołowa G2/G3/CIP/CT
Ruch po łuku okr gu jest bardziej zło ony ni miało to miejsce w przypadku
interpolacji liniowej. Wynika to z faktu, i okr g nie mo e by jednoznacznie
zdefiniowany przez podanie dwóch punktów (rys. 40.).
X
Y
1
2
??
Rys. 40. Niejednoznaczno definicji ruchu z interpolacj kołow
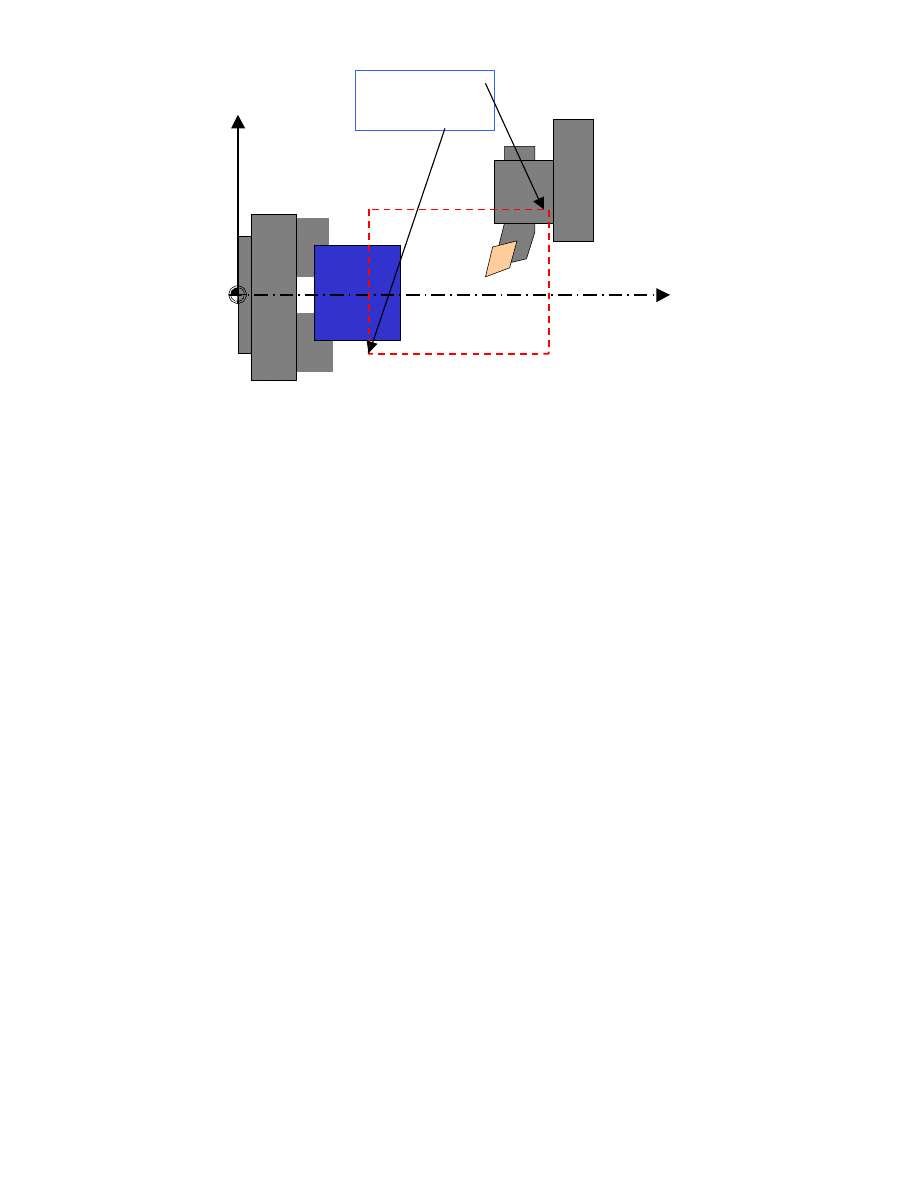
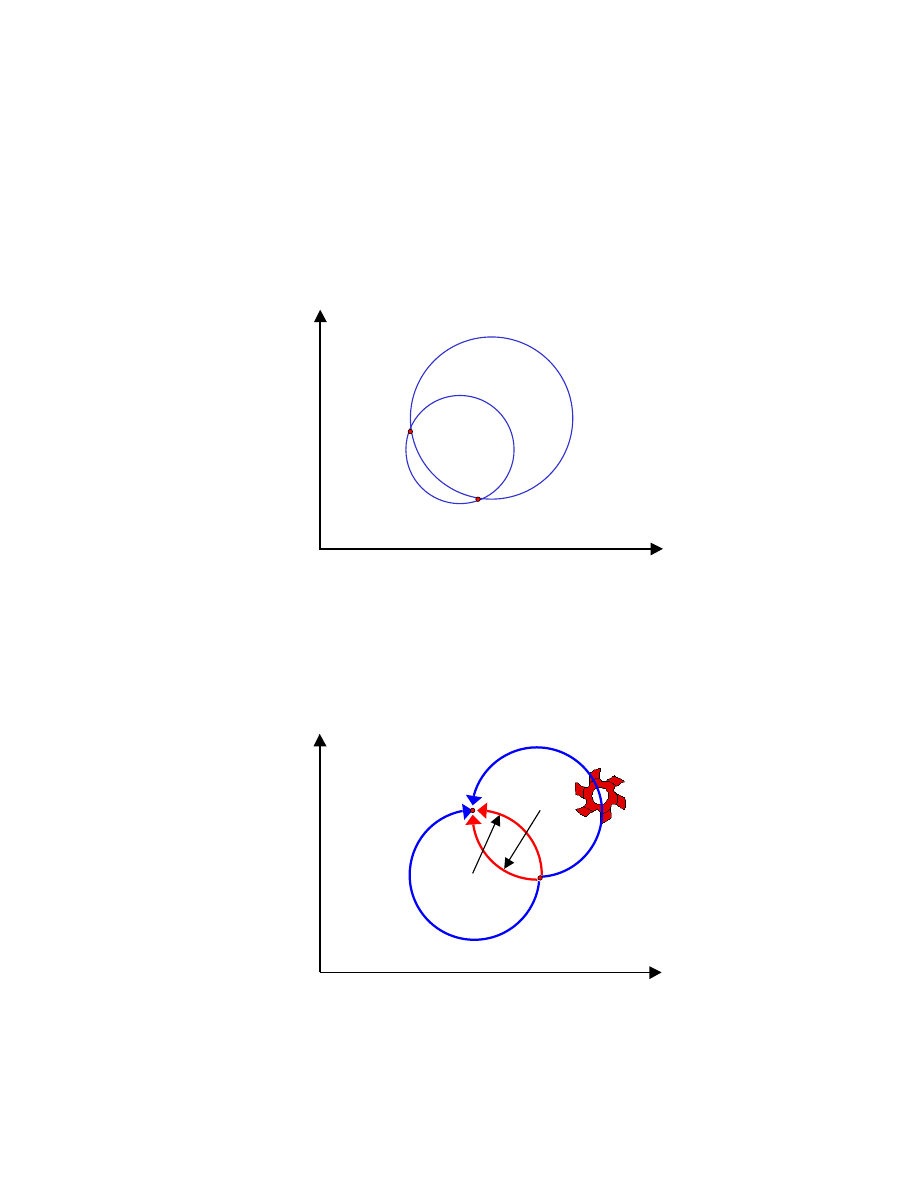
Wymagane jest zatem podanie dodatkowych parametrów tego okr gu –
najcz ciej jest to promie R. Przy takich zało eniach zbudowa mo na dwa okr gi
o ró nych poło eniach rodka, które daj w efekcie cztery ró ne tory ruchu – po dwa
po ka dym okr gu (rys. 41.).
X
Y
1
2
R
R
Rys. 41. Mo liwe tory ruchu narz dzia z interpolacj kołow po okr gu o zadanym promieniu
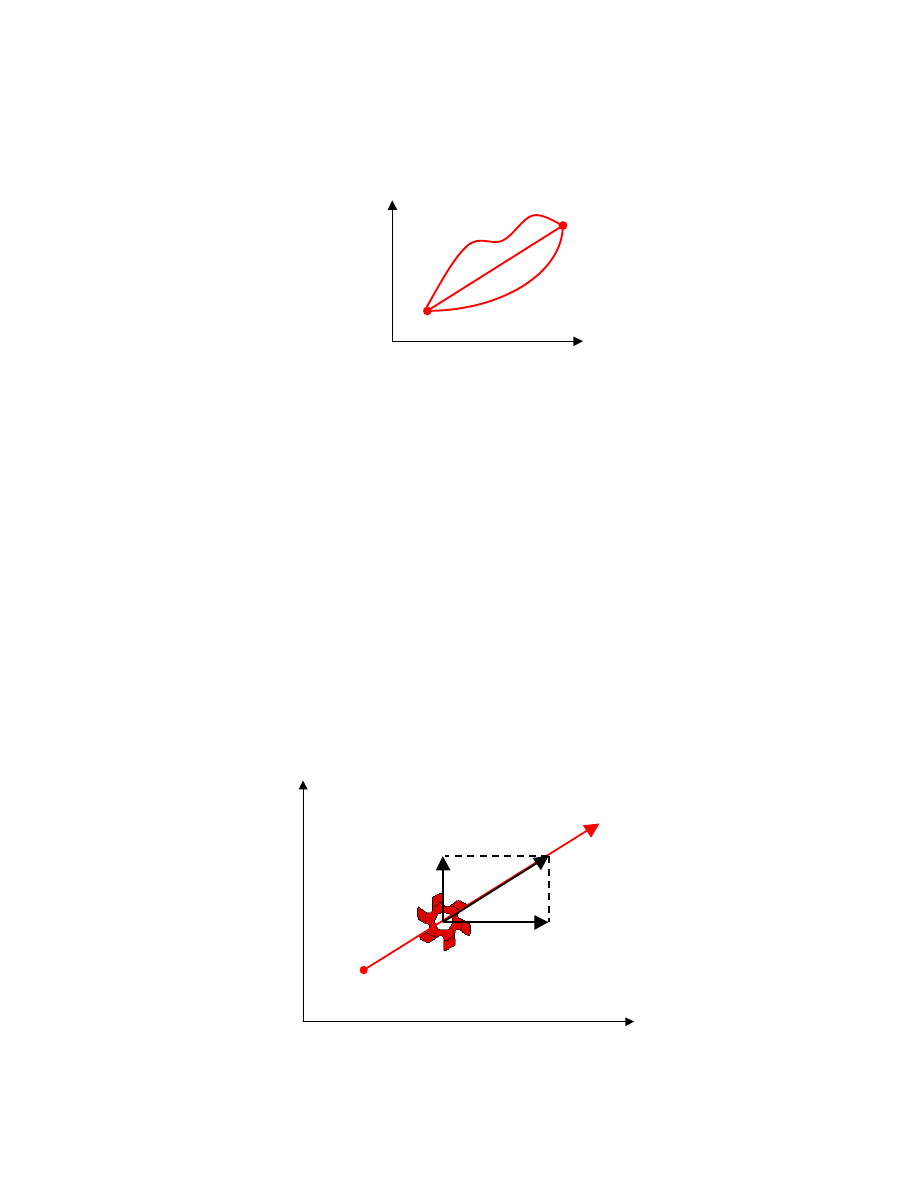
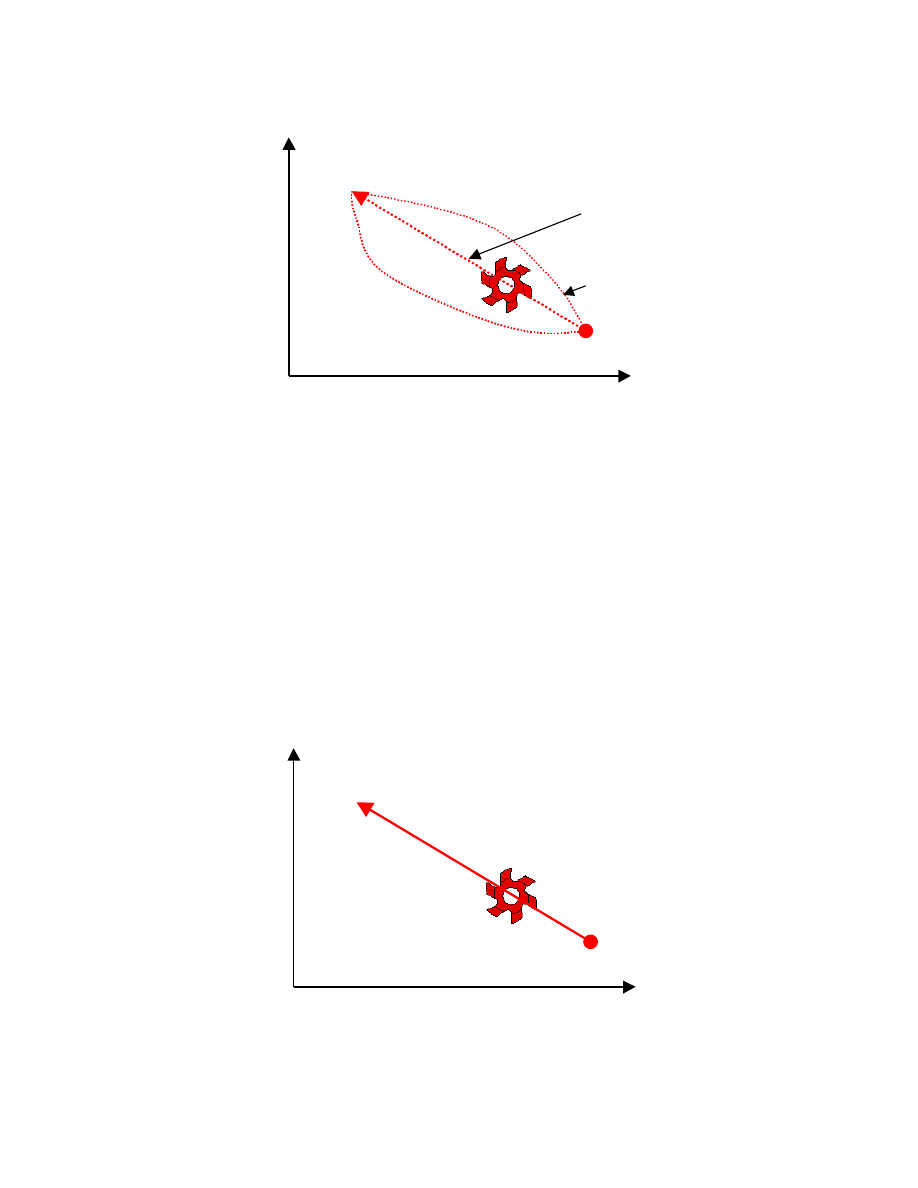
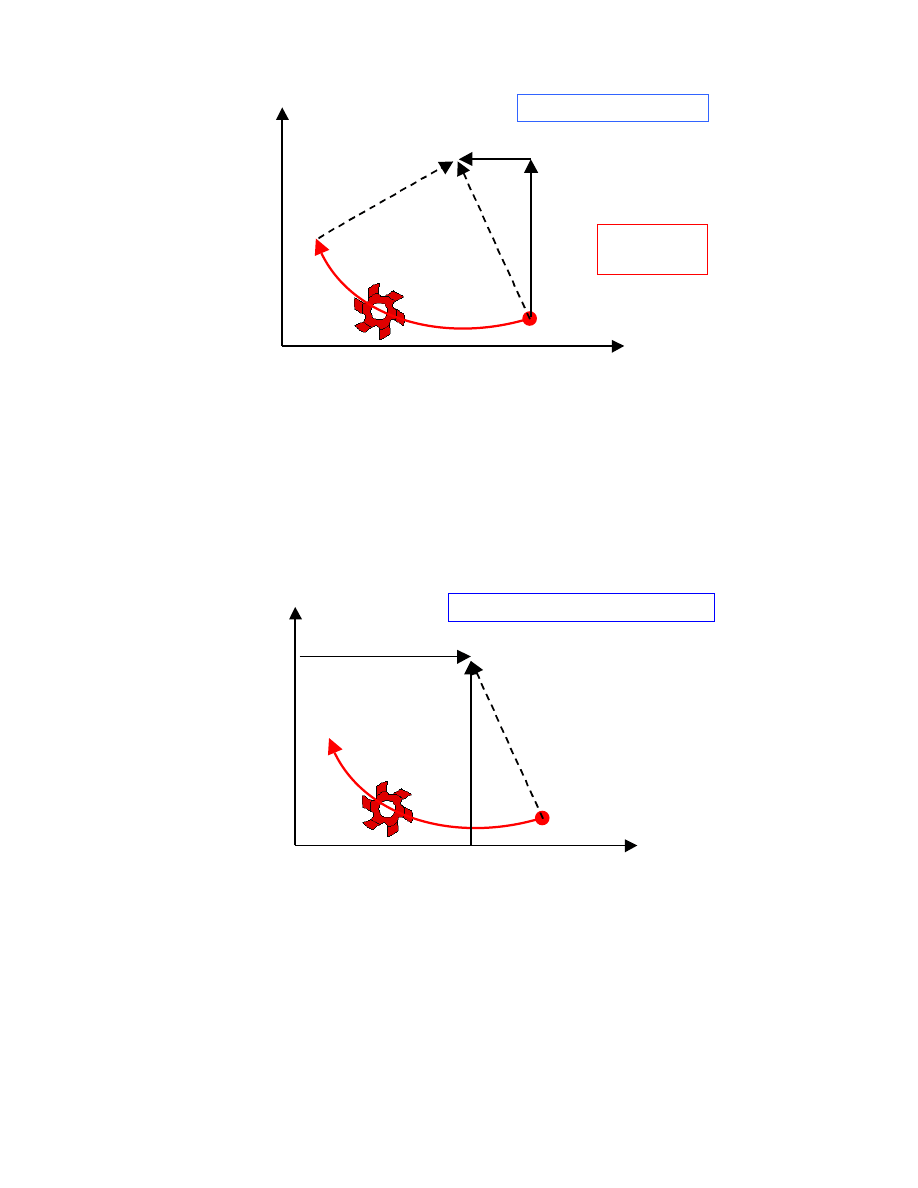
Je eli przyj zało enie, e z dwóch łuków dla jednego okr gu wybieramy ruch
po łuku o mniejszej długo ci, to pozostan w efekcie dwa ró ne tory – st d dla
interpolacji kołowej przewidziano dwie funkcje:
G2
interpolacja kołowa zgodnie z ruchem wskazówek zegara;
G3
interpolacja kołowa przeciwnie do ruchu wskazówek zegara (rys. 42.).
X
Y
1
2
G2
G3
Rys. 42. Interpolacja kołowa G2/G3
Dla interpolacji kołowej przewidziano szereg ró nych metod programowania
promienia okr gu – w sposób bezpo redni lub po redni. Najwa niejsze z nich to:
1.
Przyrostowe programowanie rodka okr gu z wykorzystaniem niemodalnych
parametrów interpolacji
I, J, K – za ich pomoc programowany jest punkt rodka
okr gu; traktowane s one jako wektory składowe (w odpowiednich osiach)
wektora od punktu pocz tkowego ruchu do punktu rodka okr gu –
programowanie przyrostowe, niezale ne od funkcji G90/G91. W tej metodzie
promie okr gu jest wyznaczany z twierdzenia Pitagorasa (rys. 43.).
X
Y
31.3
10
10
80
1
2
G2 X10 Y31.3 I-20 J60
70
60
J
I
R1
R1
2
=I
2
+J
2
R2
R1
≠ R2 !!
Rys. 43. Interpolacja kołowa G2/G3 z parametrami interpolacji IJK
Nale y pami ta , i na wskutek przybli onego wyznaczania promienia
pocz tkowego R1 (pierwiastkowanie) mo e si okaza , e jego długo jest ró na
od promienia ko cowego R2 (rys. 44.). Układ sterowania zaakceptuje t ró nic ,
o ile nie jest ona zbyt du a (dopuszczalna warto ró nicy podana w danych
maszynowych układu sterowania).
X
Y
10
10
80
1
2
G2 X10 Y31.3 I-20 J60
70
60
J
I
R1
R2
31.3
R1 = 63.2455
R2 = 63.2473
Rys. 44. Bł d programowania interpolacji kołowej z wykorzystaniem parametrów IJK
2.
Absolutne programowanie rodka okr gu z wykorzystaniem niemodalnych
parametrów interpolacji
I, J, K – za ich pomoc programowany jest punkt rodka
okr gu; traktowane s one jako wektory składowe (w odpowiednich osiach)
wektora od punktu zerowego aktualnego układu współrz dnych do punktu rodka
okr gu – programowanie absolutne, niezale ne od funkcji G90/G91. Wykorzystuje
si w tym przypadku niemodaln funkcj AC (rys. 45.).
3.
X
Y
50
10
10
80
1
2
G2 X10 Y50 I=AC(60) J=AC(70)
70
60
J
I
R
Rys. 45. Interpolacja kołowa z absolutnym wymiarowaniem rodka łuku
4.
Mieszane programowanie rodka okr gu z wykorzystaniem niemodalnych
parametrów interpolacji
I, J, K – za ich pomoc programowany jest punkt rodka
okr gu, przy czym oba parametry interpolacji mog by programowane w ró ny
sposób z wykorzystaniem funkcji niemodalnych AC (niezale nie od funkcji
G90/G91) (rys. 46.).
X
Y
50
10
10
80
1
2
G2 X10 Y50 I=AC(60) J60
70
60
J
I
R
Rys. 46. Interpolacja kołowa z mieszanym wymiarowaniem rodka łuku
5.
Bezpo rednie programowanie promienia okr gu
CR – pod adresem CR podana
jest warto promienia okr gu. Układ sterowania na jego podstawie wylicza
poło enie punktu rodka okr gu (rys. 47.).
X
Y
50
10
10
80
1
2
G2 X10 Y50 CR=63
70
60
R63
R63
R63
Rys. 47. Interpolacja kołowa z programowaniem promienia okr gu
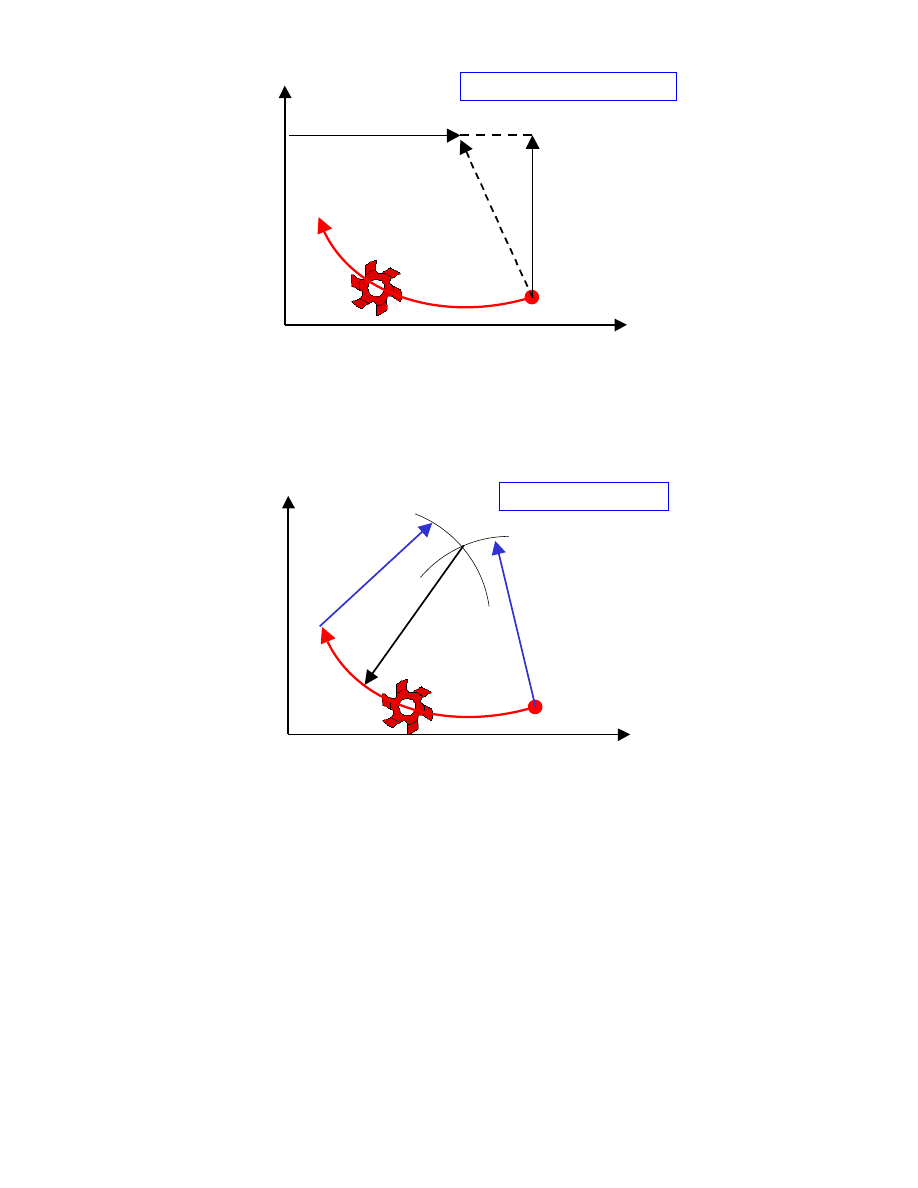
Przy programowaniu promienia adres
CR mo e przyjmowa warto ci dodatnie
lub ujemne. W zale no ci od tego układ wybiera tor ruchu narz dzia po krótszym
b d dłu szym łuku okr gu, co jest identyfikowane przez drog k tow pomi dzy
promieniem pocz tkowym i ko cowym. Dla warto ci dodatniej adresu
CR
narz dzie wykonuje ruch po k cie równym lub mniejszym 180º, dla ujemnej –
wi kszym ni 180º – rys. 48.
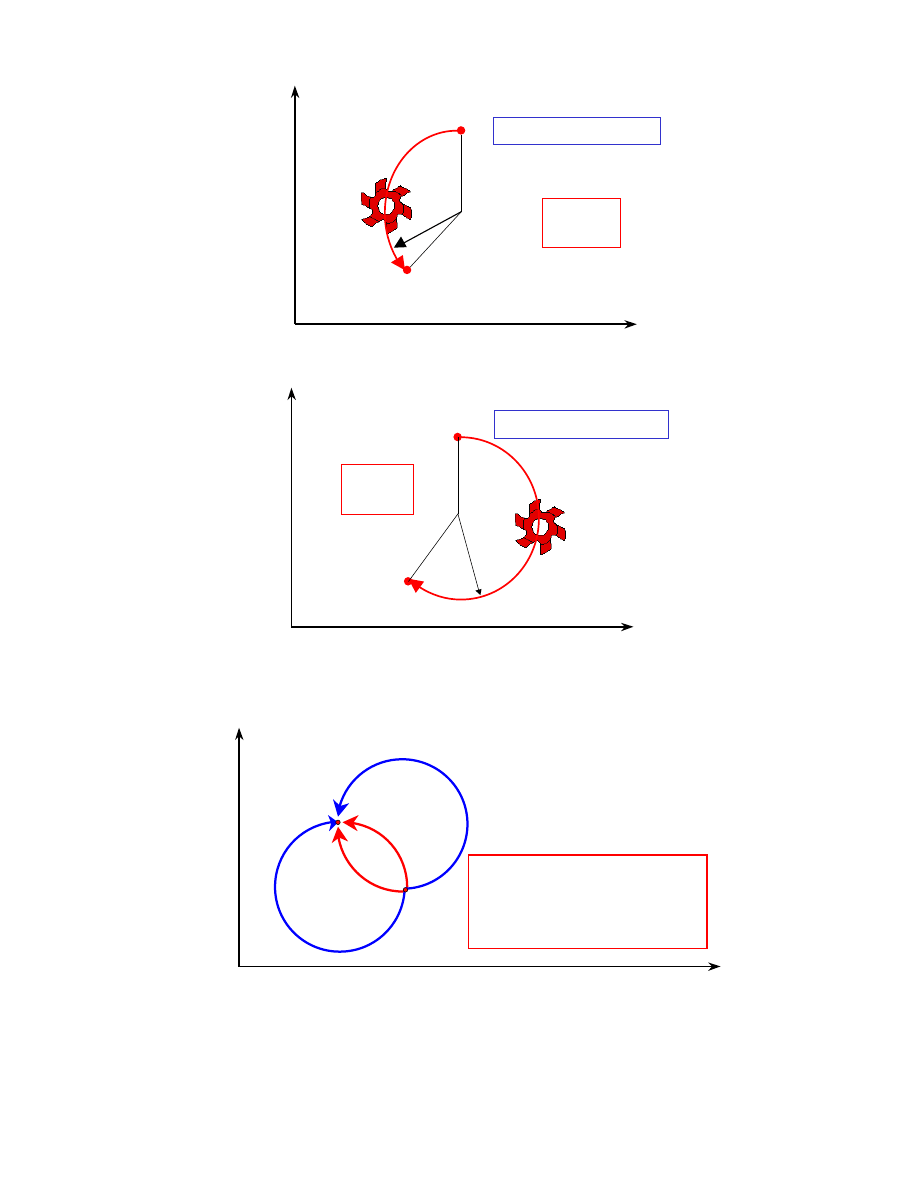
Efektem poł czenia dwóch funkcji programowania interpolacji kołowej (G2,
G3) z dwoma ró nymi znakami adresu CR jest kombinacja czterech ró nych
torów ruchu narz dzia przy tej samej warto ci promienia okr gu i tych samych
punktach pocz tkowym i ko cowym łuku – rys. 49.
X
Y
35
45
70
60
R20
G3 X45 Y35
CR=20
1
2
CR > 0
α<=180°
αααα
X
35
45
70
60
R
20
G2 X45 Y35
CR=-20
1
2
CR < 0
α >180°
αααα
Rys. 48. Zale no pomi dzy znakiem adresu CR a torem ruchu narz dzia
X
Y
1
2
I
II
IV
III
I.
G3 X60 Y100 CR=20
II.
G2 X60 Y100 CR=20
III.
G3 X60 Y100 CR=-20
IV.
G2 X60 Y100 CR=-20
60
100
Rys. 49. Zale no toru ruchu od funkcji interpolacji G2/G3 i znaku adresu CR
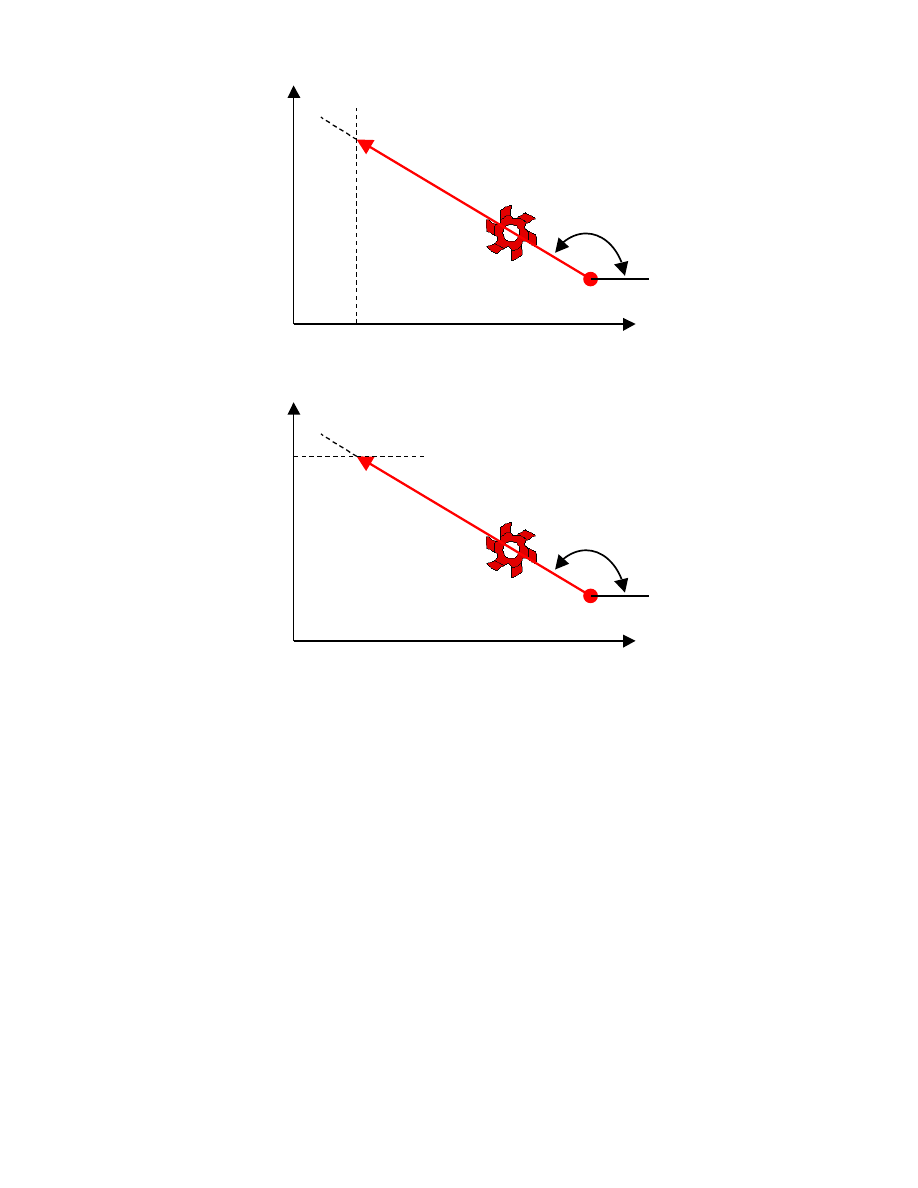
6.
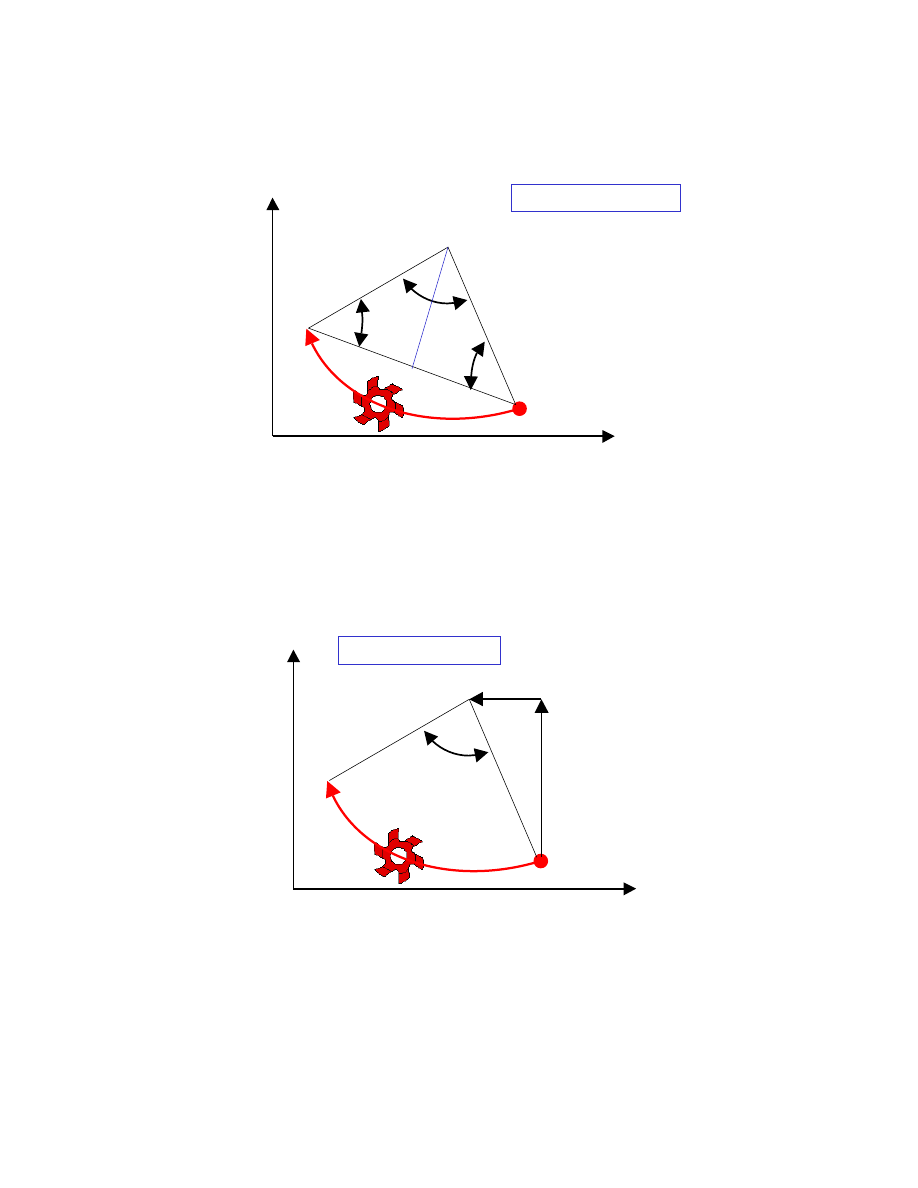
Programowanie k ta łuku za pomoc adresu
AR – konstrukcja łuku przy takim
programowaniu przedstawiono na rysunku (rys. 50.). Pod adresem AR
bezpo rednio jest programowana droga k towa narz dzia po łuku, którego
parametry s wyznaczane przez układ sterowania.
X
Y
50
10
10
80
1
2
G2 X10 Y50 AR=85
70
60
85
°
α
α
85+2
α=180
α=(180-85)/2=47.5
Rys. 50. Programowanie interpolacji kołowej przy u yciu k ta AR
7.
Programowanie rodka i k ta łuku – w tym przypadku nie jest programowany
punkt ko cowy łuku, tylko poło enie rodka łuku i droga k towa narz dzia
(rys. 51.)
X
Y
50
10
10
80
1
2
G2 I-20 J60 AR=85
70
60
85
°
J
I
Rys. 51. Programowanie interpolacji kołowej przy u yciu k ta AR i parametrów
interpolacji IJK
8.
Łuk przez punkt po redni
CIP – w tej metodzie korzysta si z zasady, i okr g na
płaszczy nie jest jednoznacznie zdefiniowany przez trzy niewspółliniowe punkty.
