Nowoczesny
system CAD/CAM
System Bego Medical
Roland Strietzel prezentuje system BEGO Medical. W niniejszym artykule przedstawia różne
metody produkcyjne oraz różnorodne materiały, szczególnie metodę SLM i stop Wirobond C+.
Autor
PD dr Roland Strietzel, Brema
Tłumaczenie:
Marta Szumińska-Mrówka
Hasła indeksowe:
CAD/CAM, SLM (Selective La-
ser Melting), Wirobond C+
O
d wielu dziesięcioleci podejmuje
się próby uprzemysłowienia pro-
cesów technicznych w laborato-
rium protetycznym [1, 2]. Nowoczesne
systemy CAD/CAM obejmują zasadni-
czo trzy etapy robocze:
Cyfryzacja: sytuacja rzeczywista zo-
staje zamieniona na obraz wirtualny,
na przykład z wykorzystaniem świa-
tła, wiązki laserowej lub odczytu me-
chanicznego.
Wirtualne modelowanie: korzystając
ze specjalnych programów komputero-
wych, modeluje się uzupełnienie w taki
sam sposób, jak w przypadku wosku.
Wytwarzanie maszynowe: za pomo-
cą różnych metod przemysłowych
wykonuje się podbudowę, a w przy-
szłości – także licowanie.
Rozwój
Pod koniec lat 90. ubiegłego wieku fir-
ma BEGO wznowiła pracę nad projektem
CAD/CAM. Wcześniej frezowanie tytanu
odłożono ad acta ze względu na brak
opłacalności tej metody. Zarzucono rów-
nież projekt „DentiCAD” [3–6] ze względu
na zbyt małą prędkość pracy dostępnych
wówczas komputerów. Etap skanowania
i modelowania CAD trwał wtedy jeszcze
zbyt długo. Jakość frezowanych koron
była jednak akceptowalna pod wzglę-
dem klinicznym.
W późniejszym czasie opracowano
komputery o wystarczającej pamięci
i prędkości pracy. W 1998 roku, po prze-
prowadzeniu wnikliwych badań rynku
i konsultacjach wewnętrznych, rozpo-
częto prace nad nowym projektem. Jego
celem było „stworzenie innowacyjnego,
wysokojakościowego i koniecznie opła-
calnego procesu produkcyjnego, który
zapewniałby sukces naszym Partnerom”.
Na podstawie tych wymagań sformuło-
wano następujące przemyślenia:
Stosowanie przemysłowych metod
produkcyjnych, które w razie potrze-
by należałoby dopasować do uwa-
runkowań techniczno-protetycznych.
Projekt ma być opłacalny i wykorzysty-
wać przemysłowe metody produkcyjne
więc liczba wytwarzanych elementów
powinna być odpowiednio duża.
Konieczność sporego obłożenia ma-
szyn wymaga z kolei centralizacji
produkcji.
