
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Małgorzata Latek
Prowadzenie dokumentacji technologicznej
744[01].Z2.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Jacek Przepiórka
dr inż. Tadeusz Sadowski
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z2.04
„Prowadzenie dokumentacji technologicznej”, zawartego w modułowym programie
nauczania dla zawodu kaletnik 744[01]
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Rodzaje i zakres dokumentacji technicznej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
18
4.1.4. Sprawdzian postępów
20
4.2. Etapy wykonywania dokumentacji projektowo- konstrukcyjnej
21
4.2.1. Materiał nauczania
21
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3. Formy organizacyjne procesu produkcyjnego
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
5. Sprawdzian osiągnięć
34
6. Literatura
40

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o dokumentacji technicznej ze
szczególnym uwzględnieniem rodzajów i zakresu dokumentacji technicznej, etapów
sporządzania dokumentacji konstrukcyjnej oraz charakterystyki form organizacyjnych
procesu produkcyjnego.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć już ukształtowane, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia tej jednostki modułowej,
−
materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji,
−
zestaw pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści z materiału
nauczania,
−
ćwiczenia, które umożliwią nabycie umiejętności praktycznych,
−
sprawdzian osiągnięć . Zaliczenie testu potwierdzi opanowanie materiału całej jednostki
modułowej,
−
wykaz literatury, z jakiej możesz korzystać podczas nauki,
−
jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną
czynność,
−
jednostka modułowa: „Prowadzenie dokumentacji technologicznej”, z której treścią teraz
się zapoznasz jest częścią materiału modułu 744[01].Z2 „Proces przygotowania produkcji
wyrobów kaletniczych”.
Bezpieczeństwo i higiena pracy
W czasie wykonywania zadań i ćwiczeń musisz przestrzegać regulaminów, przepisów
bhp oraz instrukcji przeciwpożarowych i ochrony środowiska, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
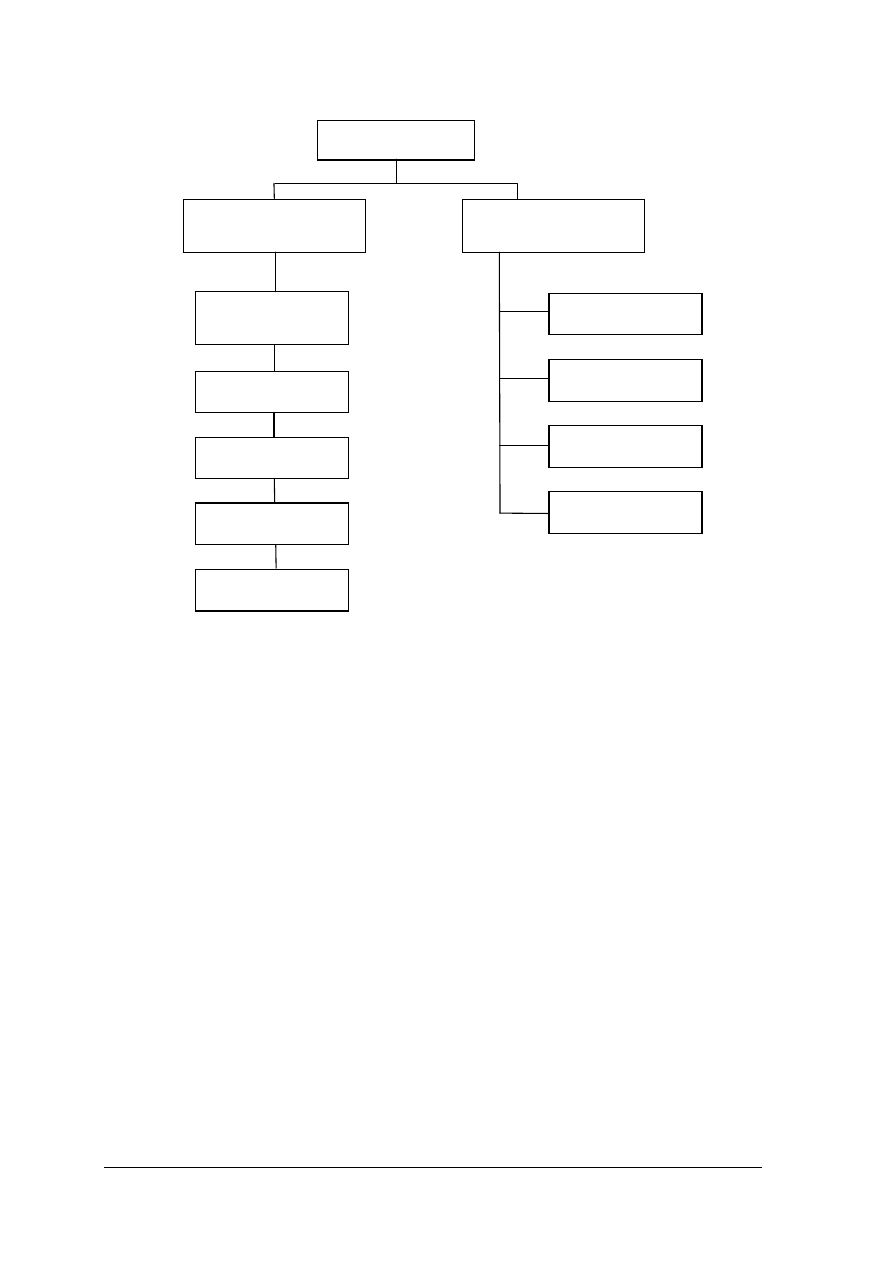
Schemat układu jednostek modułowych
744[01].Z2
Proces przygotowania
produkcji wyrobów
kaletniczych
744[01].Z2.04
Prowadzenie dokumentacji
technologicznej
744[01].Z2.01
Wykonywanie modeli wyrobów
kaletniczych
744[01].Z2.03
Kalkulowanie kosztów produkcji
wyrobów i usług
744[01].Z2.02
Dokonywanie rozkroju materiałów
i przygotowanie elementów do
montażu

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się terminologią dotyczącą wyrobów, części składowych, półproduktów
i dodatków kaletniczych,
−
określać techniki montażu i wykończenia wyrobów kaletniczych,
−
dokonywać podziału wyrobów kaletniczych na grupy asortymentowe,
−
określać kryteria podziału wyrobów kaletniczych w aspekcie rozwiązań konstrukcyjnych
i materiałowych,
−
dokonywać analizy norm dotyczących wyrobów kaletniczych,
−
określać rodzaje rysunków technicznych i zasady ich wykonywania,
−
opisywać pismem technicznym rysunki elementów wyrobów kaletniczych,
−
wymiarować na rysunkach części składowe wyrobów oraz proste części maszyn
i urządzeń,
−
odczytywać rysunki techniczne złożeniowe wyrobów kaletniczych,
−
wykonywać odręczne rysunki brył i wyrobów kaletniczych,
−
określać wielkości i proporcje wyrobów odpowiednio do przeznaczenia,
−
stosować techniki projektowania wyrobów kaletniczych,
−
rozróżniać maszyny i urządzenia stosowane w procesach technologicznych,
−
określać podstawowe i specjalne wyposażenie maszyn,
−
rozróżniać parametry techniczne maszyn,
−
określać zastosowanie mechanizmów maszyn,
−
określać rodzaj garbowania i sposób wykończania skór,
−
określać wymagania technologiczne dla poszczególnych rodzajów i gatunków skór,
−
dobierać środki wykończalnicze w zależności od rodzaju skóry i sposobu wykończenia,
−
dokonywać podziału tworzyw skóropodobnych ze względu na rodzaj podłoża, sposób
wytworzenia, rodzaj powłoki, właściwości fizyczne i przydatność,
−
określać przydatność tworzyw skóropodobnych w produkcji wyrobów kaletniczych,
−
charakteryzować sposoby wykończania tworzyw skóropodobnych,
−
rozróżniać półprodukty włókiennicze,
−
rozróżniać surowce włókiennicze naturalne roślinne i zwierzęce,
−
charakteryzować właściwości tkanin,
−
rozróżniać wyroby włókiennicze: laminaty, włókniny, filce, dzianiny, plecionki, taśmy,
−
określać rodzaje nici, numerację nici, skręty nici, wskaźniki jakości nici,
−
rozróżniać materiały pomocnicze stosowane w kaletnictwie do: łączenia elementów,
wypełniania i usztywniania, zdobienia i wykończania wyrobów,
−
charakteryzować wyroby papiernicze stosowane w kaletnictwie,
−
charakteryzować wyroby metalowe stosowane w produkcji wyrobów kaletniczych,
−
charakteryzować wyroby drewniane stosowane w produkcji wyrobów kaletniczych,
−
wyjaśniać pojęcia: klej, połączenie klejowe, powierzchnie klejone,
−
określać jakość i zastosowanie klejów do łączenia elementów wyrobów,
−
charakteryzować rozpuszczalniki organiczne do klejów,
–
posługiwać się przyrządami pomiarowymi,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii,
–
korzystać z różnych źródeł informacji,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić rodzaje dokumentacji,
−
scharakteryzować elementy składowe dokumentacji technologicznej,
−
określić zasady opracowywania dokumentacji technicznej i technologicznej,
−
sporządzić wybrane elementy dokumentacji technicznej i technologicznej gotowego
wyrobu,
−
scharakteryzować elementy dokumentacji projektowo-konstrukcyjnej,
−
wykonać wzorniki dokumentacyjne,
−
zaplanować proces produkcji w zależności od rodzaju produkowanych wyrobów,
−
ustalić kolejność wykonywania operacji,
−
posłużyć się dokumentacją konstrukcyjną i technologiczną w procesach produkcji,
−
sporządzić plan układu szablonów na materiale przeznaczonym do rozkroju,
−
sporządzić dokumentację wykonawczą wyrobów kaletniczych,
−
skorzystać z literatury zawodowej, katalogów i prospektów firm specjalistycznych
dotyczących organizacji pracy, nowych technologii nowego wzornictwa.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Rodzaje i zakres dokumentacji technicznej
4.1.1. Materiał nauczania
Produkcja kaletnicza oparta jest na określonych wzorach i dokumentach. Dokumenty
ustalają przedmiot produkcji, rodzaj i cechy materiału, kolejność wytwarzania itp.
Dokumentacja techniczna jest to zespół wszystkich dokumentów informujących
o technicznym sposobie otrzymywania wyrobu. Zakres i rodzaj dokumentacji zależy od
wielkości zakładu produkcyjnego. Dokumentację techniczna przechowuje się w teczce
technicznej. Rozróżniamy dwa rodzaje dokumentacji:
1) dokumentację skróconą – stosowana przy produkcji jednostkowej i małoseryjnej.
W skład takiej dokumentacji wchodzą:
−
rysunek poglądowy (lub fotografia) wyrobu,
−
skrócony opis wyrobu,
−
wzorniki,
−
normy materiałowe,
2) dokumentację pełną – stosowaną przy produkcji seryjnej i wielkoseryjnej, na komplet
której składają się:
−
rysunek poglądowy (lub fotografia) wyrobu,
−
charakterystyka gotowego wyrobu (opis technologiczny),
−
komplet wzorników kontrolnych wszystkich części składowych wyrobu,
−
karta wymiarów części składowych wyrobu,
−
karta materiałowa wyrobu (na materiały podstawowe, dodatkowe i pomocnicze),
−
rozkładka do rozkroju materiału,
−
karta technologiczna wyrobu,
−
instrukcja wykonania i rysunki techniczne.
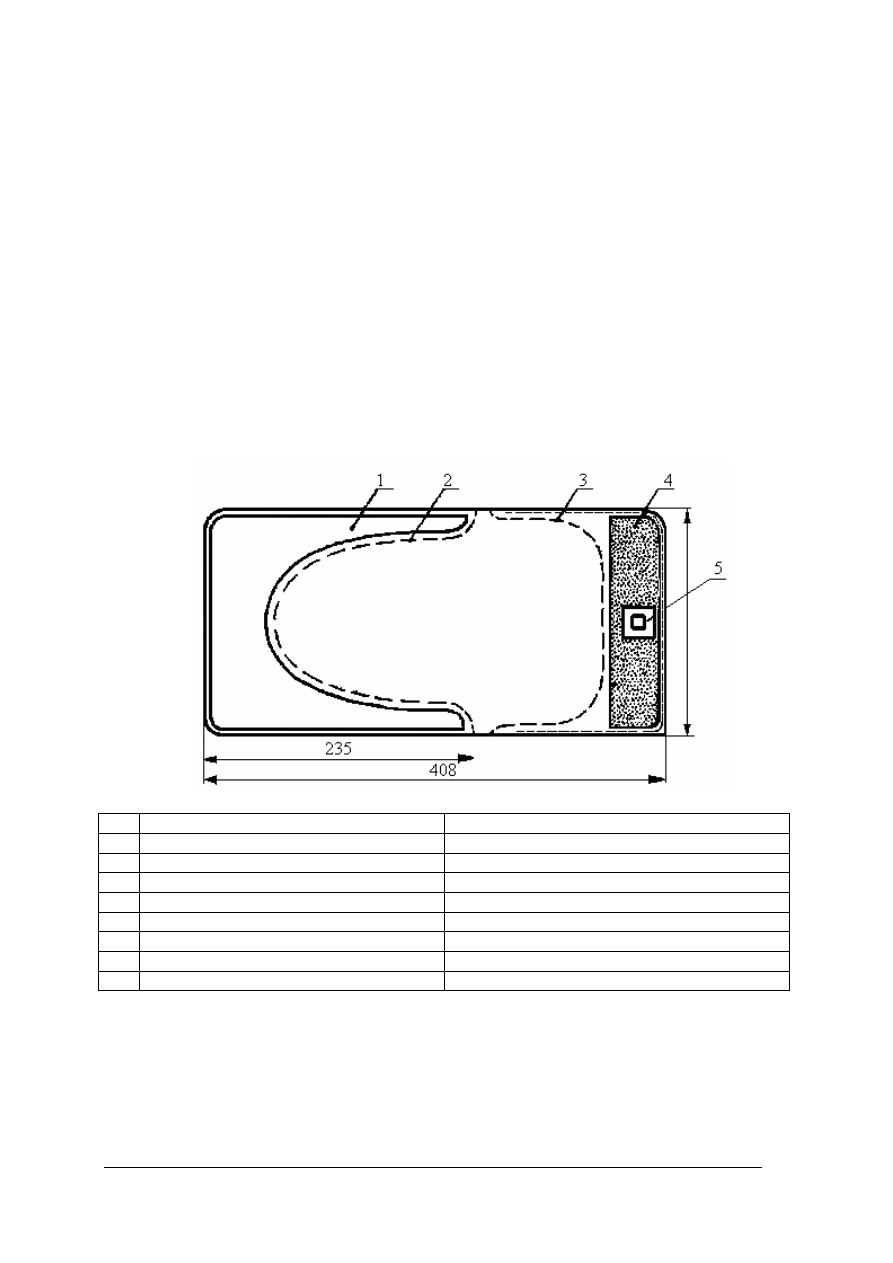
Rysunek poglądowy lub zdjęcie wyrobu – informuje o ogólnym wyglądzie wyrobu. Pod
rysunkiem należy podać nazwę wyrobu oraz wymagane oznaczenia cyfrowe artykułu.