Programuje si zatem dodatkowy (po redni) punkt ruchu po łuku okr gu,
pomi dzy punktem pocz tkowym i ko cowym. Z uwagi na zasad pojedy czych
wyst pie adresów w bloku współrz dne tego punktu programowane s pod
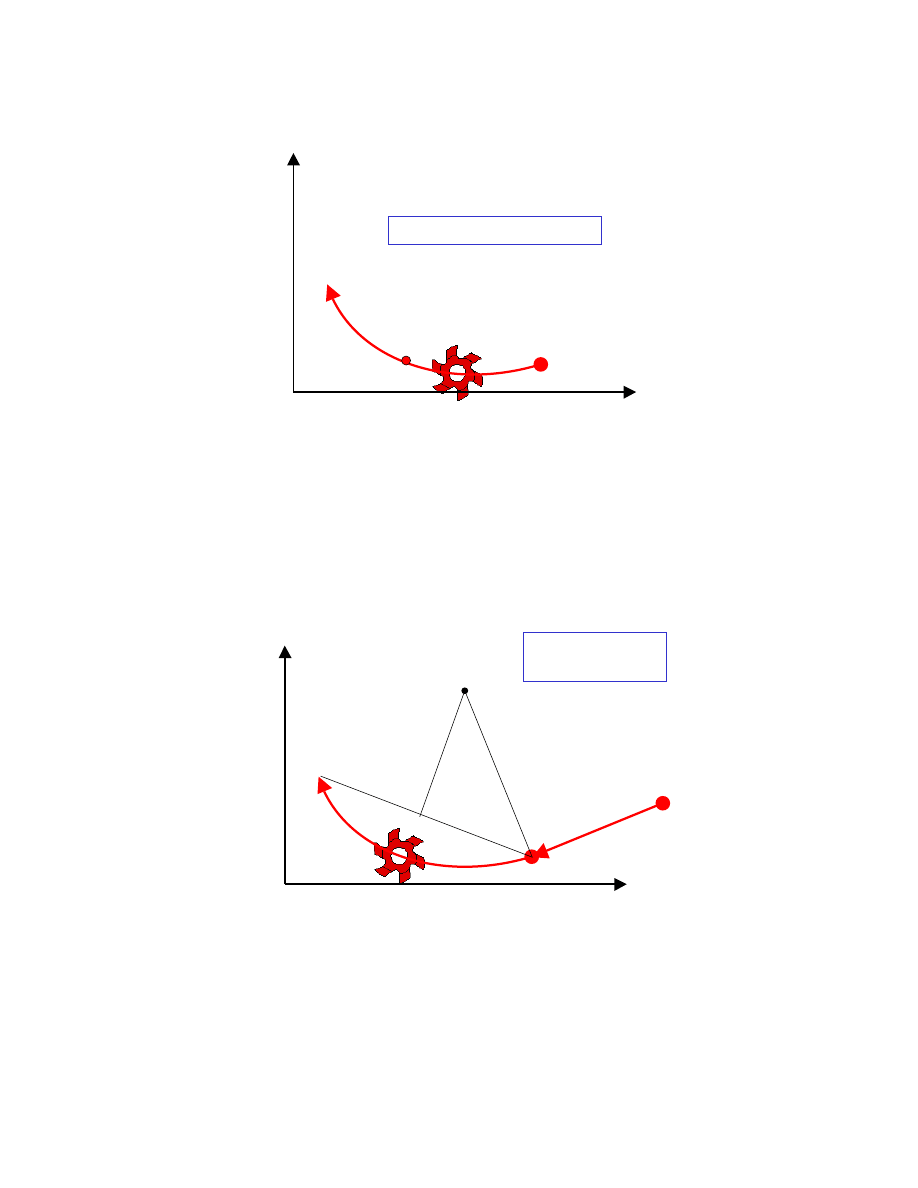
adresami I1, J1, K1 (odpowiednio w osiach X, Y i Z). Zarówno kierunek
interpolacji, jak i rodek łuku wyznaczany jest przez układ sterowania (rys. 52.).
X
Y
50
10
10
80
1
2
CIP X10 Y50 I1=30 J1=10
30
3
Rys. 52. Programowanie interpolacji kołowej przez punkt po redni CIP
9.
Łuk styczny
CT – w tek metodzie programuje si jedynie punkt ko cowy łuku, bez
podania kierunku interpolacji i rodka okr gu – jest to wyliczane przez układ
sterowania na podstawie warunków styczno ci do poprzednio wykonywanego
ruchu. Ruch ten mo e by ruchem z interpolacj liniow (rys. 53.) lub kołow ,
równie przy wykorzystaniu adresu CT (rys. 54.).
X
Y
50
10
10
80
1
2
N05 G1 X80 Y10
N10
CT X10 Y50
30
0
N05
N10
Rys. 53. Programowanie łuku stycznego do ruchu z interpolacj liniow (G1)
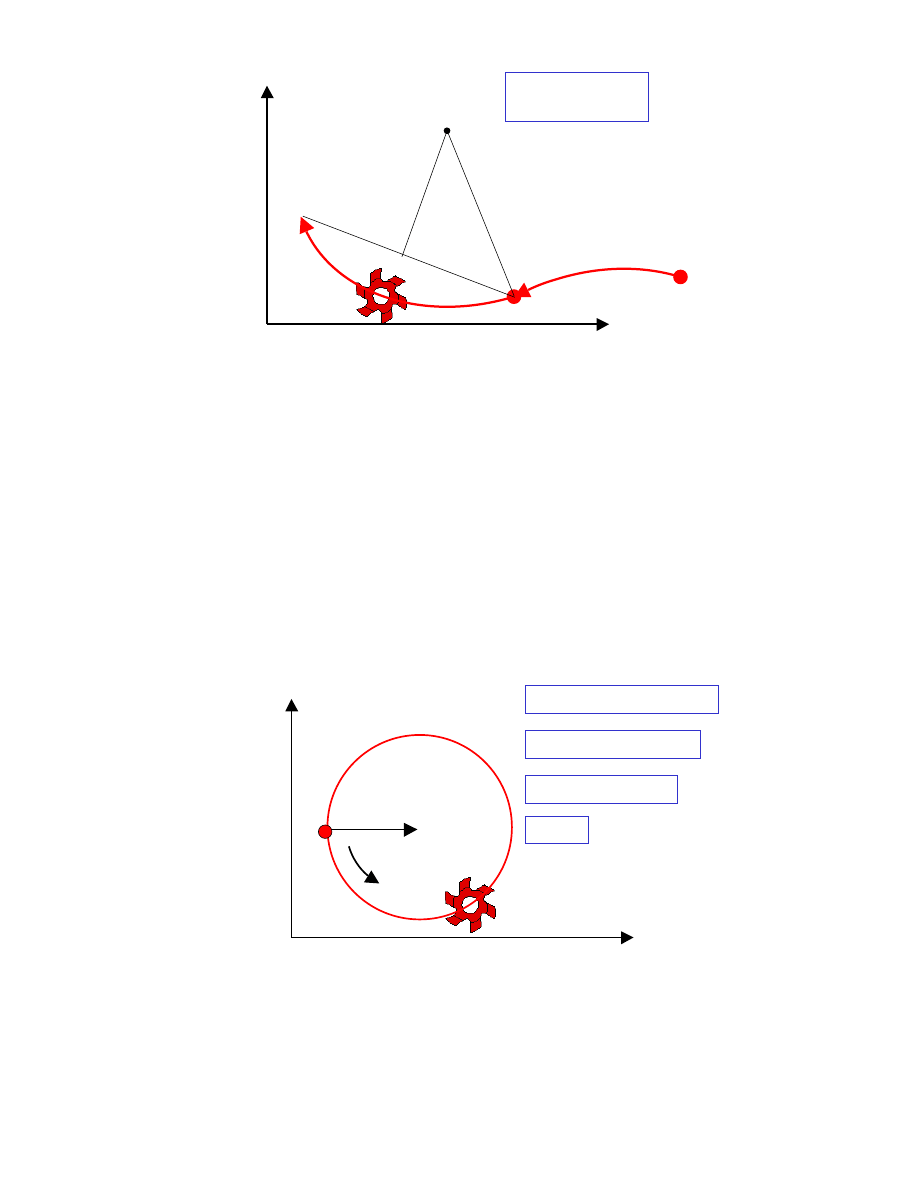
X
Y
50
10
10
80
1
2
N05 G3 ..... .....
N10
CT X10 Y50
30
0
N05
N10
Rys. 54. Programowanie łuku stycznego do ruchu z interpolacj kołow
(G2/G3/CIP/CT)
10.
Programowanie ruchu po pełnym okr gu – w tym wypadku układ sterowania zna
współrz dne tylko jednego punktu, który jednocze nie jest punktem pocz tkowym
i ko cowym ruchu. Dla jednoznacznego wyznaczenia parametrów ruchu niezb dne
jest zaprogramowanie rodka okr gu przez podanie parametrów I, J, K (absolutnie
lub przyrostowo). Inne metody programowania (np. łuk styczny lub przez punkt
po redni) nie pozwalaj na jednoznaczne wyznaczenie poło enia rodka okr gu.
Na rys. 55. podano kilka sposobów programowania tego ruchu, korzystaj c
z ró nych sposobów podawania współrz dnych punktów.
X
Y
50
30
10
1=2
G3 G90 X10 Y50
I20 J0
G3 G91 X0 Y0
I20 J0
G3 G91 X0 Y0
I20
G3
I20
Rys. 55. Programowanie ruchu po pełnym okr gu
11.
Programowanie łuków stycznych przy przej ciu mi dzy odcinkami linii prostych –
RND, RNDM. W wielu przedmiotach obrabianych wykonuje si st pienie
kraw dzi poprzez wykonanie zaokr glenia stycznego lub sfazowania,
wyst puj cego najcz ciej pomi dzy odcinkami linii prostych. Gdyby obróbk
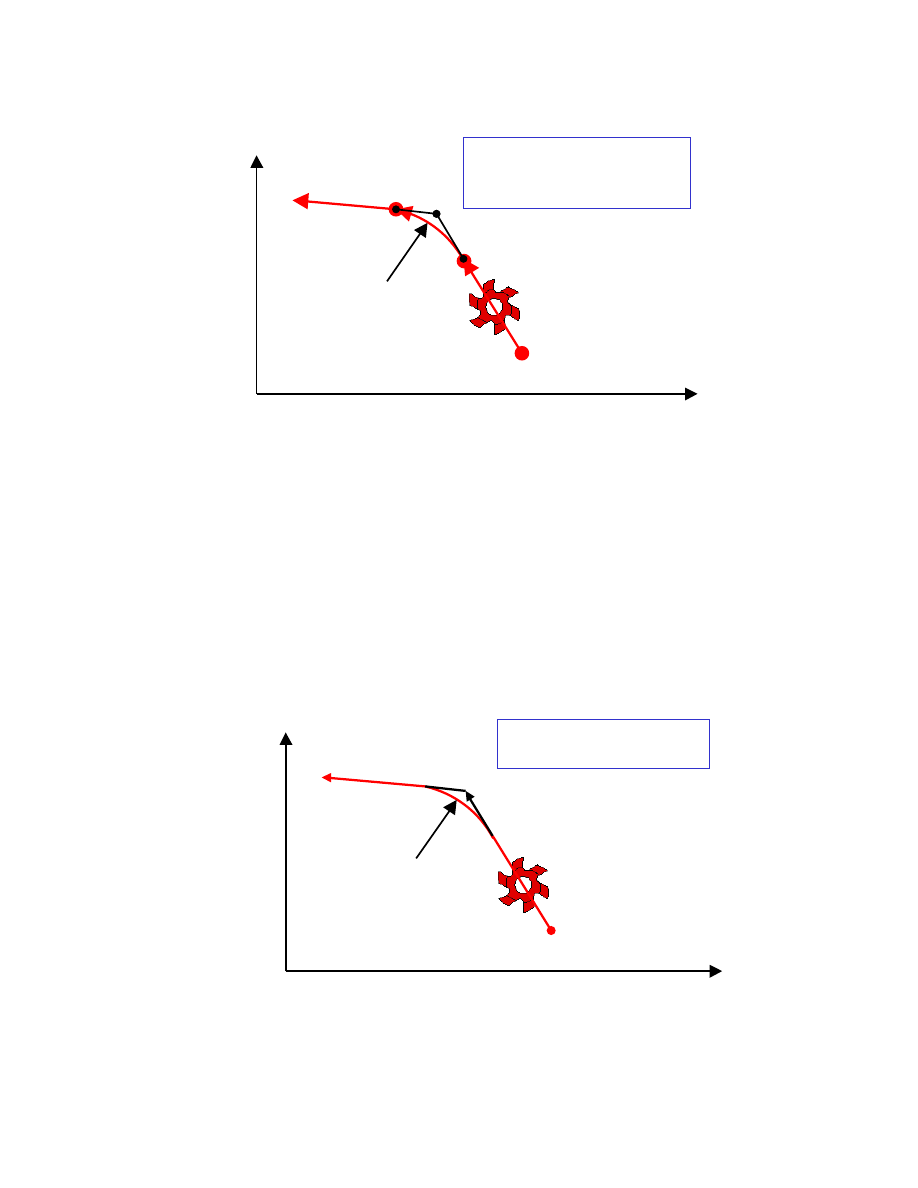
zaokr glenia stycznego programowa przy przyj ciu ogólnie obowi zuj cych
zasad, to wymagałaby ona trzech bloków (rys. 56.)
X
Y
70
N05
G1 X=X
4
Y=Y
4
N10
G3 X=X
5
Y=Y
5
CR=10
N15
G1 X10 Y80
50
80
R10
80
1
2
3
20
10
4
5
Rys. 56. Programowanie zaokr glenia kraw dzi bez wykorzystania specjalnych
funkcji
Nie zawsze podane s współrz dne punktów styczno ci (4 i 5 na rys. 56.), które
nale ałoby obliczy . St d te wprowadzono mo liwo programowania tego
konturu przy u yciu tylko dwóch bloków, programuj cych ruch do punktu
pozornego przeci cia (2), najcz ciej zwymiarowanego na rysunkach
konstrukcyjnych. Pomija si zatem drugi blok, programuj cy interpolacj kołow
(G2/G3), zast puj c go adresem
RND (RNDM), który okre la promie
zaokr glenia, umieszczaj c go w bloku opisuj cym pierwszy z programowanych
elementów konturu, mi dzy którymi programuje si styczne zaokr glenie (rys.
57.)
X
Y
70
N05
G1 X50 Y70 RND=10
N15
G1 X10 Y80
50
80
R10
80
1
2
3
20
10
Rys. 57. Programowanie zaokr glenia kraw dzi z wykorzystaniem funkcji RND
W trakcie analizy programu układ sterowania obliczy współrz dne punktów
styczno ci, natomiast podczas wykonywania pierwszego z bloków narz dzie
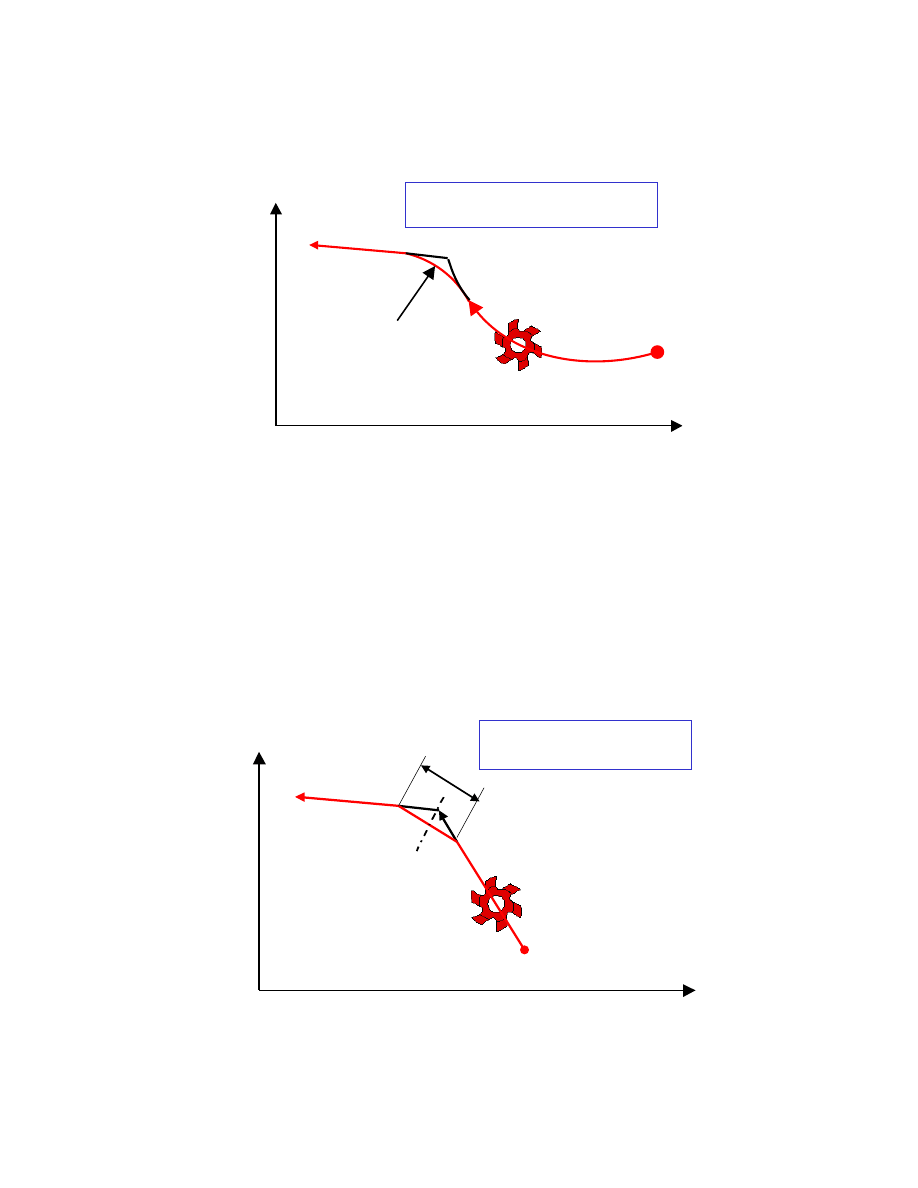
wykona ruch do pierwszego punktu styczno ci (4 na rys. 56.), w drugim za bloku
– promie zaokr glenia do drugiego punktu styczno ci (5) oraz ruch do punktu
ko cowego (3). Styczne zaokr glenie konturu mo e by wykonane pomi dzy
odcinkami linii prostej lub łukami (rys. 58.).
X
Y
70
N05
G2 X50 Y70 CR=50 RND=10
N15
G1 X10 Y80
50
80
R10
80
1
2
3
20
10
Rys. 58. Programowanie zaokr glenia kraw dzi z wykorzystaniem funkcji RND
pomi dzy łukiem a odcinkiem linii prostej
Dost pny w układzie sterowania Sinumerik 840D adres RNDM jest adresem
modalnym, pozwalaj cym wykonywa zaokr glenia w ka dym bloku z ruchem
narz dzia. Dokładny opis tej funkcji znajduje si w dokumentacji.
Na zasadzie podobnej jak promienie zaokr gle s programowane sfazowania
kraw dzi, przy czym musi by spełniony warunek symetryczno ci fazy, tj. równej
szeroko ci sfazowania kraw dzi. Korzysta si z dwóch dost pnych adresów –
CHF i CHR. Pierwszy z nich definiuje długo fazy (rys. 59.), drugi – jej
szeroko (rys. 60.).
X
Y
70
50
80
80
1
3
20
10
10
2
N05
G1 X50 Y70 CHF=10
N15
G1 X10 Y80
Rys. 59. Programowanie sfazowania kraw dzi z wykorzystaniem funkcji CHF
(długo fazy)
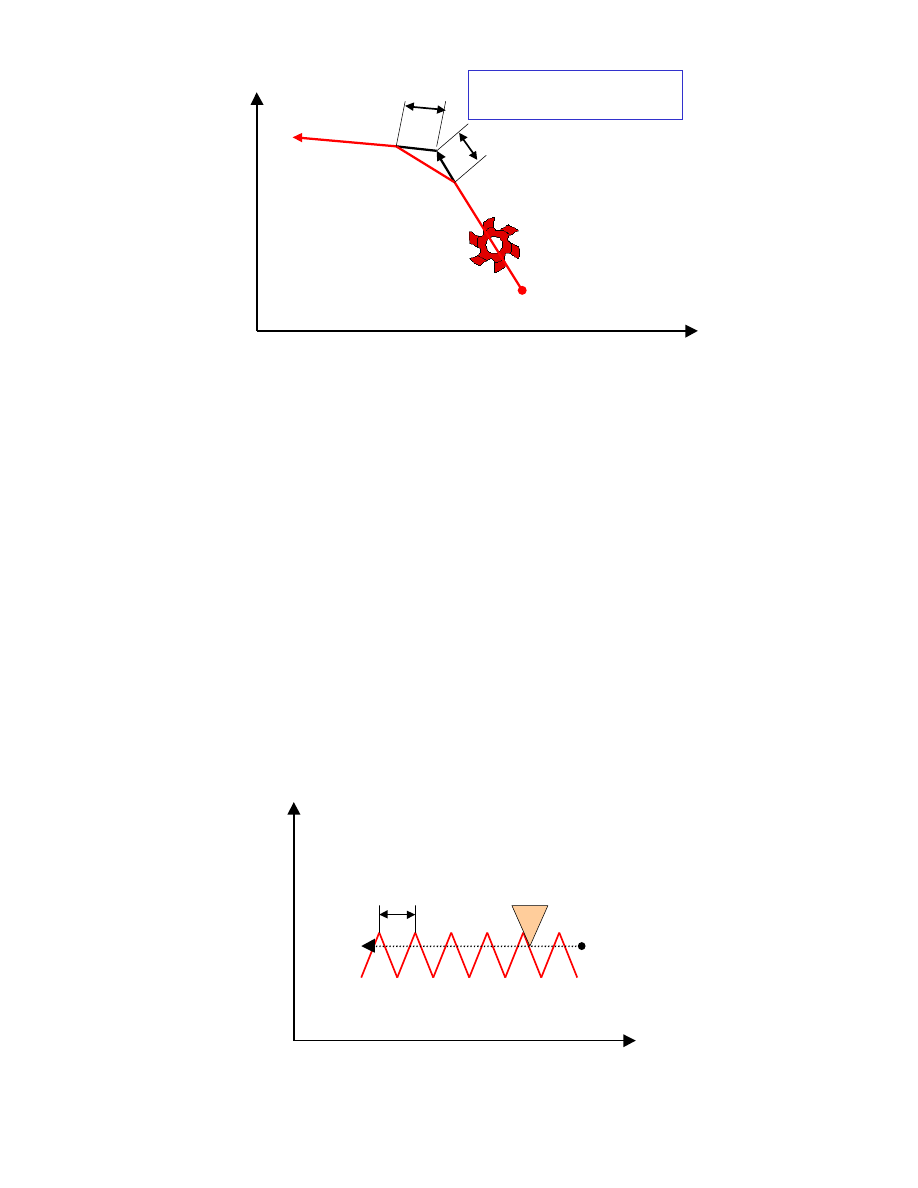
X
Y
70
50
80
80
1
10
20
10
3
10
2
N05
G1 X50 Y70 CHR=10
N15
G1 X10 Y80
Rys. 60. Programowanie sfazowania kraw dzi z wykorzystaniem funkcji CHR
(szeroko fazy)
3.4. Interpolacja spiralna o stałym skoku G33
Działanie funkcji G33 polega na stworzeniu “elektronicznej gitary”,
sprz gaj cej ruch obrotowy wrzeciona z posuwami liniowymi, dzi ki czemu pocz tek
ruchu narz dzia odbywa si zawsze przy tym samym poło eniu k towym wrzeciona.
Pozwala to na toczenie gwintów czy zarysów spiralnych przy wielokrotnych
przej ciach narz dzia (głównie na tokarce).
Tak jak w innych rodzajach interpolacji musi by podany punkt ko cowy ruchu
przy zachowaniu wszystkich obowi zuj cych zasadach dotycz cych rodzaju
współrz dnych, jednostek itp. Ruch z interpolacj spiraln odbywa si zawsze na
płaszczy nie, zdefiniowanej przez funkcje G17, G18, G19. Dodatkow informacj jest
skok spirali (zawsze jako liczba dodatnia), programowany za pomoc parametrów
interpolacji I, J, K odpowiednio do osi, wzdłu której odbywa si ruch (rys. 61. i 62.).
Je eli interpolacja spiralna obejmuje ruch w dwóch osiach liniowych to podaje
si tylko skok spirali tylko wzdłu jednej osi, przy czym jest to ta o , wzgl dem której
tor ruch tworzy mniejszy k t (rys. 63. i 64.)
Z
20
100
G33 Z20 K4
4
1
2
X
Rys. 61. Programowanie interpolacji spiralnej wzdłu osi Z
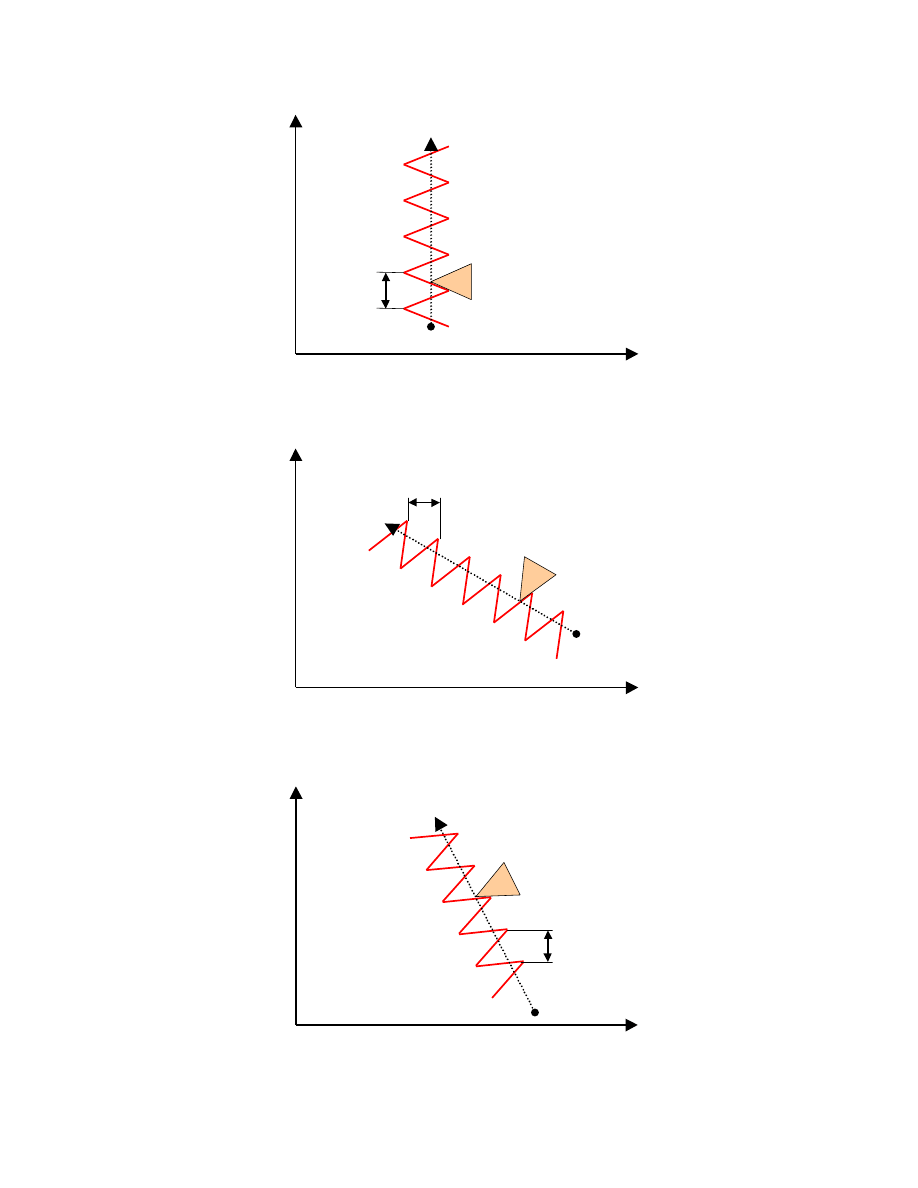
Z
100
20
20
100
G33 X100 I4
4
1
2
X
Rys. 62. Programowanie interpolacji spiralnej wzdłu osi X
Z
70
20
30
100
G33 Z30 X70 K5
1
2
5
X
Rys. 63. Programowanie interpolacji spiralnej pod k tem
Z
80
10
50
80
G33 Z50 X80 I5
1
2
5
X
Rys. 64. Programowanie interpolacji spiralnej pod k tem
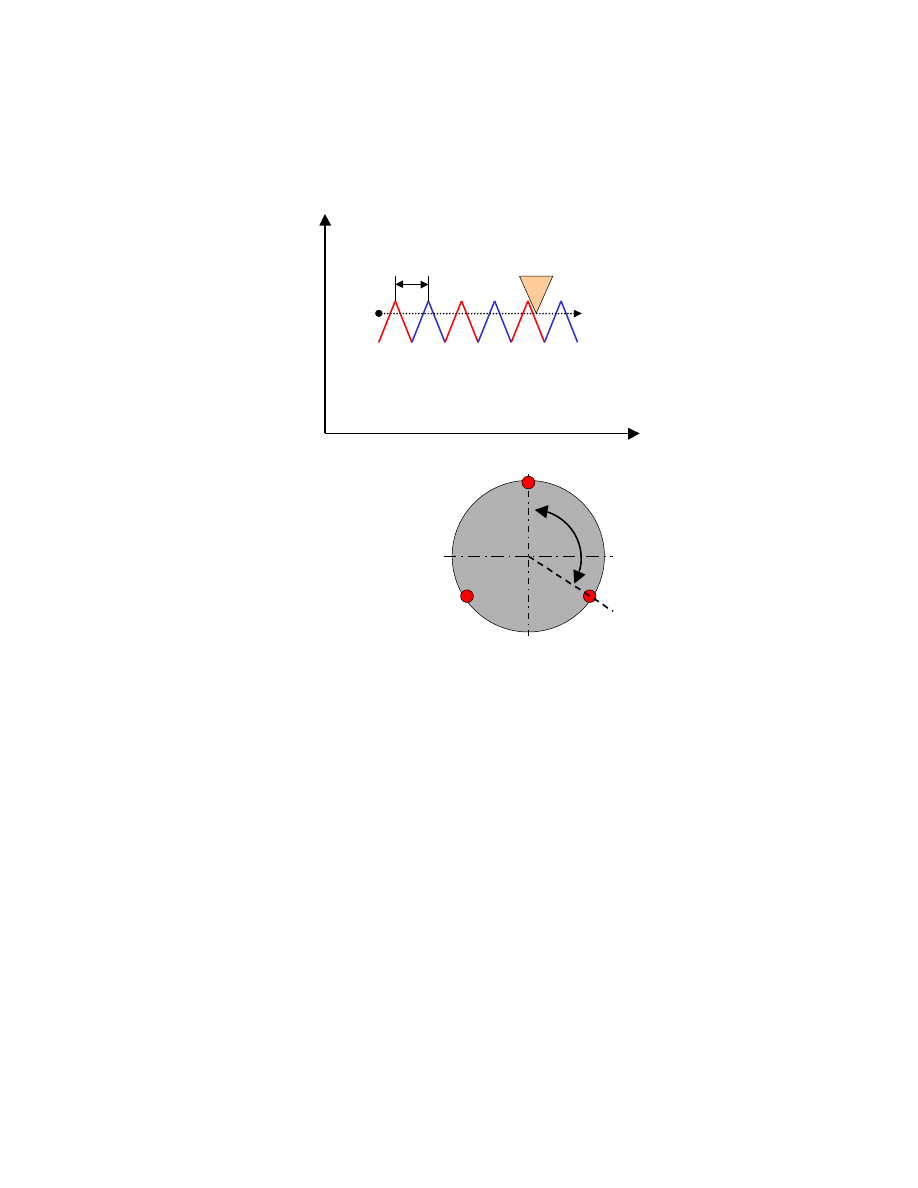
Przy nacinaniu gwintów wielozwojnych istnieje konieczno zmiany k towego
poło enia wrzeciona przy rozpocz ciu ruchu. Domy lnie odbywa si to przy poło eniu
k towym wrzeciona równym 0
°. Przy pomocy adresu SF mo na zaprogramowa inne
poło enie k towe wrzeciona. Na rys. 65. przedstawiono przykład zaprogramowania
fragmentu obróbki gwintu 3-zwojnego przy wykorzystaniu adresu SF.
Z
60
20
20
100
G33 Z100 K4 SF=180
4
2
1
X
120
°
G33 Z100 K4 SF=0 ;1. zwój
G33 Z100 K4 SF=120 ; 2. zwój
G33 Z100 K4 SF=240 ; 3. zwój
Rys. 65. Programowanie obróbki gwintu wielozwojnego
Nale y pami ta , e obróbka gwintu no em tokarskim wymaga wykonania
wielu przej narz dziem i na ogół do tego celu wykorzystuje si odpowiedni cykl
obróbkowy (patrz dalsze rozdziały).
3.5. Interpolacja spiralna o zmiennym skoku G34/G35
W rzadko spotykanych przypadkach zachodzi konieczno naci cia linii
spiralnej o zmiennym skoku. Do tego celu słu funkcje G34 (rosn cy skok) i G35
(malej cy skok). Programowanie ruchu z funkcjami G34/G35 jest identyczne jak dla
G33, podaje si jeszcze zmian skoku linii spiralnej pod adresem F w [mm/obr], np.
G34 Z20 K-5 F0.01
G35 Z20 K-5 F0.01
Warto zmiany skoku gwintu mo na wyznaczy z nast puj cej zale no ci:
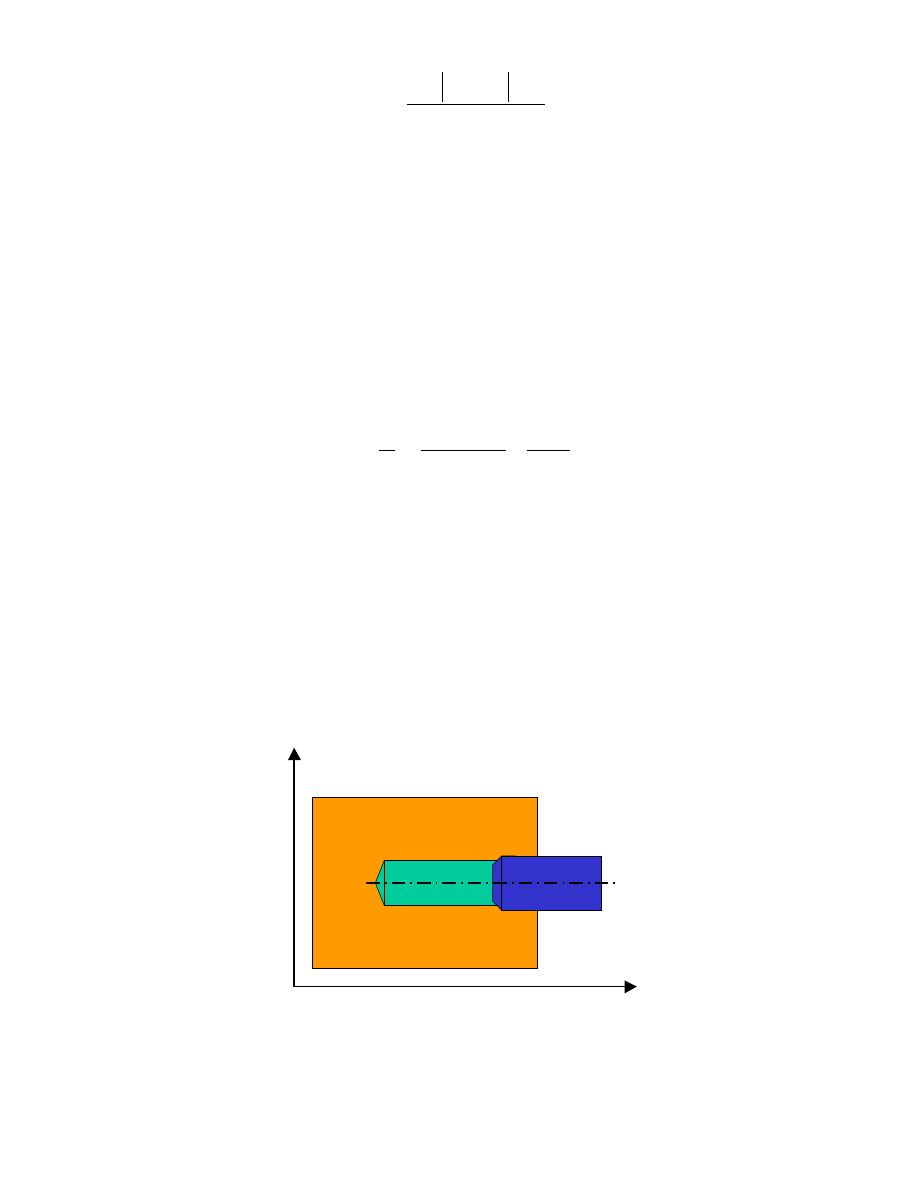
)
(
*
2
2
2
e
b
g
e
b
p
p
L
p
p
F
+
−
−
=
gdzie: p
b
– skok pocz tkowy linii spiralnej
p
e
– skok ko cowy linii spiralnej
L
g
– długo nacinanej linii spiralnej
3.6. Nacinanie gwintów z wykorzystaniem funkcji G63
Obróbka gwintów za pomoc narz dzi kształtowych (np. gwintowników) przy
braku dokładnego skojarzenia ruchu obrotowego wrzeciona z ruchami liniowymi
(inaczej ni dla interpolacji G33) mo e by wykonywana przy wykorzystaniu
interpolacji liniowej G1. Sprz enie posuwu liniowego z k tem obrotu wrzeciona jest
uzyskiwane wył cznie przez odpowiednie zaprogramowanie obrotów wrzeciona
(adres S) i posuwu liniowego (adres F). Musi by zatem zachowany warunek:
]
obr
[
]
mm
[
min]
/
obr
[
min]
/
mm
[
=
=
S
F
p
gdzie p jest skokiem gwintu. Poniewa zarówno warto pr dko ci obrotowej
wrzeciona, jak i posuwu mo e by modyfikowana przez operatora obrabiarki (s do
tego przeznaczone pokr tła lub przyciski na pulpicie maszynowym), co mo e
doprowadzi do uzyskania innej warto ci skoku ni zaprogramowana. Dlatego funkcja
G63 wył cza nastawy operatora, ustawiaj c je na warto ci równe 100% dla obu
adresów (S i F).