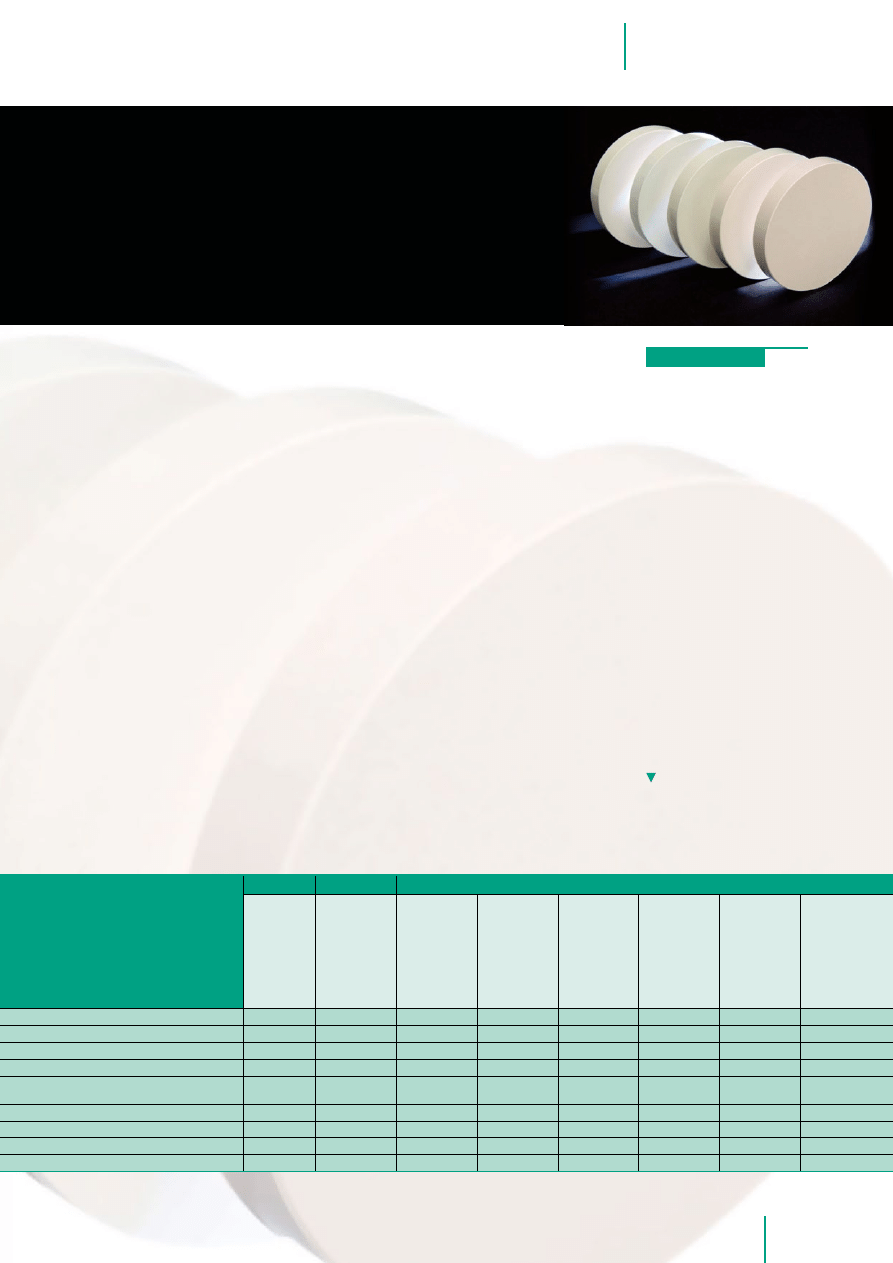
Tab. 1. Przegląd dostępnych
materiałów i wskazań (CAD/Cast:
odlewanie wspomagane kom-
puterowo, SLM: Selective Laser
Melting)
Wskazanie
CAD/Cast
SLM
Frezowanie
Bio PontoStar XL
Bio PontoStar
PlatinLloyd 100
BegoStar
BegoPal 300
Pontonorm
ECO d’Or
Bio PlatinLloyd
AuroLloyd KF
Wiron 99
Wirobond C+
Wirobond MI
tytan
BeCeCAD
BeCeCAD
BeCeWax-up
Zirkon +
BeCe Temp
Zirkon XH
Korony (w pełnym kształcie anatomicznym)
√
√
—
—
√
—
√
√
Korony (o zredukowanym kształcie, możliwość licowania)
√
√
—
—
√
—
√
√
Mosty (dowolny zasięg)
√
√
—
—
√
—
√
(√ )
Łączniki (Semados, wewnętrzny heksagon)
—
—
—
—
—
√
—
—
Łączniki
(standardowe)
√
√
—
—
√
—
√
(√ )
Korony teleskopowe
√
√
—
—
√
—
√
(√ )
Wkłady koronowe (inlays)
√
√
—
—
√
—
√
(√ )
Mosty typu Maryland
√
√
—
—
√
—
√
(√ )
Belki
—
—
√
√
—
—
—
—
35
dental labor · 4/2013 · www.dentalconnection.pl
Technika
dentystyczna
Systemy CAD/CAM
Problem indywidualności produk-
tu: w przeciwieństwie do produk-
cji przemysłowej, w przypadku któ-
rej jeden element wytwarzany jest
w dużych ilościach, w technice den-
tystycznej konieczne jest wykonywa-
nie wielu unikatowych elementów.
