Folta Jakub
III MDT Stalowa Wola
Temat: Wydajność cieplna łuku elektrycznego GTAW
Spawanie plazmowe TIG
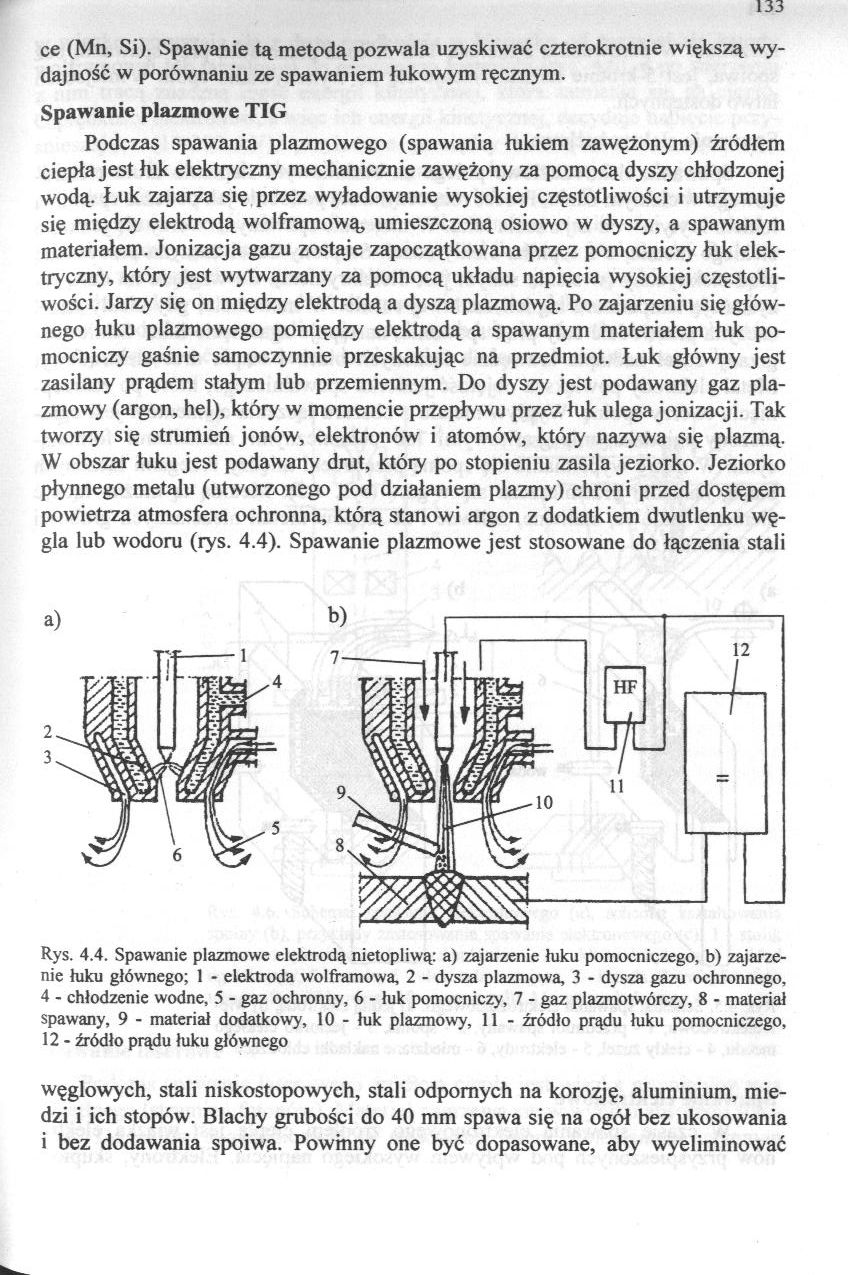
Podczas spawania plazmowego (spawania łukiem zawężonym) źródłem ciepła jest łuk elektryczny mechanicznie zawężony za pomocą dyszy chłodzonej wodą. Łuk zajarza się przez wyładowanie wysokiej częstotliwości i utrzymuje się miedzy elektrodą wolframową, umieszczoną osiowo w dyszy, a spawanym materiałem. Jonizacja gazu zostaje zapoczątkowana przez pomocniczy łuk elektryczny, który jest wytwarzany za pomocą układu napięcia wysokiej częstotliwości. Jarzy się on między elektrodą a dyszą plazmową. Po zajarzeniu się głównego łuku plazmowego pomiędzy elektrodą a spawanym materiałem łuk pomocniczy gaśnie samoczynnie przeskakując na przedmiot. Łuk główny jest zasilany prądem stałym lub przemiennym. Do dyszy jest podawany gaz plazmowy (argon, hel), który w momencie przepływu przez łuk ulega jonizacji. Tak tworzy się strumień jonów, elektronów i atomów, który nazywa się plazmą. W obszar łuku jest podawany drut, który po stopieniu zasila jeziorko. Jeziorko płynnego metalu (utworzonego pod działaniem plazmy) chroni przed dostępem powietrza atmosfera ochronna, którą stanowi argon z dodatkiem dwutlenku węgla lub wodoru (rys. 4.4). Spawanie plazmowe jest stosowane do łączenia stali węglowych, stali niskostopowych, stali odpornych na korozję, aluminium, miedzi i ich stopów. Blachy grubości do 40 mm spawa się na ogół bez ukosowania i bez dodawania spoiwa. Powinny one być dopasowane, aby wyeliminować szczelinę. W porównaniu z metodą TIG metoda plazmowa, przy spawaniu bez spoiwa, jest 5-krotnie tańsza. Nadaje się do wykonywania spoin w miejscach łatwo dostępnych.
Urządzenia i materiały:
Spawarka Faltig- 315 AC/DC, butla z gazem argon wraz z reduktorem, automat spawalniczy, płyta miedziana chłodzona wodą, miernik różnicy temperatury
Przebieg ćwiczenia:
- zmieniać natężenie prądu I od 50- 250 A (co 50A)