Gwintowanie z funkcj G63 (w poł czeniu z funkcj G1) – rys. 66. – z uwagi
na brak dokładnego sprz enia ruchu obrotowego z liniowym ruchem posuwu jest
realizowane przede wszystkim przy wykorzystaniu oprawek kompensacyjnych,
umo liwiaj cych korekcj osiow (wydłu anie i skracanie) narz dzia. Funkcja
G63
jest funkcj niemodaln .
Z
Y
100
G63 G1 Z100 S200 F150
Rys. 66. Programowanie obróbki gwintu z funkcj G63
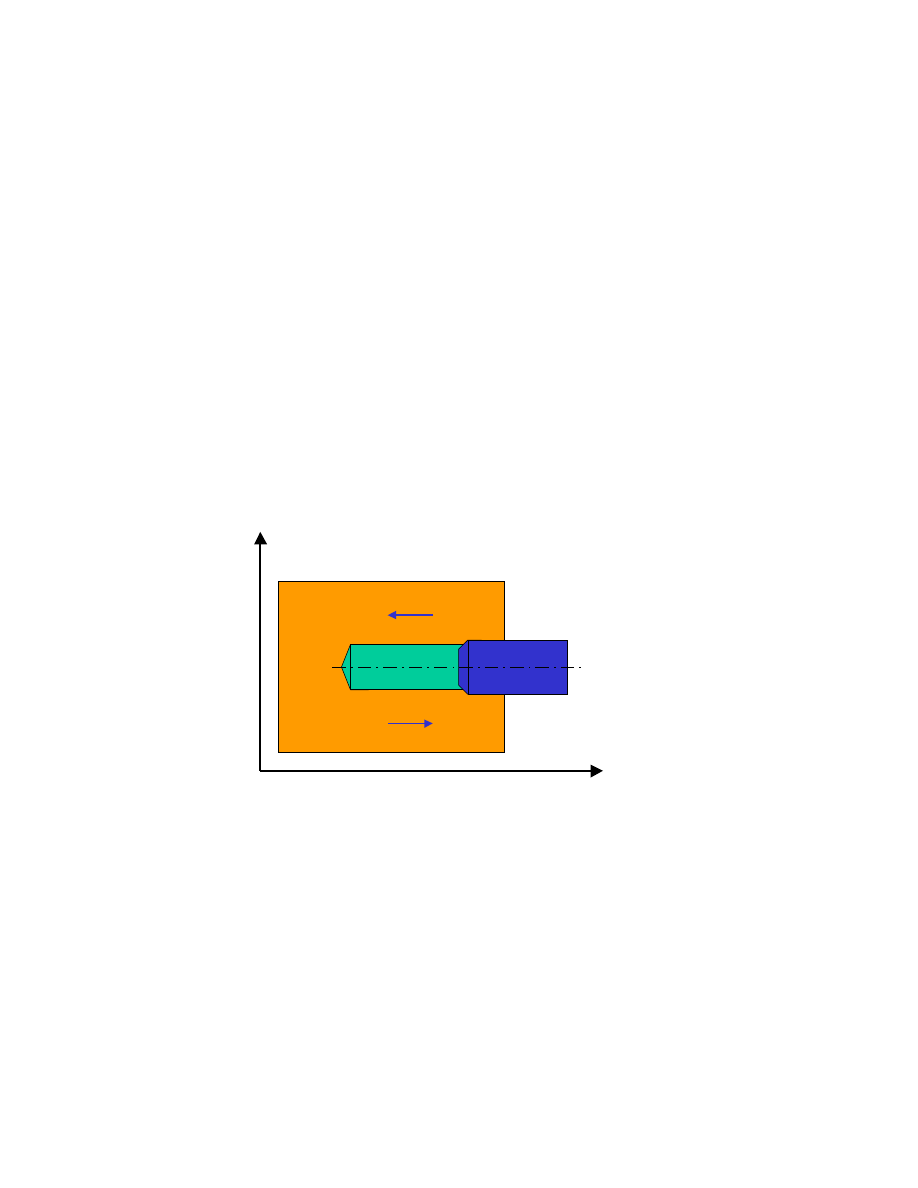
3.7. Interpolacja rubowa G331/G332
Interpolacja rubowa G331/G332 przeznaczona jest do obróbki gwintów
narz dziami kształtowymi (np. gwintownikami), przy czym w przeciwie stwie do
funkcji obróbki z wykorzystaniem funkcji G63 istnieje dokładne sprz enie ruchu
obrotowego wrzeciona z liniowym ruchem posuwu wzdłu osi wrzeciona. Dlatego
przy tym rodzaju interpolacji jest mo liwa obróbka bez u ycia oprawek
kompensacyjnych.
Programuj c ruch z interpolacj G331/G332 podaje si współrz dne punktu
ko cowego ruchu, dokładnie jak ma to miejsce przy innych rodzajach interpolacji.
Dodatkowo programuje si pr dko obrotow wrzeciona S podczas gwintowania,
poniewa przed rozpocz ciem gwintowania nale y zaprogramowa pozycjonowane
zatrzymanie wrzeciona (funkcja
SPOS). Skok gwintu jest programowany pod
parametrami interpolacji I, J, K stosownie do osi, wzdłu której ruch si odbywa. Znak
stoj cy przy warto ci parametru interpolacji wpływa na kierunek obrotów wrzeciona
przy nacinaniu gwintu (funkcja G331) – warto dodatnia oznacza obroty prawe (M3),
ujemna lewe (M4), przy czym przy wycofaniu narz dzia (G332) nast puje
automatyczna zmiana kierunku obrotów wrzeciona. Znak parametru interpolacji musi
by identyczny dla obu funkcji.
Z
SPOS=0
G331 Z100 S200 K0.8
G332 Z200 K0.8
Y
100
G331
G332
I, J, K > 0 - M3
I, J, K < 0 - M4
200
Rys. 67. Programowanie obróbki gwintu przy u yciu interpolacji rubowej
G331/G332
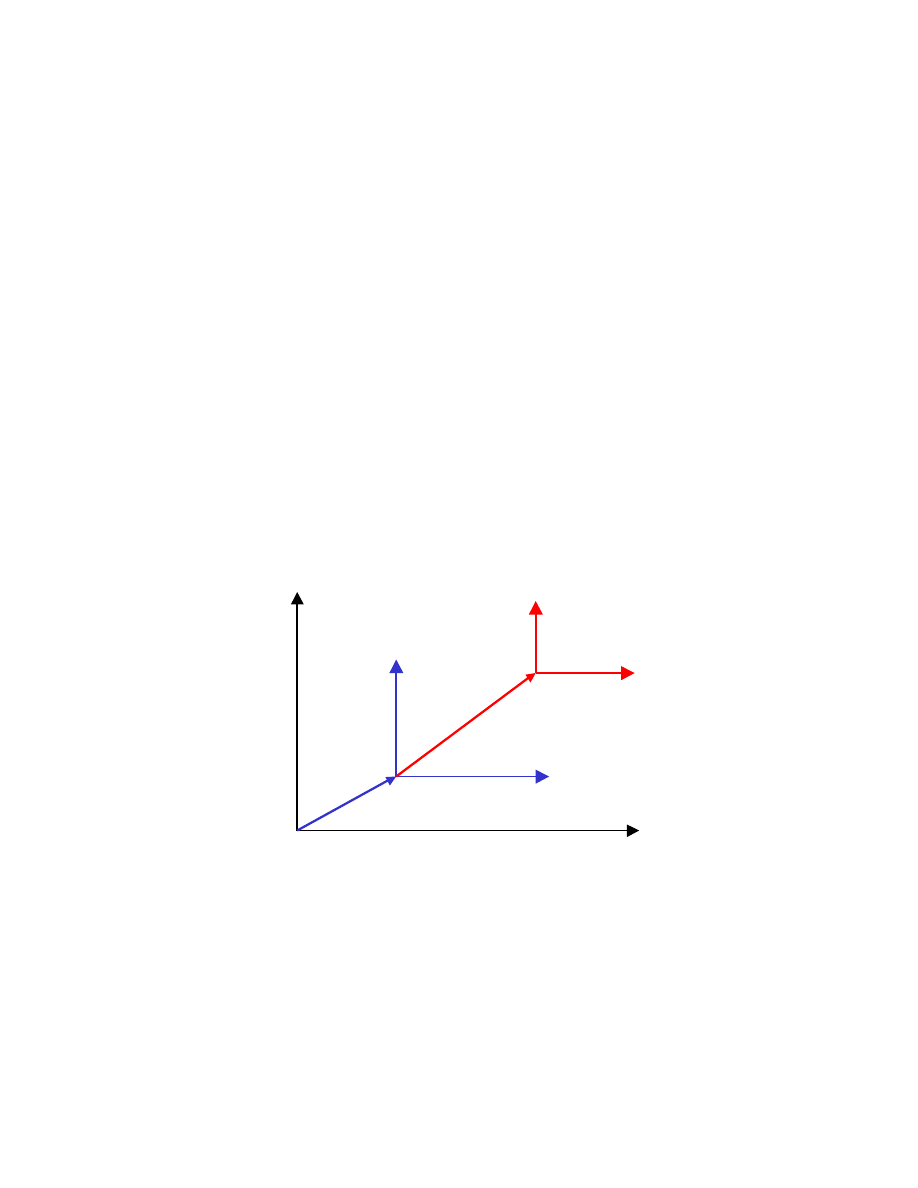
4. T
RANSFORMACJE UKŁADU WSPÓŁRZ DNYCH
(FRAMES)
Idea programowalnych transformacji układów współrz dnych (FRAMES)
polega na definiowaniu reguł przekształcania jednego układu współrz dnych w drugi
poprzez zastosowanie przesuni , obrotów itp. transformacji geometrycznych. Reguły
te s zapisywane w postaci macierzy, gdy proces przeliczania współrz dnych
z jednego układu w drugi najpro ciej zrealizowa przy pomocy tego mechanizmu. Do
transformacji tych nale równie ustawcze punkty zerowe (G54, G55,...) dla których
podobne operacje na bazowym układzie współrz dnych mog zosta zrealizowane.
W układzie sterowania Sinumerik 840D zawarte s cztery podstawowe
transformacje, programowane przy u yciu o miu funkcji. Podzielone s one na dwie
grupy:
1.
Funkcje działaj ce w odniesieniu do bie cego ustawczego układu współrz dnych
(G54, G55, ....): TRANS, ROT, MIRROR, SCALE
2.
Funkcje działaj ce addytywnie w odniesieniu do bie cego układu współrz dnych
(ustawczego lub programowalnego): ATRANS, AROT, AMIRROR, ASCALE.
Funkcje te musz by programowane osobno w oddzielnych blokach. Poni ej zostan
one bardziej szczegółowo omówione.
TRANS, ATRANS – przesuni cie (translacja układu współrz dnych) polega na
przesuni ciu pocz tku układu współrz dnych o zadany wektor, którego współrz dne
s programowane pod adresami X, Y, Z (rys. 68.).
X
Y
60
20
40
100
TRANS X40 Y20
....
ATRANS X60 Y40
X
X
Y
Y
Rys. 68. Translacja układu współrz dnych
ROT, AROT – obrót układu współrz dnych wokół osi o k t programowany na dwa
sposoby (rys. 69. i 70.):
–
Pod adresem
RPL wokół osi prostopadłej do płaszczyzny, programowanej przez
adresy G17/G18/G19 (tylko jeden obrót w bloku)
–
Pod adresami X, Y i Z wokół tych osi (wiele obrotów w jednym bloku –
transformacja przestrzenna układu współrz dnych), przy czym jest zachowana
nast puj ca kolejno obrotów: wokół osi Z, Y i X.
Kierunek dodatni k ta obrotu jest przeciwny do ruchu wskazówek zegara.
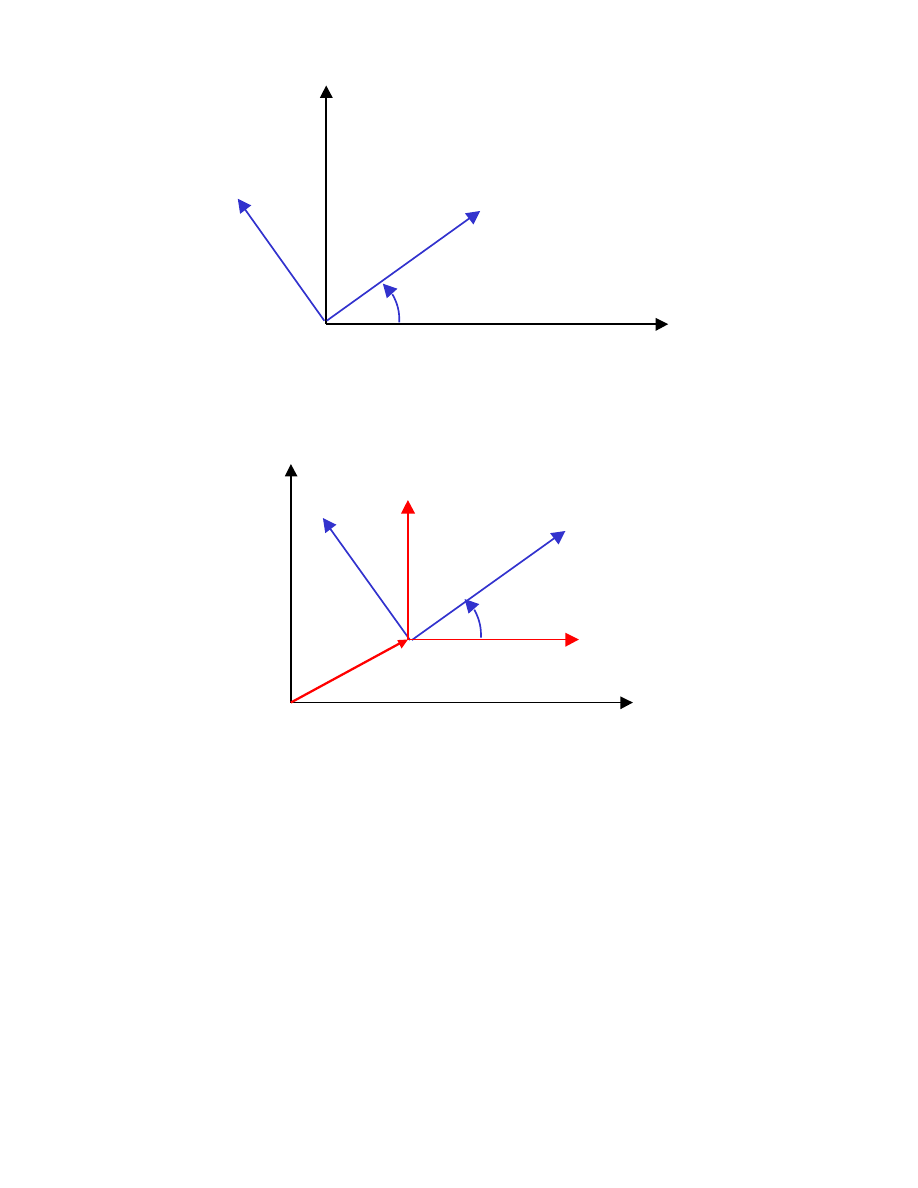
Y
G17 ROT RPL=30
30
°
X
ROT Z30
X
Y
Rys. 69. Obrót układu współrz dnych wokół osi
Y
TRANS X40 Y30
AROT Z30
30
°
X
40
30
X
X
Y
Y
Rys. 70. Obrót układu współrz dnych wokół osi
SCALE, ASCALE – zmiana współczynnika skali osi układu współrz dnych
(rys. 71.). Programowa mo na współczynniki skali osobno dla ka dej osi pod
adresami X, Y i Z. Przy obliczaniu współrz dnych w układzie bazowym warto ci
współrz dnych w układzie poddanym skalowaniu s mno one przez zaprogramowane
współczynniki skaluj ce.
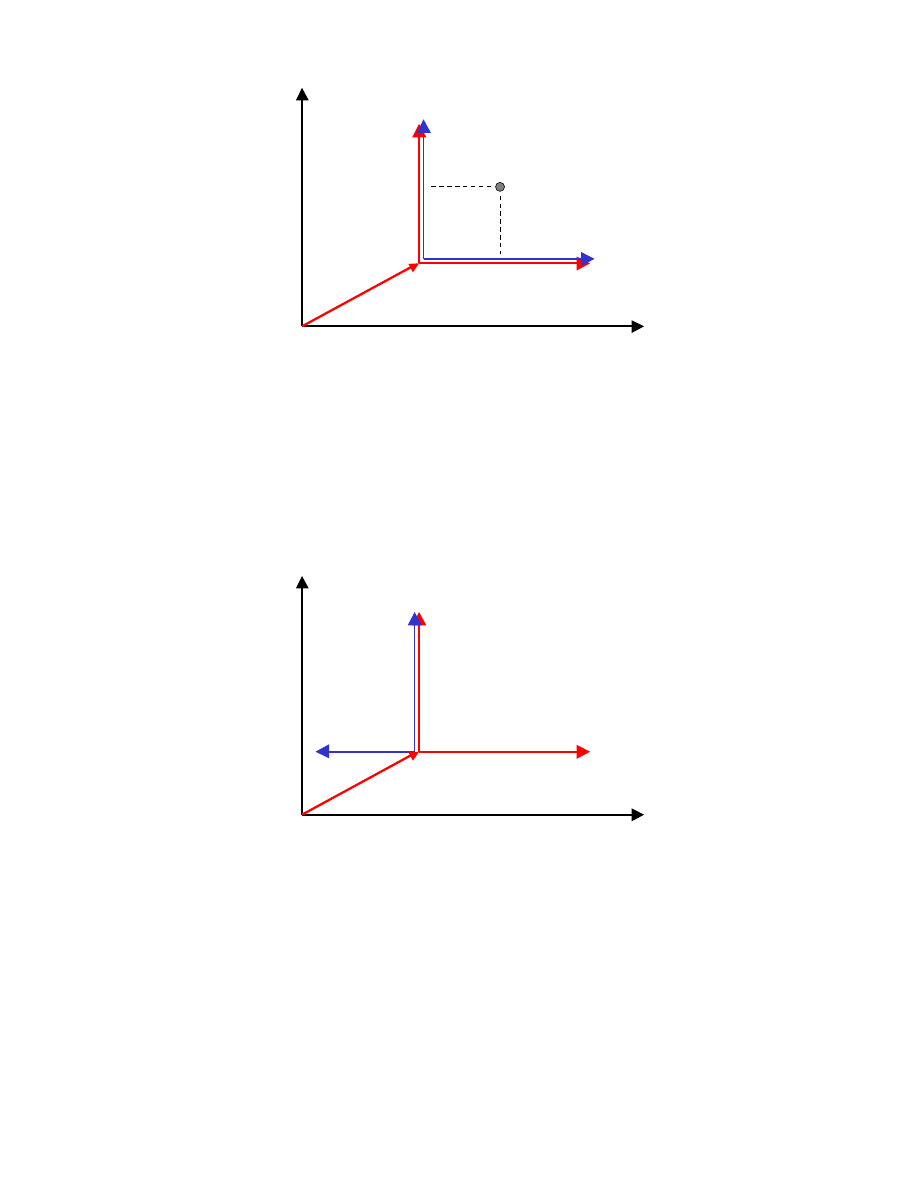
Y
TRANS X40 Y30
ASCALE X0.5 Y2
X
40
30
20
30
10
60
X
Y
Rys. 71. Skalowanie osi układu współrz dnych
MIRROR, AMIRROR – symetria osiowa (odbicie lustrzane) układu współrz dnych
(rys. 72.). Programowana jest o , która podlega transformacji przez podanie w bloku
adresu X, Y lub Z, przy czym warto tych adresów jest dowolna (nie wpływa na
transformacj ). Funkcje MIRROR, AMIRROR automatycznie zmieniaj kierunki
interpolacji kołowej (G2, G3) oraz kierunki kompensacji promienia narz dzia (G41,
G42).
Y
TRANS X40 Y30
AMIRROR X0
X
40
30
X
X
Y
Rys. 72. Symetria osiowa (odbicie lustrzane) układu współrz dnych
Je eli w bloku wyst puj same adresy TRANS, ROT, SCALE lub MIRROR
bez parametrów definiuj cych transformacje, to powoduje to kasowanie wszystkich
programowalnych zmian układu współrz dnych i powrót do aktywnego ustawczego
układu współrz dnych (G54, G55, ....).
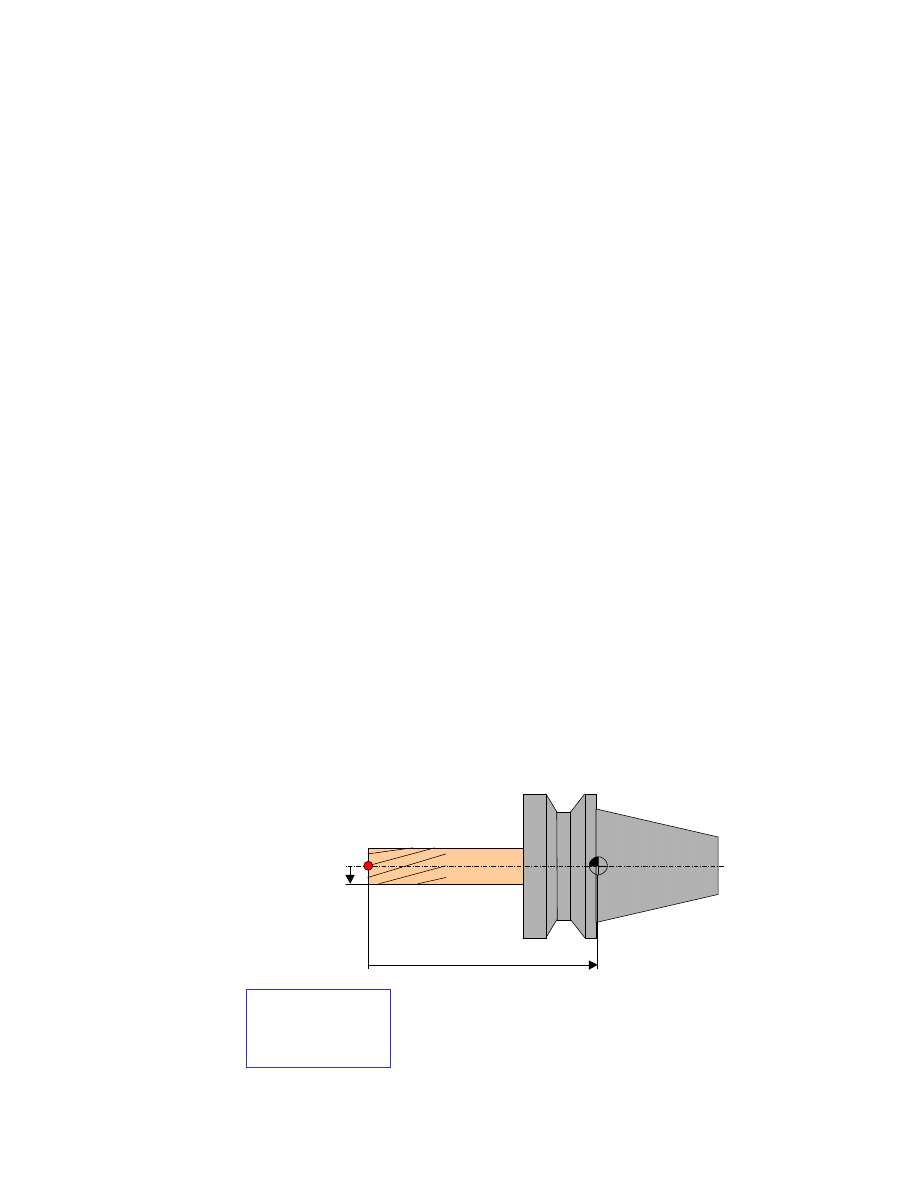
5. P
ROGRAMOWANIE DANYCH NARZ DZIOWYCH
Jak wspomniano wcze niej, układ sterowania dla prawidłowego sterowania
ruchem narz dzia musi zna jego wymiary charakterystyczne. S one przechowywane
w tzw. rejestrach narz dziowych. Dla ka dego narz dzia w układzie sterowania
Sinumerik 840D przewidziano po 10 rejestrów, adresowanych jako
D0, D1, D2,...,D9.
Jednoznaczne zidentyfikowanie rejestru narz dziowego wymaga zaprogramowania
zarówno numeru narz dzia (adres T), jak i przypisanego do niego rejestru (adres D).
Je eli nie jest zaprogramowanny adres D to układ sterowania automatycznie aktywuje
rejestr D1 danego narz dzia.
Niedost pny dla modyfikacji rejestr D0 zawiera zerowe wymiary narz dzia
(prowadzi to do bezpo redniego programowania ruchu punktu kodowego
F).
Swobodnie mo na natomiast zmienia zawarto pozostałych rejestrów. Ka dy
z rejestrów zawiera max. 25 warto ci numerycznych, przy czym zazwyczaj tylko cz
z nich jest u ywana do opisu parametrów narz dzi przy kompensacji ich długo ci
i promienia ostrza. Pozostałe mog by u yte w przyszło ci lub przez u ytkownika do
innych celów.
Najwa niejszym parametrem rejestru narz dziowego jest typ narz dzia.
Zdefiniowano nast puj ce grupy narz dzi:
1xx
– narz dzia frezarskie
2xx
– narz dzia wiertarskie
4xx
– narz dzia szlifierskie
5xx
– narz dzia tokarskie
7xx
– narz dzia do rowków
“xx” w powy szych oznaczenia zast puje warto ci liczbowe, odpowiadaj ce
konkretnemu rodzaju narz dzia w ramach typu, np. 500 opisuje nó zdzierak, 250
rozwiertak itd. W zale no ci od typu narz dzia zmienia si zawarto i interpretacja
rejestrów narz dziowych. Poni ej przedstawiono te dane dla najcz ciej u ywanych
typów narz dzi (rys. 73., 74. i 75.).
F
Typ 1
Frezarskie
P
L1
R
Rejestr narz dziowy:
typ
L1
R
Rys. 73. Najwa niejsze parametry narz dzi frezarskich
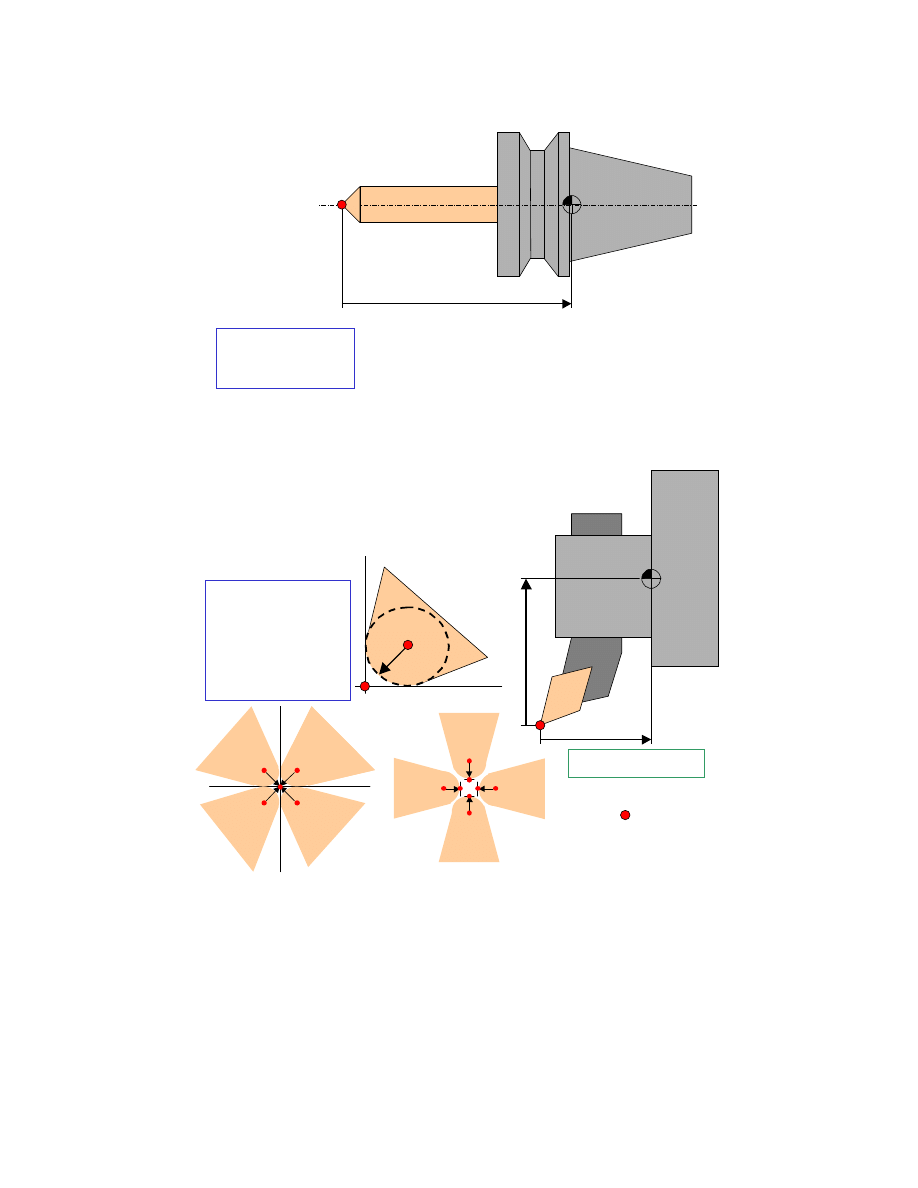
F
Typ 2
Wiertarskie
P
L1
Rejestr narz dziowy:
typ
L1
Rys. 74. Najwa niejsze parametry narz dzi wiertarskich
F
Typ 5
Tokarskie
P
Rejestr narz dziowy:
typ
poło enia ostrza
L1
L2
R
L
1
S
R
P
S
S
S
S
SS
S
S
S
4
3
1
2
5
8
6
7
P=S
9
poło enie ostrza
Rys. 75. Najwa niejsze parametry narz dzi tokarskich
Szczególnym typem narz dzi jest grupa 5xx (narz dzia tokarskie). Jako jedyna
posiada w rejestrze narz dziowym pozycj o nazwie poło enie ostrza. Definiuje ono
kierunek przesuni cia punktu kodowego
P (na przeci ciu si stycznych do kraw dzi
narz dzia) na punkt kodowy
S ( rodek okr gu wpisanego w naro e narz dzia).
Zasadno tej operacji zostanie omówiona w nast pnym rozdziale.
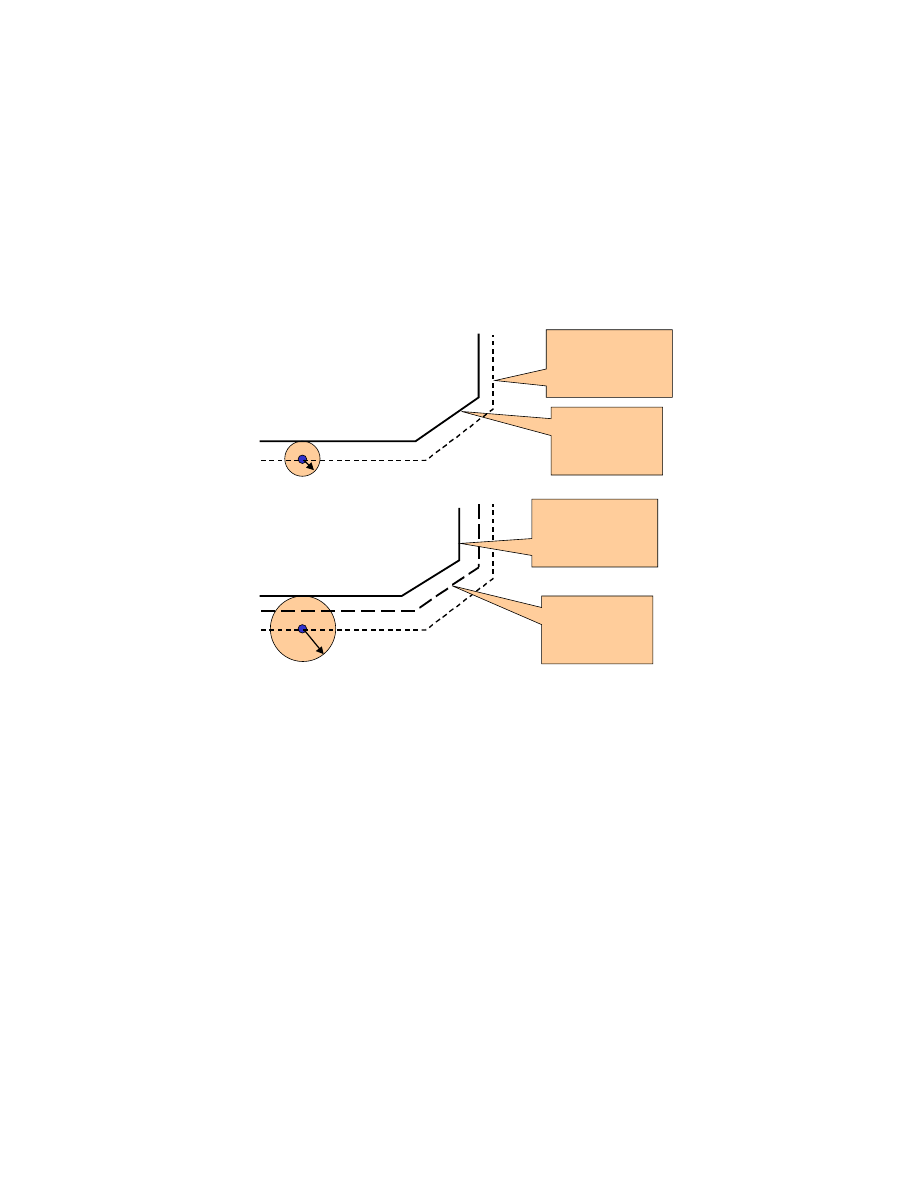
6. K
OMPENSACJA PROMIENIA NARZ DZIA
Wpływ kształtu narz dzia na programowanie obróbki w du ym stopniu zale y
od rodzaju narz dzia i rodzaju obróbki nim realizowanej. Z uwagi na sposób realizacji
kompensacji promienia narz dzia wyró ni mo na dwa przypadki:
1.
Obróbka narz dziami obrotowymi (głównie frezy), obrabiaj cymi powierzchni
boczn . Punkt kodowy
P dla takich narz dzi le y w osi ich obrotu. Programowanie
obróbki takimi narz dziami wymagałoby zatem wyznaczania toru ruchu
równolegle do programowanego konturu (ruch po ekwidystancie, równoodległej do
konturu), przesuni tego o warto promienia narz dzia (R1 na rys. 76.).
?
Kontur
zadany
Tor ruchu
programowany
P
P
R2
R1
Kontur
zadany
Kontur
wykonany
Rys. 76. Zagadnienie kompensacji promienia narz dzia dla obróbki frezarskiej
Je eli obróbka takiego konturu odbywałaby si narz dziem o innym promieniu
(R2 na rys. 76.) to uzyskanoby inny kontur, niezgodny z konturem wymaganym
po obróbce. Praktyczne rozwi zanie tego problemu polega na tym, i obliczanie
ekwidystanty (toru ruchu po konturze równoodległym) odbywa si nie na etapie
tworzenia programu steruj cego, ale w czasie jego wykonania na obrabiarce, kiedy
układ sterowania posiada zapisan w rejestrach narz dziowych rzeczywist
warto promienia narz dzia (rys. 78.). Wtedy najmniejsze nawet zmiany tej
warto ci s uwzgl dniane w obliczeniach dzi ki czemu uzyskuje si zawsze tak
sam posta i wymiary konturu po obróbce, jaka została zaprogramowana. Na
etapie programowania nie uwzgl dnia si promienia narz dzia (przyjmuje si go
jako
równy zero – rys. 77.). Przy obliczaniu toru ruchu podczas wykonywania
programu układ sterowania musi by poinformowany, e tak czynno powinien
wykonywa (domy lnie przyjmuje si ruch narz dzia bez kompensacji promienia),
oraz po której ekwidystancie ma przemieszcza narz dzie, gdy jak łatwo
zauwa y , ka dy kontur posiada dwie ekwidystanty.