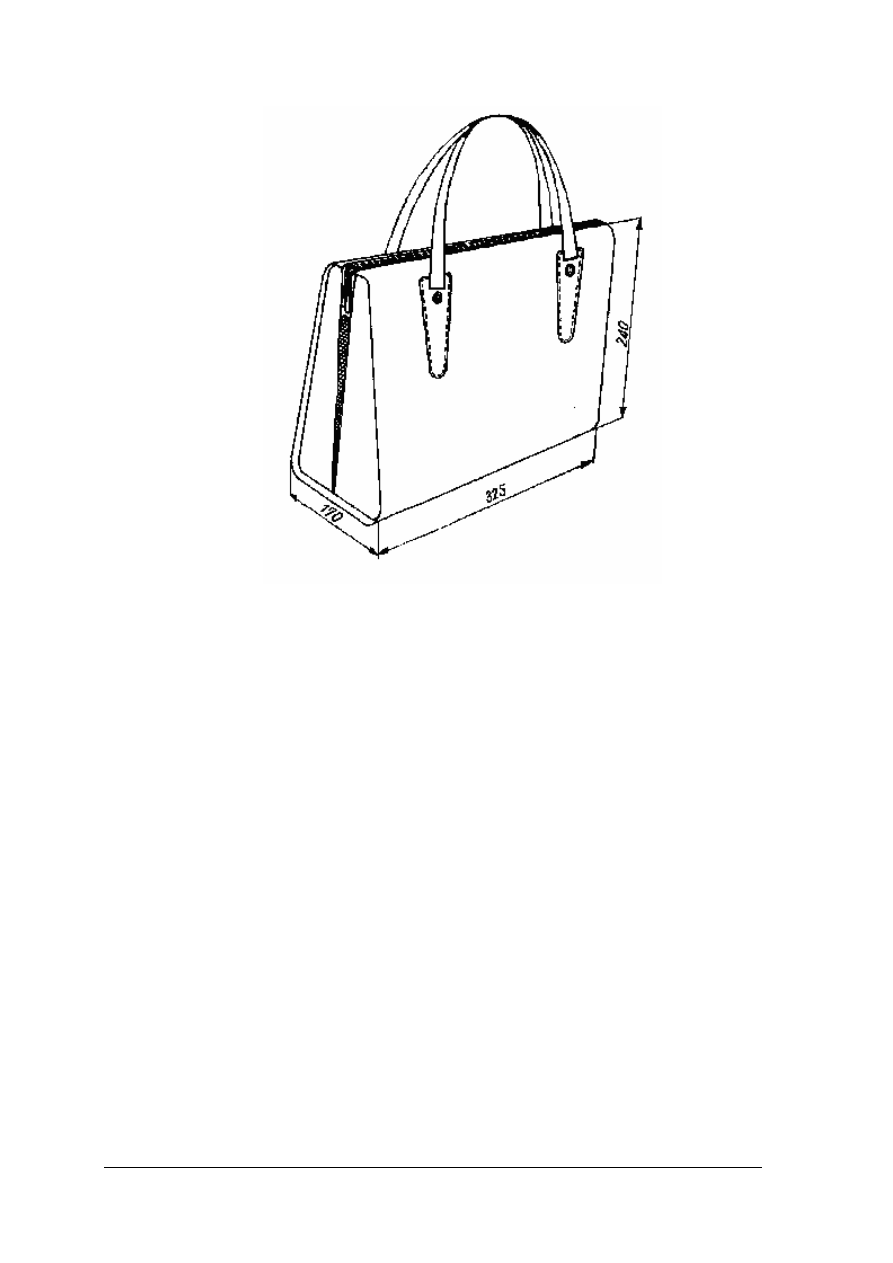
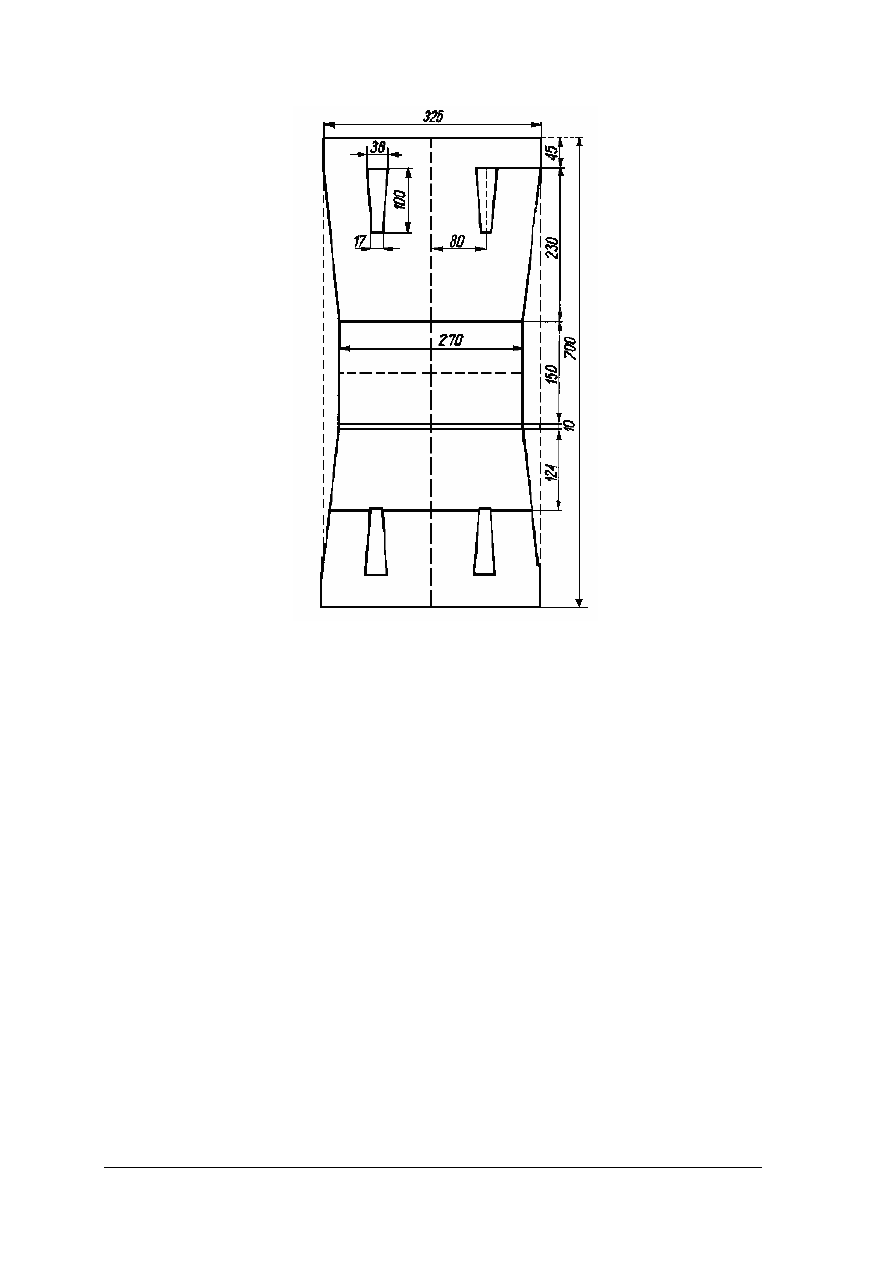
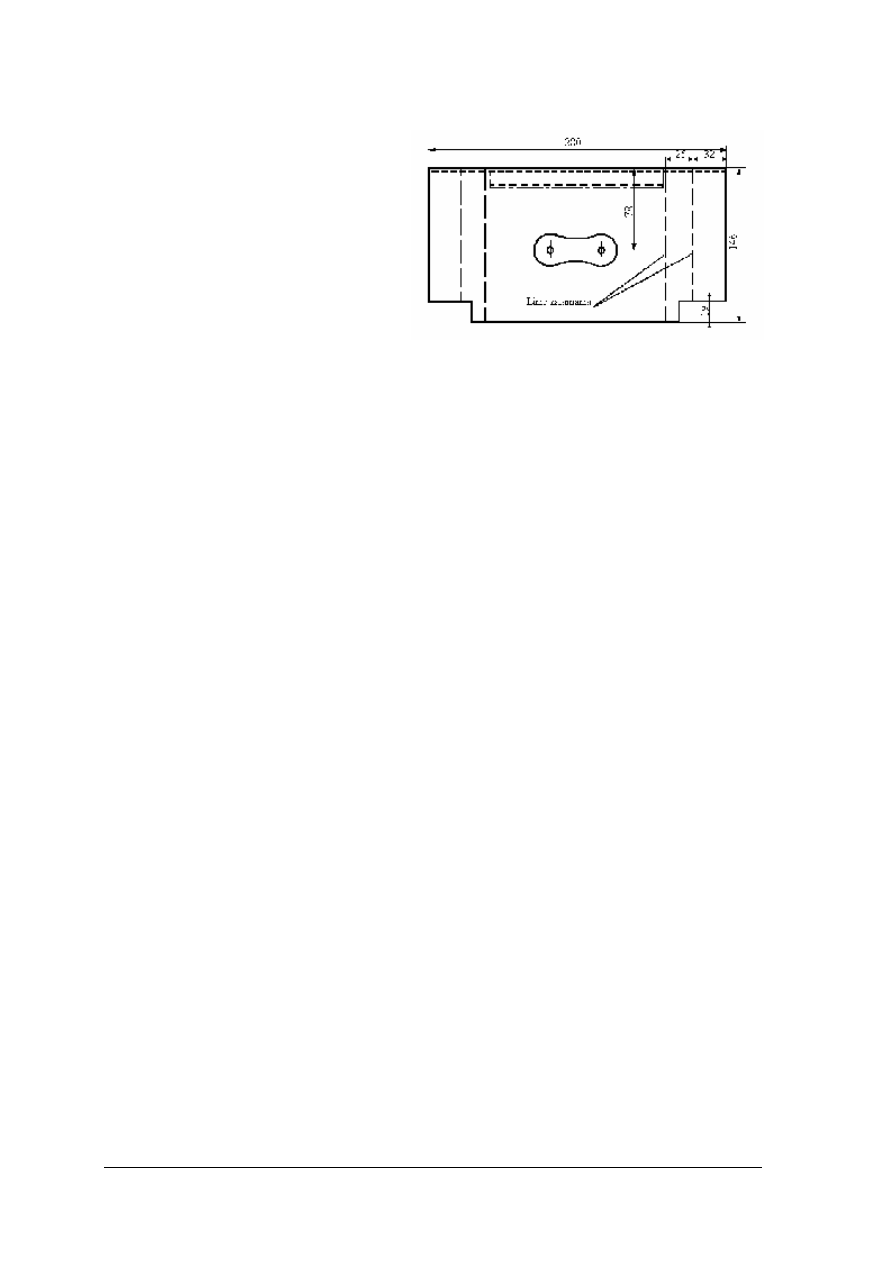
Charakterystyka wyrobu – jest to słowny opis techniczny wyrobu, który powinien
zawierać: wymiary gotowego wyrobu, materiały, z których wyrób ma być wykonany,
charakterystykę zewnętrzną i wewnętrzną wyrobu, oraz istotne szczegóły montażu.
Przykład opisu:
Torba wykonana z tworzywa skóropodobnego, koloru brązowego, zamykana na zamek
błyskawiczny. Jej wymiary wynoszą: długość 325mm, wysokość 240mm, szerokość spodu
170mm. Korpus torebki z bokami łączy się za pośrednictwem pasków szerokości 16mm. Jest
to torba typu wywracanego. Korpus torby (z dnem), boki z wyjątkiem części środkowej, która
ma być zagięta do wewnątrz, są usztywnione odpowiednio kartonem. Górne krawędzie
korpusu przy zamku błyskawicznym są lamowane skórą. Wnętrze torebki jest wykończone
podszewką, a na jednej ściance jest naszyta duża kieszeń wewnętrzna.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 1. Wymiary torby [2,s. 235]
Wzorniki kontrolne – zostały opisane w materiale „Etapy wykonywania dokumentacji
projektowo – konstrukcyjnej”
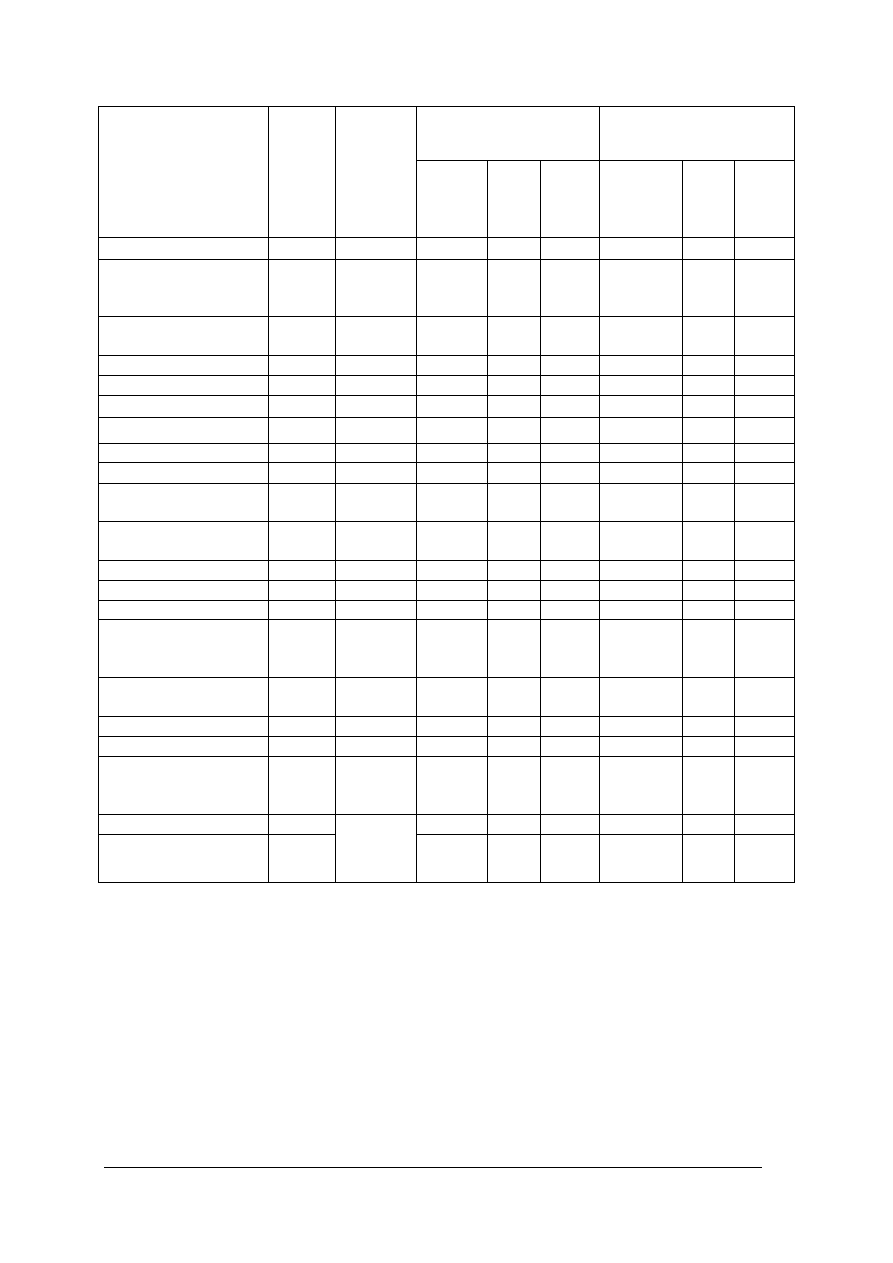
Karta wymiarów części składowych - informuje o nazwie i liczbie części składowych
wchodzących w skład wyrobu. Podaje się w niej wymiary tych części wg wzorników
kontrolnych i wzorników do rozkroju oraz dopuszczalne odchylenia wykrojonych elementów.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Wzorniki montażowe
Wzorniki do rozkroju
Części składowe
wyrobu
Liczba
części
wg sch.