Minimalizacja wykorzystanego ma-
teriału, czasu i liczby personelu.
Wysoki stopień automatyzacji.
Znaczna różnorodność materiału.
Realizacja wielu wskazań.
Niska cena uzupełnienia.
Dostępność w dużej ilości i w krót-
kim czasie.
Mając powyższe na uwadze, zdecy-
dowano się na stworzenie central-
nego centrum frezowania. Ponieważ
firma ma 120-letnie doświadczenie
w dziedzinie metalurgii, w pierwszej
kolejności przystąpiono do opraco-
wania taniej metody produkcji metali.
W przypadku niedrogich materiałów,
takich jak ceramika, tworzywo sztucz-
ne i tytan, sensownym rozwiązaniem
są metody odejmowania materiału,
czyli frezowanie/szlifowanie lub erozja
iskrowa, natomiast w przypadku sto-
pów kobaltu, chromu lub metali szla-
chetnych metody te nie są wskazane
z ekonomicznego punktu widzenia.
W tym przypadku należy zastosować
metody dodawania materiału.
Ze względu na wymienione wymaga-
nia należało wziąć pod uwagę różno-
rodność materiałów i opracować meto-
dę dopasowaną do różnych surowców
i wymagań technicznych (np. idealne
dopasowanie). Dlatego też pojęcie „sys-
tem otwarty” potraktowano bardziej
koncepcyjnie, niż zwykło się to obecnie
czynić. Mówiąc dziś o „systemie otwar-
tym”, mamy na myśli najczęściej otwar-
ty interfejs między skanerem, oprogra-
mowaniem CAD i produkcją. Koncepcja
systemu BEGO Medical idzie w tym za-
kresie o krok dalej.
Podczas opracowywania systemu wy-
niknęły jednak problemy z przepły-
wem danych. Pomimo zastosowania
ogólnie dostępnego formatu wymia-
ny danych STL pojawiły się komplika-
cje podczas wykorzystywania danych
zewnętrznych. Kłopoty te można po-
równać z przypadkiem plików teksto-
wych, które drukowane są z różny-
mi sterownikami drukarek. Pojawiają
się wówczas nieznaczne niezgodno-
ści, na przykład inny rozkład wierszy.
Problemy te spowodowały, że system
BEGO Medical jest obecnie zasadniczo
systemem zamkniętym. W przyszłości
będzie istniała jednak możliwość wczy-
tywania danych z innych, „nie-BEGO-
-wskich”, systemów.
Materiał
Liczba dostępnych materiałów jest im-
ponująca (tab. 1). W ofercie oprócz róż-
nych metali znajdują się także cerami-
ki i tworzywo sztuczne. Podane stopy
są materiałami klinicznie przetestowa-
nymi, które od wielu lat sprawdzają się
pod względem techniki odlewniczej.
Dzięki temu technik dentystyczny nie
musi zmieniać swoich przyzwycza-
jeń w zakresie opracowywania i lico-
wania. Może on nadal pracować wła-
snymi metodami i z wykorzystaniem
sprawdzonych już materiałów, na przy-
kład ceramik licujących. Również lekarz
dentysta otrzymuje pracę o dobrze
znanej mu jakości.
W tabeli 1 przedstawiono szereg róż-
nych materiałów. Wykorzystywane
w technice CAD/Cast stopy metali
szlachetnych oraz stop nieszlachetny
Wiron 99 to klinicznie sprawdzone su-
rowce, które dostępne są także jako tra-
dycyjne stopy do odlewania (tab. 2).
Tym samym można je opracowywać
dokładnie w taki sam sposób. Istnieje
także możliwość stosowania różnych
metod łączenia i licowania. Również
opracowywanie tych materiałów jest
analogiczne do wariantów odlewa-
nych. Ponadto można prześledzić cały
proces produkcyjny.