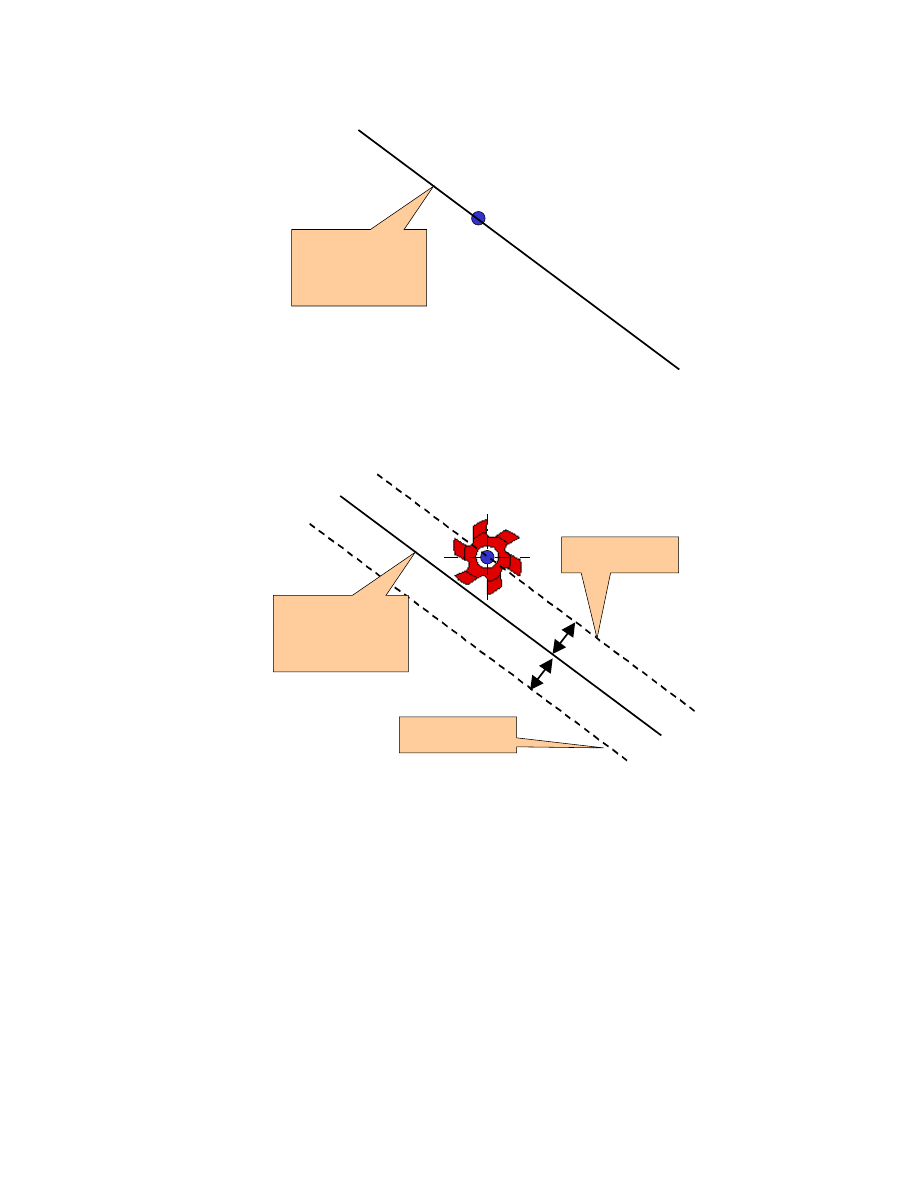
P
Kontur
zadany =
programowany
R=0
Programowanie
Rys. 77. Programowanie obróbki frezarskiej z zerowym promieniem narz dzia
P
R
Kontur
zadany =
programowany
1. ekwidystanta
2. ekwidystanta
R
Wykonanie programu
Rys. 78. Obróbka frezarska z uwzgl dnieniem rzeczywistej warto ci promienia
narz dzia
2.
Obróbka narz dziami nieobrotowymi (narz dzia tokarskie), polegaj ca na
kształtowaniu powierzchni obrabianej kraw dzi skrawaj c przesuwaj c si
wzgl dem obracaj cego si przedmiotu obrabianego. Fragmentem tej kraw dzi,
maj cym najwi kszy wpływ na kształtowanie powierzchni przedmiotu, jest naro e
(kraw d przej ciowa pomi dzy głównymi kraw dziami skrawaj cymi)
zaokr glone promieniem r
ε
. Natomiast punkt kodowy
P, którego poło enie jest
programowane, le y zazwyczaj na przeci ciu si stycznych do naro a,
równoległych do osi układu bazowego (wynika to m.in. ze sposobu pomiaru
wymiarów narz dzia). Konsekwencj tego faktu jest to, i punkt kodowy
P le y
poza kraw dzi skrawaj c . Programowanie poło enia tak przyj tego punktu
kodowego powoduje w pewnych warunkach powstanie innego konturu po obróbce
ni programowany tor ruchu (rys. 79.).
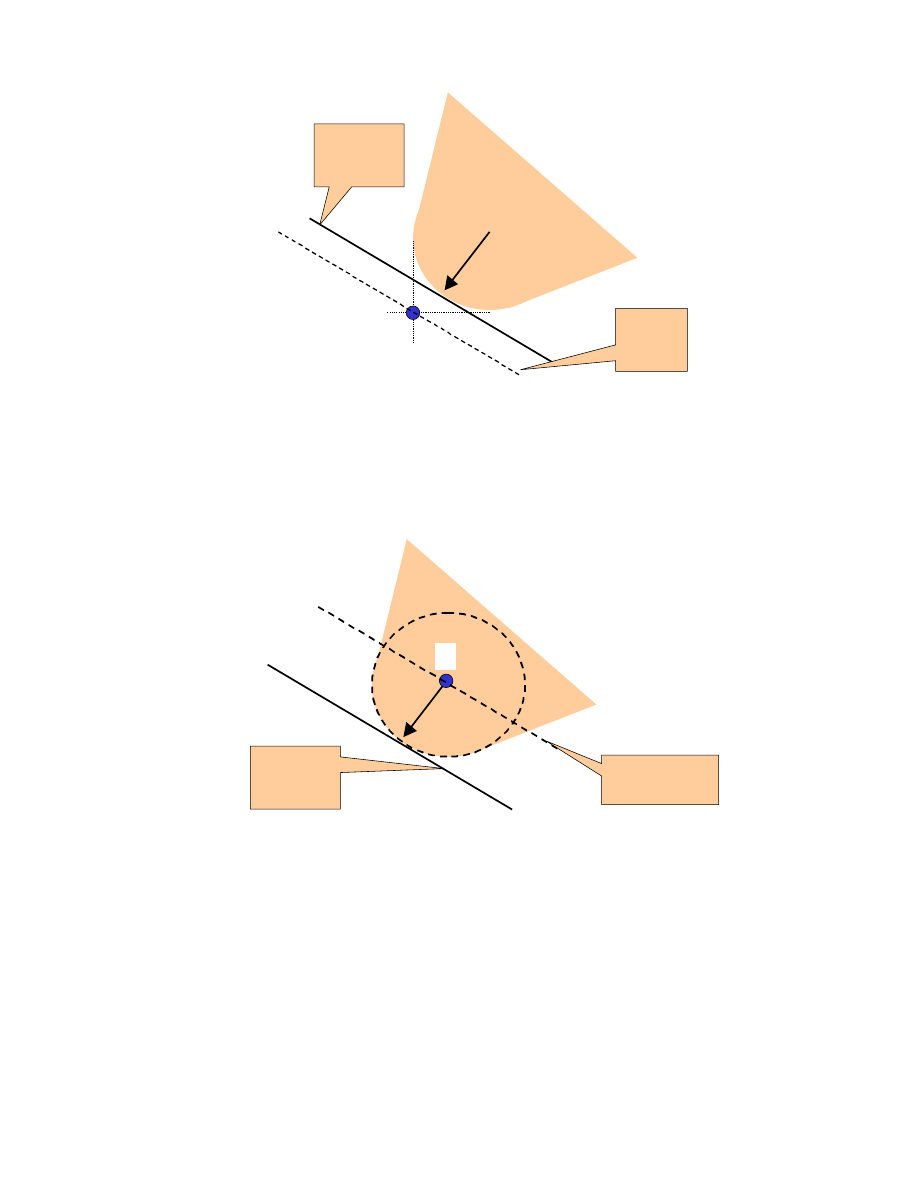
?
Kontur
wykonany
Kontur
zadany
r
ε
P
Rys. 79. Zagadnienie kompensacji promienia narz dzia w obróbce tokarskiej
Powstała ró nica pomi dzy konturem zadanym (nominalnym) a powstałym po
obróbce jest znaczna i nie mo e by pomini ta. Aby rozwi za ten problem
przyjmuje si programowa nie ruch punktu
P, ale punktu rodka okr gu
wpisanego w naro e ostrza (punkt kodowy
S) (rys. 80.).
S
r
ε
Ekwidystanta
Kontur
obrabiany
Rys. 80. Kompensacja promienia narz dzia w obróbce tokarskiej
W takiej sytuacji mo emy analizowa ruch no a tokarskiego jako przemieszczanie
si “freza” o rodku
S i promieniu r
ε
, co sprowadza si do opisanego
w poprzednim punkcie ruchu narz dzia po ekwidystancie. Nale y jednak
pami ta , i w dalszym ci gu punktem programowanym w ruchu narz dzia jest
punkt kodowy
P, co wymaga przesuni cia obliczonej ekwidystanty. Ta zmiana
zawsze jest równa warto ci promienia r
ε
narz dzia, przy czym układ sterowania
musi zosta poinformowany o kierunku tego przesuni cia. Parametrem, który za to
odpowiada jest kodowe oznaczenie poło enia ostrza (1...9) – patrz poprzedni
rozdział. Dla kodów 1-4 przesuni cia odbywa si w obydwu osiach (w kierunku
dodatnim lub ujemnym – rys. 81.), dla kodów 5-8 tylko wzdłu jednej osi, a kod 9
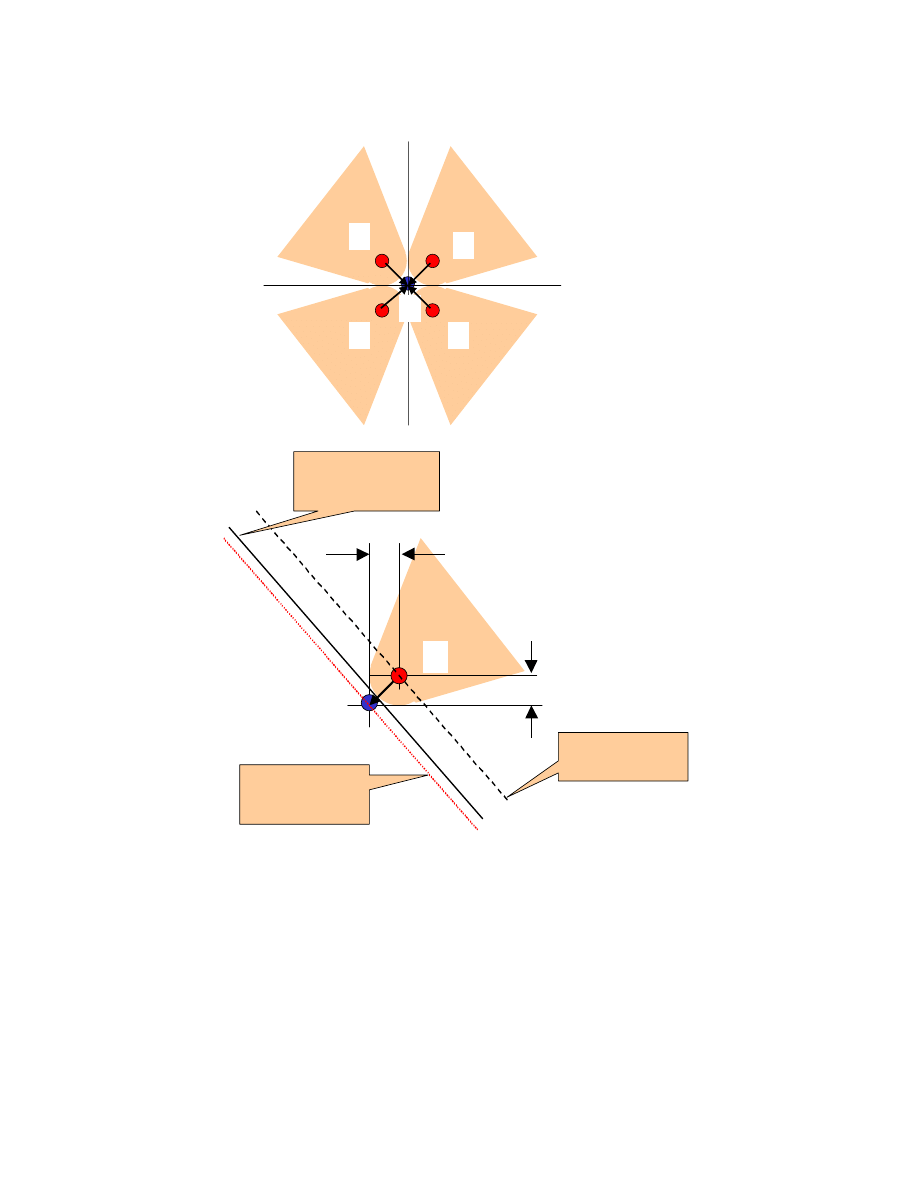
jest przypisany narz dziom nie wymagaj cym kompensacji promienia. Zale no ci
na skorygowane warto ci korektorów narz dziowych podano na rys. 81.
S
S
S
S
P
Kierunek
ostrza
3
4
1
2
S
P
r
ε
r
ε
Ekwidystanta
Kontur
programowany
Tor ruchu
narz dzia
Rys. 81. Zasada przesuni cia ekwidystanty dla narz dzi tokarskich w oparciu
o kodowe oznaczenie kierunku ostrza
Do sterowania sposobem obliczania kompensacji promienia ostrza
przewidziano trzy funkcje (rys. 82.):
G40 – wył czenie kompensacji promienia (ruch punktu kodowego P po konturze
nominalnym);
G41 – wł czenie kompensacji promienia po lewej stronie konturu (ruch punktu
kodowego
P lub S po ekwidystancie, le cej po lewej stronie konturu
nominalnego patrz c w kierunku ruchu narz dzia);
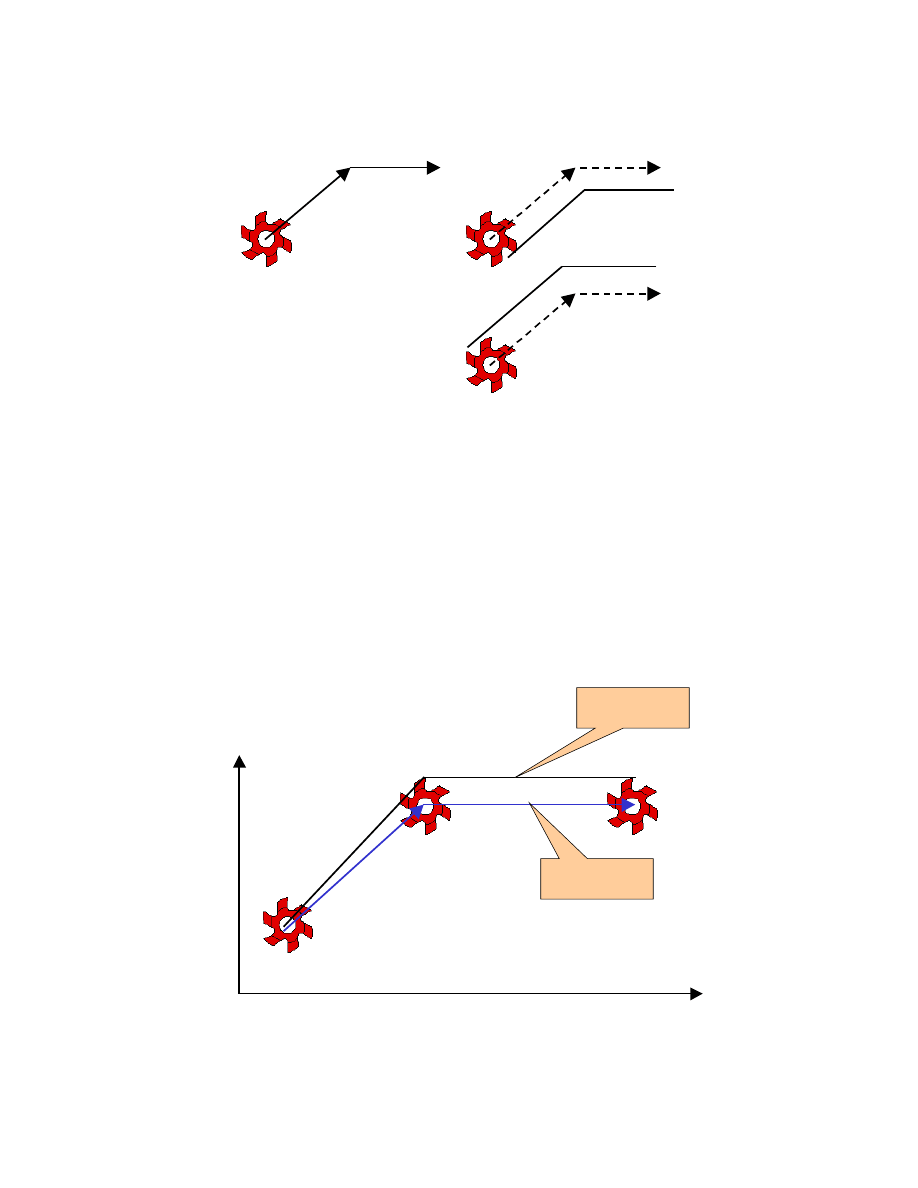
G42 – wł czenie kompensacji promienia po prawej stronie konturu (ruch punktu
kodowego
P lub S po ekwidystancie, le cej po prawej stronie konturu
nominalnego patrz c w kierunku ruchu narz dzia).
G40
G41
G42
Rys. 82. Programowanie kompensacji promienia narz dzia
Ruch w pełni kompensowany jest prosty w programowaniu, newralgicznym
momentem jest jednak jego rozpocz cie i zako czenie. Przej cie z ruchu
niekompensowanego na kompensowany i odwrotnie nie mo e si odby nagle, zawsze
zwi zane to jest z ruchem przej ciowym. Ruch ten mo na opisa nast puj c zasad
(dla rozpocz cia kompensacji): narz dzie w bloku, w którym jest wł czana
kompensacja porusza si do punktu na prostej prostopadłej do konturu
programowanego w nast pnym bloku, przechodz cej przez punkt pocz tkowy tego
konturu. Czyli ruch w pełni kompensowany wyst puje dopiero przy nast pnym
fragmencie konturu w stosunku do przej ciowego (rys. 83.). Podobn zasad mo na
sformułowa dla przypadku wył czania kompensacji promienia narz dzia (rys. 84.).
Wykonywany
Programowany
X
Y
60
20
40
100
200
N05 G0 X40 Z20
N10 G1
G42 X100 Y60
N15 X200
N05
N10
N15
Rys. 83. Programowanie rozpocz cia kompensacji promienia narz dzia
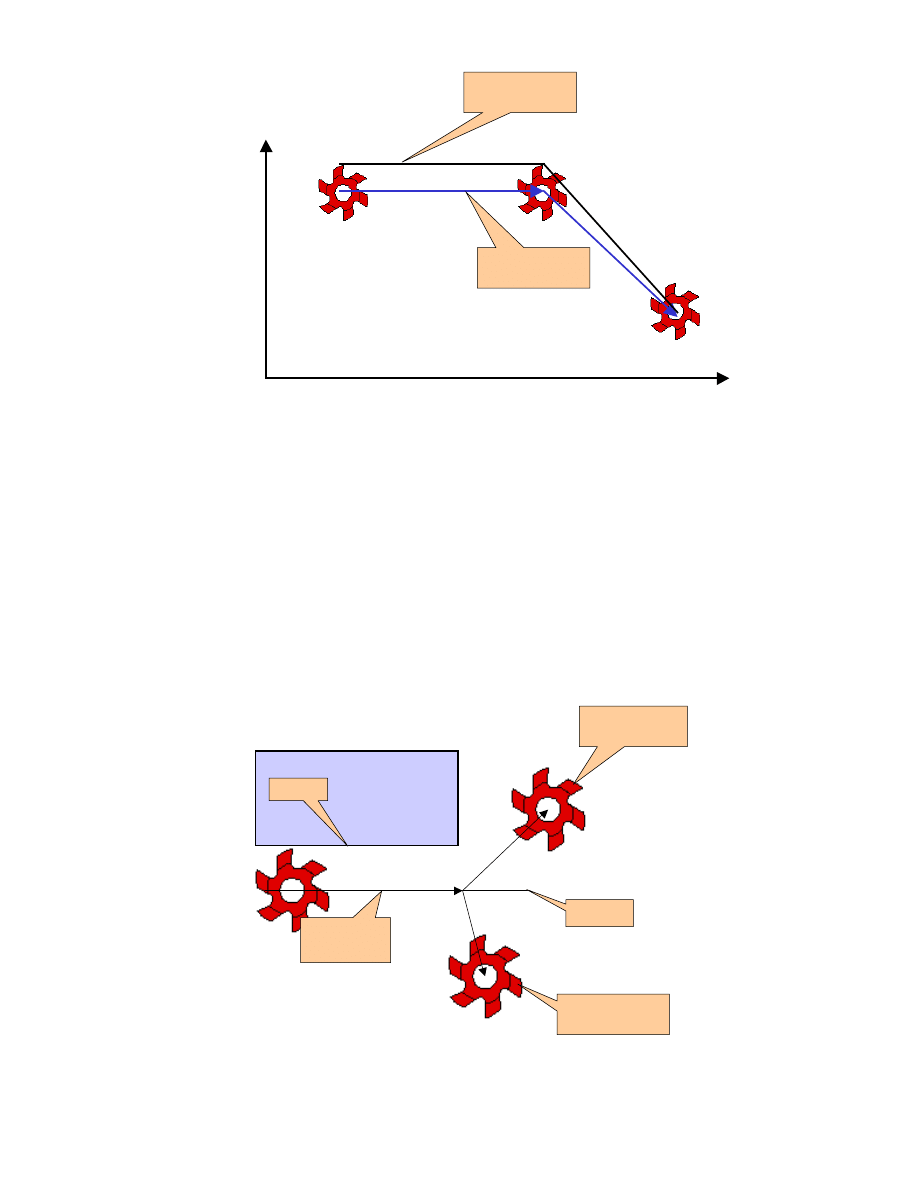
Wykonywany
Programowany
X
Y
60
20
40
130
200
N05 G1
G41 ...
N10 X40 Y60
N15 X130
N20
G40 X200 Y20
N20
N15
Rys. 84. Programowanie zako czenia kompensacji promienia narz dzia
Blok przej ciowy musi by programowany z interpolacj liniow (zalecane) lub
punktow . Nie mo e natomiast wyst pi tu interpolacja kołowa lub inna. Podobna
sytuacja nast puje je eli nast puje zmiana promienia narz dzia przez
zaprogramowanie innego rejestru narz dziowego.
Przy rozpoczynaniu czy ko czeniu ruchu kompensowanego rozró nia si dwa
przypadki pozycjonowania narz dzia (rys. 85.):
1.
Narz dzie przed konturem;
2.
Narz dzie za konturem.
Lini graniczn jest tu styczna do toru ruchu w punkcie
pocz tkowym/ko cowym kompensacji.
Styczna
Kontur
Narz dzie przed
konturem
Narz dzie za
konturem
Ekwidystanta
(tor ruchu)
Rys. 85. Poło enie narz dzia przy rozpocz ciu/zako czeniu ruchu
kompensowanego
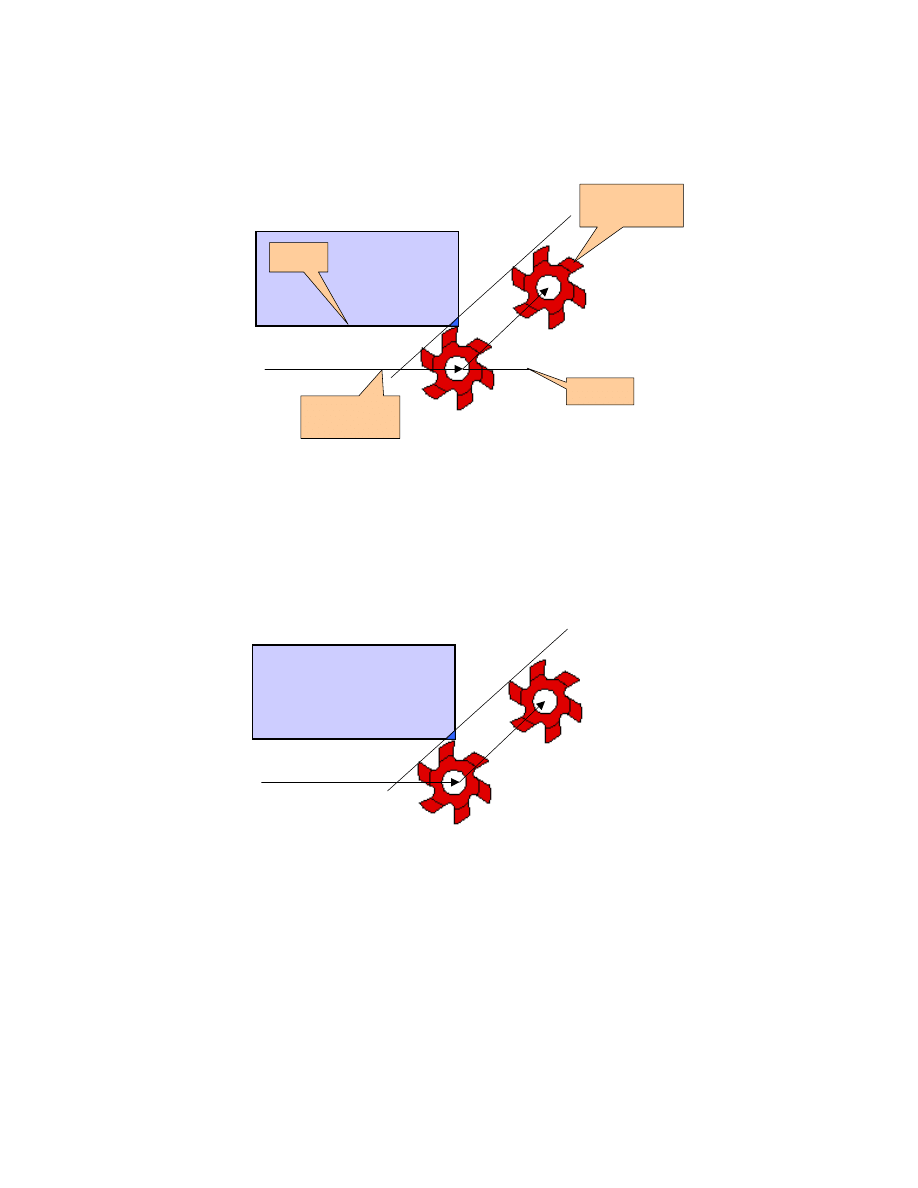
Je eli rozpocz cie lub zako czenie ruchu kompensowanego odbywa si dla
narz dzia przed konturem to nie ma negatywnych skutków takiego ruchu. Inaczej jest
w przypadku narz dzia za konturem. Wtedy mo e doj do ruchu kolizyjnego
(rys. 86.).
Styczna
Kontur
Narz dzie za
konturem
Ekwidystanta
(tor ruchu)
!!
Rys. 86. Ruch narz dzia przy rozpocz ciu/zako czeniu kompensacji promienia
narz dzia – narz dzie za konturem
W układzie sterowania Sinumerik 840D funkcjami spełniaj cymi nadzór nad
sposobem rozpoczynania/ko czenia ruchu kompensowanego s nast puj ce funkcje
przygotowawcze:
NORM
– narz dzie nie wykonuje adnych dodatkowych ruchów (rys. 87.);
G40 NORM ...
Rys. 87. Programowanie rozpocz cia/zako czenia kompensacji promienia narz dzia
z u yciem funkcji NORM
KONT
– narz dzie wykonuje obej cie punktu pocz tkowego/ko cowego
ekwidystanty je eli znajduje si za konturem.
Sposób obej cia jest regulowany przez dwie kolejne funkcje przygotowawcze
układu Sinumerik 840D:
G450
– obej cie po łuku o rodku w punkcie pocz tkowym/ko cowym
programowanego konturu i promieniu narz dzia (rys. 88.);
G451
– obej cie przez punkt przeci cia stycznych do okr gu o rodku
w punkcie
pocz tkowym/ko cowym
programowanego
konturu
i promieniu narz dzia (rys. 88.).
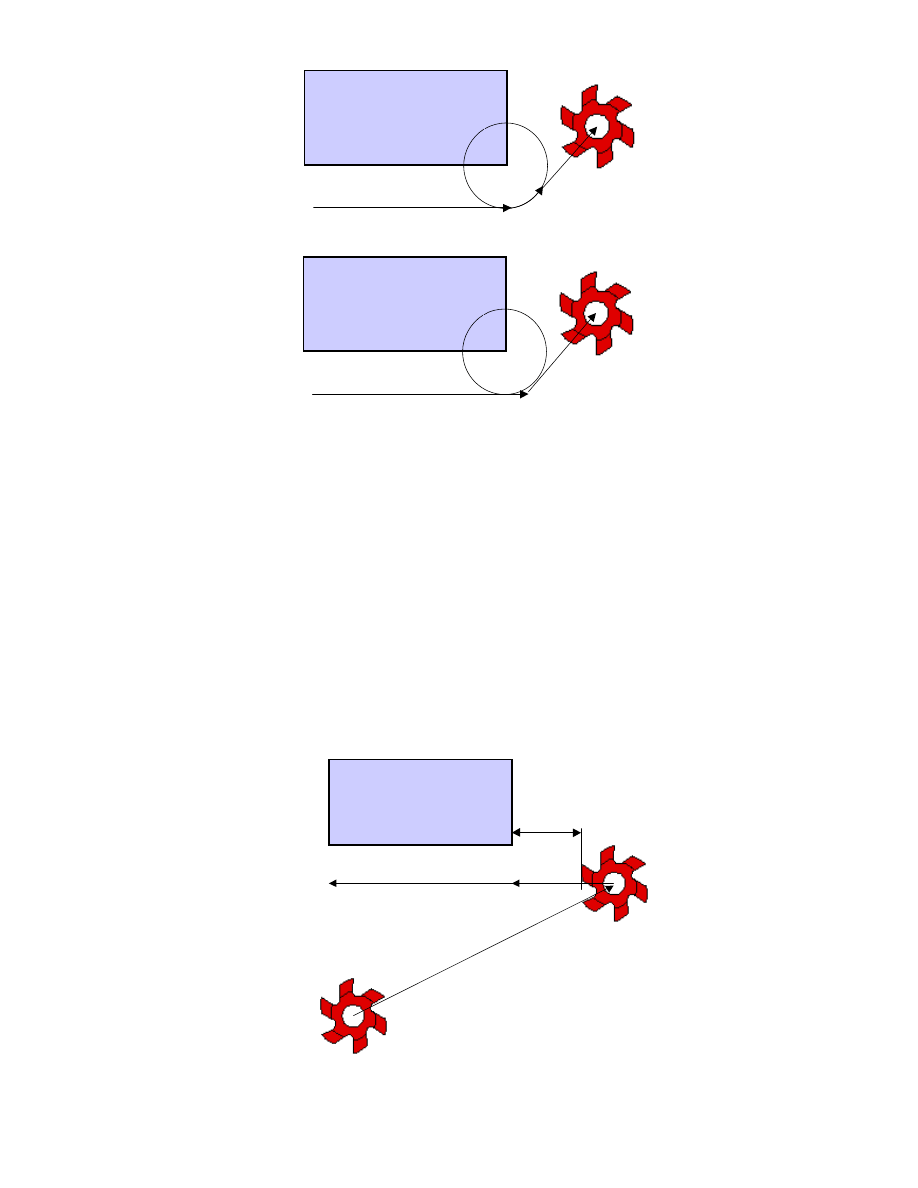
G40 KONT G450 ...
G40 KONT G451 ...
Rys. 88. Programowanie rozpocz cia/zako czenia kompensacji promienia
narz dzia z u yciem funkcji KONT G450/G451
Przy rozpoczynaniu i ko czeniu ruchu kompensowanego mo na równie
wykorzysta tzw. mi kkie dosuni cie/odsuni cie narz dzia, polegaj ce na wykonaniu
dodatkowych ruchów, zapewniaj cych płynne rozpocz cie lub zako czenie kontaktu
narz dzia z obrabianym konturem. W układzie sterowania Sinumerik 840D
przewidziano trzy typy takich ruchów, programowanych przez sze funkcji
przygotowawczych:
G147/G148 – dosuni cie/odsuni cie po prostej (przedłu enie stycznej do
ekwidystanty o warto programowan pod adresem
DISR) – rys. 89.;
G247/G248 – dosuni cie/odsuni cie po
okr gu o promieniu programowanym pod
adresem
DISR) – rys. 90.;
G347/G348 – dosuni cie/odsuni cie po ½ okr gu o promieniu programowanym pod
adresem
DISR) – rys. 90.
G41 G147 DISR=...
DISR
Rys. 89. Programowanie mi kkiego dosuni cia/odsuni cia po linii prostej
G147/G148
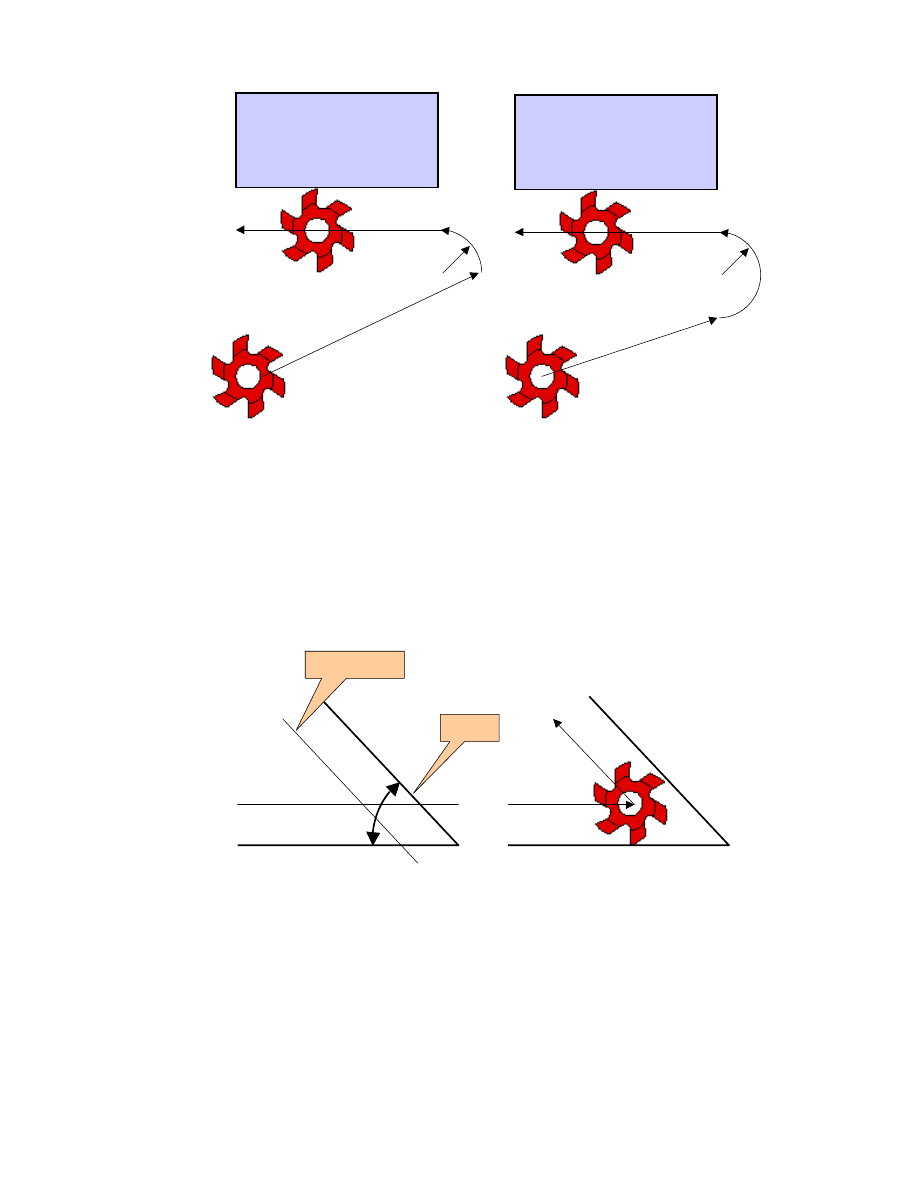
G41 G247 DISR=...
DISR
G41 G347 DISR=...
DISR
Rys. 90. Programowanie mi kkiego dosuni cia/odsuni cia po: wier okr gu
(G247/G248); półokr gu (G347/G348)
Kolejnym problemem przy kompensacji s przej cia pomi dzy kolejnymi
fragmentami kolejnymi konturu. S tu dwa przypadki: je eli k t pomi dzy stycznymi
do s siednich fragmentów konturu jest mniejszy lub równy 180
° (naro e wewn trzne)
oraz je eli ten k t jest wi kszy ni 180
° (naro e zewn trzne).
W pierwszym przypadku wyznaczany jest punkt przeci cia ekwidystant,
stanowi cy punkt zwrotny ruchu (rys. 91.).
Kontur
Ekwidystanta
α ≤ 180°
Rys. 91. Tor ruchu po ekwidystancie naro a wewn trznego
Bardziej skomplikowany jest przypadek drugi. Wtedy pomi dzy
ekwidystantami do kolejnych fragmentów konturu istnieje przerwa (niezdefiniowany
odcinek toru narz dzia) – rys. 92.
α > 180°
Kontur
Ekwidystanta
?
Rys. 92. Niezdefiniowany tor ruchu po ekwidystancie naro a zewn trznego
Wypełnienie tego fragmentu w układzie Sinumerik jest zale ne od
wspomnianych ju funkcji przygotowawczych G450/G451. Działaj one
w nast puj cy sposób (rys. 93.):
G450 – tor narz dzia pomi dzy ekwidystantami przebiega po łuku o rodku
w punkcie przeci cia si obu fragmentów konturu;
G451 – tor narz dzia przebiega po przedłu eniu ekwidystant a do ich punktu
przeci cia.
G450
G451
Rys. 93. Programowanie toru ruchu po ekwidystancie naro a zewn trznego
Istnieje funkcja pozwalaj ca na zaprogramowanie po redniej postaci toru ruchu
przy obej ciu naro y konturu, szczegółowo jest ona omówiona w dokumentacji układu
sterowania Sinumerik 840D.

7. P
ROGRAMOWANIE CYKLI OBRÓBKOWYCH
7.1. Informacje podstawowe
Cykle obróbkowe stanowi istotny składnik programów steruj cych,
pozwalaj cy na znaczn automatyzacj programowania, ograniczenie rozmiarów
programów oraz umo liwiaj cy szybk i prost zmian parametrów zabiegów,
opisywanych cyklami obróbkowymi. Pod poj ciem cykli obróbkowych rozumie si
stałe, sparametryzowane podprogramy, umieszczone w układzie sterowania, słu ce
do programowania obróbki typowych zabiegów, np. wiercenia, gwintowania, toczenia
itp. Cz sto (jak ma to miejsce w układzie sterowania Sinumerik) definiowanie cykli
obróbkowych jest wspomagane przez moduł programowania dialogowego,
pozwalaj cy na graficzn prezentacj znaczenia parametrów cyklu, ułatwiaj ce
poprawne nadanie im warto ci w konkretnej sytuacji. Z uwagi na charakter obróbki
cykle obróbkowe zostały podzielone na trzy grupy:
–
cykle wiercenia;
–
cykle frezowania;
–
cykle toczenia.