IX
Materiał
(grubość
w mm)
nr
części
wg sch.
IX
dł. w
mm
szer. w
mm
nr części
wg sch.
IX
dł. w
mm
szer. w
mm
1
2
3
4
5
6
7
8
9
Korpus teczki
1
krupon
świński
1,5 – 1,8
1
870
440
2
900
470
Listwa przedniej
ścianki
1
0.5 – 0,8
3
440
70
3
445
75
Kieszeń
2
1,5 – 1,8
5
230
170
4
304
260
Listewka kieszeni
2
0,5 – 0,8
6
170
35
6
170
35
Podkładka pod zamek
2
0,5
7
140
70
7
140
70
Przegroda z listwą
1
1,5 – 1,8
9
440
340
8
445
345
Podklasa teczki
1
1,5 – 1,8
11
440
270
10
445
275
Bok - mieszek
2
1,0 – 1,5
13
287
134
12
302
139
Wsuwka do paska na
przedniej ściance
1
1,5 – 1,8
14
54
35
14
55
54
Wsuwka do paska na
tylnej ściance i klapie
2
1,5 – 1,8
16
92
45
15
112
72
Pasek (wierzch)
1
1,5 – 1,8
17
800
27
18
860
47
Spód paska
1
1,2 – 1,5
19
850
27
19
850
27
Wsuwka
1
0,5
20
65
8
20
65
25
Rączka
1
krupon
świński
0,6 – 0,7
21
160
24
-
-
-
Wkładka rączki
(usztywniająca)
1
5,0 – 6,0
-
-
-
22
252
22
Wyrównanie wkładki
1
, ,
-
-
-
22
144
22
Wyłożenie rączki
1
, ,
-
-
-
22
150
10
Wierzch rączki
1
krupon
świński
0,6 – 0,7
-
-
22
252
86
Usztywnienie podklapy
1
23
445
92,5
23
445
92,5
Usztywnienie grzbietu
1
karton
sztywnik
krawiecki
24
435
100
24
435
100
Rys. 2.
Karta wymiarów części składowych wyrobu [2, s.191]
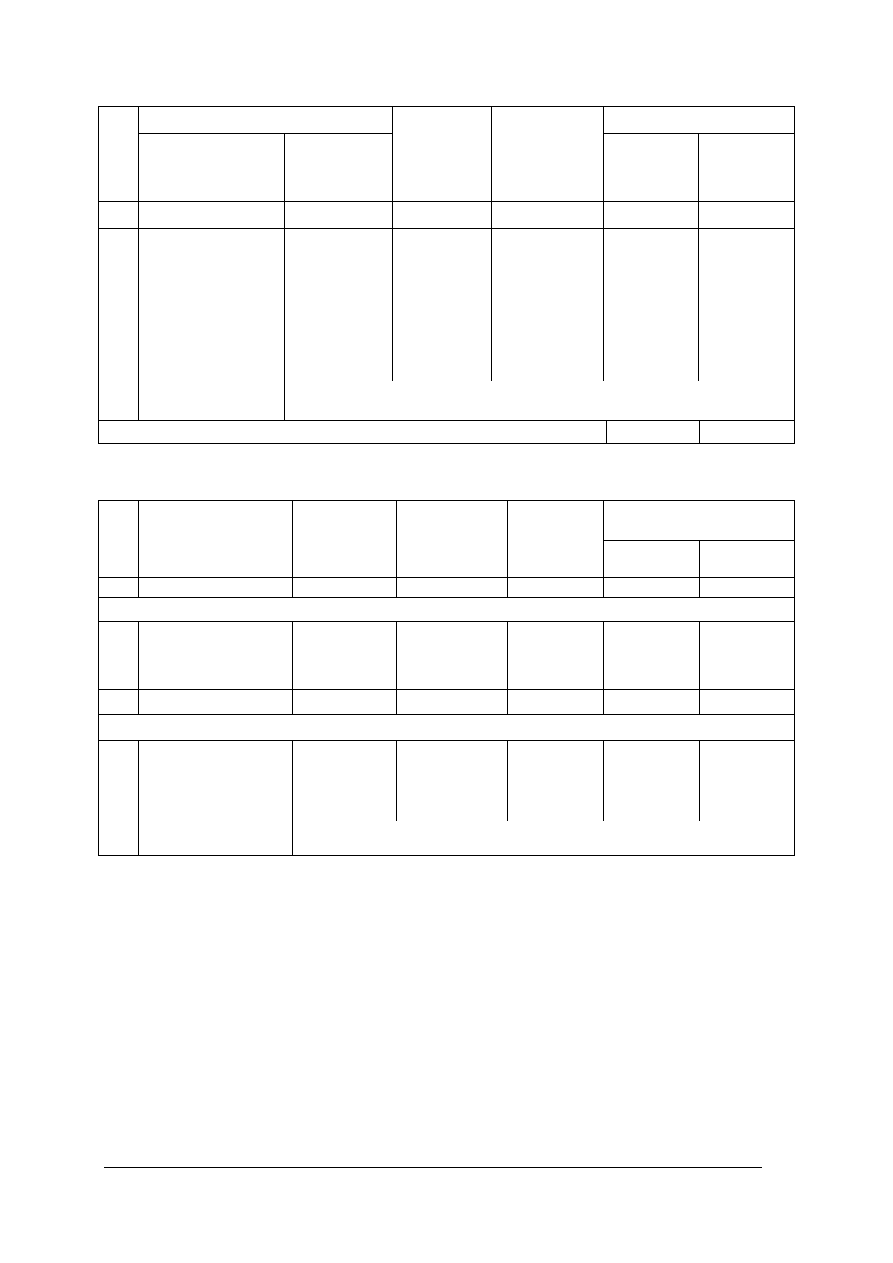
Karta materiałowa – informuje pracowników we wszystkich fazach produkcji
o doborze i jakościowych wymaganiach materiałowych dla określonych części wyrobów.
Zawiera również normy zużycia materiałów. Jest podstawą działalności komórek
zaopatrzenia materiałowego. Karty materiałowe są wykonywane oddzielnie dla materiałów
podstawowych i dodatkowych.
Informacje na temat norm zużycia materiałów znajdziesz w jednostce modułowej
744[01].Z2.03 „Kalkulowanie kosztów produkcji wyrobów i usług”.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Części składowe wyrobu
Norma zużycia w cm
2
Lp.
nazwa części
liczba części
Wymagania
techniczne
(symbole)
Dopuszczalne
wady
netto
brutto
1
2
3
4
5
6
7
Materiały
podstawowe
1
5
Korpus (teczki)
Podkładka pod
zamek
1
2
Krupon
świński
1,5 – 1,8
gr. 0,5
lico szyte bez
skaz, mizdra
dobrze
wyszlifowana.
małe wady
dopuszczalne
420
196
6
…………………
(w dalszym ciągu wymienia się wszystkie części składające się na komplet
wyrobu
Zużycie razem
10900
12270
Rys. 3. Karta materiałowa wyrobu Materiały podstawowe [2, s. 244]
Norma zużycia
Lp.
Nazwa materiału
Określenie
cech i
wymagań
(i symbole)
Przeznaczenie Jedn. miary
na szt.
na 100 szt.
1
2
3
4
5
6
7
Okucia
1
zamek zatrzaskowy
drabinkowy
dwuczęściowy
stalowy
niklowany
do zamykania
teczki
szt.
2
200
2
. . . . . . . . . . . . .
cd.
Inne dodatki
Bawełniane
barwione
nabłyszczane
nr 24
do szycia
teczki z
wyjątkiem
rączki
m
45
4500
1
2
Nici
. . . . . . . . . . . .
(w dalszym ciągu wymienia się wszystkie niezbędne dodatki wg norm
Rys. 4. Karta materiałowa wyrobu. Materiały dodatkowe i pomocnicze [2, s. 245]
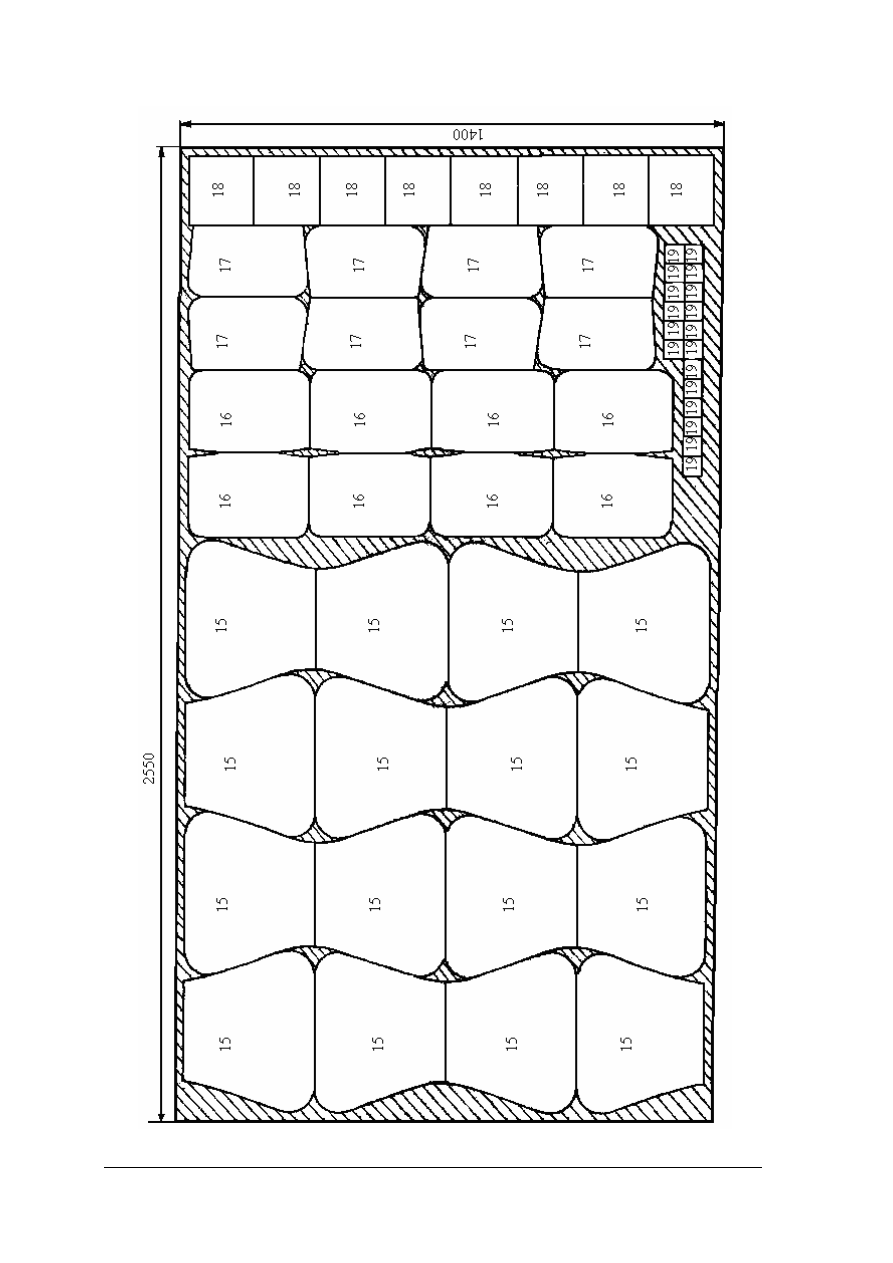
Rozkładka do rozkroju – jest to plansza (rys.5) obrazująca sposób rozkroju materiałów
przeznaczonych na elementy wyrobów. Rozkładka jest wzorem dla krojczego i informuje, jak
należy ustawić wzorniki na powierzchni materiału, aby wg zasad technologicznych osiągnąć
jak najlepsze wyniki ekonomiczne w trakcie rozkroju materiału.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Schemat rozkładki do rozkroju [2 s. 275]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Karta technologiczna wyrobu – opracowana jest dla wszystkich faz produkcji. Zawiera
wszystkie czynności, operacje i zabiegi występujące przy określonym elemencie wyrobu.