Stop kobaltowo-chromowy do napa-
lania Wirobond C+ wytwarzany jest
metodą SLM. Jego skład jest podobny
do stopu Wirobond C lub Wirobond SG,
które dostępne są jako stopy przezna-
czone do odlewania. Można go stoso-
wać do wszystkich rodzajów wskazań.
Jest on przeznaczony głównie do wy-
konywania licowanych koron i mostów
o dowolnej rozpiętości. Zasadniczo
można go stosować również przy in-
nych wskazaniach, jednak pod wzglę-
dem medycznym kwestia ta pozostaje
niewyjaśniona (np. wkłady koronowe).
Z uwagi na lepszą zrozumiałość w dal-
szej części artykułu zamiast pojęcia
„dwutlenek cyrkonu częściowo stabili-
zowany itrem” stosowane będzie okre-
ślenie „dwutlenek cyrkonu” [2, 7, 8].
Dwutlenek cyrkonu oferowany jest
w dwóch wariantach: BeCe CAD Zirkon
XH charakteryzuje się wyższą wytrzy-
małością i jest przeznaczony wyłącznie
do produkcji łączników implantologicz-
nych, natomiast BeCe CAD Zirkon+ sto-
sowany jest zasadniczo do wykonywa-
nia podbudów pod korony i mosty. Jego
zmieniony skład sprawia, że jest on bar-
dziej przezierny niż większość innych
dwutlenków cyrkonu. Cecha ta popra-
wia także estetykę uzupełnień.
Oprócz materiałów własnych istnie-
je również możliwość opracowywa-
nia materiałów innych partnerów
(firm: Sirona, DigiDent, KaVo). Istnie-
ją w tym zakresie specjalne porozu-
mienia, dzięki którym użytkownicy
mogą wysyłać swoje dane do kon-
kretnego partnera i w ten sposób ko-
rzystać z jego materiałów i procesów
produkcyjnych.
Istnieje zatem szereg możliwości
w zakresie materiałów i wskazań.
Ciągle pracujemy nad poszerzeniem
oferty. Jednakże wysokie wymaga-
nia jakościowe wymagają również
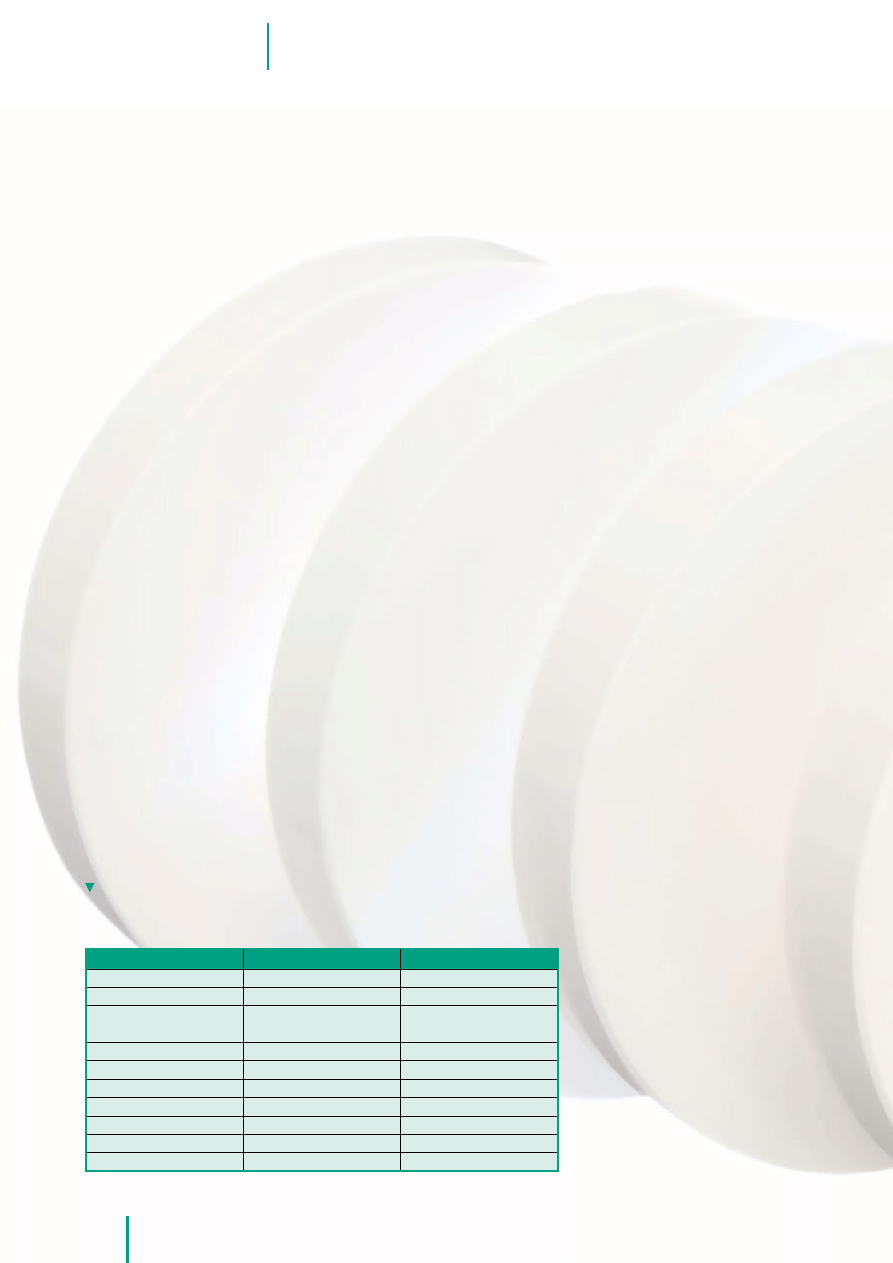