Ka da z powy szych grup zostanie w dalszych rozdziałach bardziej szczegółowo
omówiona.
Przy wywoływaniu cykli nale y zdefiniowa ich parametry. Mog one mie
ró n posta w ró nych układach sterowania, np. poprzez wykorzystanie
R-parametrów. W układzie Sinumerik 840D cykle obróbkowe s zdefiniowane
w postaci procedur, których parametry s podawane razem z nazw cyklu, np.
CYCLE100(34,67,2,90)
Gdzie CYCLE100 jest przykładow nazw cyklu, natomiast w nawiasach podano
warto ci kolejnych parametrów tego cyklu. Mog one by podane zarówno jako
warto ci stałe (konkretne liczby), jak i jako zmienne (np. R-parametry). Bli sze
szczegóły dotycz ce tego zagadnienia zawarte s w instrukcji układu sterowania. Przy
podawaniu warto ci parametrów cyklu mo e wyst pi sytuacja, kiedy mo liwe jest
opuszczenie którego parametru (np. skok gwintu mo e by zdefiniowany przez dwa
parametry, w wywołaniu cyklu gwintowania podajemy tylko jeden). Wtedy zaznacza
si ten fakt przez pozostawienie pustej pozycji w li cie parametrów cyklu, np.:
CYCLE100(34,,2,90)
gdzie opuszczono drugi z parametrów (domy lnie układ sterowania przypisuje mu
warto zerow ). Je eli pomijane warto ci parametrów znajduj si na ko cu listy
parametrów mo na opu ci je bez pozostawienia pustej pozycji, np.
CYCLE100(34,67,2)
gdzie opuszczono ostatni, czwarty parametr. Nale y mie na uwadze, e nie dla
wszystkich parametrów mo na nie definiowa ich warto ci. Nale y równie zwraca
uwag na sposób interpretacji warto ci parametrów, np. dla niektórych istotna jest nie
tylko warto ale i znak tej warto ci.
7.2. Wywoływanie cykli obróbkowych
Wywołanie cykli obróbkowych mo e mie dwojaki charakter:
–
niemodalny (tylko w jednym bloku);
–
modalny (w ka dym bloku z ruchem narz dzia a do odwołania).
Wywołanie niemodalne (najcz ciej stosowane) polega na umieszczeniu
w bloku, w którym chcemy wykona cykl obróbkowych, adresu z nazw cyklu i list
warto ci parametrów (tak, jak przedstawiono powy ej).
Wywołanie modalne polega na umieszczeniu w bloku oprócz wywołania
samego cyklu równie adresu MCALL, dzi ki czemu w nast pnych blokach
z instrukcjami ruchu narz dzia, po wykonaniu tych ruchów, automatycznie
wywoływany jest równie cykl modalny. Odwołanie wykonywania cyklu modalnego
nast puje po zaprogramowaniu adresu MCALL bez wywołania cyklu (wywołanie
z cyklem powoduje zmian cyklu modalnego), np.
N10 CYCLE100(34,67,2)
; przywołanie cyklu
N15 G0 X20 Y30
; pierwsze uruchomienie cyklu
N20 Y50
; drugie uruchomienie cyklu
N25 Y100
; trzecie uruchomienie cyklu
N30 MCALL
; odwołanie cyklu
7.3. Cykle wiercenia
Cykle wiercenia generalnie działaj wg nast puj cego schematu:
1.
Dosuni cie ruchem szybkim narz dzia w osi Z do płaszczyzny bezpiecznej;
2.
Obróbka ruchem roboczym do zadanej gł boko ci;
3.
Wycofanie ruchem szybkim narz dzia do płaszczyzny wycofania.
Poszczególne cykle ró ni si sposobem realizacji podanego schematu co
szczegółowo omówiono poni ej, przedstawiaj c nazw cyklu list jego parametrów,
ich znaczenie i typ oraz krótki opis działania cyklu.
7.3.1. Wiercenie, nawiercanie - CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP
real Płaszczyzna wycofania (bezwzgl dna)
RFP
real
Płaszczyzna odniesienia (bezwzgl dna)
SDIS
real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
real
Ostateczna gł boko wiercenia (bezwzgl dna)
DPR
real
Ostateczna gł boko wiercenia w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
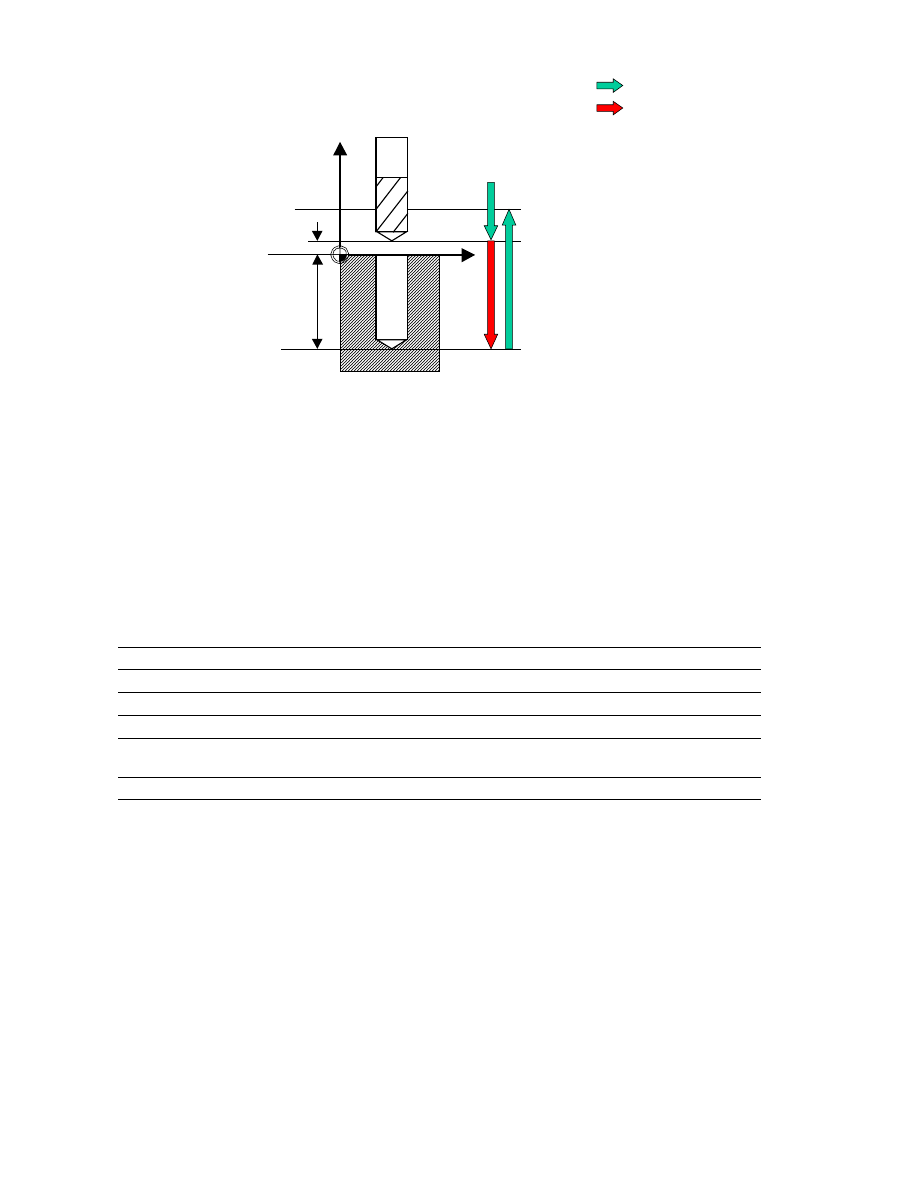
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
Rys. 94. Cykl wiercenia CYCLE81
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci wiercenia z zaprogramowanym
posuwem i pr dko ci obrotow wrzeciona;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
7.3.2. Wiercenie, pogł bianie - CYCLE82
CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko wiercenia (bezwzgl dnie)
DPR
Real
Ostateczna gł boko wiercenia w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na ostatecznej gł boko ci wiercenia
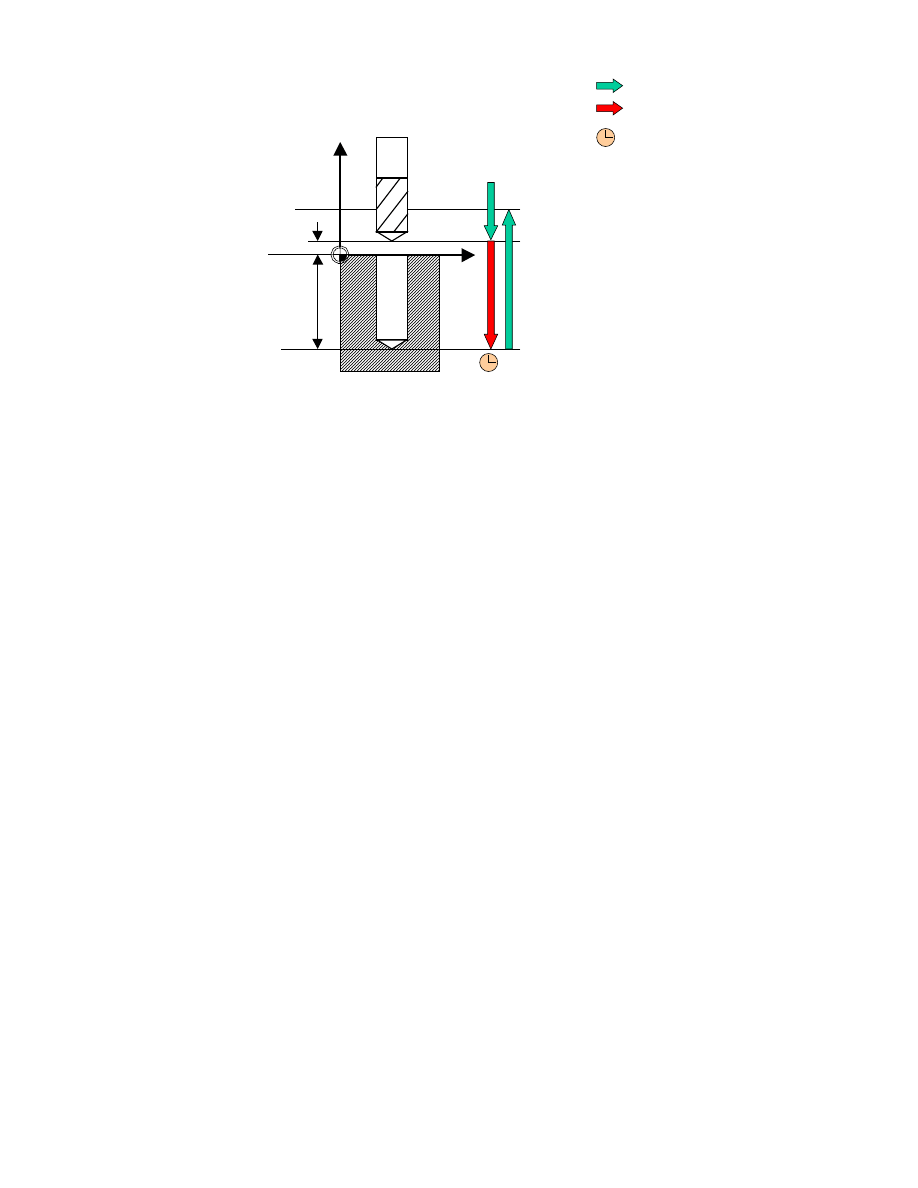
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
G4
DTB
Rys. 95. Cykl wiercenia CYCLE82
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci wiercenia z zaprogramowanym
posuwem i pr dko ci obrotow wrzeciona;
• Czas oczekiwania na ostatecznej gł boko ci wiercenia;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
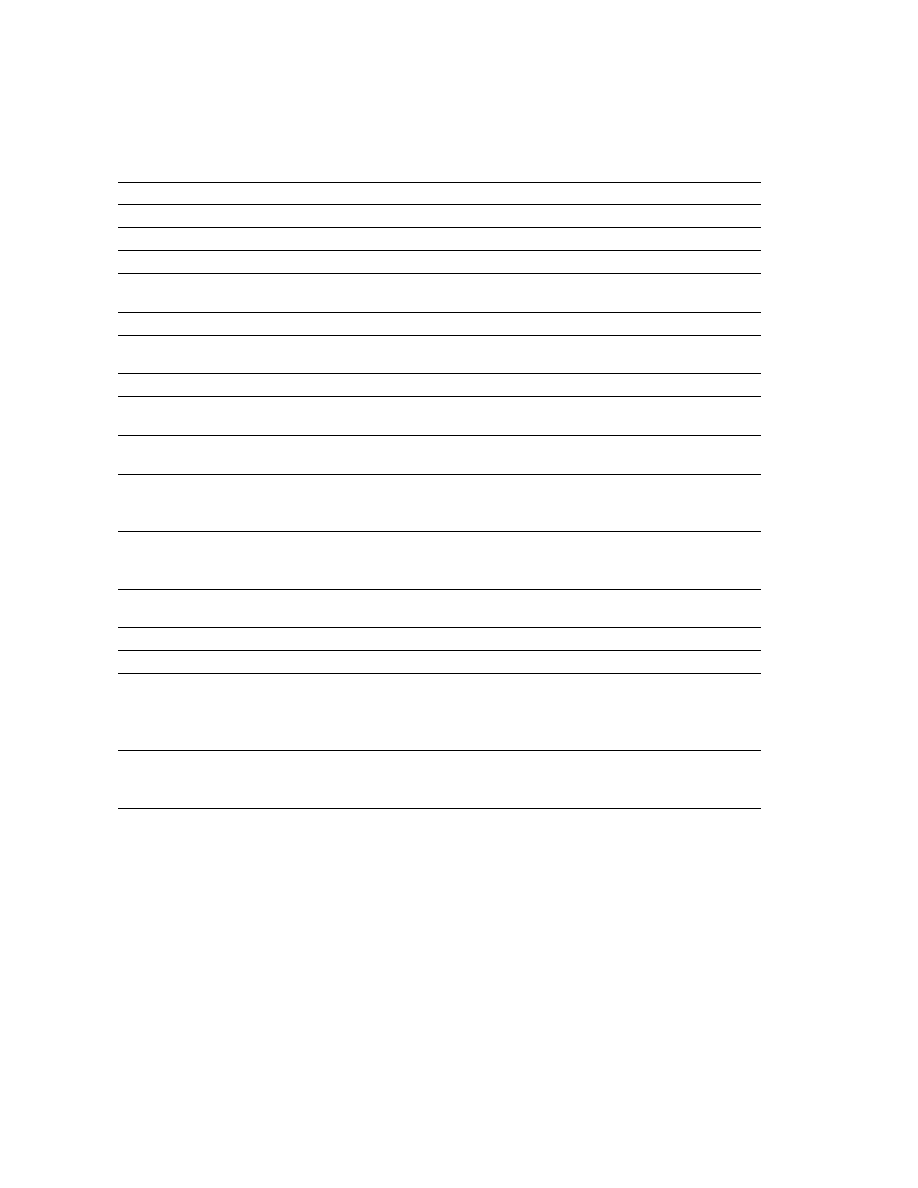
7.3.3. Wiercenie gł bokie - CYCLE83
CYCLE83 (RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF,
VARI, _AXN, _MDEP, _VRT, _DTD, _DIS1)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko wiercenia (bezwzgl dnie)
DPR
Real
Ostateczna gł boko wiercenia w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
FDEP
Real
Pierwsza gł boko wiercenia (bezwzgl dnie)
FDPR
Real
Pierwsza gł boko wiercenia w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
DAM
Real
Wielko zmniejszenia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na gł boko ci wiercenia
(łamanie wiórów)
DTS
Real
Czas oczekiwania w punkcie pocz tkowym i przy
usuwaniu wiórów
FRF
Real
Współczynnik posuwu dla pierwszej gł boko ci wiercenia
(wprowadzi bez znaku). Zakres warto ci:
0.001...1
VARI
Integer
Rodzaj obróbki:
łamanie wiórów=0
usuwanie wiórów=1
_AXN
Integer
O narz dzia: 1, 2 lub 3 o geometryczna (lub zdefiniowana przez
G17/G18/G19)
_MDEP
Real
Minimalna gł boko jednego przej cia
_VRT
Real
Droga wycofania przy łamaniu wiórów (VARI=0)
_DTD
Real
Czas postoju na ostatniej gł boko ci wiercenia:
Jak DTB =0
W [s] > 0
W [obr] < 0
_DIS1
Real
Odst p od materiału przy wej ciu po odwiórowaniu:
Zadany > 0
Obliczony automatycznie = 0
Wiercenie gł bokie z łamaniem wiórów (VARI=0) – rys. 96.:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do pierwszej gł boko ci wiercenia, przy czym posuw wynika
z posuwu zaprogramowanego przy wywoływaniu cyklu, który jest liczony
z parametrem FRF (współczynnik posuwu), oraz z zaprogramowan pr dko ci
obrotow wrzeciona;
• Czas oczekiwania na gł boko ci wiercenia (parametr DTB);
• Cofni cie ruchem roboczym (G1) o 1 mm od aktualnej gł boko ci wiercenia
z posuwem zaprogramowanym w programie głównym, w celu łamania wiórów;
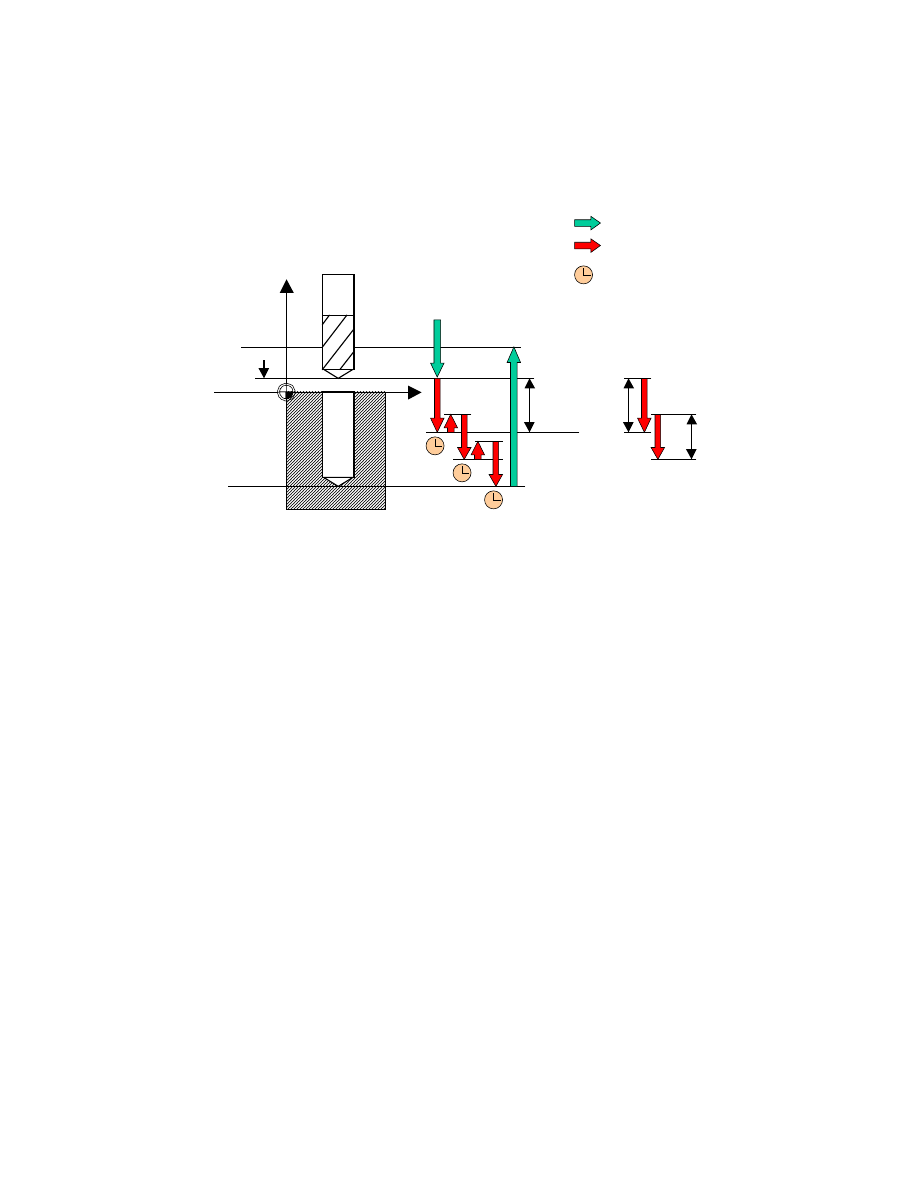
• Ruch roboczy (G1) z zaprogramowanym posuwem do nast pnej gł boko ci
wiercenia (przebieg ruchu jest tak długo kontynuowany, a b dzie osi gni ta
ostateczna gł boko wiercenia), przy czym kolejne gł boko ci wiercenia s
zmniejszane o warto parametru DAM;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1 F=F*FRF
G4
DTB
FDEP
FD
PR
VARI=0
L
i
L
i+
1
L
i+1
=L
i
-DAM
Rys. 96. Cykl wiercenia CYCLE83 z łamaniem wióra
Wiercenie gł bokie z usuwaniem wiórów (VARI=1) – rys. 97.:
• Dosuni cie ruchem szybkim (G0) przy płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do pierwszej gł boko ci wiercenia, przy czym posuw wynika
z posuwu zaprogramowanego przy wywoływaniu cyklu, który jest liczony
z parametrem FRF (współczynnik posuwu), oraz z zaprogramowan pr dko ci
obrotow wrzeciona;
• Czas oczekiwania na gł boko ci wiercenia (parametr DTB)
• Cofni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej w celu usuni cia
wiórów;
• Czas oczekiwania w punkcie pocz tkowym (parametr DTS);
• Dosuni cie ruchem szybkim (G0) do ostatnio uzyskanej gł boko ci wiercenia,
zmniejszonej o odst p zatrzymania obliczony wewn trznie przez cykl;
• Ruch roboczy (G1) z zaprogramowanym posuwem do nast pnej gł boko ci
wiercenia (przebieg ruchu jest tak długo kontynuowany, a zostanie osi gni ta
ostateczna gł boko wiercenia), przy czym kolejne gł boko ci wiercenia s
zmniejszane o warto parametru DAM;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
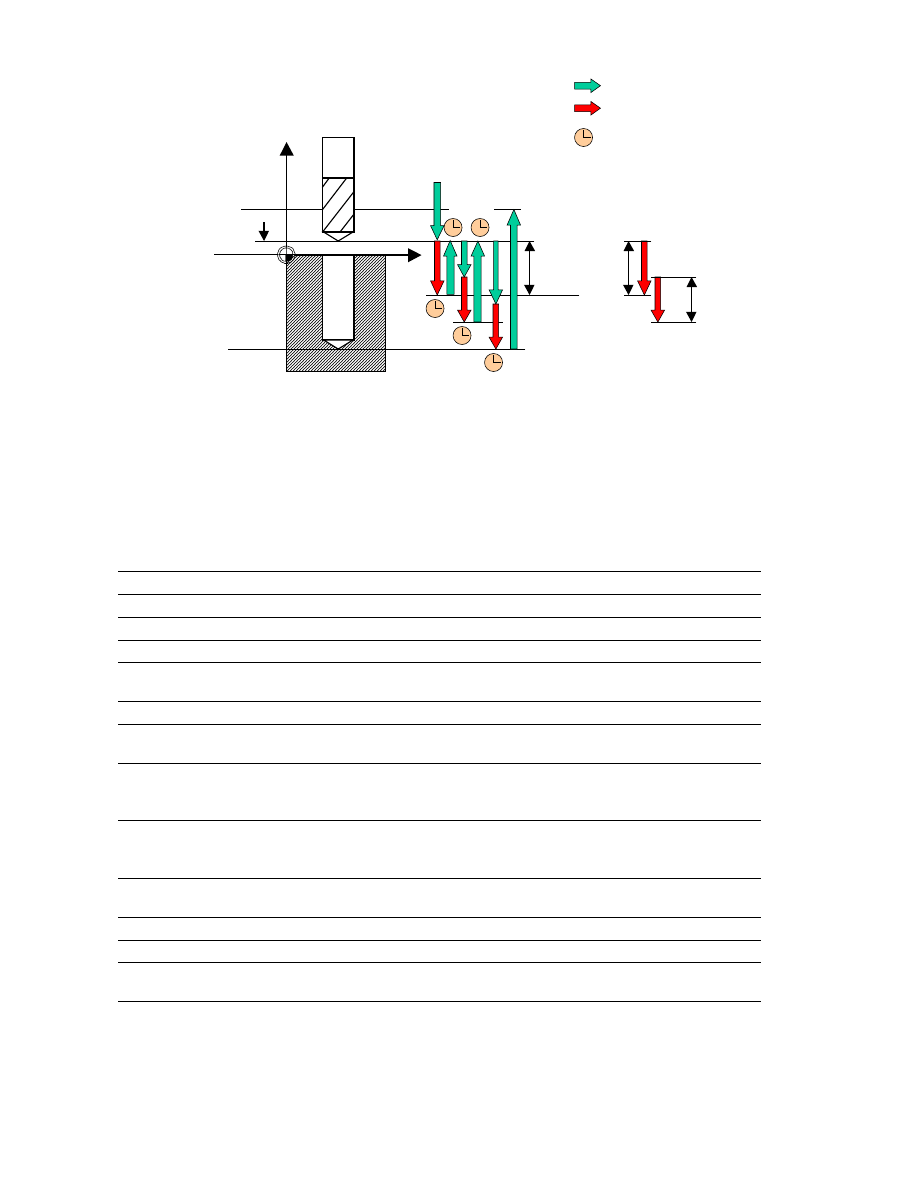
Z
RTP
DP
RFP
D
PR
SDIS
G0
G4
DTS
FDEP
FD
PR
VARI=1
F
w
L
i
L
i+
1
L
i+1
=L
i
-DAM
DTB
G1 F=F*FRF
Rys. 97. Cykl wiercenia CYCLE83 z odwiórowaniem
7.3.4. Gwintowanie bez u ycia uchwytu kompensacyjnego - CYCLE84
CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1,
_AXN)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko gwintowania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko gwintowania w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na gł boko ci gwintu (łamanie wiórów)
SDAC
Integer
Kierunek obrotów po zako czeniu cyklu
Warto ci: 3, 4 albo 5
MPIT
Real
Skok gwintu jako wielko gwintu (z przedznakiem)
Zakres warto ci: 3 (dla M3) ... 48 (dla M48), przedznak okre la
kierunek zwoju gwintu
PIT
Real
Skok gwintu jako warto (z przedznakiem)
Zakres warto ci: 0.001 ... 2000.000 mm), przedznak okre la kierunek
zwoju gwintu
POSS
Real
Pozycja wrzeciona dla zorientowanego zatrzymania wrzeciona
w cyklu (w stopniach)
SST
Real
Pr dko obrotowa dla gwintowania
SST1
Real
Pr dko obrotowa dla wycofania
_AXN
Integer
O narz dzia: 1, 2 lub 3 o geometryczna (lub zdefiniowana przez
G17/G18/G19)
SST
Z
RTP
DP
RFP
D
PR
SDIS
G0+SPOS
G331
G4
DTB
POSS
G332
SST1
PIT/MPIT => M3/M4
SDAC
Rys. 98. Cykl gwintowania CYCLE84
Uwaga!! Cykl CYCLE84 mo e by stosowany wtedy, gdy wrzeciono przewidziane do
gwintowania jest technicznie w stanie przej na prac z regulacj poło enia
k towego.
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Zorientowane zatrzymanie wrzeciona (warto w parametrze POSS) i przeł czenie
wrzeciona na współprac z osi ;
• Gwintowanie otworu do ostatecznej gł boko ci gwintowania przy pomocy G331
z pr dko ci obrotow SST;
• Czas oczekiwania na gł boko ci gwintu (parametr DTB);
• Wycofanie przy pomocy G332 do bezpiecznej z pr dko ci obrotow SST1
i odwróceniem kierunku obrotów;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania i wł czenie obrotów
wrzeciona z poprzednio zadan pr dko ci i kierunkiem zaprogramowanym pod
SDAC.
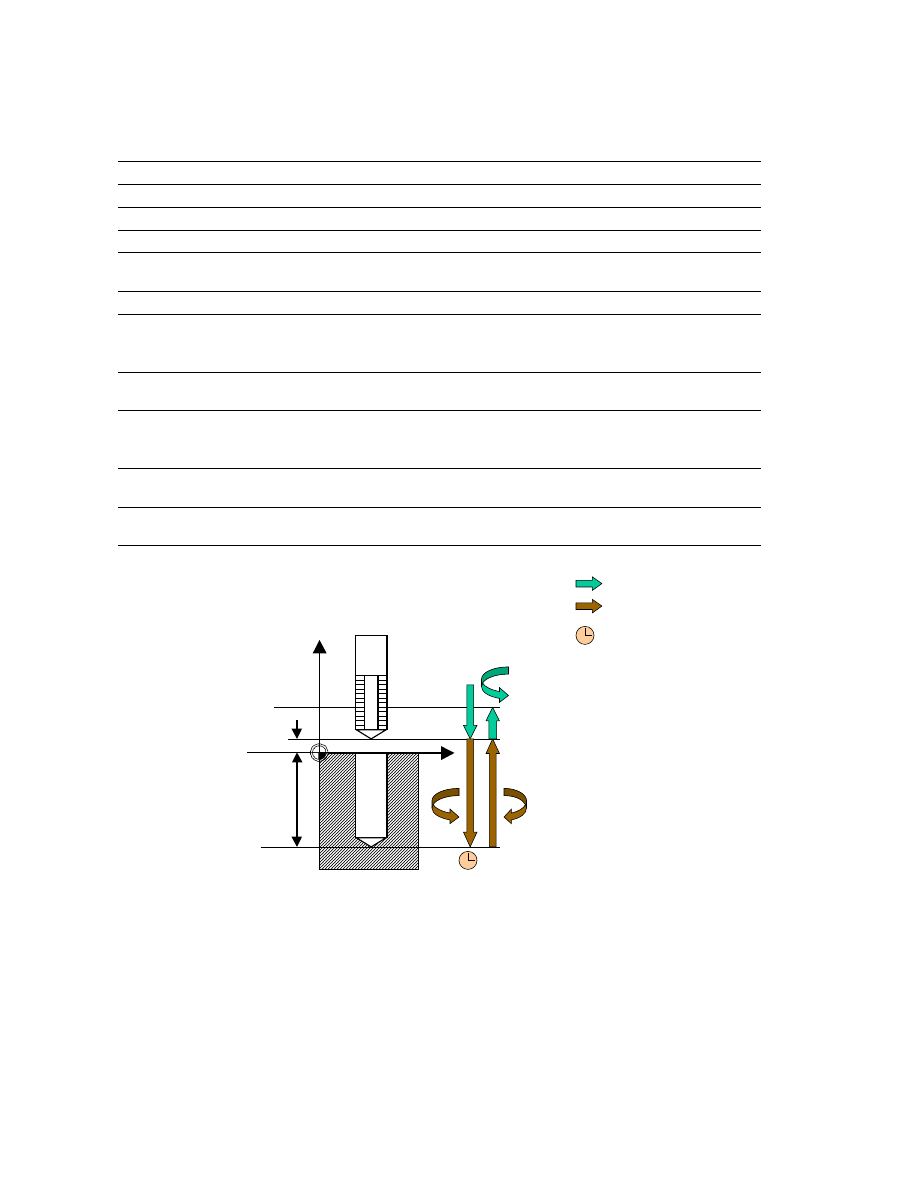
7.3.5. Gwintowanie z u yciem uchwytu kompensacyjnego - CYCLE840
CYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko gwintowania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko gwintowania w stosunku do
płaszczyzny odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na gł boko ci gwintu
SDR
Integer
Kierunek obrotów dla wycofania
Warto ci: 0 (automatyczne odwrócenie kierunku obrotów)
3 albo 4 (dla M3 albo M4)
SDAC
Integer
Kierunek obrotów po zako czeniu cyklu
Warto ci: 3, 4 albo 5
ENC
Integer
Gwintowanie otworu z enkoderem / bez enkodera
Warto ci: 0 = z enkoderem
1 = bez enkodera
MPIT
Real
Skok gwintu jako wielko gwintu
Zakres warto ci: 3 (dla M3) ... 48 (dla M48)
PIT
Real
Skok gwintu jako warto
Zakres warto ci: 0.001 ... 2000.000 mm
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1+G63
G4
DTB
SDAC
ENC=1
SDR
PIT/MPIT => M3/M4
Rys. 99. Cykl gwintowania CYCLE840 bez enkodera
Gwintowanie bez enkodera (tzw. „elektronicznej gitary”, sprz gaj cej ruch
posuwowy w osiach liniowych z ruchem obrotowym wrzeciona)
:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Gwintowanie ruchem roboczym (G1) przy pomocy funkcji G63 do ostatecznej
gł boko ci;
• Czas oczekiwania na gł boko ci gwintu (parametr DTB);
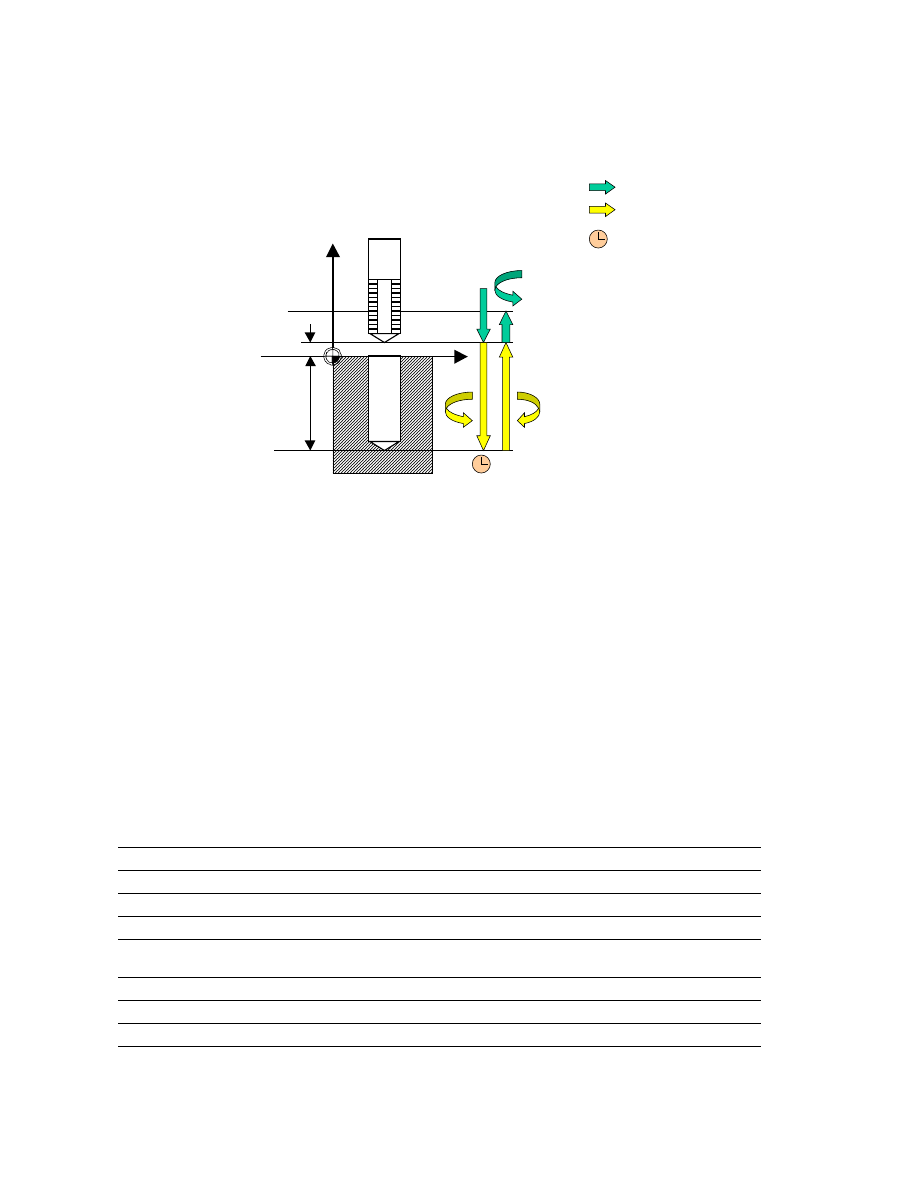
• Wycofanie ruchem roboczym (G1) przy pomocy funkcji G63 do płaszczyzny
bezpiecznej z kierunkiem obrotów zadanym parametrem SDR;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania i wł czeniem obrotów
wrzeciona zgodnie z parametrem SDAC.
Z
RTP
DP
RFP
D
PR
SDIS
G0
G33
G4
DTB
SDAC
ENC=0
SDR
PIT/MPIT => M3/M4
Rys. 100. Cykl gwintowania CYCLE840 z enkoderem
Gwintowanie z enkoderem:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Gwintowanie ruchem roboczym (G33) do ostatecznej gł boko ci;
• Czas oczekiwania na gł boko ci gwintu (parametr DTB);
• Wycofanie ruchem roboczym (G33) do płaszczyzny do płaszczyzny bezpiecznej
z kierunkiem obrotów zadanym parametrem SDR;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania i wł czeniem obrotów
wrzeciona zgodnie z parametrem SDAC.