Czynności ułożone są wg kolejności przebiegu procesu technologicznego z podaniem
szczegółowych wymagań technologicznych. Karta zawiera również normy określające czas
wykonania danej operacji, który jest dla każdego zakładu inny, bowiem zależy od konstrukcji
wyrobu, stopnia mechanizacji i organizacji zakładu.
Informacje na temat normowania czasu pracy znajdziesz w jednostce modułowej
744[01].Z2.03 „Kalkulowanie kosztów produkcji wyrobów i usług”.
Lp.
Rodzaje operacji, czynności lub
zabiegu
Wymagania
techniczne
Norma czasu na
jedn.
Grupa
zaszerego
wania
1
2
3
4
5
Faza rozkroju
1
Rozkrój skóry
wykroić wg
wzorników do
rozkroju bez zacięć
i naddatków
2
Rozkrój
innych materiałów
wg norm technicznych
3
. . . . . . . . . .
(ciąg dalszy zgodnie z procesem
technologicznym)
Faza obróbki
1
Ścienianie części do zawijania
ścieniać maszynowo
na szerokości np.
18 – 20 mm do
grubości 0,4 mm
jw.
2
Ścinanie
innych części
składowych
jw.
3
. . . . . . . . . .
(ciąg dalszy zgodnie z procesem
technologicznym)
Faza montażu
1
Smarowanie klejem np.
naddatków do zawinięcia
na szerokość
ścienionego brzegu,
klejem kauczukowym
jw.
2
Zawijanie i szycie listwy do
przedniej ścianki
Szycie nićmi nr 24 w
kolorze skóry (4 ściegi
na 1 cm)
jw.
3
. . . . . . . . . .
(ciąg dalszy zgodnie z procesem
technologicznym)
Faza wykończenia
1
. . . . . . . . . .
jw.
2
. . . . . . . . . .
(wg procesu
technologicznego)
jw.
3
Nabłyszczanie teczki
apretura kazeinowo-
żywicowa o rzadkiej
konsystencji
jw.
wg
taryfikatora
płac
Rys. 6. Karta technologiczna wyrobu [2, s.246]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Instrukcja wykonania – jest to syntetyczny opis grupowanych jednorodnych czynności
technologicznych, oparty na karcie technologicznej. Instrukcja wykonania może być
dodatkowo zaopatrzona w schematyczne rysunki wyjaśniające szczegóły montażu.
Ścianka tylna
Części składowe:
Ścianka tylna 1 – skaj
szt. 1
Listewka tylna ścianki – skaj
,,
1
Podklapa 4 – skaj
,,
1
Usztywnienie tyłu 2 – tektura
,,
1
Usztywnienie klapy 3
,,
1
Zamek 5 – górna część
,,
1
Urządzenia i pomoce warsztatowe: maszyna płaska, wycinak, pędzel, młotek, wzornik
roboczy, nici, klej.
Lp.
Nazwa operacji
Sposób wykonania
1
Ścienianie krawędzi usztywnień
z trzech stron
2
Ścienianie listewki tylnej
z trzech stron po stronie lica
3
Naklejanie usztywnień
całą powierzchnię
4
Naklejanie listewki i podklapy
całą powierzchnię
5
Obrównanie podklejek
wg kształtów ścianki
6
Obszycie klapy
Długość ściegu 3,5 – 4 mm
7
Zakończenie nici
Odległość od krawędzi 2,5 – 3 mm zawiązanie
8
Wycięcie otworu i założenie zamka
Rys. 7. Instrukcja wykonania ścianki tylnej [2, s. 215]
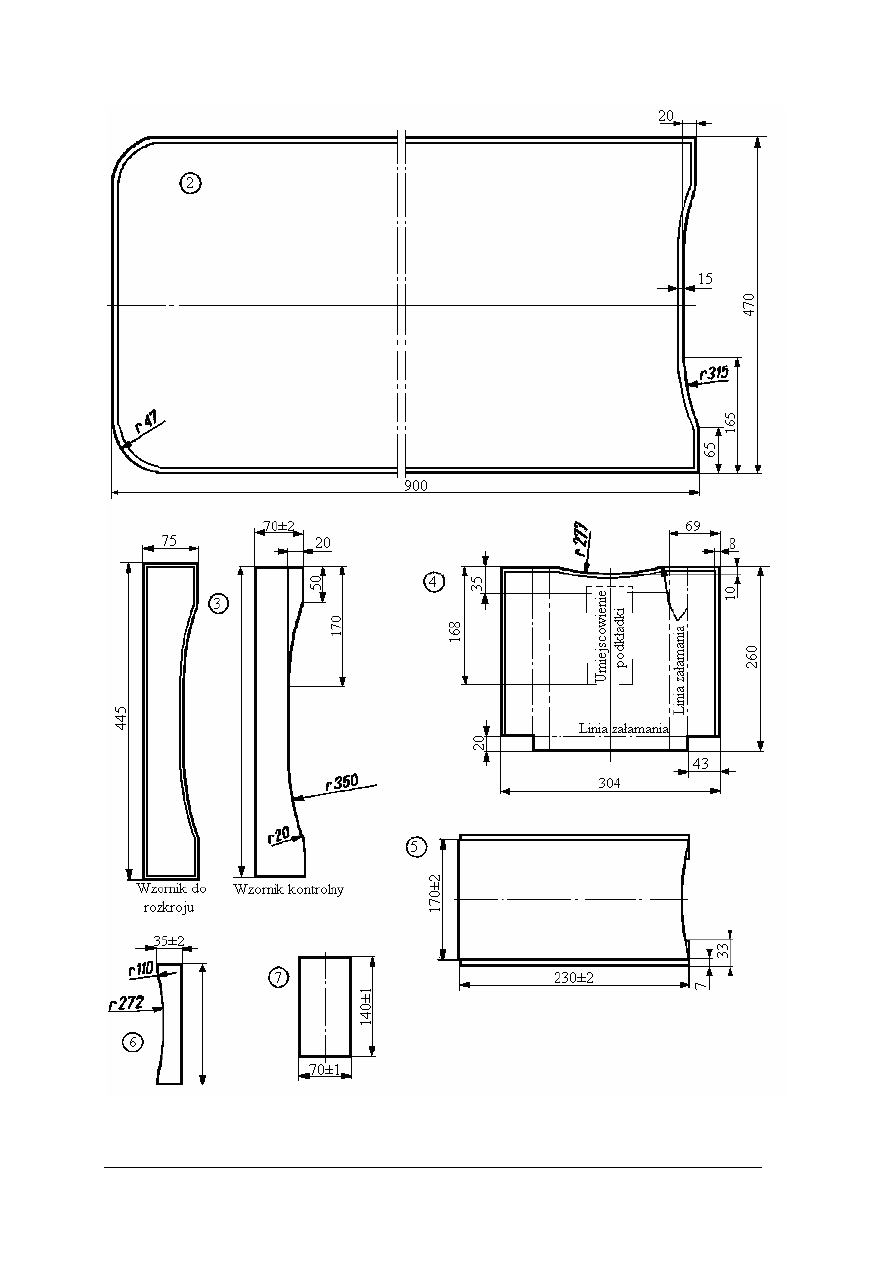
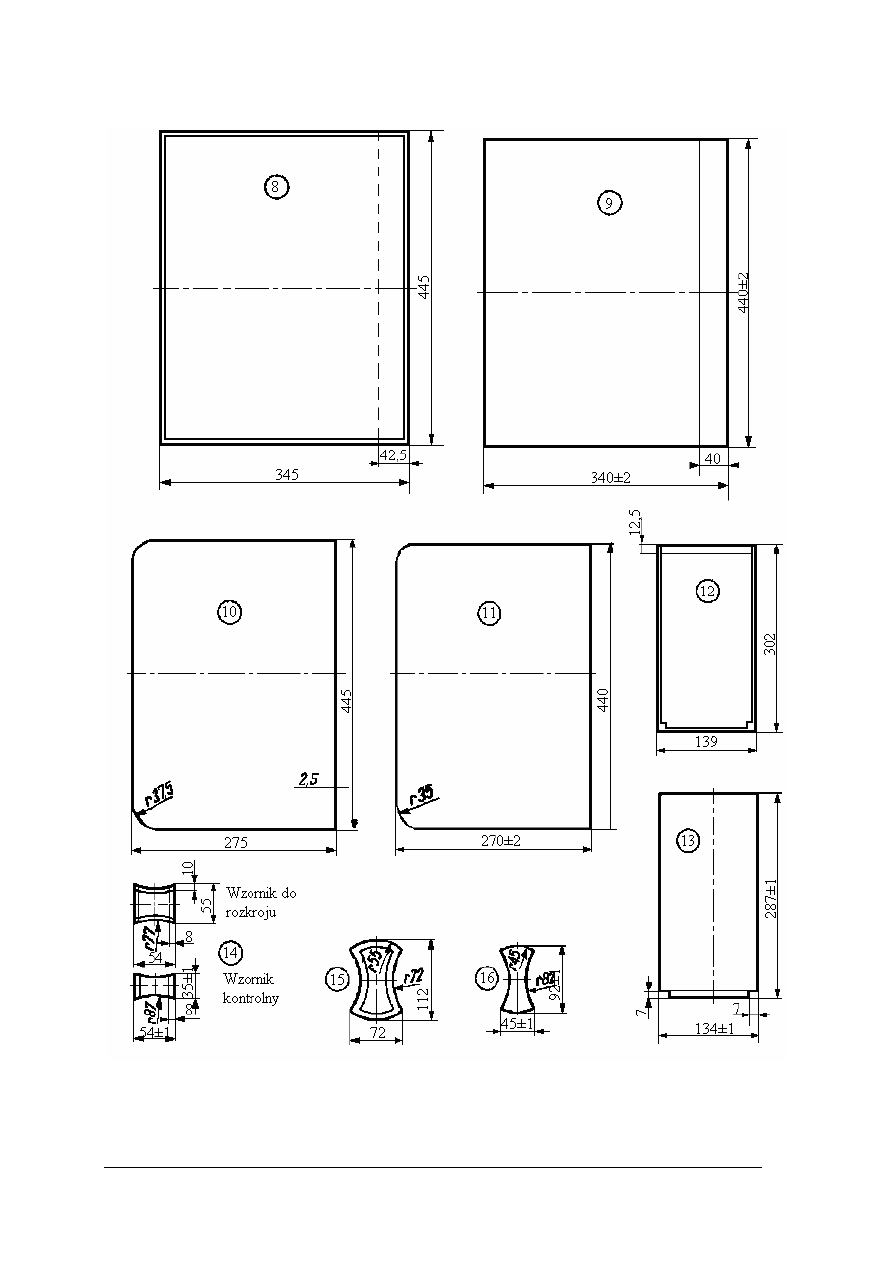
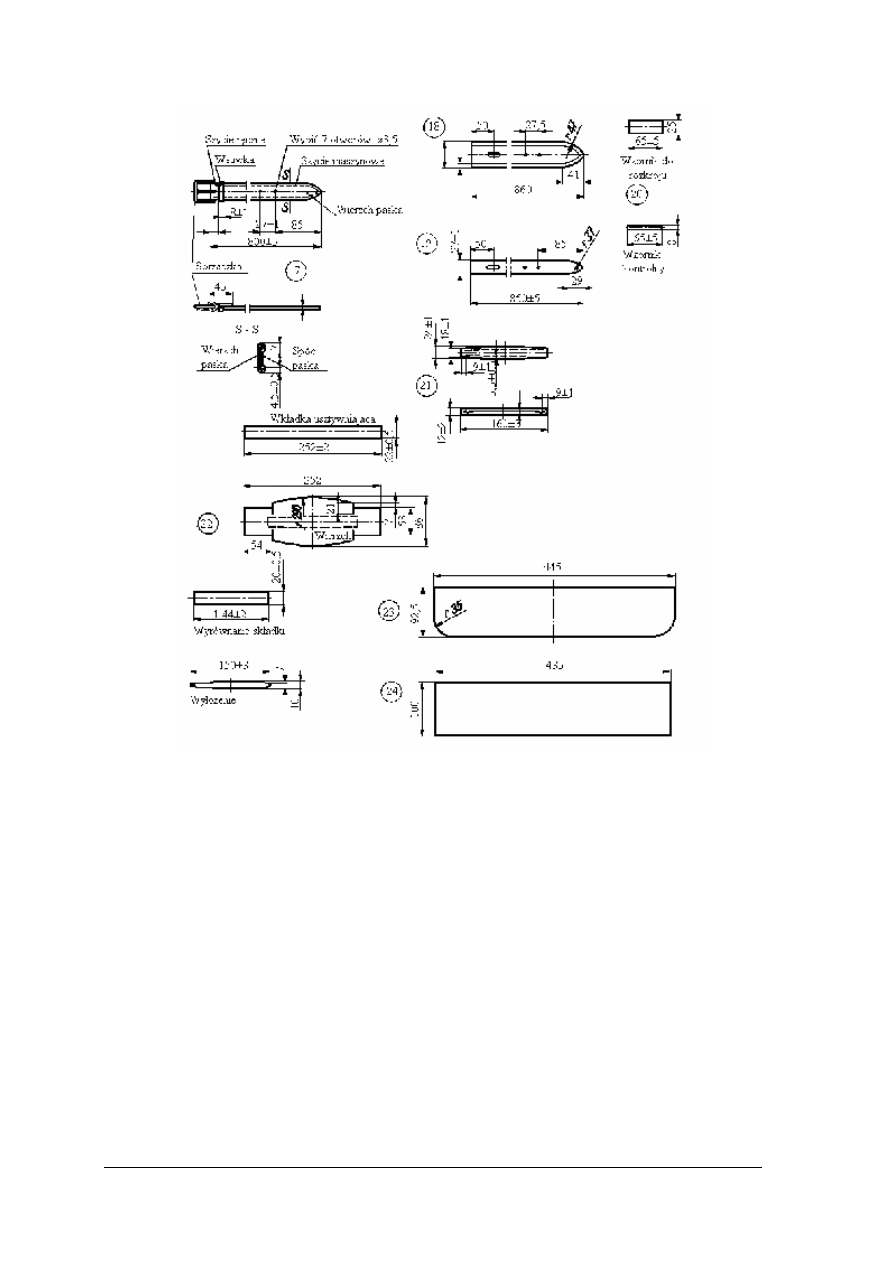
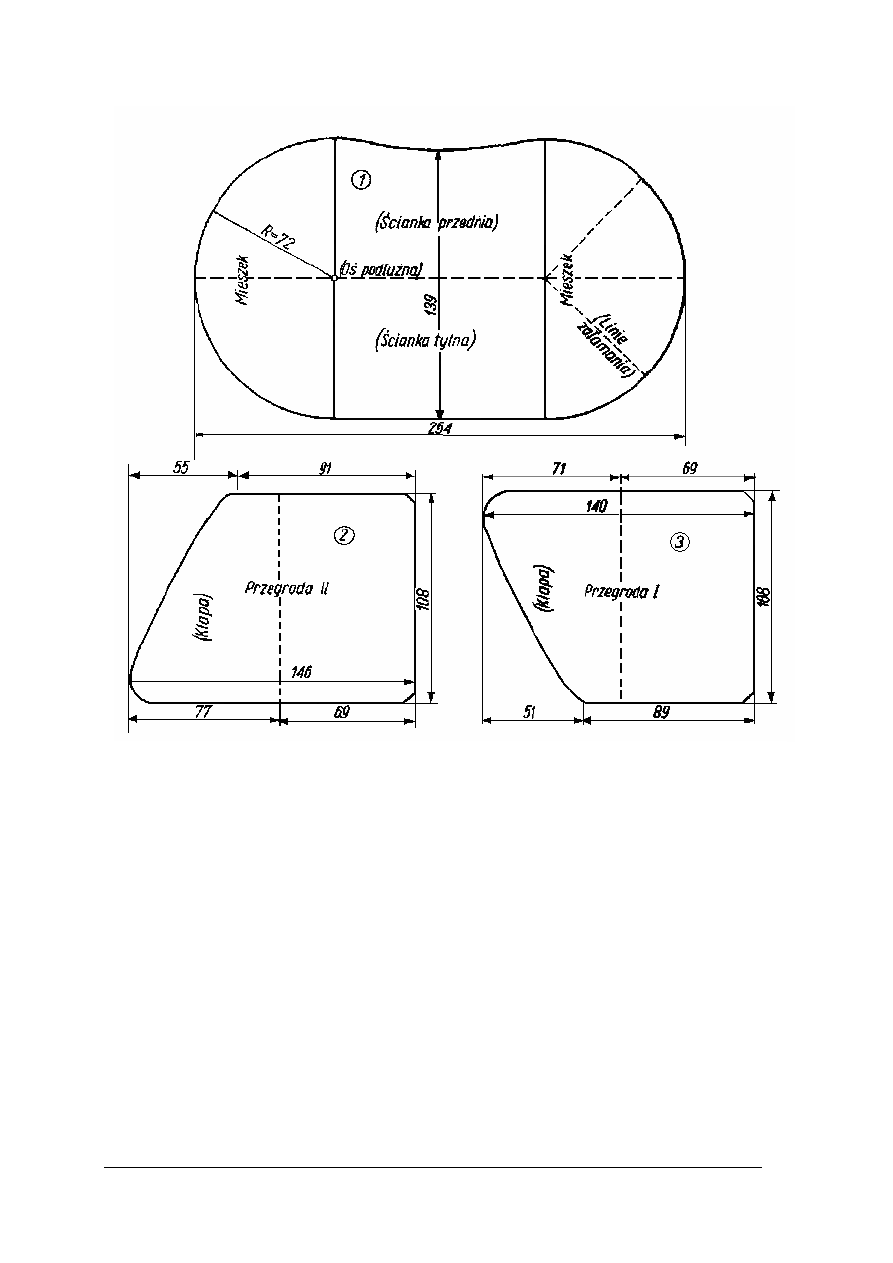
Rysunki techniczne (konstrukcyjne) - wykonuje się zazwyczaj w skali 1:1 lub 1:5;
bardziej skomplikowane szczegóły wykonuje się oddzielnie, zwykle w dużym powiększeniu
np. w skali 2:1 lub 5;1; Najpierw wykonuje się rysunki poszczególnych części wyrobu
z materiałów zasadniczych a następnie pomocniczych. Każdy rysunek zaopatruje się
w wymiary części składowych wzoru: długość, szerokość i promienie krzywizn tj. części
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
wypukłe i wklęsłe, miejsce załamań i połączeń poszczególnych części wyrobu i miejsca
umocowania okuć.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 8. Rysunki techniczne części składowych teczki podróżnej [2, s. 193,194, 195, 196]
Całość dokumentacji zamykają zazwyczaj „Uwagi końcowe”, które wyjaśniają sposób
pakowania i magazynowania wyrobów. Więcej informacji na ten temat otrzymasz
w jednostce modułowej 744[01]Z3.05 „Cechowanie, pakowanie oraz przechowywanie
wyrobów kaletniczych”.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest dokumentacja techniczna?
2. Jakie stosuje się rodzaje dokumentacji?
3. Jaki jest skład dokumentacji skróconej?
4. Jaki jest skład dokumentacji pełnej?
5. Kiedy stosuje się dokumentację skróconą a kiedy pełną?
6. O czym informuje rysunek poglądowy lub zdjęcie wyrobu?
7. Co zawiera charakterystyka wyrobu?
8. Co zawiera karta wymiarów części składowych?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
9. O czym informuje nas karta materiałowa?
10. Co to jest karta technologiczna?
11. Co to jest instrukcja wykonania?
12. W jakiej skali mogą być wykonane rysunki techniczne?
13. W jakie wymiary zaopatruje się każdy rysunek techniczny?
14. Jakie znaczenie ma rozkładka do rozkroju?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunki części składowych wyrobu kaletniczego wskazane przez nauczyciela
zgodnie z wymiarami i w skali 1:2.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania rysunków
części składowych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować zestaw przyrządów do rysowania,
4) narysować wzorniki zgodnie z wymiarami,
5) narysować wzorniki w skali 1:2,
6) wyjaśnić zasadę wykonywania rysunków w skali,
7) zapisać obserwacje w zeszycie.
Wyposażenie stanowiska pracy:
– stół do rysowania,
– zestaw rysunków technicznych dowolnych części składowych,
– karton lub arkusz papieru o wymiarach co najmniej A-4,
– przyrządy do rysowania ołówek, gumka, linia, cyrkiel, ekierka,
– literatura z rozdziału 6.
Ćwiczenie 2
Sporządź kartę części składowych w oparciu o wskazany przez nauczyciela rysunek
