Folta Jakub
III MDT Stalowa Wola
Temat: Wyznaczanie wskaźników określających wydajność spawania elektrodą otuloną
Podczas spawania elektrycznego źródłem ciepła jest łuk elektryczny, który jarzy się między elektrodą a materiałem łączonym. W metodzie tej źródłem prądu stałego lub prądu przemiennego są prostowniki lub transformatory. Stosuje się elektrody nietopliwe (grafitowe, węglowe, wolframowe) lub elektrody topliwe (otulone albo nieotulone). Spoina tworzy się z nadtopionego materiału podstawowego oraz elektrody lub materiału dodatkowego (spoiwa) (rys. 4.2). Jeżeli elektroda jest zamocowana w specjalnym uchwycie i prowadzona ręką spawacza, to mówi się o spawaniu elektrycznym (łukowym) ręcznym.
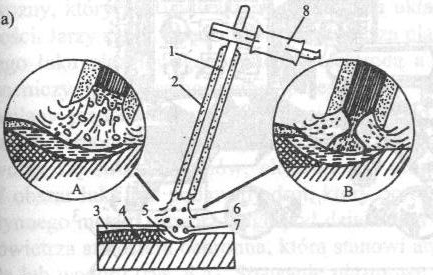
A - natryskowe przenoszenie metalu z elektrody do powierzchni spawanego detalu, B - kroplowe przenoszenie metalu, l - rdzeń elektrody, 2 - otulina elektrody, 3 - żużel, 4 - spoina, 5 - jeziorko ciekłego metalu, 6 - gazy powstające podczas spawania, 7 - kropla metalu, 8 - uchwyt elektrody,
Urządzenia i materiały:
Spawarka elektryczna, elektrody, próbki stalowe do napawania, suwmiarka miara milimetrowa, stoper, waga, płótno ścierne, szczotka druciana, instrukcja obsługi spawarki
Przebieg ćwiczenia:
-zmierzyć średnicę (d ) i długość elektrody (l),
-zważyć elektrodę (me). zważyć próbki do napawania (mp)
-wykonać napoiny przy natężeniu (I) optymalnym dla każdej elektrody
-zmierzyć czas tn napawania.
-zmierzyć długość stopionej elektrody (l),
-zważyć próbki stalowe z napoiną po oczyszczeniu z żużla i rozprysków (mps),
L.p |
d [mm] |
Δl [mm] |
lp [mm] |
lk [mm] |
I [A] |
ts [s] |
Vte [mm/s] |
me [g] |
mr [g] |
mp [g] |
mps [g] |
ms [g] |
Ue [%] |
Us [%] |
α [g/Ah] |
φ [%] |
L [kW/h] |
1. |
2,5 |
145 |
325 |
180 |
50 |
51,94 |
2,79 |
17,1 |
5,598 |
53,3 |
58,7 |
5,4 |
31,58 |
96,47 |
7,485 |
3,53 |
0,2885 |
2. |
2,5 |
155 |
325 |
170 |
70 |
32,84 |
4,72 |
17,1 |
5,985 |
54,1 |
59,8 |
5,7 |
33,33 |
95,24 |
8,926 |
4,76 |
0,2554 |
3. |
2,5 |
160 |
325 |
165 |
90 |
26,85 |
5,95 |
17,1 |
6,178 |
52,4 |
57 |
4,6 |
26,90 |
74,46 |
6,853 |
25,54 |
0,2685 |
4. |
2,5 |
155 |
325 |
170 |
80 |
30,06 |
5,16 |
17,1 |
5,985 |
53,9 |
55,3 |
1,4 |
8,19 |
23,39 |
2,096 |
76,61 |
0,2672 |
5. |
2,0 |
205 |
235 |
30 |
80 |
26,97 |
7,60 |
7,6 |
5,066 |
53,3 |
56,7 |
3,4 |
44,74 |
67,11 |
5,673 |
32,89 |
0,2397 |
6. |
3,25 |
120 |
430 |
310 |
90 |
29,02 |
4,13 |
37,2 |
7,831 |
50,3 |
57,5 |
7,2 |
91,94 |
91,94 |
9,302 |
8,06 |
0,2902 |
Pomiary i wyniki obliczeń
Δl=lp-lk
Δl= 325-180=145 [mm]
Szybkość topienia elektrody
Ciężar uzyskanego stopiwa ms ms=mps-mp
ms=58,7-53,3=5,4 [g]
Stała topienia
Masa stopionego rdzenia
; gęstość elektrody ρ=7,87 [g/cm3]
Współczynnik start
Uzysk elektrody
Uzysk spoiwa
Zużycie energii elektrycznej
Wnioski:
Napawanie wszystkich próbek wykonywała jedna osoba aby wyniki były jak najbardziej zbliżone. Jednak współczynnik strat wynosi w niektórych przypadkach powyżej 50%, jest to spowodowane brakiem doświadczenia osoby wykonującej napawanie. Z przeprowadzonych obliczeń wynika iż im wyższe straty tym niższa masa spoiny- spoiwo jest rozpryskiwane, wraz ze wzrostem prądu spawania rośnie szybkość topienia elektrody a maleje uzysk spoiwa, wraz ze wzrostem prądu maleje czas napawania a rośnie prędkość. Pobór prądu z sieci jest proporcjonalny do prądu spawania i czasu spawania.. Dobranie zbyt dużego natężenia prądu może spowodować przepalenie spawanego (napawanego) elementu, czego świadkiem byliśmy podczas spawania elektrodą 3,25 gdzie zwiększyliśmy prąd do 90A, ponieważ przy prądzie 80A następowało urywanie łuku elektrycznego lub zwieranie elektrody do spawanego elementu. Wynik napawania elektrodą 3,25 nie będzie wiarygodny ze względu na wspomniane przepalenie próbki.
Wyszukiwarka
Podobne podstrony:
spaw cw2, ETI, III Sem, Ocis, Niby Sprawozdania, Spawalnictwo
Sprawozdanie spawalnictwo2
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
ćwiczenie 3 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
Sprawozdanie ze spawalnictwa o zgrzewaniu i lutowaniu
ćwiczenie 2 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
sprawko z UT2, Na uczelnie, Spawalnictwo, sprawozdania i inne
Sprawozdanie na OCS - duraluminium, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka ciepln
OCS Sprawozdanie nr 6, Obróbka cieplna i spawalnictwo
Spawanie sprawozdanie, POLITECHNIKA GDAŃSKA, MiBM - materiały, SPAWALNICTWO
sprawozdanie+kontrola zlaczy spawanych, Na uczelnie, Spawalnictwo, sprawozdania i inne
ćwiczenie 4 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
Spajalnictwo+5, Na uczelnie, Spawalnictwo, sprawozdania i inne
Sprawozdanie z OCS, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
sprawko z UT, Na uczelnie, Spawalnictwo, sprawozdania i inne
ćwiczenie 5 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
więcej podobnych podstron