7.3.6. Rozwiercanie 1 - CYCLE85
CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko rozwiercania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko rozwiercania w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na gł boko ci rozwiercania (łamanie wiórów)
FFR
Real
Posuw
RFF
Real
Posuw przy wycofywaniu
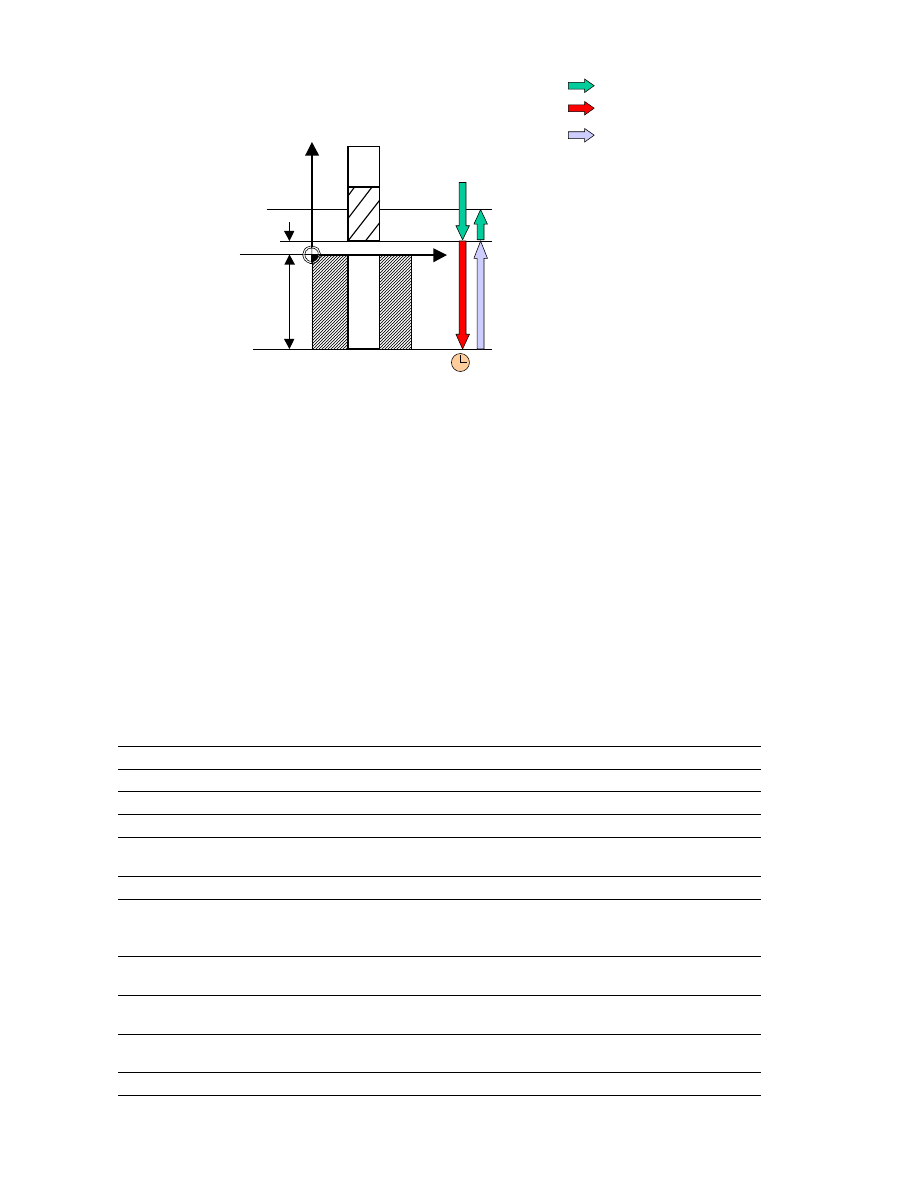
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1 F=FFR
G1 F=RFF
DTB
Rys. 101. Cykl rozwiercania 1 CYCLE85
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci rozwiercania z posuwem
zaprogramowanym pod parametrem FFR;
• Czas oczekiwania na ostatecznej gł boko ci rozwiercania (parametr DTB);
• Wycofanie ruchem roboczym (G1) do płaszczyzny bezpiecznej z posuwem
zadanym pod parametrem RFF.
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
7.3.7. Rozwiercanie 2 - CYCLE 86
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko rozwiercania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko rozwiercania w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na gł boko ci rozwiercania (łamanie wiórów)
SDIR
Integer
Kierunek obrotów
Warto ci: 3 (dla M3)
4 (dla M4)
RPA
Real
Droga wycofania w odci tej aktywnej płaszczyzny (przyrostowo,
poda z przedznakiem)
RPO
Real
Droga wycofania w rz dnej aktywnej płaszczyzny (przyrostowo,
poda z przedznakiem)
RPAP
Real
Droga
wycofania
w
aplikacie
(przyrostowo,
poda
z przedznakiem)
POSS
Real
Pozycja zorientowanego zatrzymania wrzeciona (w stopniach)
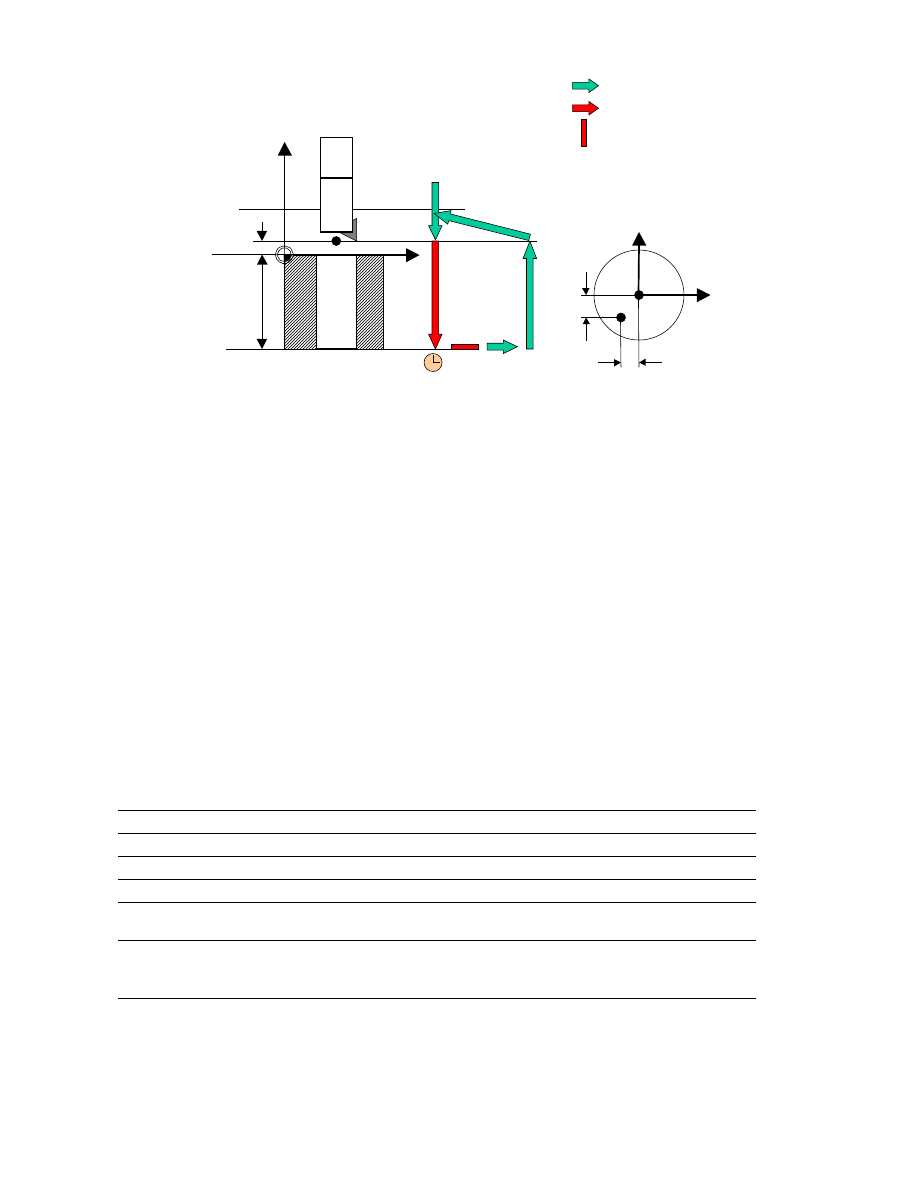
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
DTB
POSS
SPOS
RPA/RPO/
RPAP
X
Y
RPA
R
PO
P
P
Rys. 102. Cykl rozwiercania 2 CYCLE86
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci rozwiercania z posuwem
zaprogramowanym przed wywołaniem cyklu;
• Czas oczekiwania na ostatecznej gł boko ci rozwiercania;
• Zorientowane zatrzymanie wrzeciona w pozycji zaprogramowanej pod POSS;
• Wycofanie ruchem szybkim (G0) w maksymalnie 3 osiach;
• Wycofanie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania do pocz tkowej
pozycja rozwiercania w obydwu osiach płaszczyzny.
7.3.8. Rozwiercanie 3 - CYCLE87
CYCLE 87 (RTP, RFP, SDIS, DP, DPR, SDIR)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko wiercenia (bezwzgl dnie)
DPR
Real
Ostateczna gł boko rozwiercania w stosunku do
płaszczyzny odniesienia (wprowadzi bez znaku)
SDIR
Integer
Kierunek obrotów
Warto ci: 3 (dla M3)
4 (dla M4)
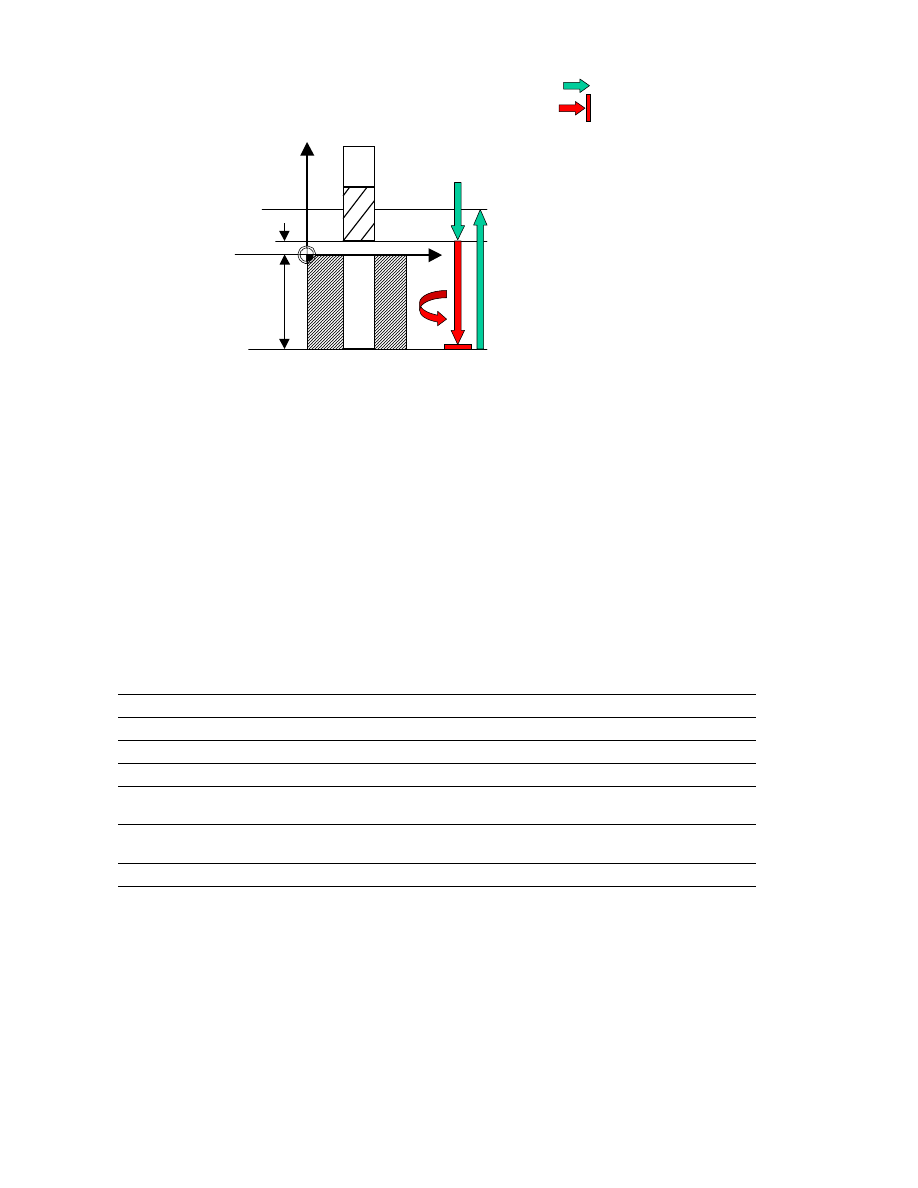
SDIR
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1+M5+M0
Rys. 103. Cykl rozwiercania 3 CYCLE87
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci rozwiercania z posuwem
zaprogramowanym przed wywołaniem cyklu;
• Zatrzymanie wrzeciona przy pomocy M5, bezwarunkowe zatrzymanie programu
M0;
• Naci ni cie przycisku NC-START w celu kontynuacji cyklu;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
7.3.9. Rozwiercanie 4 - CYCLE88
CYCLE 88 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko rozwiercania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko rozwiercania w stosunku do
płaszczyzny odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na ostatecznej gł boko ci
rozwiercania
SDIR
Integer
Kierunek obrotów Warto ci: 3 (dla M3) 4 (dla M4)
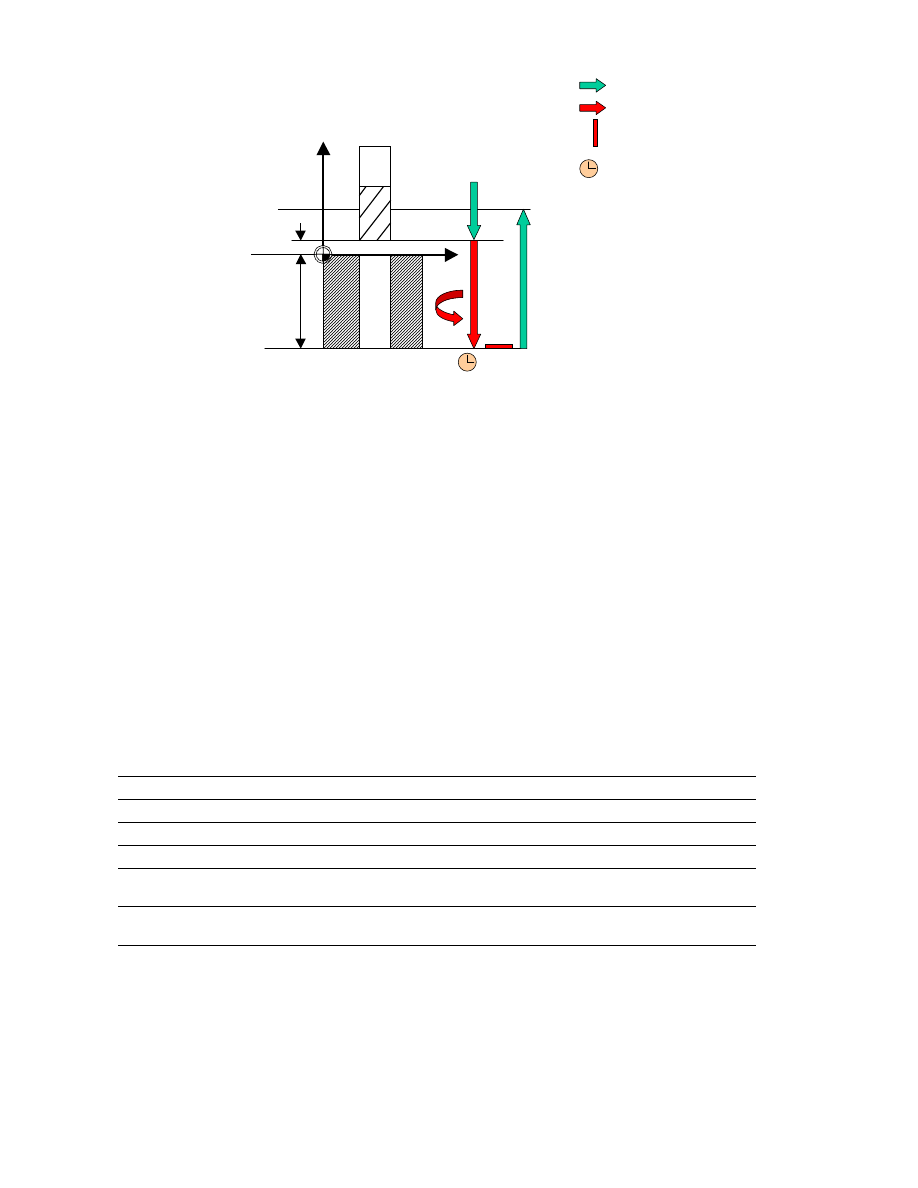
SDIR
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
DTB
M5+M0
G4
Rys. 104. Cykl rozwiercania 4 CYCLE88
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci rozwiercania z posuwem
zaprogramowanym przed wywołaniem cyklu;
• Czas oczekiwania na ostatecznej gł boko ci rozwiercania;
• Zatrzymanie wrzeciona przy pomocy M5, bezwarunkowe zatrzymanie programu
M0;
• Naci ni cie przycisku NC-START w celu kontynuacji cyklu;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
7.3.10. Rozwiercanie 5 - CYCLE89
CYCLE 89 (RTP, RFP, SDIS, DP, DPR, DTB)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Ostateczna gł boko rozwiercania (bezwzgl dnie)
DPR
Real
Ostateczna gł boko rozwiercania w stosunku do
płaszczyzny odniesienia (wprowadzi bez znaku)
DTB
Real
Czas oczekiwania na ostatecznej gł boko ci
rozwiercania (łamanie wiórów)
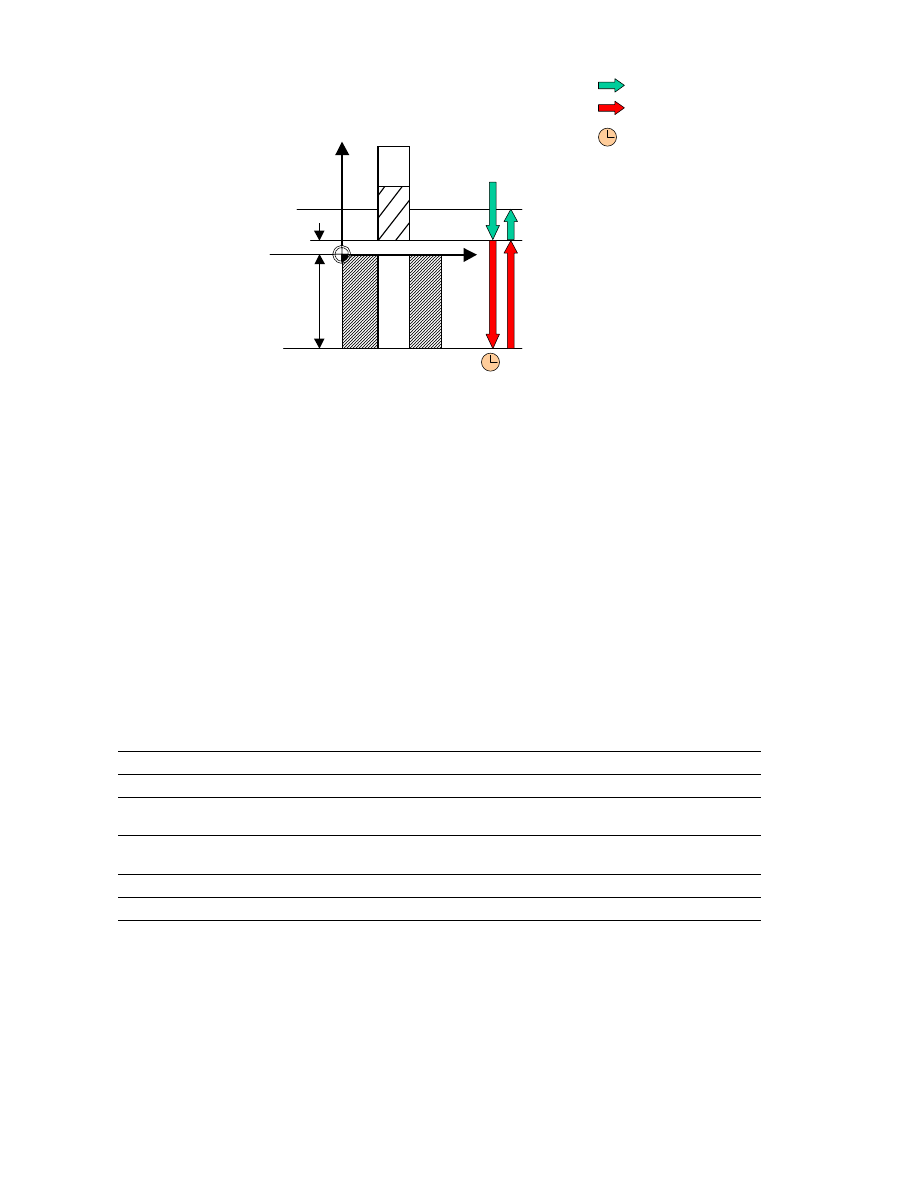
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
G4
DTB
Rys. 105. Cykl rozwiercania 5 CYCLE89
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
• Ruch roboczy (G1) do ostatecznej gł boko ci rozwiercania z posuwem
zaprogramowanym przed wywołaniem cyklu;
• Czas oczekiwania na ostatecznej gł boko ci rozwiercania;
• Wycofanie ruchem roboczym (G1) do płaszczyzny bezpiecznej z t sam warto ci
posuwu;
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania.
7.3.11. Rz d otworów - HOLES1
HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM)
SPCA
Real
Odci ta punktu odniesienia na prostej (bezwzgl dnie)
SPCO
Real
Rz dna tego punktu odniesienia (bezwzgl dnie)
STA1
Real
K t do odci tej
Zakres warto ci: -180 < STA1 < 180 stopni
FDIS
Real
Odst p pierwszego otworu od punktu odniesienia (wprowadzi bez
znaku)
DBH
Real
Odst p mi dzy otworami (wprowadzi bez znaku)
NUM
Integer
Ilo otworów
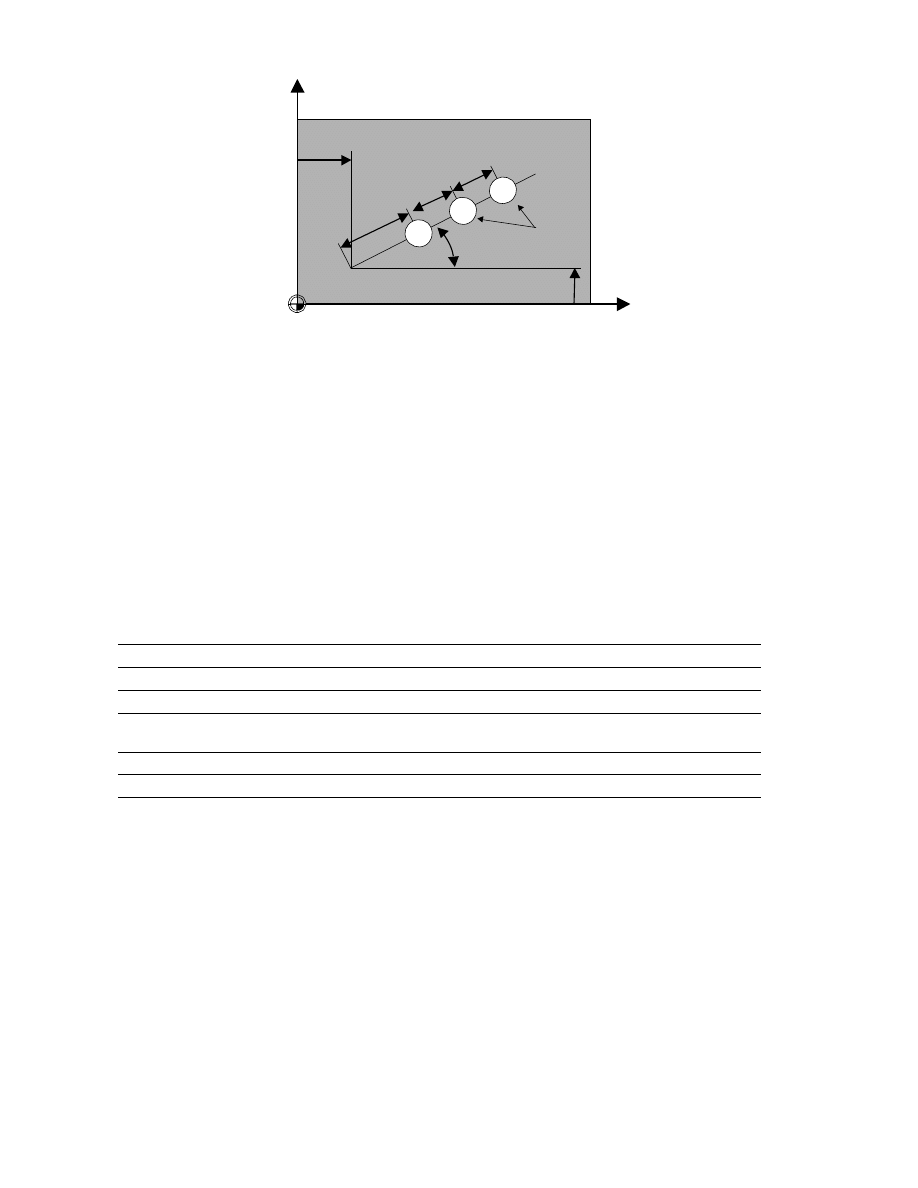
X
Y
SPCO
SPCA
STA1
NUM
FDI
S
DB
H D
BH
Rys. 106. Rz d otworów HOLES1
Przy pomocy tego cyklu wykonuje si obróbk otworów le cych w jednym
rz dzie. Rodzaj obróbki otworów jest okre lany przez wybrany uprzednio modalnie
cykl wiercenia. Wewn trznie w cyklu, dla unikni cia zb dnych ruchów jałowych,
nast puje na podstawie rzeczywistej pozycji osi płaszczyzn i geometrii rz du otworów
rozstrzygni cie, czy rz d otworów jest wykonywany rozpoczynaj c od pierwszego czy
od ostatniego otworu. Nast pnie nast puje kolejne dosuwanie przesuwem szybkim do
pozycji wiercenia i realizacja modalnego cyklu wiercenia.
7.3.12. Kołowy układ otworów - HOLES2
HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM)
CPA
Real
Punkt rodkowy koła otworów, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy koła otworów, rz dna (bezwzgl dnie)
RAD
Real
Promie koła otworów (poda bez znaku)
STA1
Real
K t pocz tkowy
Zakres warto ci: -180 < STA1 < 180 stopni
INDA
Real
K t przeł czenia
NUM
Integer
Ilo otworów
Działanie cyklu podobne jak do opisanego powy ej, ró nica polega na innym
układzie otworów.
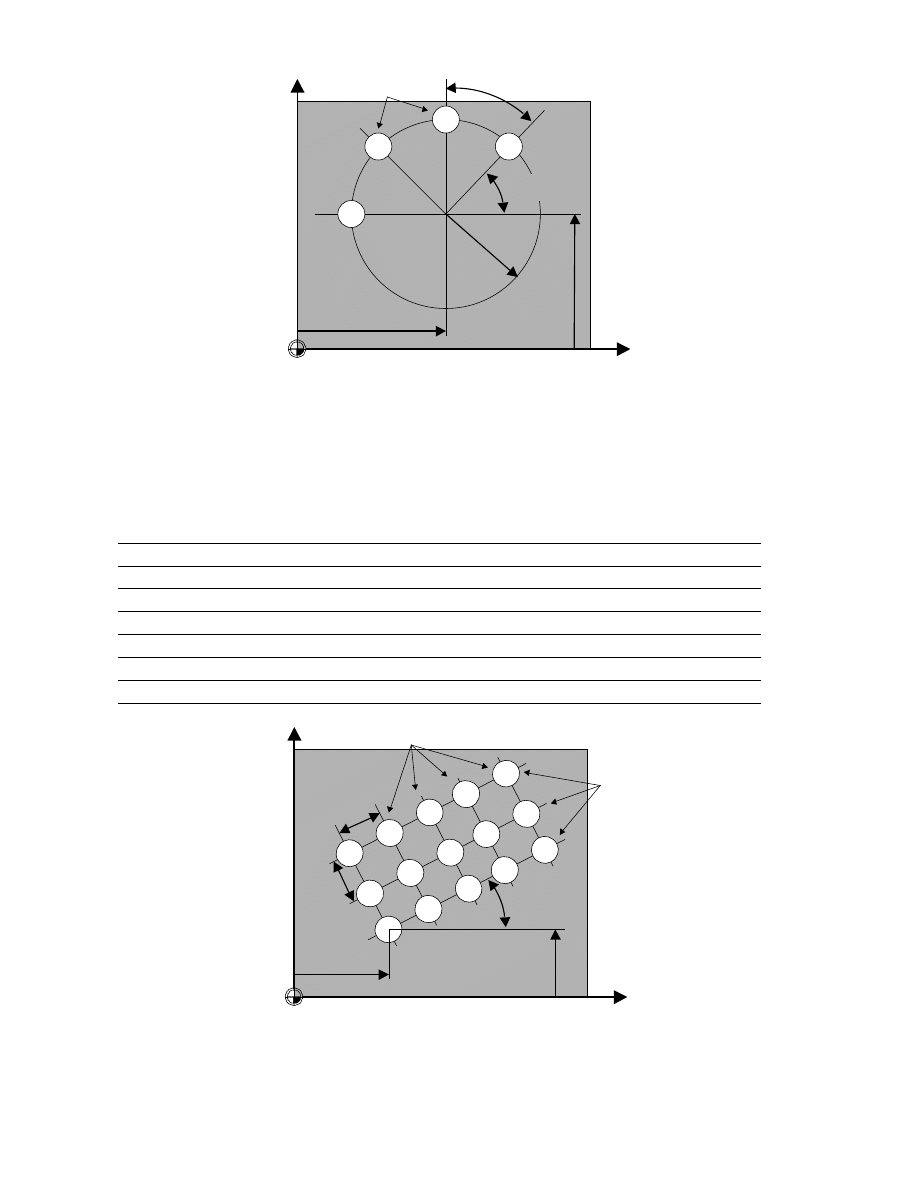
X
Y
C
PO
CPA
STA1
RA
D
INDA
NUM
Rys. 107. Kołowy układ otworów HOLES2
7.3.13. Macierz prostok tna otworów - CYCLE801
CYCLE801 (SPCA, SPCO, STA, DIS1, DIS2, NUM1, NUM2)
SPCA
Real
Odci ta punktu bazowego (bezwzgl dnie)
SPCO
Real
Rz dna punktu bazowego (bezwzgl dnie)
STA
Real
K t do odci tej
DIS1
Real
Odległo mi dzy kolumnami (bez znaku)
DIS2
Real
Odległo mi dzy wierszami (bez znaku)
NUM1
Integer
Liczba kolumn
NUM2
Integer
Liczba wierszy
X
Y
SP
C
O
SPCA
STA
DIS
1
D
IS
2
NUM1
NUM2
Rys. 108. Macierz otworów CYCLE801
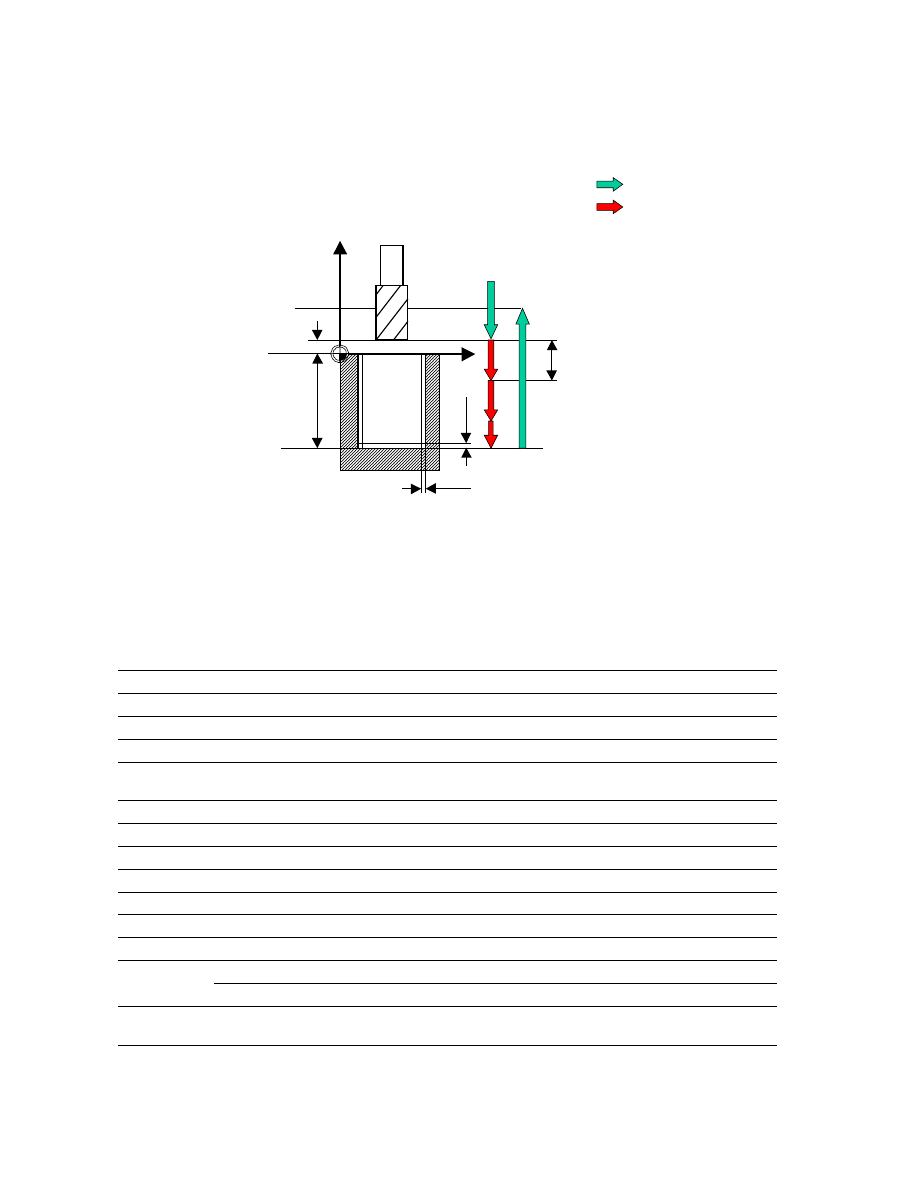
7.4. Cykle frezarskie
Na rys. 109. przedstawiono wspólne dla wszystkich cykli parametry wzdłu osi
narz dzia. Pozostałe zawarte s w opisach poszczególnych cykli.
X
Z
RTP
DP
RFP
D
PR
SDIS
G0
G1
M
ID
FAL
FA
L
D
Rys. 109. Ogólne parametry cykli frezarskich
7.4.1. Otwory podłu ne na okr gu – LONGHOLE
LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1,
INDA, FFD, FFP1, MID)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Gł boko otworu podłu nego (bezwzgl dnie)
DPR
Real
Gł boko otworu podłu nego w stosunku do płaszczyzny
odniesienia (wprowadzi bez znaku)
NUM
Integer
Ilo otworów podłu nych
LENG
Real
Długo otworów podłu nych (wprowadzi bez znaku)
CPA
Real
Punkt rodkowy okr gu, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy okr gu, rz dna (bezwzgl dnie)
RAD
Real
Promie okr gu (wprowadzi bez znaku)
STA1
Real
K t pocz tkowy
INDA
Real
K t przeł czania
FFD
Real
Posuw dla dosuwu na gł boko
FFP1
Real
Posuw dla obróbki powierzchni
MID
Real
Maksymalna gł boko jednego dosuni cia (wprowadzi bez znaku
poprzedzaj cego)
Przy pomocy tego cyklu obrabia si otwory podłu ne, które s usytuowane na
okr gu. O podłu na otworów jest usytuowana promieniowo. W przeciwie stwie do
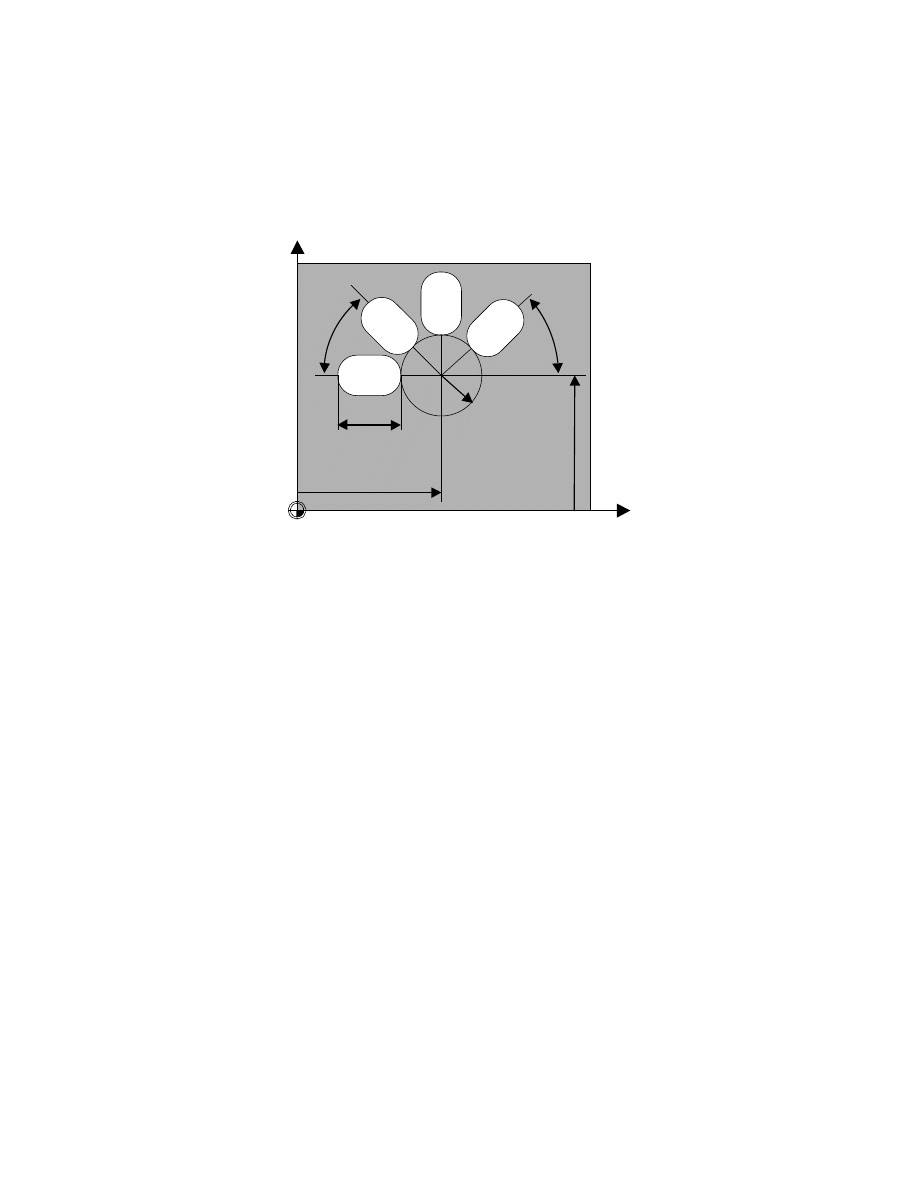
rowka szeroko otworu podłu nego jest okre lana przez rednic narz dzia.