poglądowy i rysunki techniczne części składowych paska do zegarka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat sporządzania karty części
składowych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować zestaw przyrządów do pisania i rysowania,
4) narysować tabelę części składowych,
5) wypełnić kolumny tabeli części składowych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
– stół do rysowania,
– zestaw rysunków poglądowych i rysunków technicznych różnych pasków do zegarka,
– zeszyt,
– przybory do rysowania i pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Sporządź charakterystykę wskazanych przez nauczyciela wyrobów kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości
na temat sporządzania
charakterystyki wyrobu,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać opis techniczny wyrobu.
Wyposażenie stanowiska pracy:
– stół roboczy,
– zestaw dowolnych wzorów wyrobów kaletniczych,
– przykładowe charakterystyki wyrobów kaletniczych,
– zeszyt,
– przybory pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj pomiaru wskazanego przez nauczyciela wyrobu kaletniczego ciętego do kantu
i jego części składowych. Wyniki zapisz w zeszycie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wymiarowania wyrobu
i części składowych,
2) zapoznać się z rozdziałem materiału nauczania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) dokonać pomiaru wyrobu i jego części składowych,
5) wymiary zapisać w zeszycie.
Wyposażenie stanowiska pracy:
– przybory do rysowania i pisania,
– wyroby kaletnicze cięte do kantu,
– narzędzia pomiarowe,
– zeszyt,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ćwiczenie 5
Wykonaj rysunek modelowy przedstawionego przez nauczyciela wyrobu kaletniczego.
Dokonaj jego pomiaru. Nanieś na rysunek uzyskane wymiary.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania rysunków
modelowych,
2) zapoznać się z rozdziałem materiału nauczania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) wykonać rysunek wyrobu,
5) dokonać pomiaru wyrobu (długość, szerokość),
6) nanieść wymiary na rysunek.
Wyposażenie stanowiska pracy:
– przybory do rysowania i pisania,
– wyroby kaletnicze,
– narzędzia pomiarowe,
– blok rysunkowy,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
podać rodzaje dokumentacji?
¨
¨
2)
wymienić elementy dokumentacji skróconej?
¨
¨
3)
wymienić elementy dokumentacji pełnej?
¨
¨
4)
wyjaśnić kiedy stosujemy dokumentację skróconą a kiedy
pełną?
¨
¨
5)
scharakteryzować kartę wymiarów części składowych?
¨
¨
6)
scharakteryzować kartę materiałową wyrobu?
¨
¨
7)
scharakteryzować kartę technologiczną?
¨
¨
8)
wyjaśnić czym jest instrukcja wykonania?
¨
¨
9)
podać jakie wymiary nanosi się rysunki techniczne?
¨
¨
10)
określić skalę wykonywania rysunków technicznyche wyrobu
kaletniczego?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2. Etapy wykonywania dokumentacji projektowo- konstrukcyjnej
4.2.1. Materiał nauczania
Opracowanie dokumentacji projektowo – konstrukcyjnej rozpoczyna się już na etapie
projektowania nowych wzorów wyrobów kaletniczych.
Przystępując do projektowania, projektant określa podstawowe kierunki pracy.
Poszukiwanie pomysłu odbywa się poprzez szkicowanie – określenie zewnętrznych cech linii
modelu wzoru. Selekcjonując szkice wybiera najlepsze projekty i poddaje je wstępnemu
opracowaniu.
Kolejność rysunków w projektowaniu jest zwykle taka, że najpierw wykonuje się rysunek
widokowy (np. w perspektywie), następnie rysunki poszczególnych części wzoru: wierzchu
(materiał zasadniczy), usztywnienia i podszewki (materiał pomocniczy), dalej zwymiarowane
wzorniki kontrolne (montażowe) z zaznaczeniem miejsc załamań i połączeń poszczególnych
części wzoru, rysunki okuć (sprzączek, zamków itp.) i w razie potrzeby rysunki obrazujące
fragmenty poszczególnych części wzoru, sposoby łączenia, rysunki ilustrujące kolejność
wykonywanych czynności w procesie produkcji wzoru wyrobu itp. Przy projektowaniu
wyrobu należy pamiętać, że wykroje wierzchu muszą być większe od wykrojów
usztywniających wyrób i mieć pewien naddatek na zawinięcia brzegów i zszycie połączeń.
Wykroje podszewki, jeśli jest ona oddzielnie usztywniona kartonem, również musi być
większa od usztywnienia kartonowego i też mieć naddatek na zawiniecie brzegów
i naklejenie ich na usztywnienie. Wykroje podszewki (usztywnionej lub nie usztywnionej)
i wykroje usztywniające wyrób (z tektury lub kartonu) powinny być tak zaprojektowane, aby
miały odpowiednie wymiary i dobrze pasowały do poszczególnych części składowych
wierzchu i sztywnych części składowych wnętrza wyrobu (przegród, kieszeni itp.) Po
wykonaniu powyższych czynności wykonuje się makietę.
Makieta jest to wzór wyrobu wykonany w wielkościach naturalnych z materiałów
zastępczych, takich jak papier, karton, sztywnik krawiecki, czy innych tanich materiałów.
Makietowanie wykonuje się w celu sprawdzenia naturalnego wyglądu wyrobu, określenia
wzajemnych
proporcji
między
elementami,
ustalenia
elementów
zdobniczych,
konstrukcyjnych (np. naddatków) i montażowych. Po uzyskaniu pozytywnej oceny makiety
przez komisję, przekazuje się makietę do wykonania wzorników.
Wzorniki stanowią główną część dokumentacji technicznej. Wykonanie ich musi być
dokładne i ściśle powinno odzwierciedlać wszystkie elementy oraz ich układ w wyrobie.