Tab. 2. Przegląd dostępnych stopów, które
można opracowywać metodą CAD/Cast oraz wła-
ściwych ceramik licujących
Typ
Nazwa
Ceramika licująca
AuPt, bez Pd i Cu
Bio PontoStar XL
normalna ekspansja
AuPt, bez Pd i Cu
Bio PontoStar
normalna ekspansja
AuAgCu
PlatinLloyd 100
nieprzeznaczone do licowa-
nia ceramiką
AuPd
BegoStar
normalna ekspansja
PdAg
BegoPal 300
normalna ekspansja
AuPd
Pontonorm
wysoka ekspansja (LFC)
AuPd
AuroLloyd KF
wysoka ekspansja (LFC)
AgAu
ECO d’Or
wysoka ekspansja (LFC)
AuPtAg, bez Pd i Cu
Bio PlatinLloyd
wysoka ekspansja (LFC)
NiCr
Wiron 99
normalna ekspansja
36
dental labor · 4/2013 · www.dentalconnection.pl
Technika
dentystyczna
Systemy CAD/CAM
Korespondencja:
PD dr Roland Strietzel
BEGO Bremer Goldschlägerei
GmbH Co. KG, 28353 Bremen
telefon (04 21) 2 02 81 30
fax (04 21) 20 28 441 30
e-mail: strietzel@bego.com
www.bego.com
dokładnego i czasochłonnego pro-
cesu opracowywania i kontroli ma-
teriałów. Należy kontrolować także
właściwości techniczne oraz obrób-
kę materiałów. Stosując stopy wyko-
rzystywane również w tradycyjnej
technice odlewniczej, technik den-
tystyczny może pracować w taki sam
sposób jak do tej pory, bez koniecz-
ności zmiany przyzwyczajeń. Nie
ma potrzeby dokonywania zmian
w procesie obróbki.
Procesy produkcyjne
Jak już wspomniano, od samego po-
czątku realizacji projektu zwracano
szczególną uwagę na to, aby pro-
dukcja uwzględniała specyfikę ma-
teriałów i wskazań. Z tego względu
wzięto pod uwagę różne procesy
produkcyjne.
W przypadku tworzyw sztucznych, ce-
ramik oraz wysoce precyzyjnych prac
z tytanu zaleca się frezowanie. Wiro-
bond C+, stop kobaltowo-chromo-
wy do napalania, opracowywany jest
metodą SLM (Selective Laser Melting).