Wewn trznie w cyklu jest obliczana optymalna droga ruchu narz dzia, co wyklucza
niepotrzebne ruchy jałowe. Je eli dla obróbki otworu podłu nego jest koniecznych
wiele dosuwów na gł boko , wówczas dosuw nast puje na przemian w punktach
ko cowych. Tor b d cy do przebycia w płaszczy nie wzdłu osi podłu nej zmienia
swój kierunek po ka dym dosuwie. Cykl poszukuje samodzielnie najkrótszej drogi
przy przej ciu do nast pnego otworu.
X
Y
C
PO
CPA
RA
D
STA1
IN
DA
LENG
Rys. 110. Cykl frezowania otworów podłu nych na okr gu LONGHOLE
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do pozycji wyj ciowej cyklu. W obydwu osiach
aktualnej płaszczyzny nast puje dosuni cie do najbli szego punktu ko cowego
pierwszego obrabianego otworu na wysoko ci płaszczyzny wycofania w aplikacie
tej płaszczyzny, a nast pnie jest w aplikacie dosuni cie do płaszczyzny odniesienia
przesuni tej do przodu o odst p bezpiecze stwa.
• Ka dy otwór podłu ny jest frezowany przez tzw. zygzakowanie. Obróbka
w płaszczy nie nast puje ruchem roboczym (G1) z warto ci posuwu
zaprogramowan pod FFP1. W ka dym punkcie nawrotu ruchem roboczym (G1)
z posuwem FFD narz dzie jest dosuwane na nast pn , obliczon wewn trznie
w cyklu, gł boko obróbki, a do osi gni cia gł boko ci ostatecznej.
• Wycofanie ruchem szybkim (G0) do płaszczyzny wycofania i dosuni cie do
nast pnego otworu podłu nego po najkrótszej drodze.
• Po zako czeniu obróbki ostatniego otworu narz dzie ruchem szybkim (G0) jest
przesuwane w ostatniej osi gni tej pozycji obróbki do płaszczyzny wycofania
i cykl ulega zako czeniu.
7.4.2. Rowki na okr gu - SLOT1
SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1,
INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF, _FALD, _STA2)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Gł boko rowka (bezwzgl dnie)
DPR
Real
Gł boko rowka w stosunku do płaszczyzny odniesienia
(wprowadzi bez znaku)
NUM
Integer Ilo rowków
LENG
Real
Długo rowków (wprowadzi bez znaku)
WID
Real
Szeroko rowków (wprowadzi bez znaku)
CPA
Real
Punkt rodkowy okr gu, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy okr gu, rz dna (bezwzgl dnie)
RAD
Real
Promie okr gu (wprowadzi bez znaku)
STA1
Real
K t pocz tkowy
INDA
Real
K t przeł czania
FFD
Real
Posuw dla dosuwu na gł boko
FFP1
Real
Posuw dla obróbki powierzchni
MID
Real
Maksymalna gł boko jednego dosuni cia (wprowadzi bez znaku)
CDIR
Integer
Kierunek frezowania przy obróbce rowka
Warto ci: 2 (dla G2)
3 (dla G3)
FAL
Real
Naddatek na obróbk wyka czaj c na brzegu rowka (wprowadzi
bez znaku)
VARI
Integer
Rodzaj obróbki
Warto ci: 0=obróbka kompletna 1=usuni cie materiału
oprócz naddatku na obróbk wyka czaj c 2=tylko
obróbka wyka czaj ca
MIDF
Real
Maksymalna gł boko dosuwu przy obróbce wyka czaj cej
FFP2
Real
Posuw przy obróbce wyka czaj cej
SSF
Real
Pr dko obrotowa przy obróbce wyka czaj cej
_FALD
Real
Naddatek na obróbk wyka czaj c na dnie rowka
_STA2
Real
Maksymalny k t zagł biania si narz dzia
Cykl SLOT1 jest kombinowanym cyklem do obróbki zgrubnej i wyka czaj cej.
Przy pomocy tego cyklu obrabia si rowki, które s usytuowane na okr gu. O
wzdłu na rowków jest ustawiona promieniowo. W przeciwie stwie do otworu
podłu nego jest podawana warto szeroko ci rowka (narz dzie o mniejszej rednicy
ni szeroko rowka).
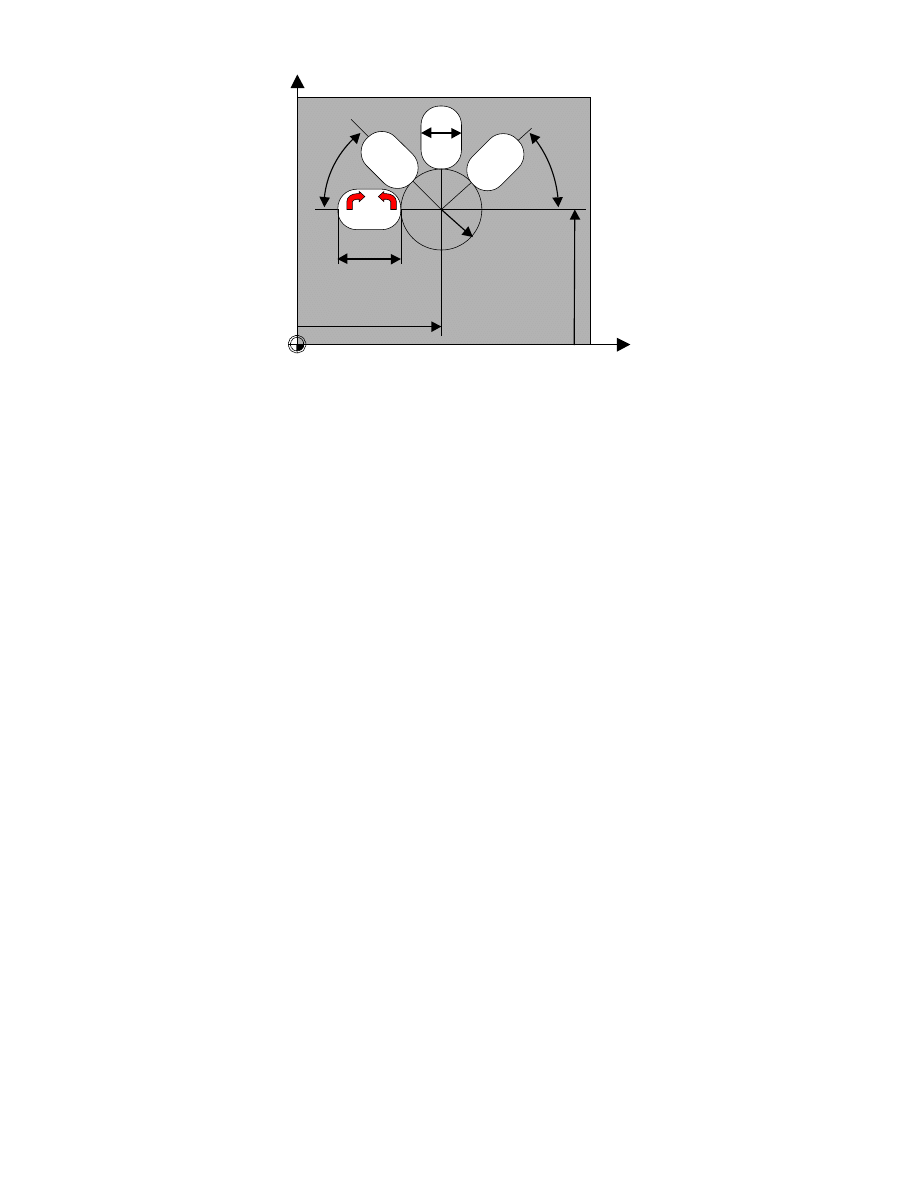
X
Y
C
PO
CPA
RA
D
STA1
IN
DA
WID
LENG
CDIR
Rys. 111. Cykl frezowania rowków podłu nych na okr gu SLOT1
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do pozycji rozpocz cia cyklu.
• Obróbka rowka w przypadku obróbki kompletnej przebiega nast puj cymi
krokami:
- Dosuni cie ruchem szybkim (G0) do płaszczyzny bezpiecznej;
-
Dosuni cie ruchem roboczym (G1) do kolejnej gł boko ci obróbki z warto ci
posuwu FFD;
-
Wyfrezowanie rowka z pozostawieniem naddatku na obróbk na brzegu rowka
z warto ci posuwu FFP1. Nast pnie obróbka wyka czaj ca z warto ci
posuwu FFP2 i pr dko ci obrotow wrzeciona SSF wzdłu konturu
odpowiednio do kierunku obróbki zaprogramowanego pod CDIR.
- Dosuw na gł boko nast puje zawsze w tej samej pozycji w płaszczy nie
obróbki, a zostanie osi gni ta ostateczna gł boko rowka.
• Wycofanie narz dzia ruchem szybkim (G0) do płaszczyzny wycofania i przej cie
do nast pnego rowka.
• Po zako czeniu obróbki ostatniego rowka narz dzie ruchem szybkim (G0) jest
w pozycji ko cowej obróbki przesuwane do płaszczyzny wycofania i cykl ulega
zako czeniu.
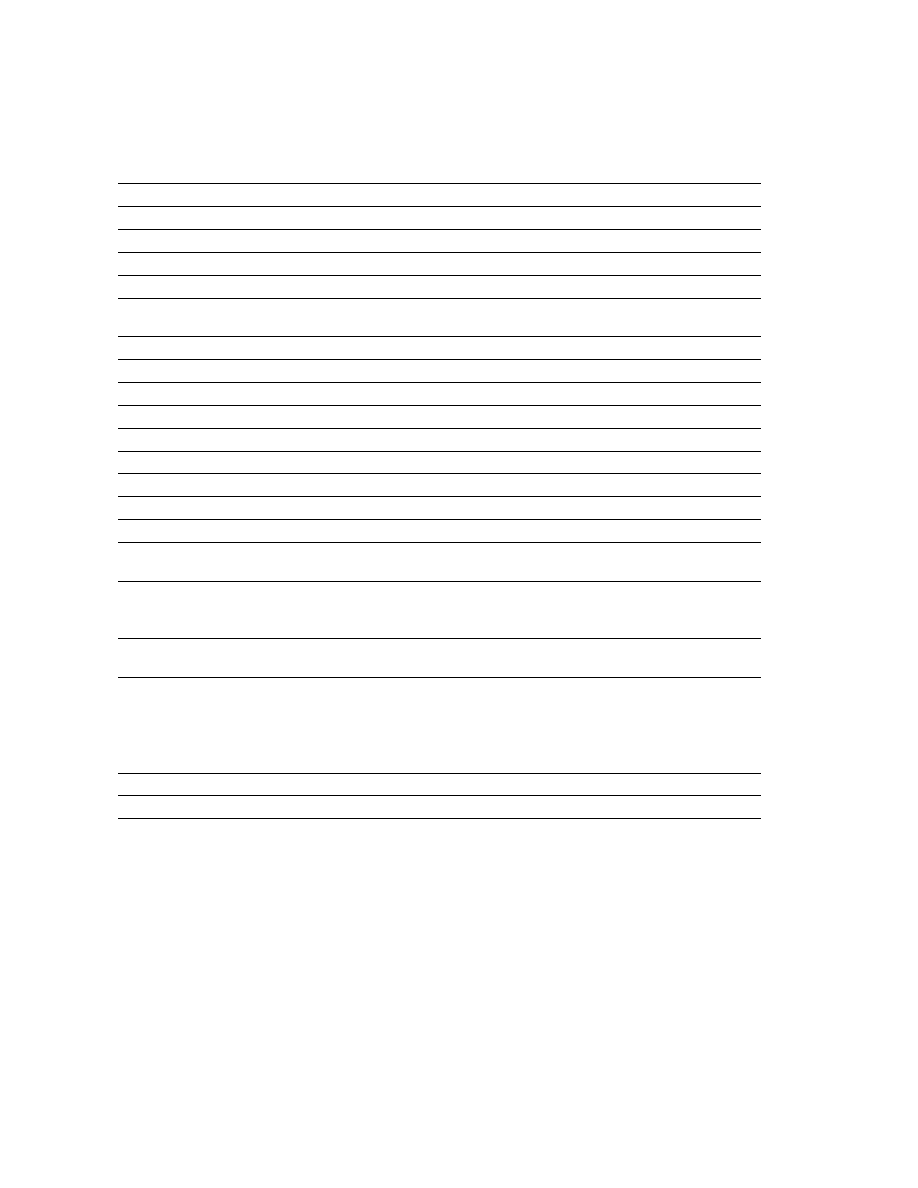
7.4.3. Rowek kołowy - SLOT2
SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1,
INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Gł boko rowka (bezwzgl dnie)
DPR
Real
Gł boko rowka w stosunku do płaszczyzny odniesienia
NUM
Integer
Ilo rowków
AFSL
Real
K t dla długo ci rowków (wprowadzi bez znaku)
WID
Real
Szeroko rowka kołowego (wprowadzi bez znaku)
CPA
Real
Punkt rodkowy okr gu, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy okr gu, rz dna (bezwzgl dnie)
RAD
Real
Promie okr gu (wprowadzi bez znaku)
STA1
Real
K t pocz tkowy
INDA
Real
K t przeł czania
FFD
Real
Posuw dla dosuwu na gł boko
FFP1
Real
Posuw dla obróbki powierzchni
MID
Real
Maksymalna gł boko jednego dosuni cia (wprowadzi bez
znaku)
CDIR
Integer
Kierunek frezowania przy obróbce rowka kołowego
Warto ci:
2
(dla
G2)
3 (dla G3)
FAL
Real
Naddatek na obróbk wyka czaj c na brzegu rowka (wprowadzi
bez znaku)
VARI
Integer
Rodzaj obróbki
Warto ci: 0=obróbka kompletna
1=obróbka z naddatkiem na obróbk wyka cz.
2=zbieranie naddatku na obróbk wyka cz.
MIDF
Real
Maksymalna gł boko dosuwu dla obróbki wyka czaj cej
FFP2
Real
Posuw dla obróbki wyka czaj cej
SSF
Real
Pr dko obrotowa przy obróbce wyka czaj cej
Cykl SLOT2 jest kombinowanym cyklem do obróbki zgrubnej i wyka czaj cej.
Przy pomocy tego cyklu obrabia rowki kołowe, które s umieszczone na okr gu.
X
Y
CPA
C
PO
W
ID
STA1
AFSL
INDA
CDIR
Rys. 112. Cykl frezowania otworów kołowych na okr gu SLOT2
Cykl wytwarza nast puj cy przebieg ruchów:
• Ruchem szybkim (G0) narz dzie jest dosuwane wyj ciowej obróbki.
• Obróbka rowka kołowego nast puje takimi samymi krokami co obróbka rowka
podłu nego.
• Po zako czeniu obróbki rowka kołowego narz dzie jest wycofywane do
płaszczyzny wycofania ruchem szybkim (G0) nast puje przej cie do nast pnego
rowka.
• Po zako czeniu obróbki ostatniego rowka narz dzie ruchem szybkim (G0)
w pozycji ko cowej obróbki jest przesuwane do płaszczyzny wycofania i cykl
ulega zako czeniu.
7.4.4. Frezowanie wn ki prostok tnej - POCKET1
POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA, CPD, STA1,
FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Gł boko wn ki (bezwzgl dnie)
DPR
Real
Gł boko wn ki w stosunku do płaszczyzny odniesienia
(wprowadzi bez znaku)
LENG
Real
Długo wn ki (wprowadzi bez znaku)
WID
Real
Szeroko wn ki (wprowadzi bez znaku)
CRAD
Real
Promie naro nika (wprowadzi bez znaku)
CPA
Real
Punkt rodkowy wn ki, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy wn ki, rz dna (bezwzgl dnie)
STA1
Real
K t mi dzy osi wzdłu n i odci t
Zakres warto ci: 0<=STA1<180 stopni
FFD
Real
Posuw dla dosuwu na gł boko
FFP1
Real
Posuw dla obróbki powierzchni
MID
Real
Maksymalna gł boko dosuwu dla jednego dosuni cia
(wprowadzi bez znaku)
CDIR
Integer
Kierunek frezowania przy obróbce wn ki
Warto ci:
2 (dla G2)
3 (dla G3)
FAL
Real
Naddatek na obróbk wyka czaj c na brzegu wn ki
(wprowadzi bez znaku)
VARI
Integer
Rodzaj obróbki
Warto ci: 0= obróbka kompletna
1= zbieranie materiału z pozostawieniem
naddatku na obróbk wyka czaj c
2= tylko obróbka wyka czaj ca
MIDF
Real
Maksymalna gł boko dosuwu dla obróbki wyka czaj cej
FFP2
Real
Posuw dla obróbki wyka czaj cej
SSF
Real
Pr dko obrotowa przy obróbce wyka czaj cej
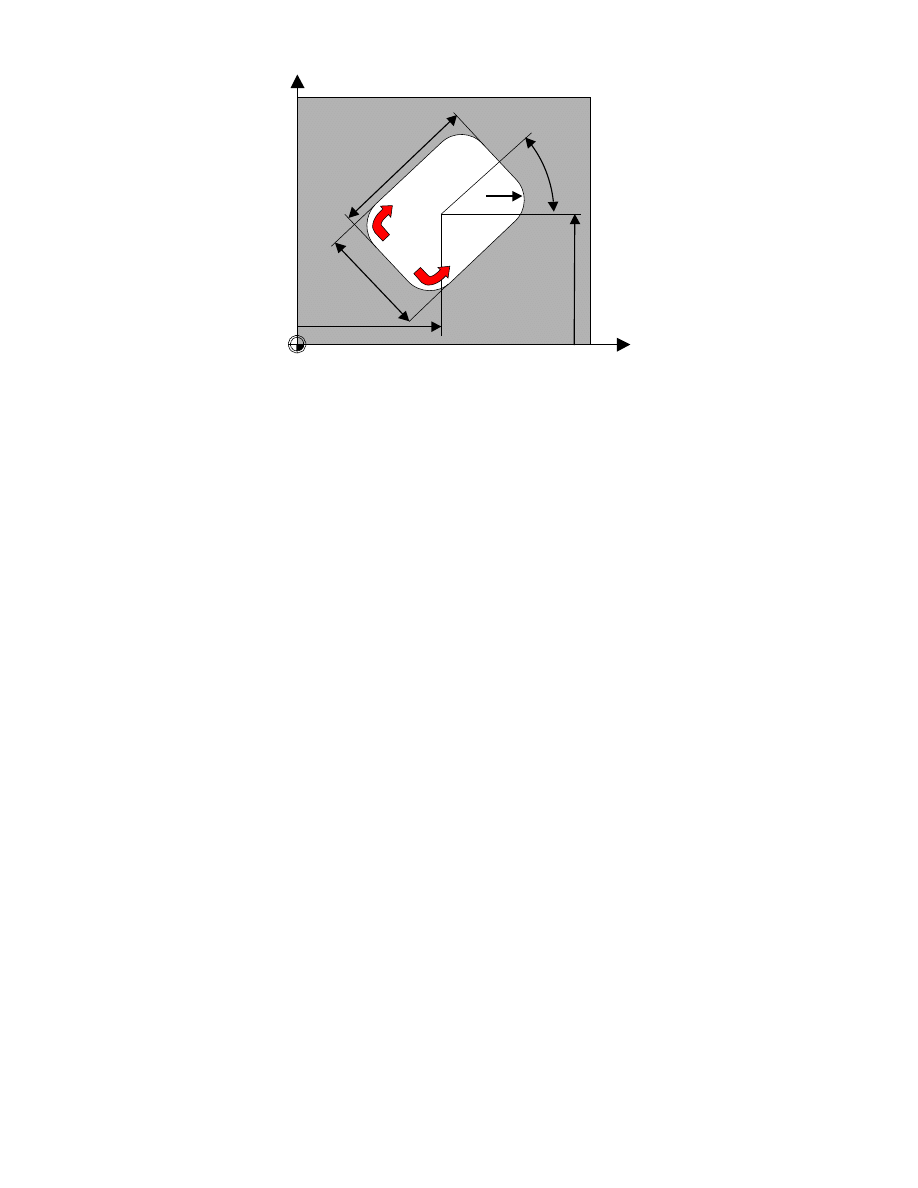
X
Y
C
PO
CPA
STA1
LE
NG
W
ID
G2
G3
CRAD
Rys. 113. Cykl frezowania kieszeni prostok tnej POCKET1
Cykl jest kombinowanym cyklem do obróbki zgrubnej i wyka czaj cej.
Przy pomocy tego cyklu mo na wykonywa wn ki prostok tne o dowolnym poło eniu
na płaszczy nie obróbki.
Cykl wytwarza nast puj cy przebieg ruchów:
• Ruchem szybkim (G0) nast puje dosuni cie do punktu rodkowego wn ki na
wysoko ci płaszczyzny wycofania a nast pnie równie przy pomocy G0 nast puje
w tym poło eniu dosuni cie do płaszczyzny bezpiecznej.
• Obróbka wn ki w przypadku obróbki zgrubnej przebiega nast puj co:
– Dosuw ruchem roboczym (G1) do kolejnej gł boko ci obróbki.
– Wyfrezowanie wn ki z pozostawieniem naddatku na obróbk wyka czaj c
z posuwem FFP1 i pr dko ci obrotow wrzeciona działaj c przed
wywołaniem cyklu.
• Obróbka wn ki w przypadku obróbki wyka czaj cej przebiega nast puj co:
–
Dosuw ruchem roboczym (G1) do gł boko ci obróbki ustalonej przez MIDF;
–
Obróbka wyka czaj ca wzdłu konturu z posuwem FFP2 i pr dko ci
obrotow wrzeciona SSF.
– Obróbka nast puje w kierunku ustalonym pod CDIR.
• Po zako czeniu obróbki narz dzie jest przesuwane ruchem szybkim (G0) do
punktu rodkowego kieszeni do płaszczyzny wycofania i cykl ulega zako czeniu.
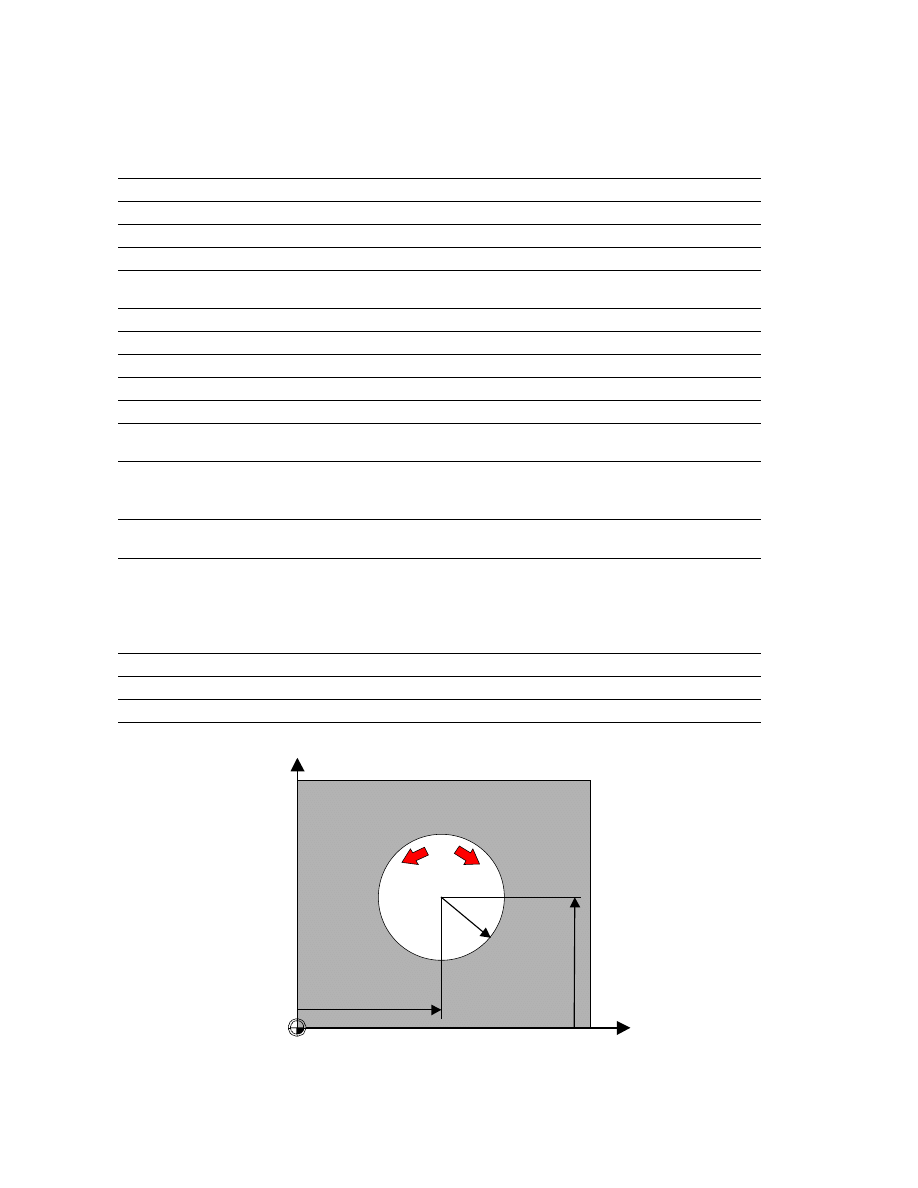
7.4.5. Frezowanie wn ki kołowej - POCKET2
POCKET2 (RTP, RFP, SDIS, DP, DPR,PRAD, CPA, CPO, FFD, FFP1, MID, CDIR,
FAL, VARI, MIDF, FF2, SSF)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (wprowadzi bez znaku)
DP
Real
Gł boko wn ki (bezwzgl dnie)
DPR
Real
Gł boko wn ki w stosunku do płaszczyzny odniesienia
(wprowadzi bez znaku)
PRAD
Real
Promie wn ki (wprowadzi bez znaku)
CPA
Real
Punkt rodkowy wn ki, odci ta (bezwzgl dnie)
CPO
Real
Punkt rodkowy wn ki, rz dna (bezwzgl dnie)
FFD
Real
Posuw dla dosuwu na gł boko
FFP1
Real
Posuw dla obróbki powierzchni
MID
Real
Maksymalna gł boko dosuwu dla jednego dosuni cia
(wprowadzi bez znaku)
CDIR
Integer
Kierunek frezowania przy obróbce wn ki
Warto ci:
2 (dla G2)
3 (dla G3)
FAL
Real
Naddatek na obróbk wyka czaj c na brzegu wn ki
(wprowadzi bez znaku)
VARI
Integer
Rodzaj obróbki
Warto ci:
0=obróbka kompletna
1=zbieranie materiału z pozostawieniem
naddatku na obróbk wyka czaj c
2=tylko obróbka wyka czaj ca
MIDF
Real
Maksymalna gł boko dosuwu dla obróbki wyka czaj cej
FFP2
Real
Posuw dla obróbki wyka czaj cej
SSF
Real
Pr dko obrotowa przy obróbce wyka czaj cej
X
Y
C
PO
CPA
PR
AD
G3
G2
Rys. 114. Cykl frezowania kieszeni okr głej POCKET2
Cykl wytwarza nast puj cy przebieg ruchów:
• Ruchem szybkim (G0) jest dokonywane dosuni cie do punktu rodkowego
kieszeni na wysoko ci płaszczyzny wycofania, a nast pnie równie ruchem
szybkim w tej pozycji dokonywane jest dosuni cie narz dzia do płaszczyzny
bezpiecznej.
• Obróbka wn ki w przypadku obróbki zgrubnej ma nast puj cy przebieg:
– Dosuni cie ruchem roboczym (G1) w pozycji punktu rodkowego wn ki do
najbli szej gł boko ci obróbki z warto ci posuwu FFD;
– Wyfrezowanie wn ki z pozostawieniem naddatku na obróbk wyka czaj c
z posuwem FFP1 i pr dko ci obrotow wrzeciona działaj c przed
wywołaniem cyklu.
• Obróbka wn ki w przypadku obróbki wyka czaj cej ma nast puj cy przebieg:
– Dosuni cie do nast pnej, ustalonej przez MIDF gł boko ci obróbki;
– Obróbka wyka czaj ca wzdłu konturu z posuwem FFP2 i pr dko ci obrotow
SSF.
– Kierunek obróbki jest zgodny z kierunkiem ustalonym pod CDIR.
• Po zako czeniu obróbki narz dzie jest przesuwane ruchem szybkim (G0) do
punktu rodkowego kieszeni do płaszczyzny wycofania i cykl ulega zako czeniu.
7.4.6. Frezowanie płaszczyzny - CYCLE71
CYCLE71 (RTP, RFP, SDIS, DP, PA, PO, LENG, WID, STA, MID, MIDA, FDP,
FALD, FFP1, VARI, FDP1)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (addytywnie do płaszczyzny odniesienia,
wprowadzi bez znaku)
DP
Real
Gł boko (bezwzgl dnie)
PA
Real
Punkt pocz tkowy, odci ta (bezwzgl dnie)
PO
Real
Punkt pocz tkowy, rz dna (bezwzgl dnie)
LENG
Real
Długo
prostok ta
w
pierwszej
osi,
przyrostowo.
Naro nik, od którego nast puje wymiarowanie wynika z znaku.
WID
Real
Długo
prostok ta
w
drugiej
osi,
przyrostowo.
Naro nik, od którego nast puje wymiarowanie wynika z znaku.
STA
Real
K t mi dzy osi wzdłu n prostok ta i pierwsz osi płaszczyzny (o
odci tych, wprowadzi bez znaku);
zakres warto ci: 0º
≤_STA<180º
MID
Real
Maksymalna gł boko dosuwu (wprowadzi bez znaku)
MIDA
Real
Maksymalna szeroko dosuwu przy wybieraniu materiału
w płaszczy nie jako warto (wprowadzi bez znaku)
FDP
Real
Droga odsuni cia w płaszczy nie (przyrostowo, wprowadzi bez znaku)
FALD
Real
Naddatek na obróbk wyka czaj c na gł boko ci (przyrostowo,
wprowadzi bez znaku)
FFP1
Real
Posuw dla obróbki powierzchni
VARI
Integer
Rodzaj obróbki: (wprowadzi bez znaku)
MIEJSCE JEDNOSTEK:
Warto ci:
1...wybieranie materiału z pozostawieniem
naddatku na obróbk wyka czaj c
2...obróbka wyka czaj ca
MIEJSCE DZIESI TEK:
Warto ci:
1...równolegle do odci tej, w jednym kierunku
2...równolegle do rz dnej, w jednym kierunku
3...równolegle do odci tej, z kierunkiem zmiennym
4...równolegle do rz dnej, z kierunkiem zmiennym
FDP1
Real
Wyj cie w kierunku ustawionej płaszczyzny (przyr. bez znaku)
Przy pomocy cyklu CYCLE71 mo na frezowa na płasko dowoln
powierzchni prostok tn . Cykl rozró nia obróbk zgrubn (zbieranie materiału na
powierzchni wieloma krokami z pozostawieniem naddatku na obróbk wyka czaj c )
i obróbk wyka czaj c (jednokrotne przefrezowanie powierzchni). Maksymalny
dosuw na szeroko ci i gł boko ci jest zadawany przez parametry cyklu. Cykl nie
uwzgl dnia korekty promienia frezu. Dosuw na gł boko jest wykonywany bez styku
narz dzia z materiałem.
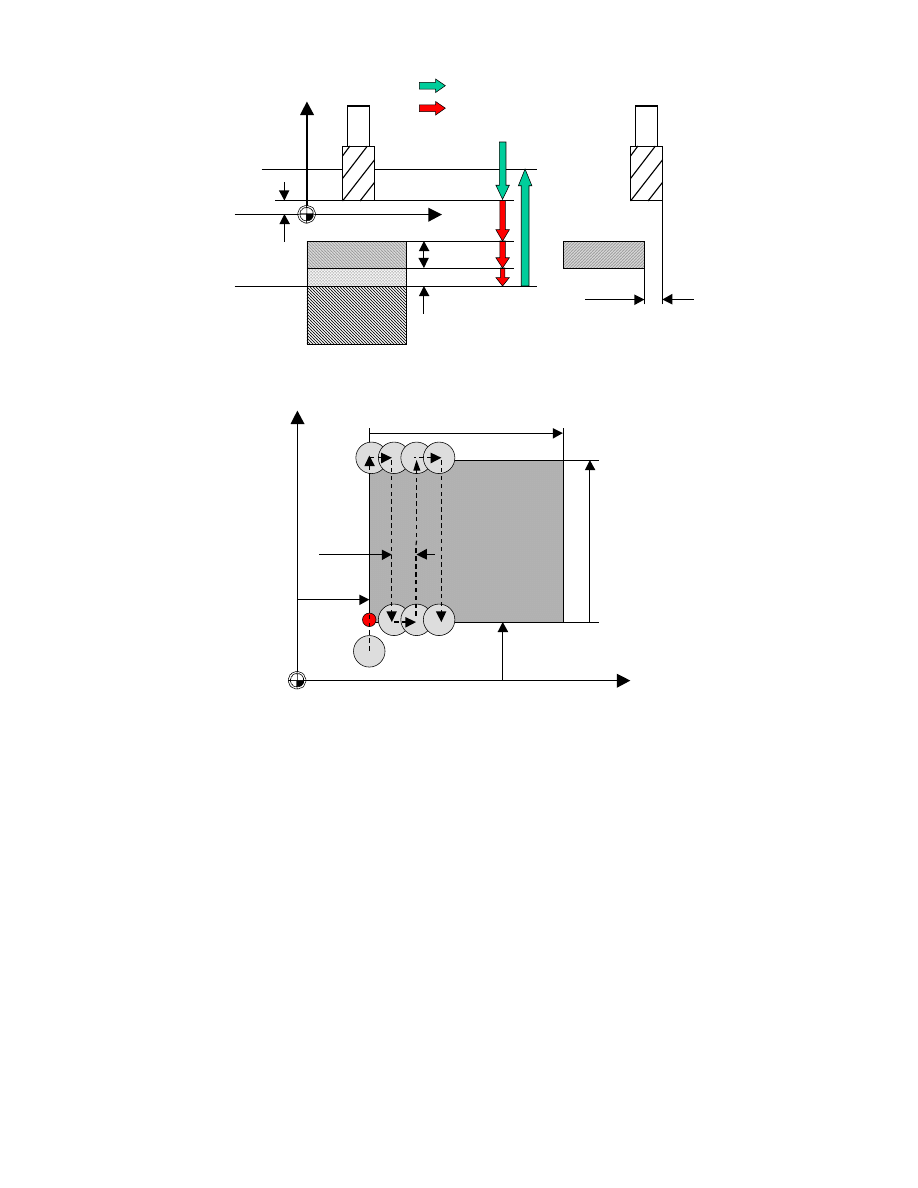
X
Z
RTP
DP
RFP
SDIS
G1
MID
G0
FALD
FDP1
Rys. 115. Parametry cyklu frezowania płaszczyzny CYCLE71
X
Y
PO
PA
W
ID
LENG
MIDA
Rys. 116. Parametry cyklu frezowania płaszczyzny CYCLE71
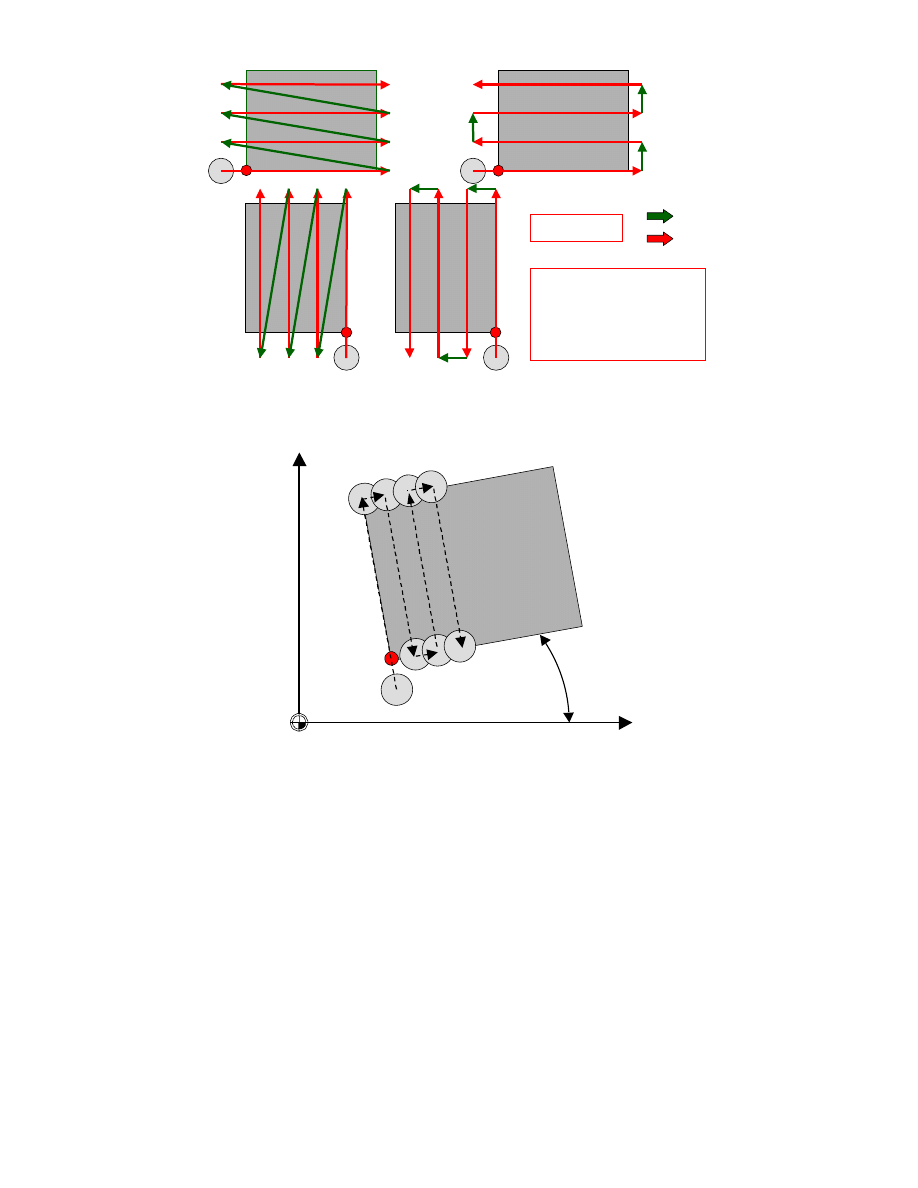
G1
G0
VARI=XY
X=1
X=2
X=3
X=4
Y=1 => obróbka
zgrubna
Y=1 => obróbka
wyka czaj ca
Rys. 117. Parametry cyklu frezowania płaszczyzny CYCLE71
X
Y
STA
Rys. 118. Parametry cyklu frezowania płaszczyzny CYCLE71
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuni cie ruchem szybkim (G0) do punktu pocz tkowego na wysoko ci aktualnej
pozycji, a nast pnie równie przy pomocy G0 dokonuje si w tej pozycji
dosuni cia do płaszczyzny bezpiecznej. Nast pnie, równie przy pomocy G0,
nast puje dosuni cie do płaszczyzny obróbki. Ruch szybki jest dopuszczalny,
poniewa dosuwanie nast puje bez kontaktu z materiałem.