Wzorniki ze względu na ich przeznaczenie dzieli się na:
−
wzorniki dokumentacyjne – przechowywane są w teczce dokumentacyjnej danego wzoru
i służą do sprawdzania wzorników roboczych,
−
wzorniki robocze – które dzielimy na:
−
wzorniki do rozkroju – przeznaczone są do ręcznego wykrawania elementów
wyrobów z materiałów podstawowych i pomocniczych lub są podstawą do
sporządzania wycinaków przy mechanicznym rozkroju,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 9. Wzorniki do rozkroju portmonetki [2, s. 172]
−
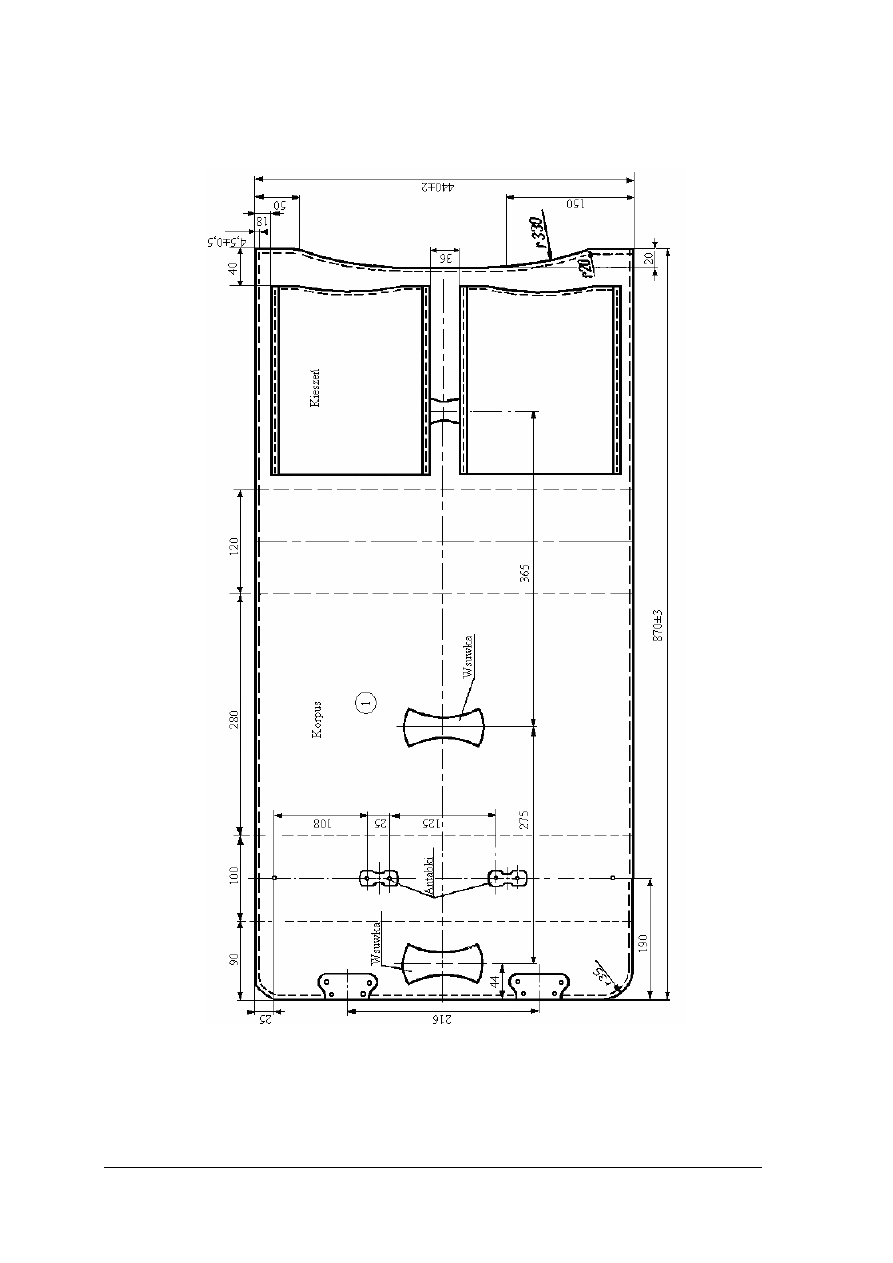
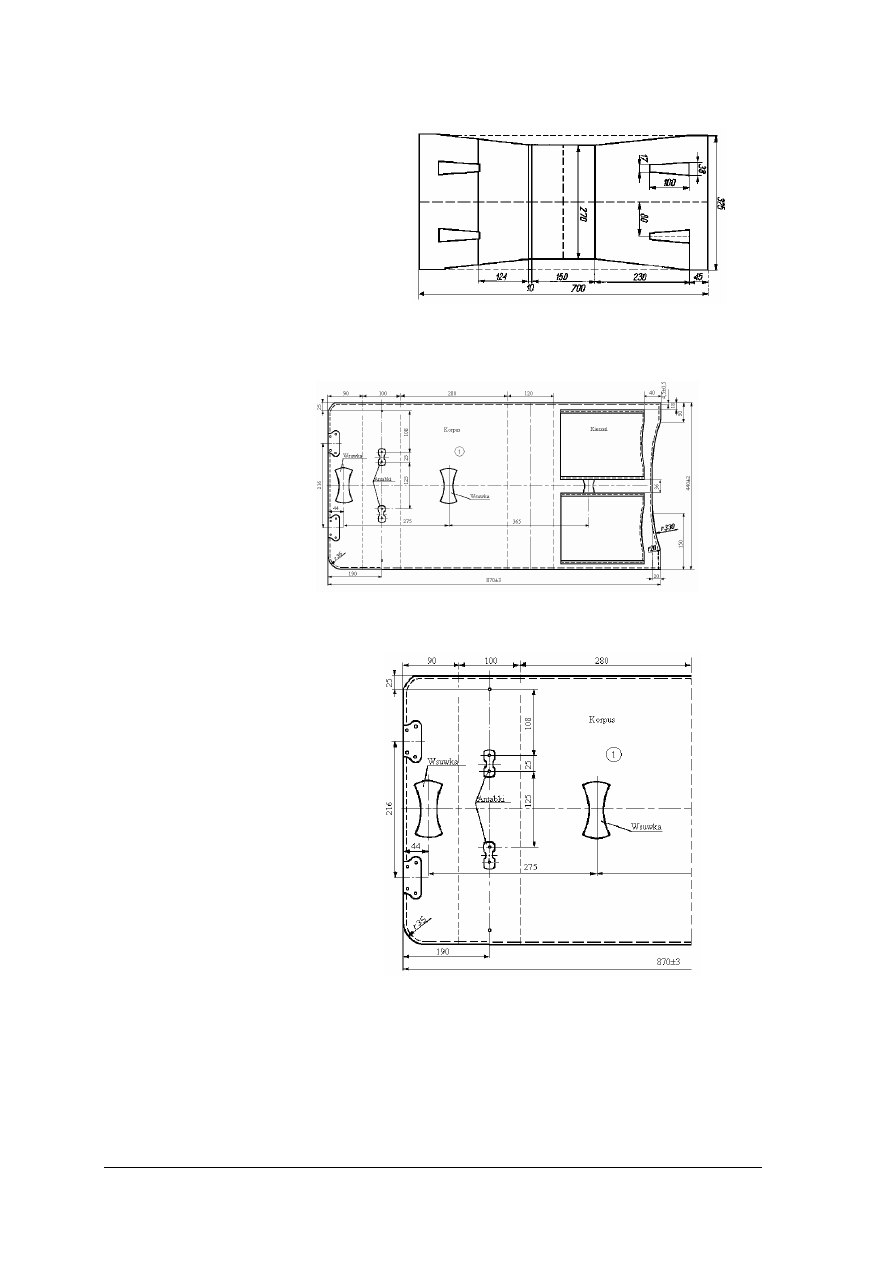
wzorniki montażowe – są sprawdzianami przy opracowaniu elementów i łączeniu ich
w gotowy wyrób. Wzorniki te mają zaznaczone i utrwalone nacięciami na odpowiednich
stronach wszystkie potrzebne linie wyznaczające załamania miejsca połączeń wykrojów
umiejscowienia kieszeni, zamków, ozdób i osie symetrii. Według tych nacięć wzornik
daje się odpowiednio załamać i składać przez co można sprawdzić, jeśli to jest potrzebne,
symetrię wykrojów.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 10. Wzornik montażowy korpusu torebki [2, s. 235]
Wzorniki robocze wykonuje się z trwalszych materiałów np. preszpanu.
Opracowane wzorniki, po dokładnym ich sprawdzeniu, są znakowane. Najczęściej
stosowanymi oznaczeniami są:
−
punktowe – stosowane na powierzchni wzorników,
−
trójkątne nacięcia na krawędziach,
−
liniowe – służące do oznaczania miejsc naszycia lub połączeń z innymi elementami.
Komplet wzorników dla każdego wyrobu oznacza się ponadto symbolami słownymi
i cyfrowymi. Na każdym wzorniku należy uwidocznić następujące dane:
1) nazwę wyrobu albo wyróżnik cyfrowy lub jego odmiany,
2) nazwę elementu wyrobu i rodzaj wzornika ( montażowy, do rozkroju),
3) liczbę wykrojów wg wzornika,
4) rodzaj materiału, do którego przeznaczony jest wzornik,
5) przy wzornikach asymetrycznych zaznacza się stronę prawą i lewą.
Wszystkie wzorniki dokumentacyjne oznacza się pieczątką firmową danego zakładu.
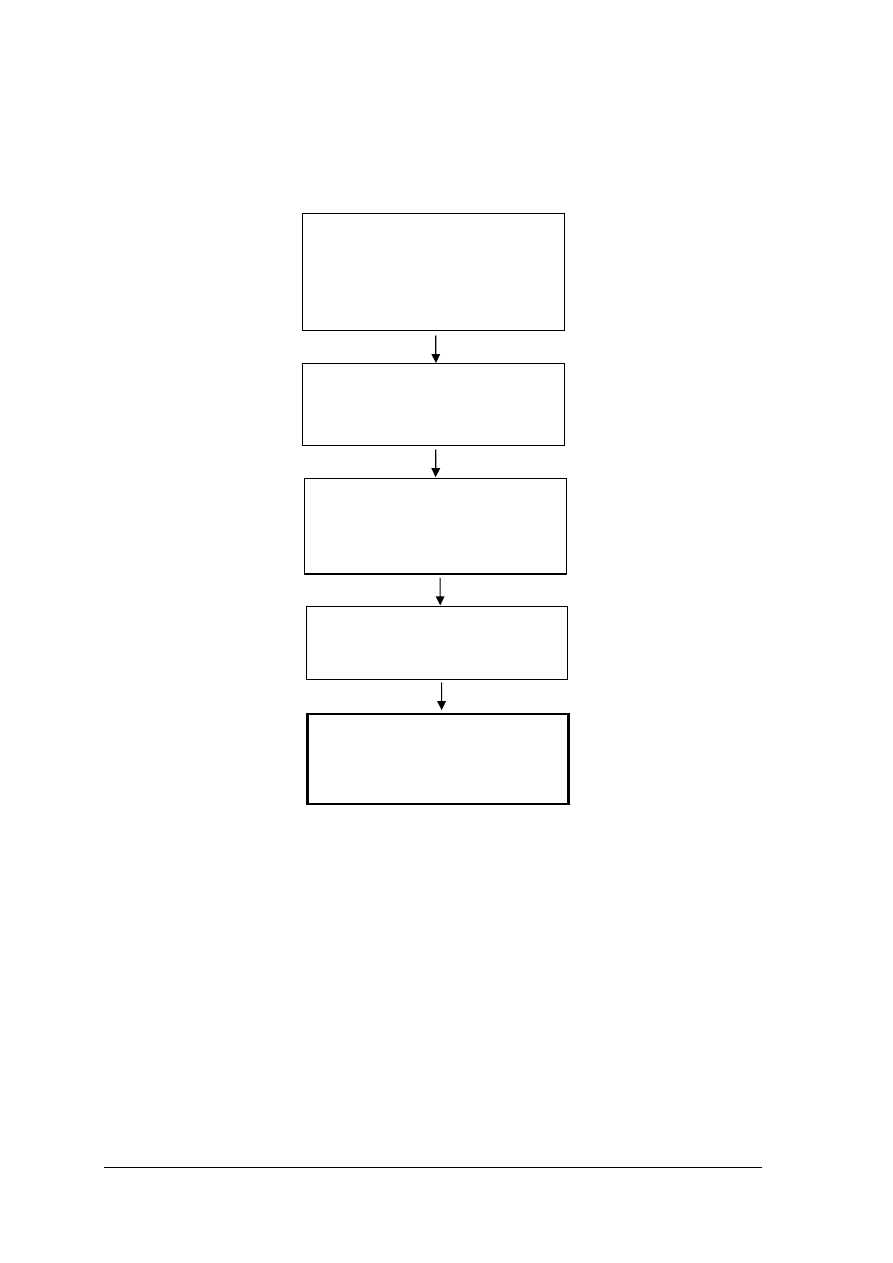
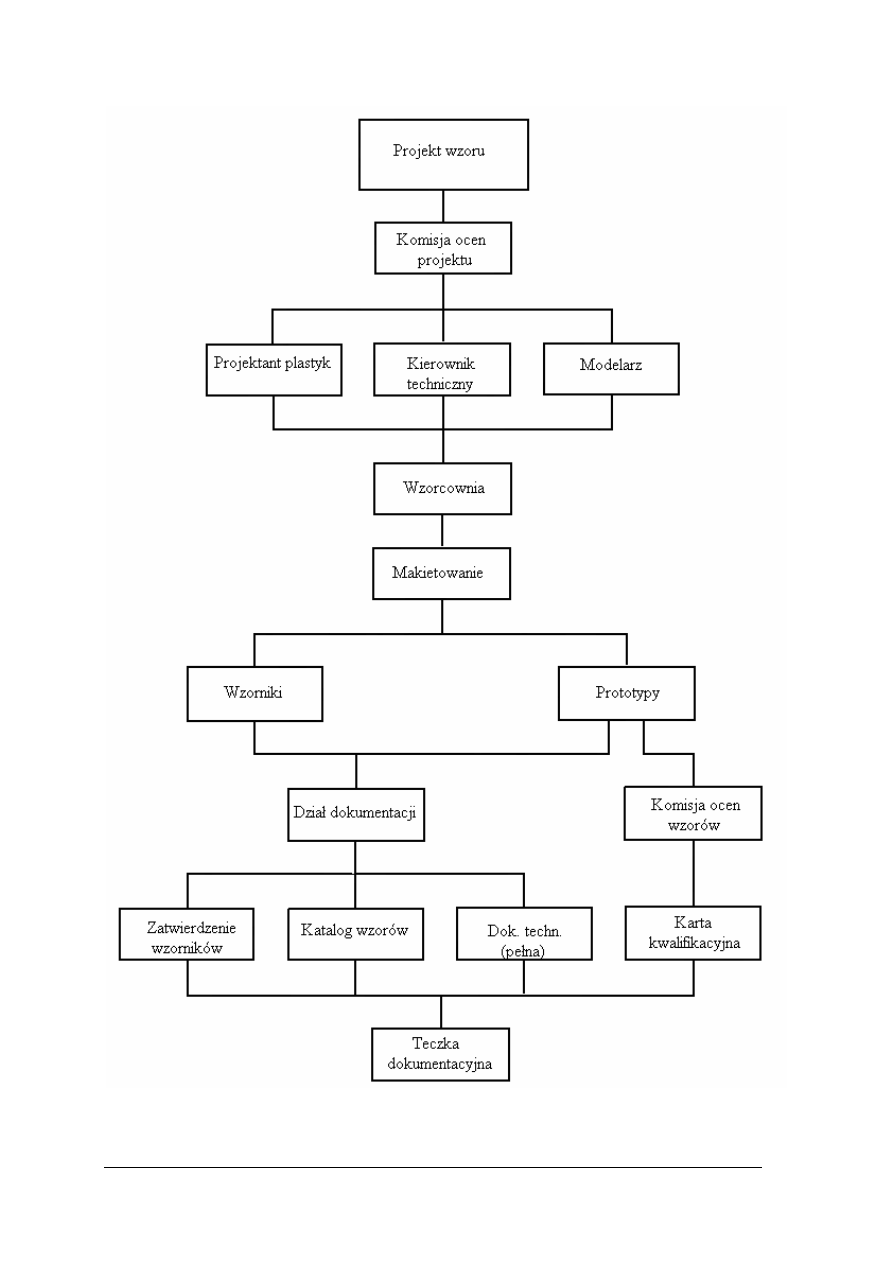
W oparciu o wzorniki wykonuje się prototyp.
Mianem prototypu albo pierwowzoru określa się pierwszy wyrób wykonany z właściwych
materiałów, zaplanowany do dalszej produkcji seryjnej. Służy on sprawdzeniu założeń
projektanta oraz właściwemu opracowaniu wzorników. Przed podjęciem decyzji o seryjnej
produkcji wykonuje się zazwyczaj 2–3 nowe wzory.