Stopy metali szlachetnych oraz Wiron
99 wytwarzane są metodą CAD/Cast.
Niezależnie od procesu produkcyjnego
wszystko rozpoczyna się od cyfryzacji.
Następnie dane wirtualne opracowy-
wane są przy pomocy oprogramowa-
nia CAD, a uzupełnienie modelowane
jest wirtualnie. Gotowy rekord danych
wysyła się do Bremy, gdzie następuje
proces produkcji. Gotową podbudowę
przesyła się następnie do laboratorium
protetycznego.
W przypadku użycia skanera BEGO Me-
dical dane przesyłane są drogą inter-
netową bezpośrednio do Bremy (lub –
na życzenie – do jednego z partnerów).
Laboratoria wyposażone w skanery in-
nych firm („skanery obce”) mogą wczy-
tywać swoje dane także do systemu
BEGO Medical. Można dokonać tego
ręcznie, za pomocą tak zwanego por-
talu zamówień „Orderportal”, lub auto-
matycznie, przy użyciu oprogramowa-
nia „Filegenerator”.
Skanery i oprogramowanie
Początkowo stosowano skaner pra-
cujący na zasadzie projekcji światła
paskowego [9, 10]. Na tej samej zasa-
dzie opierała się także druga generacja
skanerów (sprzedawanych przez firmę
Smartoptics w takiej samej technolo-
gii, ale o innym kształcie).
Z uwagi na problemy techniczne wy-
stępujące między skanerem a opro-
gramowaniem CAD w 2007 roku zde-
cydowano się na produkt duńskiego
producenta, 3 Shape, aby móc skon-
centrować się na najważniejszej kwe-
stii, czyli wykonywaniu uzupełnienia
protetycznego. Wraz z duńskim part-
nerem stale udoskonalamy skaner la-
serowy oraz oprogramowanie CAD.
Te ostatnie zdążyły zadomowić się
na rynku, stając się pewnego rodzaju
standardem.
Firma gwarantuje ciągły rozwój sprzętu
i oprogramowania. Dzięki dostępnym
skanerom i oprogramowaniu istnieje
możliwość skanowania zarówno wyci-