- zmieniać prędkość spawania Vs od 200 do 800 mm/min
- mierzyć różnicę temperatur między 2 końcami próbki
Pomiary i wyniki obliczeń
I V |
50 |
100 |
150 |
200 |
250 |
200 |
0,8 |
1,8 |
2,9 |
4 |
5,5 |
400 |
0,6 |
1,1 |
2,7 |
3,5 |
4,6 |
800 |
0,4 |
1 |
2,5 |
2,9 |
3,5 |
Prędkość przepływu wody
Prędkość przepływu argonu
Droga spawania S=200mm
czas spawania
Ciepło całkowite dostarczone do materiału
Dla
Dla
Dla
Ciepło kaloryczne
cw=4180 J/kgK
Dla
Dla
Dla
Sprawność
Dla
Dla
Dla
Wnioski:
Na podstawie wyników można zauważyć że ze wzrostem prędkości spawania maleje różnica temperatur, ze wzrostem na tężenia prądu wzrasta różnica temperatur. Ciepło właściwe oraz kaloryczne malało ze wzrostem prędkości spawania a rosło przy wzroście natężenia. Największą sprawność uzyskano przy natężeniu prądu 150 i 250A przy najmniejszej prędkości posuwu- 200mm/min, ze wzrostem prędkości posuwu, sprawność maleje.
Wyszukiwarka
Podobne podstrony:
spaw cw2, ETI, III Sem, Ocis, Niby Sprawozdania, Spawalnictwo
Sprawozdanie spawalnictwo
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
ćwiczenie 3 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
Sprawozdanie ze spawalnictwa o zgrzewaniu i lutowaniu
ćwiczenie 2 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
sprawko z UT2, Na uczelnie, Spawalnictwo, sprawozdania i inne
Sprawozdanie na OCS - duraluminium, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka ciepln
OCS Sprawozdanie nr 6, Obróbka cieplna i spawalnictwo
Spawanie sprawozdanie, POLITECHNIKA GDAŃSKA, MiBM - materiały, SPAWALNICTWO
sprawozdanie+kontrola zlaczy spawanych, Na uczelnie, Spawalnictwo, sprawozdania i inne
ćwiczenie 4 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
Spajalnictwo+5, Na uczelnie, Spawalnictwo, sprawozdania i inne
Sprawozdanie z OCS, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
sprawko z UT, Na uczelnie, Spawalnictwo, sprawozdania i inne
ćwiczenie 5 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
więcej podobnych podstron