Kolejność czynności przy wykonywaniu wzoru może być inna, lecz zawsze należy pamiętać,
aby nie wykonywać właściwego wzoru bez uprzedniego sprawdzenia szczegółów we wzorze
próbnym.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys.11. Schemat przygotowania produkcji prototypowej [2, s. 239]

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Oceny wzoru dokonuje komisja kwalifikacyjna i ewentualnie zatwierdza wzór do
produkcji. Przy ocenie komisja przyjmuje następujące kryteria: atrakcyjność, estetykę
i walory użytkowe wzoru, prawidłowe zastosowanie materiałów, możliwość wdrożenia do
produkcji, prawidłowość rozwiązań konstrukcyjnych, ekonomikę produkcji itp..
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje wzorników?
2. W jakim celu wykonujemy makietę?
3. Jakie oznaczenia stosowane są na wzornikach?
4. W jakim celu wykonujemy prototyp ?
5. Jaką rolę pełnią wzorniki dokumentacyjne?
6. Jak dzielimy wzorniki robocze?
7. Jakie kryteria są brane pod uwagę przy ocenie wzoru?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj makietę w oparciu o otrzymany od nauczyciela rysunek poglądowy oraz
wymiary wyrobu i jego części składowych. Oceń prawidłowość proporcji poszczególnych
elementów wyrobu.
Wnioski zanotuj w zeszycie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania makiety,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyciąć elementy poszczególnych części,
4) wykonać makietę,
5) dokonać analizy wzoru w oparciu o wykonaną makietę.
Wyposażenie stanowiska pracy:
−
rysunek poglądowy wyrobu,
−
wymiary wyrobu i części składowych,
−
materiał do wykonania makiety,
−
przybory do rozkroju, szycia i pisania,
−
zeszyt,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj wzornik do rozkroju i wzornik montażowy elementu wyrobu kaletniczego
wskazanego przez nauczyciela znając wymiary elementu i miejsca montażu ozdób oraz
szerokość zawinięcia brzegów elementu. Wskaż różnice między wzornikami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania wzorników,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować karton,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4) narysować elementy wg podanych wymiarów,
5) nanieść oznaczenia na wzorniki,
6) wyciąć wzorniki,
7) wskazać różnice pomiędzy wzornikami,
8) zapisać obserwacje w zeszycie.
Wyposażenie stanowiska pracy:
– karton,
– przybory do pisania, rysowania i rozkroju,
– zeszyt,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj wzornik do rozkroju i montażowy ścianki przedniej wyrobu o brzegach
zawijanych, wiedząc że: wymiary ścianki przedniej w gotowym wyrobie wynoszą:
260x160mm, naddatek na zawinięcie wynosi 5mm, na ściance tej naszyta będzie kieszonka
zewnętrzna cięta do kantu o wymiarach 100x140mm. Kieszonka będzie naszyta w prawym
dolnym rogu w odległości 20mm od brzegów ścianki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania wzorników,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać rysunek techniczny ścianki przedniej według podanych wymiarów,
4) wykonać wzornik do rozkroju,
5) wykonać wzornik montażowy.
Wyposażenie stanowiska pracy:
– stół roboczy,
– blok techniczny, karton,
– nóż modelarski do wycinania wzorników,
– przybory do rysowania i pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj wzorniki do rozkroju korpusu i spodu torebki damskiej w kształcie woreczka
ściąganego, o spodzie okrągłym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania wzorników,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać rysunek techniczny spodu według dowolnie przyjętych wymiarów,
4) wykonać wzornik spodu w oparciu o rysunek techniczny,
5) obliczyć wymiary korpusu torebki dostosowane do obwodu spodu z uwzględnieniem
naddatku na zszycie,
6) wykonać rysunek techniczny korpusu torebki,
7) wykonać wzornik korpusu torebki w oparciu o rysunek techniczny,
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
8) wykonać makietę,
9) dokonaj korekty wzorników jeżeli zauważyłeś błędy w makiecie.
Wyposażenie stanowiska pracy:
– stół roboczy,
– blok techniczny, karton,
– nóż modelarski do wycinania wzorników,
– przybory do rysowania i pisania,
– papier szary do wykonania makiety,
– literatura z rozdziału 6.
Ćwiczenie 5
Wykonaj wzorniki do rozkroju i montażowe w oparciu o wskazaną przez nauczyciela
kartę wymiarów części składowych wyrobu kaletniczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania wzorników,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać rysunek techniczny części składowych wyrobu kaletniczego,
4) wykonać wzornik do rozkroju,
5) wykonać wzornik montażowy,
6) dokonać korekty wzorników jeżeli zauważyłeś błędy w makiecie.
Wyposażenie stanowiska pracy:
– stół roboczy,
– karta części składowych dowolnego wyrobu,
– blok techniczny, karton,
– nóż modelarski do wycinania wzorników,
– przybory do rysowania i pisania,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić wzorniki?
¨
¨
2)
wymienić sposoby znakowania wzorników?
¨
¨
3)
wymienić czynności przy projektowaniu nowego wzoru?
¨
¨
4)
wykonać szkic projektu?
¨
¨
5)
scharakteryzować makietę?
¨
¨
6)
scharakteryzować prototyp?
¨
¨
7)
wykonać rysunek modelowy projektowanego wzoru?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.
Formy organizacyjne procesu produkcyjnego
4.3.1. Materiał nauczania
W celu wytwarzania wyrobów i prowadzenia usług w przedsiębiorstwie konieczne jest
wykonywanie wielu różnorodnych czynności, powiązanych w określoną całość celowych
procesów działania.
Proces produkcyjny – jest to zespół różnorodnych czynności przy wykonywaniu
wyrobu. Realizacji procesów produkcyjnych dokonuje się w wydziałach, oddziałach
produkcyjnych i na określonych stanowiskach roboczych.
Procesy produkcyjne dzielimy na:
−
podstawowe procesy technologiczne,
−
pomocnicze procesy produkcyjne.
Proces podstawowy inaczej technologiczny jest częścią procesu produkcji obejmującą
wszystkie operacje, które powodują bezpośrednie zmiany w kształcie i właściwościach
obrabianego materiału.
Na procesy technologiczne składają się fazy, operacje, zabiegi, czynności i ruchy robocze.
Procesy pomocnicze związane są z obsługą procesu technologicznego i warunkują jego
niezakłócony przebieg.
Faza jest to wydzielona część procesu technologicznego dotycząca jednego
zakończonego etapu wytwarzania.
Operacje – są częścią procesu technologicznego obejmującego wszystkie czynności
wykonywane bez przerwy na jednym stanowisku pracy.
Zabiegi
–
są częścią operacji, obejmują kilka czynności, które wystarczają do określonej
zmiany obrabianego przedmiotu pracy (materiału).
Czynności - są to oddzielne, złożone z najprostszych ruchów działania.
Ruchy robocze – są to najprostsze i najmniejsze ale wymierne elementy procesu
technologicznego.
Procesy pomocnicze – nie są związane bezpośrednio z obrabianymi elementami, ale
pomagają w ich wytwarzaniu. Procesy te zabezpieczają realizacje procesu technologicznego.
W zakładzie kaletniczym to min.:
−
dostawa materiału,
−
czynności przygotowawcze do montażu,
−
pakowanie, magazynowanie, transport,
−
kontrola jakości.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys.12
.
Schemat podziału procesu produkcji.[11,s.301]
W zależności od liczby pracowników zatrudnionych w zakładzie, wielkości i rodzaju
produkcji, w branży kaletniczej stosowane są trzy formy organizacyjne procesu
technologicznego:
−
system indywidualny,
−
system brygadowy,
−
system potokowy.
System indywidualny – polega na tym, iż jeden pracownik wykonuje dany wyrób
całkowicie przy użyciu narzędzi i maszyn. System ten znajduje zastosowanie w punktach
usługowych oraz komórkach wzorcujących przy wykonywaniu pierwowzoru. Ze względu na
nowoczesną organizację pracy system ten posiada zasadnicze wady, a mianowicie: pracownik
wysoko kwalifikowany musi wykonywać czynności podrzędne, system jest czasochłonny
o małej wydajności co wpływa na wysoka cenę wyrobu.
System brygadowy – w tej formie organizacyjnej tworzy się zespoły- brygady z 5–20
pracowników. Brygady wykonują zadania asortymentowo lub kompleksowo.
W asortymentowym podziale zadań każdy pracownik wykonuje określona ilość wyrobów od
początku do końca. Taki podział pokrywa się z system ten indywidualnym. Istnieje tu jednak
współzawodnictwo indywidualne lub między brygadami co zwiększa wydajność pracy.
Kompleksowy podział zadań uwzględnia zróżnicowane kwalifikacje pracowników
w brygadzie i podziale operacji na zasadnicze i pomocnicze. Operacje zasadnicze przydziela
się pracownikom kwalifikowanym, a operacje pomocnicze pracownikom o niższych
kwalifikacjach. System brygadowy kompleksowy pozwala na lepsze rozstawienie stanowisk
Proces produkcyjny
Procesy
pomocnicze
Przygotowawczy
Magazynowy
Transportu
Kontroli jakości
Procesy
podstawowe
Fazy procesu
technologicznego
Operacje
Zabiegi
Czynności
Ruchy robocze
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
pracy, zgrupowanie operacji technologicznych, dzięki czemu wzrasta wydajność a maleje
cena wyrobu.
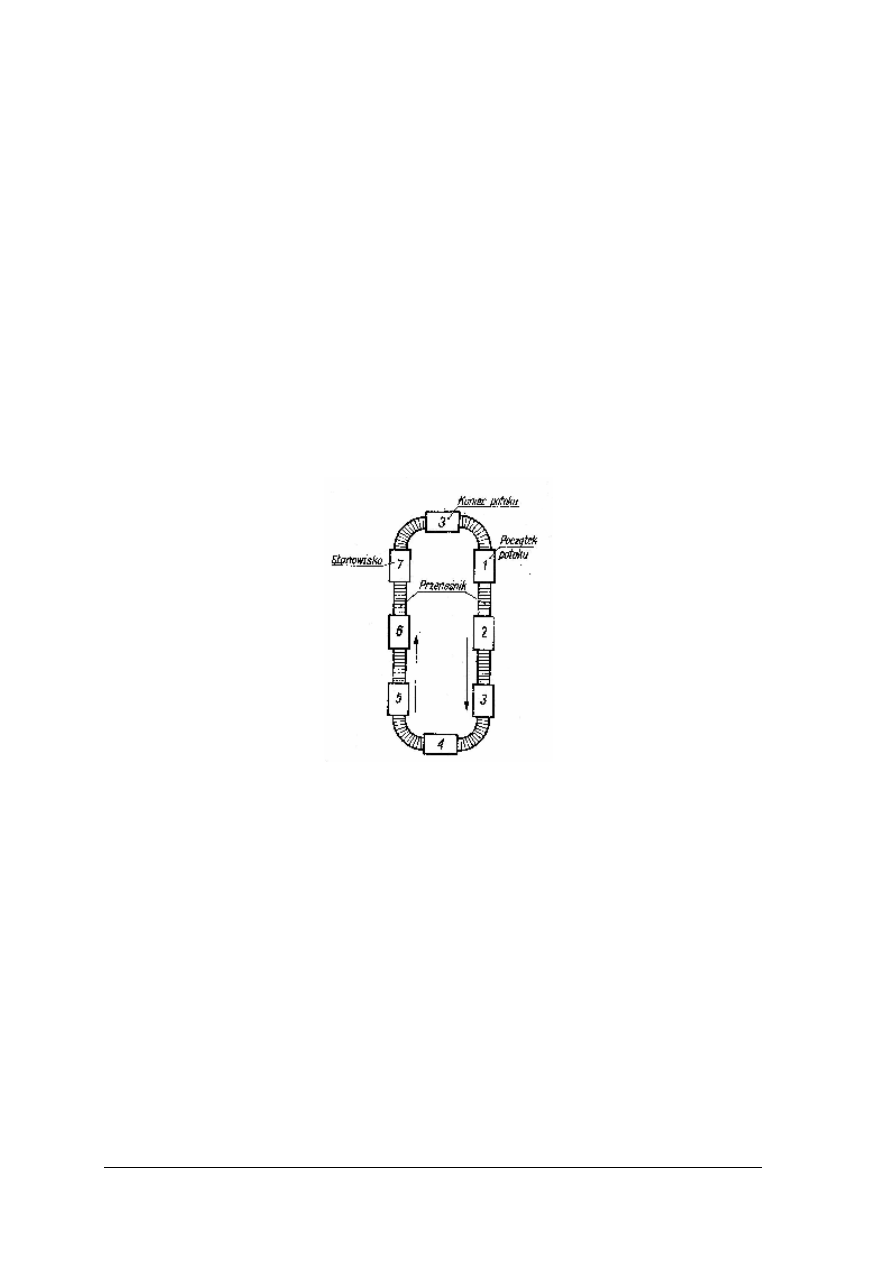
System potokowy (taśmowy) – stosowany jest przy produkcji dużych serii jednorodnych
wyrobów. Nazwa taśmowy pochodzi stąd, że stanowiska pracy w oddziale montażu są
ustawione po obu stronach przenośnika mechanicznego, zwanego taśmą montażową. Cech
systemu taśmowego:
−
proces składa się z operacji o jednakowej lub wielokrotnej pracochłonności,
−
poszczególne operacje są wykonywane zgodnie z przebiegiem procesu technologicznego,
−
przemieszczanie obrabianych materiałów od stanowiska do stanowiska odbywa
się
w sposób ciągły,
−
wytwarzanie na linii potokowej odbywa się jednocześnie na wszystkich stanowiskach
roboczych,
−
transport międzyoperacyjny (przenośnik taśmowy) zabezpiecza ciągłość produkcji
i utrzymuje określony rytm.
Zaletami tego systemu jest niski koszt produkcji, oszczędność czasu, oraz umożliwienie
okresowej kontroli, wadą zaś to, iż rytm taśmy nie uwzględnia indywidualnych możliwości
pracowników.