• Obróbka powierzchni przy wykorzystaniu wielu strategii zbierania materiału
(osiowo-równolegle w jednym kierunku albo w jedn i drug stron ).
• Przebieg ruchów przy obróbce zgrubnej jest nast puj cy:
Frezowanie płaszczyzny mo e odpowiednio do zaprogramowanych warto ci DP,
MID i FALD nast powa na wielu płaszczyznach. Praca przebiega od góry do
dołu, tzn. ka dorazowo jest zbierany materiał w jednej płaszczy nie, a nast pnie
bez styku z materiałem jest przy pomocy parametru FDP wykonywane nast pne

dosuni cie na gł boko . Drogi ruchu przy zbieraniu materiału na płaszczy nie
zale od warto ci parametrów LENG, WID, MIDA i promienia aktywnego frezu.
Przej cie pierwszego toru frezowania jest zawsze tak dokonywane, by szeroko
dosuwu wynosiła dokładnie MIDA, aby nie nast piło dosuni cie na szeroko
wi ksze, ni maksymalnie mo liwe. Punkt rodkowy narz dzia przechodzi
w wyniku tego nie zawsze dokładnie po kraw dzi (tylko w przypadku
MIDA = promie frezu). Wymiar, o który narz dzie wychodzi poza kraw d
wynosi zawsze rednica frezu - MIDA. Dalsze tory dosuwu na szeroko ci s
wewn trznie w cyklu tak obliczane, by w przypadku ostatniego toru punkt
rodkowy narz dzia przechodził dokładnie po kraw dzi.
• Przebieg ruchów przy obróbce wyka czaj cej:
W przypadku obróbki wyka czaj cej powierzchnia jest frezowana jeden raz na
płaszczy nie. Naddatek na obróbk wyka czaj c musi wi c przy obróbce
zgrubnej zosta tak dobrany, by resztkowa gł boko mogła zosta zebrana
jednym przej ciem narz dzia wyka czaj cego. Po ka dym przefrezowaniu
w płaszczy nie narz dzie wychodzi poza materiał. Droga wyj cia jest
programowana pod parametrem FDP. Parametr ten powinien oczywi cie mie
warto wi ksz od zera. W przypadku obróbki w jednym kierunku nast puje
odsuni cie o naddatek na obróbk wyka czaj c + odst p bezpiecze stwa
i dosuni cie przesuwem szybkim do nast pnego punktu startowego.
• Po zako czeniu obróbki wyka czaj cej narz dzie wycofuje si w ostatniej
osi gni tej pozycji obróbki ruchem szybkim (G0) do płaszczyzny wycofania RTP.
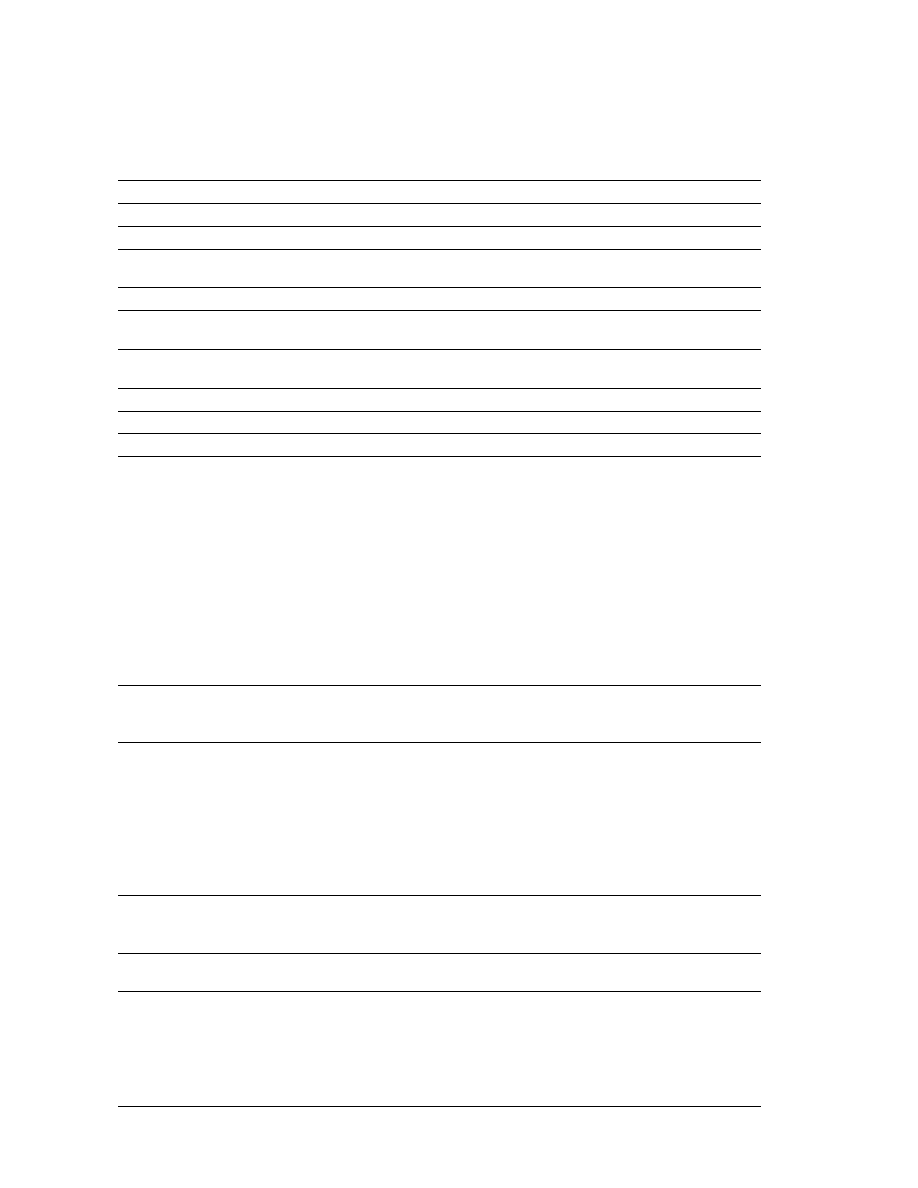
7.4.7. Frezowanie konturu - CYCLE72
CYCLE72(KNAME, RTP, RFP, SDIS, DP, MID, FAL, FALD, FFP1, FFD,
VARI, RL, AS1, LP1, FF3, AS2, LP2)
KNAME
String
Nazwa podprogramu obróbki konturu
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (addytywnie do płaszczyzny odniesienia,
wprowadzi bez znaku)
DP
Real
Gł boko (bezwzgl dnie)
MID
Real
Maksymalna gł boko dosuwu (przyrostowo, wprowadzi bez
znaku)
FAL
Real
Naddatek na obróbk wyka czaj c na konturze brzegowym
(wprowadzi bez znaku)
FALD
Real
Naddatek na obróbk wyka czaj c na dnie (wprowadzi bez znaku)
FFP1
Real
Posuw dla obróbki powierzchni
FFD
Real
Posuw dla dosuwu na gł boko (wprowadzi bez znaku)
VARI
Integer
Rodzaj obróbki: (wprowadzi bez znaku)
MIEJSCE JEDNOSTEK:
Warto ci: 1...obróbka zgrubna
2...obróbka wyka czaj ca
MIEJSCE DZIESI TEK:
Warto ci: 0...drogi po rednie przy pomocy G0
1...drogi po rednie przy pomocy G1
MIEJSCE SETEK:
Warto ci: 0...wycofanie dla dróg po rednich do RTP
1...wycofanie dla dróg po rednich do RFP+SDIS
2...wycofanie w przypadku dla dróg po rednich o SDIS
3...nie ma wycofania w przypadku dróg po rednich
RL
Integer
Obej cie konturu po stronie prawej albo lewej stronie (G41, G42)
Warto ci: 41...G41
42...G42
AS1
Integer
Specyfikacja drogi dosuwu: (wprowadzi bez znaku)
MIEJSCE JEDNOSTEK:
Warto ci: 1...prosta styczna
2...półkole
3... wier okr gu
MIEJSCE DZIESI TEK:
Warto ci: 0...dosuni cie do konturu na płaszczy nie
1...dosuni cie do konturu po torze przestrzennym
LP1
Real
Długo drogi dosuwu (w przypadku prostej) wzgl. promie toru
punktu rodkowego frezu (w przypadku okr gu, wprowadzi bez
znaku)
FF3
Real
Posuw wycofania dla pozycjonowania po redniego na płaszczy nie
(bez kontaktu z materiałem)
AS2
Integer
Specyfikacja drogi odsuni cia: (wprowadzi bez znaku)
MIEJSCE JEDNOSTEK:
Warto ci: 1...prosta styczna
2...półokr g
3... wier okr gu
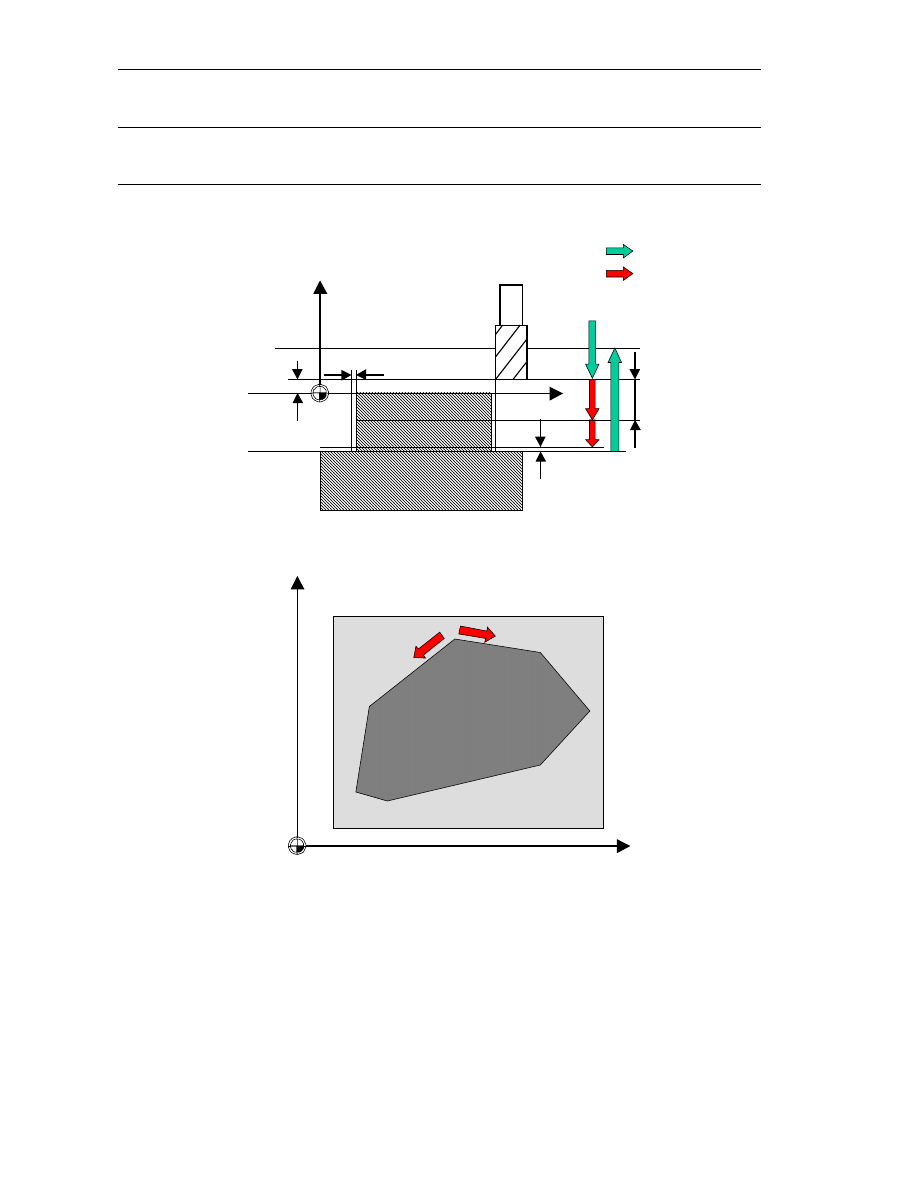
MIEJSCE DZIESI TEK:
Warto ci: 0...odsuni cie od konturu na płaszczy nie
1...odsuni cie od konturu po torze przestrzennym
LP2
Real
Długo drogi odsuni cia (w przypadku prostej) wzgl. promie
toru punktu rodkowego frezu (w przypadku okr gu, wprowadzi
bez znaku)
X
Z
RTP
DP
RFP
SDIS
G1
G0
MID
FALD
FAL
Rys. 119. Parametry cyklu frezowania konturu CYCLE72
X
Z
RL=42
RL=41
Rys. 120. Parametry cyklu frezowania konturu CYCLE72
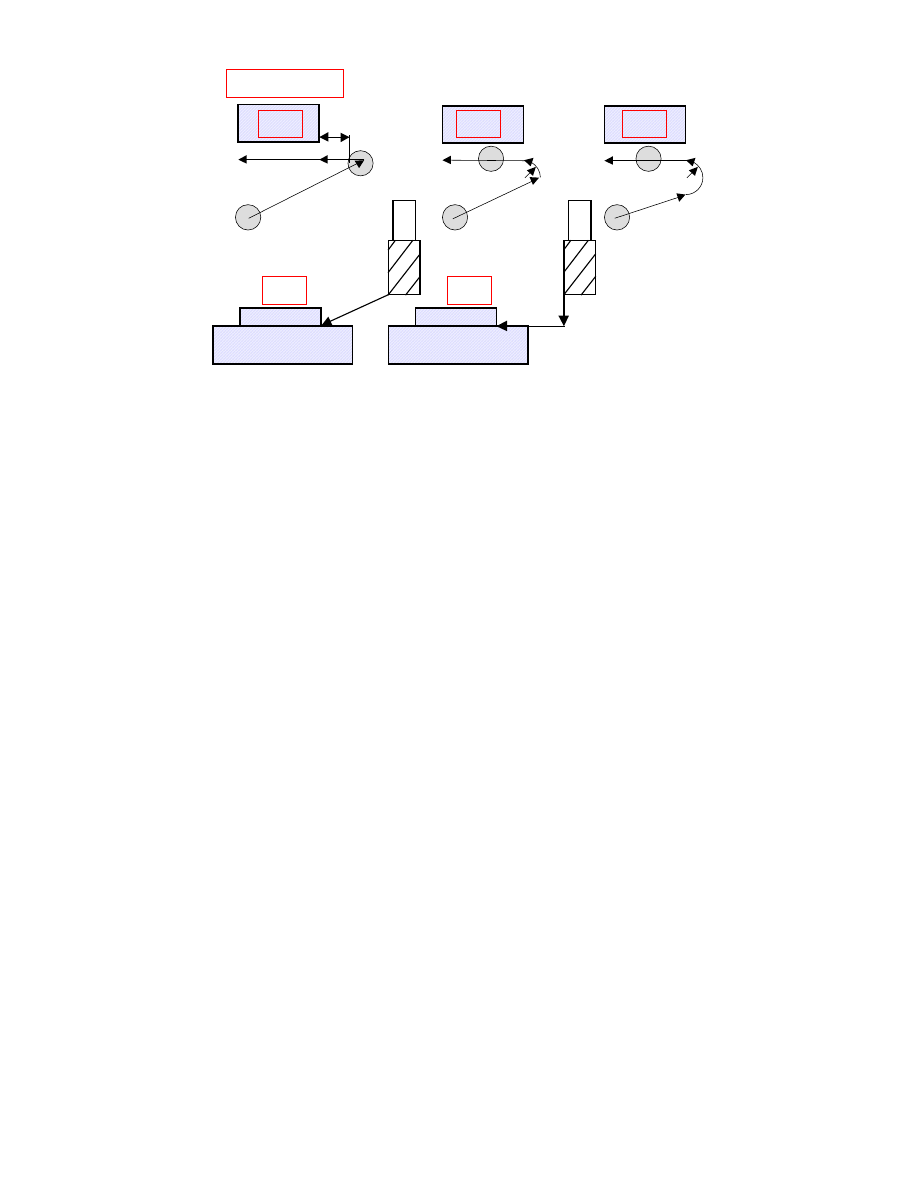
LP1/LP2
LP1/LP2
LP1/LP2
AS1/AS2=XY
Y=1
Y=2
Y=3
X=1
X=0
Rys. 121. Parametry cyklu frezowania konturu CYCLE72
Przy pomocy cyklu CYCLE72 mo na frezowa wzdłu dowolnego konturu,
zdefiniowanego w podprogramie. Cykl pracuje z korekt promienia frezu. Kontur
niekoniecznie musi by zamkni ty, obróbka wewn trzna i zewn trzna jest mo liwa
i jest definiowana przez poło enie korekty promienia frezu (po lewej albo po prawej
od konturu).
Kontur musi by programowany w tym kierunku, w którym ma by
frezowany, poniewa podprogram konturu jest wywoływany bezpo rednio w cyklu.
Cykl wytwarza nast puj cy przebieg ruchów:
• Dosuw na gł boko równomiernie dzielony na najwi ksz mo liw warto
odpowiednio do zadanych parametrów.
• Ruch przy pomocy G0/G1 do punktu startowego pierwszego frezowania. Punkt ten
jest obliczany wewn trznie w sterowaniu i zale y
– od punktu pocz tkowego konturu (pierwszy punkt w podprogramie);
– od kierunku konturu w punkcie pocz tkowym;
– od trybu rozruchu i jego parametrów oraz;
– od promienia narz dzia.
W tym bloku jest wł czana korekta promienia narz dzia.
• Dosuw na pierwsz wzgl. nast pn gł boko obróbki przy pomocy G0/G1,
z posuwem dla dosuwu na gł boko . Pierwsza gł boko dosuwu wynika z:
–
gł boko ci całkowitej;
–
naddatku na obróbk wyka czaj c ;
–
maksymalnego mo liwego dosuwu na gł boko .
• Dosuni cie do konturu w płaszczy nie albo trójwymiarowo odpowiednio do
zaprogramowania łagodnego dosuwu. W tym bloku działa ju posuw
zaprogramowany dla obróbki płaszczyzny.
• Frezowanie wzdłu konturu przy wł czonej kompensacji promienia G41/G42.
• Łagodne odsuni cie od konturu przy pomocy G1 przy aktywnym posuwie dla
obróbki płaszczyzny.
• Wycofanie przy pomocy G0/G1 (posuw wycofania FF3).
• Wycofanie do punktu dosuwu na gł boko przy pomocy G0/G1 (z posuwem
FF3).

• W nast pnej płaszczy nie obróbki przebieg ten jest powtarzany, z pozostawieniem
na gł boko ci naddatku na obróbk wyka czaj c .
• Po zako czeniu obróbki zgrubnej narz dzie znajduje si nad (obliczonym
wewn trznie w sterowaniu) punktem odsuni cia od konturu na wysoko ci
płaszczyzny wycofania.
• Przy obróbce wyka czaj cej cykl wytwarza nast puj cy przebieg ruchów:
Jednokrotne frezowanie wzdłu konturu na wymiar ostateczny. Odnosi si to tylko
do wymiaru ostatecznego konturu w płaszczy nie. Dosuni cie do konturu i jego
opuszczenie nast puje łagodnie odpowiednio do przewidzianych w tym celu
parametrów. Po zako czeniu cyklu narz dzie znajduje si nad punktem odsuni cia
od konturu na wysoko ci płaszczyzny wycofania.
Programowanie konturu
Dla programowania konturu nale y przestrzega co nast puje:
• W podprogramie nie wolno przed pierwsz programowan pozycj wybra
adnego programowanego FRAME (TRANS, ROT, SCALE, MIRROR).
• Pierwszy blok podprogramu konturu jest blokiem prostej zawieraj cym G90, G0
i definiuje punkt startu konturu.
• Korekta promienia frezu jest wybierana i wył czana z cyklu nadrz dnego, dlatego
w podprogramie konturu nie mog by programowane G40, G41, G42 .
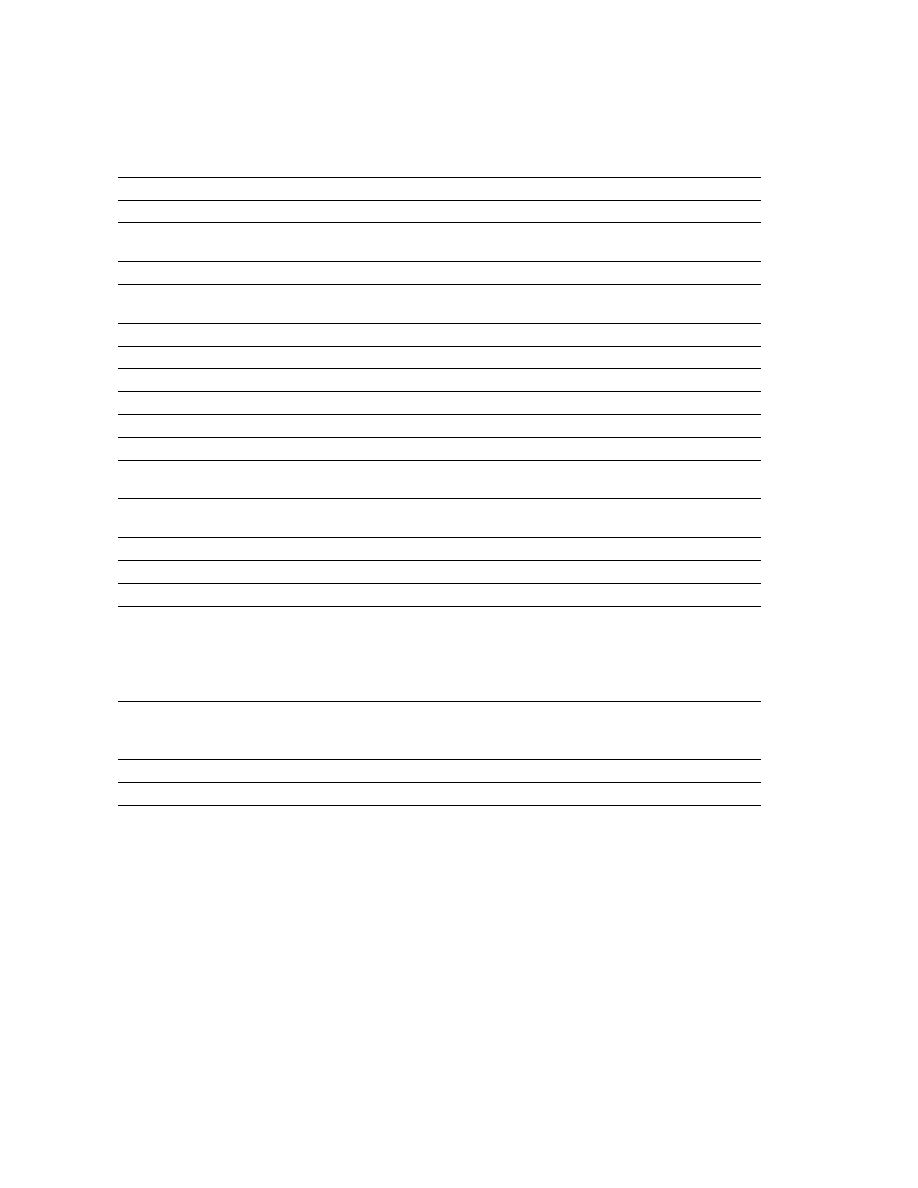
7.4.8. Frezowanie wyst pu prostok tnego - CYCLE76
CYCLE76 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, PA, PO, STA, MID,
FAL, FALD, FFP1, FFD, CDIR, VARI, AP1, AP2)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (addytywnie do płaszczyzny odniesienia,
wprowadzi bez znaku)
DP
Real
Wysoko (bezwzgl dnie)
DPR
Real
Wysoko w stosunku do płaszczyzny odniesienia (wprowadzi bez
znaku)
LENG
Real
Długo wyst pu od naro nika (wprowadzi ze znakiem)
WID
Real
Szeroko wyst pu od naro nika (wprowadzi ze znakiem)
CRAD
Real
Promie naro a (wprowadzi bez znaku)
PA
Real
Odci ta punktu bazowego (absolutnie)
PO
Real
Rz dna punktu bazowego (absolutnie)
STA
Real
K t mi dzy osi podłu n a odci t
MID
Real
Maksymalna gł boko dosuwu (przyrostowo, wprowadzi bez
znaku)
FAL
Real
Naddatek na obróbk wyka czaj c na powierzchni bocznej
(wprowadzi bez znaku)
FALD
Real
Naddatek na obróbk wyka czaj c na dnie (wprowadzi bez znaku)
FFP1
Real
Posuw dla obróbki powierzchni bocznej
FFD
Real
Posuw dla dosuwu na gł boko (wprowadzi bez znaku)
CDIR
Integer
Kierunek obróbki (wprowadzi bez znaku):
0: przeciwbie ny
1: współbie ny
2: G2
3: G3
VARI
Integer
Rodzaj obróbki (wprowadzi bez znaku):
1: zgrubna z pozostawieniem naddatku
2: wyka czaj ca
AP1
Real
Długo przygotówki
AP2
Real
Szeroko przygotówki
Cykl ten pozwala na obróbk prostok tnego wyst pu. Punktem startu obróbki
jest punkt w kierunku dodatnim odci tej z uwzgl dnieniem doj cia po półokr gu oraz
długo ci przygotówki. W cyklu tym wykorzystywany jest cykl frezowania konturu
CYCLE72, dla którego przygotowywana jest definicja konturu w postaci podprogramu
na podstawie parametrów cyklu CYCLE76.
Obróbka zgrubna (VARI=1)
Dojazd do płaszczyzny wycofania jest wykonywany ruchem szybkim (G0).
Punkt startowy le y pod k tem 0 w stosunku do odci tej. Narz dzie jest
pozycjonowane na płaszczy nie bezpiecznej ruchem szybkim (G0), sk d jest
przemieszczane ruchem roboczym (G1). Nast pnie narz dzie podje d a do konturu po
półokr gu (G347). Kierunek obróbki jest zdefiniowany przez parametry cyklu. Po
obróbce na zadanej gł boko ci narz dzie odje d a od konturu równie po półokr gu
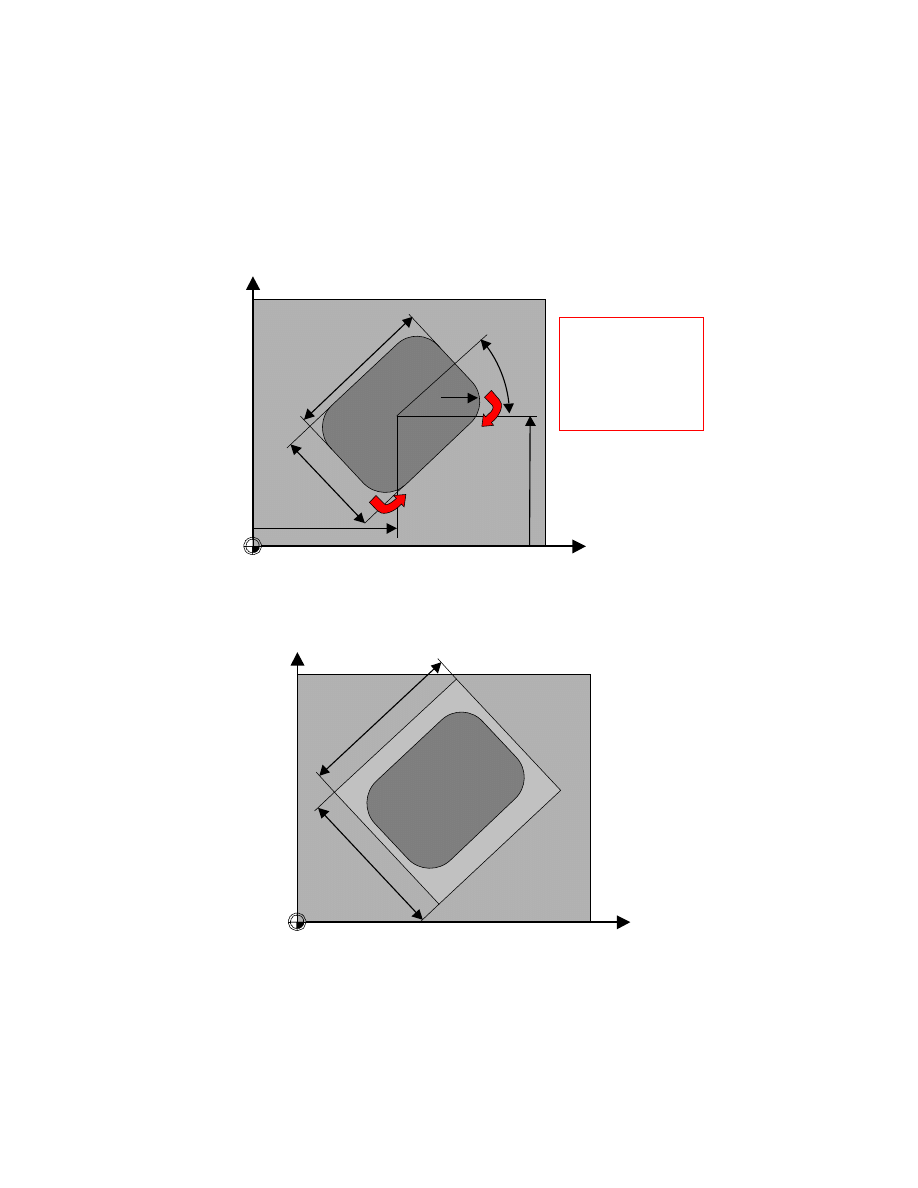
(G348). Cykl ten jest powtarzany na kolejnych gł boko ciach a do uzyskania danej
gł boko ci obróbki. Po obróbce narz dzie jest wycofywane na płaszczyzn wycofania
ruchem szybkim (G0).
Obróbka wyka czaj ca (VARI=2)
Obróbka wyka czaj ca jest realizowana w zale no ci od warto ci parametrów
FAL i FALD na powierzchni bocznej, dolnej lub na obu. Rozpocz cie i zako czenie
obróbki identyczne jak dla obróbki zgrubnej.
X
Y
PO
PA
STA
LE
NG
W
ID
G2
G3
CRAD
CDIR =
0 - przeciwbie nie
1 - współbie nie
2 - G2
3 - G3
Rys. 122. Parametry cyklu frezowania wyst pu prostok tnego CYCLE76
AP
1
AP
2
X
Y
Rys. 123. Parametry cyklu frezowania wyst pu prostok tnego CYCLE76
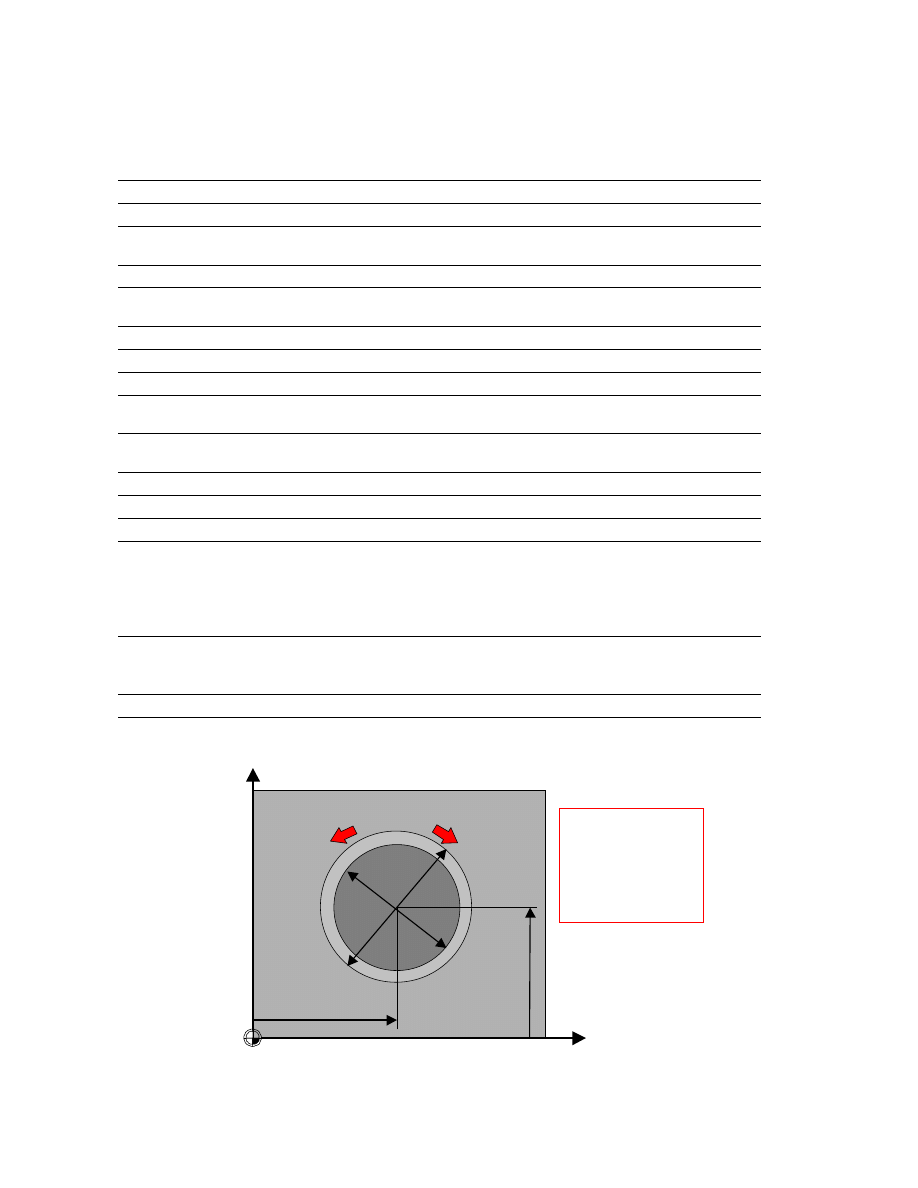
7.4.9. Frezowanie wyst pu okr głego - CYCLE77
CYCLE77 (RTP, RFP, SDIS, DP, DPR, PRAD, PA, PO, MID, FAL, FALD, FFP1,
FFD, CDIR, VARI, AP1)
RTP
Real
Płaszczyzna wycofania (bezwzgl dnie)
RFP
Real
Płaszczyzna odniesienia (bezwzgl dnie)
SDIS
Real
Odst p bezpiecze stwa (addytywnie do płaszczyzny odniesienia,
wprowadzi bez znaku)
DP
Real
Wysoko (bezwzgl dnie)
DPR
Real
Wysoko w stosunku do płaszczyzny odniesienia (wprowadzi bez
znaku)
PRAD
Real
rednica wyst pu (wprowadzi bez znaku)
PA
Real
Odci ta punktu bazowego (absolutnie)
PO
Real
Rz dna punktu bazowego (absolutnie)
MID
Real
Maksymalna gł boko dosuwu (przyrostowo, wprowadzi bez
znaku)
FAL
Real
Naddatek na obróbk wyka czaj c na powierzchni bocznej
(wprowadzi bez znaku)
FALD
Real
Naddatek na obróbk wyka czaj c na dnie (wprowadzi bez znaku)
FFP1
Real
Posuw dla obróbki powierzchni bocznej
FFD
Real
Posuw dla dosuwu na gł boko (wprowadzi bez znaku)
CDIR
Integer
Kierunek obróbki (wprowadzi bez znaku):
0: przeciwbie ny
1: współbie ny
2: G2
3: G3
VARI
Integer
Rodzaj obróbki (wprowadzi bez znaku):
1: zgrubna z pozostawieniem naddatku
2: wyka czaj ca
AP1
Real
rednica przygotówki
Działanie i funkcjonowanie identyczne jak dla cyklu CYCLE76.
X
Y
PO
PA
PR
AD
G3
G2
AP
1
CDIR =
0 - przeciwbie nie
1 - współbie nie
2 - G2
3 - G3
Rys. 124. Parametry cyklu frezowania wyst pu okr głego CYCLE77
Wyszukiwarka
Podobne podstrony:
Opisy Sinumerik 810 i 840D, Fanuc P Lacyk(1)
Nikiel 2013
półgorące Opracowanie nikiel
OCP nikiel
Nikiel teoria
Białe kafelki, porcelana, nikiel 1
2 Programowanie Sinumerik WOP(1)
Nikiel
Kobalt i nikiel
NANOKOMPOZYTOWE WARSTWY NIKIEL NANORURKI WĘGLOWE
Opracowanie nikiel
Nikiel 1
5 Obrobka na tokarce CNC 840D
NIKIEL + rtec, V ROK, TOKSYKOLOGIA, notatki, kolos 1
charakterystyka ukl sterowanai Sinumerik 810T
1 Programowanie Sinumerik WOP
Programowanie parametryczne Sinumerik 810T
nikiel tytan cyna ołó, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, moje met
więcej podobnych podstron