sków, jak i modeli. Można skanować na-
wet wkłady koronowo-korzeniowe.
.
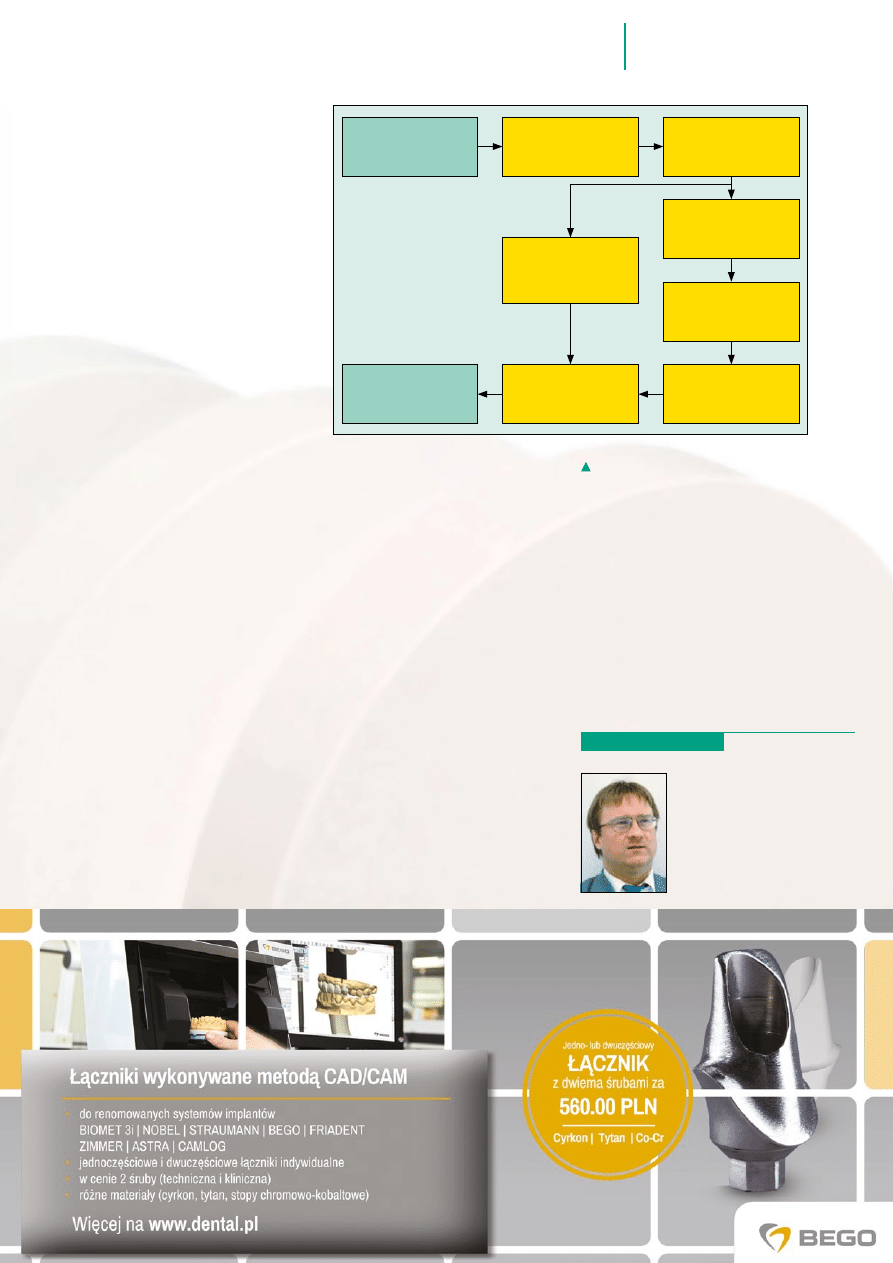
rys. 1. Schemat ogólnego procesu produkcyjnego
Technik dentystyczny
skanuje wycisk lub model
Technik dentystyczny
otrzymuje uzupełnienie
Kontrola wstępna
w BEGO Medical
Logistyka
i wystawienie rachunku
Wysyłka
przez BEGO Medical
Podział danych:
system ekonomiczny
i urządzenie produkcyjne
Przygotowanie danych
do produkcji
Produkcja
Kontrola ostateczna
w BEGO Medical
Technika
dentystyczna
Systemy CAD/CAM
Wyszukiwarka
Podobne podstrony:
Projektowanie za pomoca systemów CAD CAM
Unigraphics NX profesjonalny system CAD CAM CIM
Projektowanie za pomoca systemów CAD CAM
Technologia Maszyn CAD CAM
CAD CAM KWPPWPS Zad graf PDF
Pytania łączność, Administracja-notatki WSPol, Nowoczesne systemy łączności
aktywny obywatel nowoczesny system wyborczy
test - łączność 3, Administracja-notatki WSPol, Nowoczesne systemy łączności
Kształtowanie nowoczesnych systemów ocen w firmie
brak tematu, nowoczesne systemy szkolne w XIX w, ROZWÓJ NOWOCZESNYCH SYSTEMÓW SZKOLNYCH W XIX WIEKU
brak tematu, nowoczesne systemy szkolne w XIX w, ROZWÓJ NOWOCZESNYCH SYSTEMÓW SZKOLNYCH W XIX WIEKU
nowoczesne systemy lacznosci wyklad 1
Lacznosc 1 (1), Administracja-notatki WSPol, Nowoczesne systemy łączności
zaliczenie!!!!!, Materiały WSPOL, Nowoczesne systemy łączności
Proj. 2004 (wym. i param.), UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WIMiIP, CAD CAM CAE
test1, 1. Kt?ry z przedstawionych element?w nie charakteryzuje nowoczesnego systemu komutacyjnego:
łączność, Administracja-notatki WSPol, Nowoczesne systemy łączności
więcej podobnych podstron