Rys.13. Schemat przenośnika taśmowego o obwodzie zamkniętym.[2, s. 283]
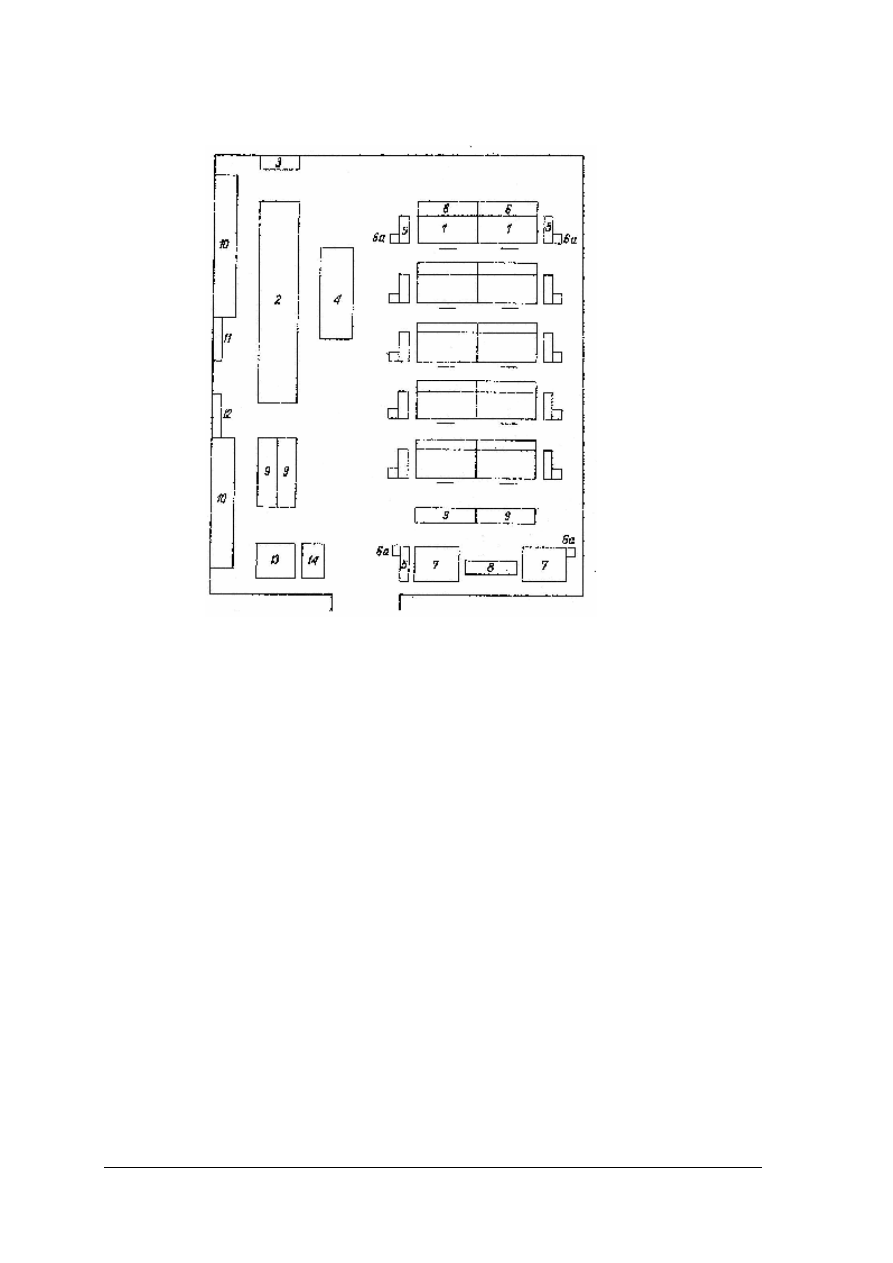
Podział procesu technologicznego przedstawia dokument, w którym są wyznaczone
zadania produkcyjne dla każdego stanowiska pracy. Wielkość zakładu, liczba pracowników
oraz stopień mechanizacji zakładu wpływają na organizację i plan ustawienia stanowisk
pracy. Rysunek 14 przedstawia schematyczny plan ustawienia stanowisk ręcznych,
maszynowych i urządzeń, na przykładzie średniej wielkości krojowni przeznaczonej do
rozkroju i wycinania skór oraz tkanin.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys.14. Plan ustawienia stanowisk ręcznych, maszynowych i urządzeń krojowni [2, s. 72]: 1- stół do ręcznego
rozkroju skór, 2- stół do krojenia podszewek, 3- wałek obrotowy do odwijania tkanin z beli, 4- deseniarka skór,
5- stojaki na skompletowane skóry do rozkroju, 6- półki na wycięte elementy, 7- wycinarki 9 mechaniczne lub
hydrauliczne),8- regał na wycinaki, 9- wózki jezdne do przewożenia wyciętych elementów, 10- regały do
kompletowania elementów, 11- stoliki pod nóż elektryczny, 12- ostrzałki mechaniczne, 13- stolik (brygadzisty),
14- waga dziesiętna
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki dzielimy proces produkcyjny?
2. Na czym polega system indywidualny, brygadowy, potokowy?
3. Co to jest proces produkcyjny?
4. Co to jest proces technologiczny?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału, zaproponowanych w postaci wydruku, przykładowych procesów
produkcyjnych, na procesy podstawowe i pomocnicze.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat wykonywania procesów
produkcyjnych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) pogrupować procesy podstawowe i pomocnicze,
4) podać przykłady procesów podstawowych,
5) podać przykłady procesów pomocniczych,
6) zapisać przykłady w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– przykładowe procesy produkcyjne w postaci wydruku,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Na postawie informacji uzyskanych w materiale nauczania i zajęć w warsztatach
szkolnych wyjaśnij, jaki jest cel prowadzenia dokumentacji technicznej w zakładzie
przetwórczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat dokumentacji technicznej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zaproponować cel prowadzenia dokumentacji technicznej,
4) wziąć udział w dyskusji na temat celowości prowadzenia dokumentacji technicznej
w zakładzie,
5) zapisać swoje spostrzeżenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Porównaj zastosowanie potokowej formy organizacji produkcji z indywidualnym
systemem organizacji produkcji wyrobów kaletniczych. Sformułuj wnioski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat form organizacji procesu
produkcyjnego,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) scharakteryzować system indywidualny,
4) scharakteryzować system potokowy,
5) dokonać porównania wskazanych metodorganizacji produkcji,
6) zapisać spostrzeżenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać podziału procesu produkcyjnego?
¨
¨
2)
dokonać podziału procesu technologiczne?
¨
¨
3)
rozpoznać fazy, czynności, operacje, zabiegi, ruchy robocze?
¨
¨
4)
scharakteryzować system indywidualny?
¨
¨
5)
scharakteryzować system brygadowy?
¨
¨
6)
scharakteryzować system potokowy?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących projektowania wyrobów skórzanych. Wszystkie
zadania są zadaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
ZESTAW ZADAŃ TESTOWYCH
1. Proces technologiczny jest częścią
a) procesu produkcyjnego.
b) procesu pomocniczego.
c) procesu wykończenia.
d) procesu przygotowania produkcji.
2. Najmniejszą częścią procesu technologicznego jest
a) operacja.
b) ruch roboczy.
c) czynność.
d) zabieg.
3. Asortymentowy podział zadań występuje w
a) systemie indywidualnym.
b) systemie brygadowym.
c) systemie pomocniczym.
d) systemie potokowym.
4. Makieta jest to
a) wyrób poddany badaniom laboratoryjnym.
b) wyrób wykonany w wielkościach naturalnych z materiałów zastępczych.
c) wyrób wykonany z materiałów właściwych.
d) wyrób przeznaczony do sprzedaży.
5. Rysunki skomplikowanych szczegółów projektu wykonuje się zwykle w dużym
powiększeniu, to znaczy w skali
a) 1:1.
b) 1:2.
c) 1:5.
d) 5:1.
6. Karta wymiarów części składowych informuje o
a) doborze i jakościowych wymaganiach materiałowych dla określonych części
składowych.
b) nazwie i liczbie części wchodzących w skład wyrobu.
c) nazwie i liczbie ozdób w wyrobie.
d) nazwie i liczbie okuć wchodzących w skład.
7. Wzorniki montażowe są
a) przeznaczone do rozkroju.
b) podstawą do sporządzania wycinaków przy mechanicznym rozkroju.
c) sprawdzianami przy opracowaniu elementów i łączeniu w gotowy wyrób.
d) podstawa do sporządzania rysunków technicznych.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
8. Rysunek zamieszczony obok przedstawia schemat montażu torebki damskiej. Dno torebki ma
wymiary
a) 325x700 mm.
b) 17x100 mm.
c) 150x270 mm.
d) 275x325 mm.
9. Na podstawie rysunku przedstawionego obok określ odległość (w mm) górnych krawędzi
kieszeni od górnego brzegu ściany przedniej teczki
a) 20 mm.
b) 36 mm.
c) 40 mm.
d) 50 mm.
10. Odległość położenia antabek od dolnej krawędzi klapy (patrz rysunek złożeniowy klapy )
wynosi
a) 90 mm.
b) 100 mm.
c) 125 mm.
d) 140 mm.
11. Karta technologiczna wyrobu zawiera
a) wszystkie materiały podstawowe.
b) wszystkie materiały pomocnicze.
c) wszystkie czynności, operacje i zabiegi występujące przy określonym elemencie wyrobu.
d) wszystkie maszyny i urządzenia potrzebne do wykonania określonego wyrobu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
12. Na podstawie rysunku montażowego kieszeni zewnętrznej, określ wymiary kieszeni po
naszyciu na ścianę przednią wyrobu
a) 290x146 mm.
b) 240x127 mm.
c) 176x127 mm.
d) 180x127 mm.
13. Rozkładka do rozkroju jest to
a) podstawowy dokument opracowany dla fazy rozkroju.
b) odpowiednia plansza obrazująca sposób rozkroju materiałów przeznaczonych na
wierzchy wyrobów i na podszewki.
c) rysunek techniczny wszystkich części składowych wchodzących w skład wyrobu.
d) dokument informujący krojczego o ilości pobranego materiału z magazynu.
14. Instrukcja wykonania jest to
a) norma czasu ustalona dla wszystkich operacji czynności.
b) norma czasu wynikająca z norm średnich.
c) syntetyczny opis zgrupowanych jednorodnych czynności technologicznych, oparty
na karcie technologicznej.
d) karta informująca o zasadach bezpiecznej prac.
15. Prototyp wykonuje się w oparciu o
a) makietę.
b) wzorniki.
c) wycinek z żurnalu.
d) instrukcję wykonania.
16. Przy projektowaniu elementów wyrobu należy pamiętać aby wykroje wierzchu były
a) większe od wykrojów usztywniających wyrób.
b) mniejsze od wykrojów usztywniających wyrób.
c) dwukrotnie mniejsze od wykrojów usztywniających wyrób.
d) trzykrotnie mniejsze od wykrojów usztywniających wyrób.
17. Wzorniki części składowych wzoru wykonuje się w skali:
a) 1:2.
b) 1:1.
c) 2:1.
d) 1:5.
18. Miejsca załamań i połączeń poszczególnych części wzoru umieszcza się na
a) wzornikach do rozkroju.
b) wzornikach montażowych.
c) rysunku modelowym.
d) makiecie wyrobu.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
19. Na każdym wzorniku należy umieścić m.in. następujące symbole słowne i cyfrowe
a) sposobu łączenia.
b) nazwę wyrobu, elementu i rodzaj wzornika.
c) nazwę maszyn stosowanych do rozkroju i obróbki.
d) rodzaj linii oznaczających miejsca naszyć.
20. Karta materiałowa wyrobu zawiera m.in. następujące informacje:
a) nazwę maszyn i urządzeń niezbędnych przy montażu wyrobu.
b) nazwę, liczbę części składowych wyrobu i ich wymiary.
c) nazwę materiału dla określonych części z jakościowymi wymaganiami i normami
zużycia.
d) nazwę czynności przy wykonywaniu określonego elementu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Prowadzenie dokumentacji technologicznej
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
WSiP, Warszawa 1989
2. Brzozowski Cz., Kałuża B., Kosior Z.: Technologia kierunek skórzany. Podstawowe
studium zawodowe. WSiP, Warszawa 1993
3. Christ J.: Kaletnictwo – Podręcznik technologii dla ZSZ. WSiP, Warszawa 1991
4. Epsztejn M.: Rękawicznictwo. WPLiS, Warszawa 1960
5. Grabkowski M., Olszewski A., Kościów S.: Projektowanie obuwia. Skrypt WSI,
Radom 1982
6. Korczak K., Szymańska J.: Rysunek zawodowy dla szkół przemysłu skórzanego. WSiP,
Warszawa 1998
7. Moda skórzana – kwartalnik Wyd. TWiL Warszawa
8. Napora S.: Galanteria ze skóry i tworzyw sztucznych. WPLiS, Warszawa 1962
9. Olszewski A.: Kompozycje plastyczne w projektowaniu obuwia. Skrypt WSI,
Radom 1993
10. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warsawa 1997
11. Persz T.: Obuwnictwo przemysłowe część II . WSiP, Warszawa 1986
12. Rerutkiewicz J., Tobiszewski A.: Rymarstwo. WPLiS, Warszawa 1956
13. Odzież – miesięcznik Wyd. SIGMA-NOT, Warszawa
14. Przegląd Skórzany – miesięcznik, egzemplarze archiwalne, Wyd. Skórimpex, Łódz
15. Przegląd włókienniczy. Włókno. Odzież. Skóra. Wyd. SIGMA – NOT, Warszawa.
16. Żurnale wyrobów kaletniczych i rękawiczniczych polskie i zagraniczne
Wyszukiwarka
Podobne podstrony:
13 Prowadzenie dokumentacji stomatologicznej
13 Prowadzenie dokumentacji stomatologicznej
3.Karta toczenia DRUK2, Politechnika Świętokrzyska, Dokumentacja technologiczna
3.Karta cięcia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
13 Organizowanie procesów technologicznych
14 Prowadzenie dokumentacji administracyjnej
Prowadzenie dokumentacji finans Nieznany
13 Prowadzenie rachunkowosci je Nieznany (2)
Zasady prowadzenia dokumentacji medycznej w praktyce lekarza stomatologa
dokumentacja technologiczna
Dokumentacja technologiczna do projektów - karty 2010, T-8 rysunek zespołu do montażu
13. Miareczkowanie amperometryczne, Technologia Chemiczna, Rok III, Semestr II, Instrumentalne metod
ZASWIADCZENIE O DZIALALNOSCI 2010-03-13 GITDv2 (2), DOKUMENTY 1
dokumentacja technologiczna E
06 Prowadzenie dokumentacji finansowejid 6367
3.Karta wiercenia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
Dokumentacja technologiczna do projektów karty 2010, Program szczegół proj z uchw 2010
więcej podobnych podstron