AKADEMIA TECHNICZNO-ROLNICZA
IM. J.J. ŚNIADECKICH
W BYDGOSZCZY
WYDZIAŁ MECHANICZNY
Praca projektowa z Elementów Technologii Spajania
Temat: Technologia wykonania konstrukcji
spawanej - belki skrzynkowej
Prowadzący: Prof. dr hab. inż. Eugeniusz Ranatowski
Jakub SKOMOROKO
St. dzienne MGR
Semestr IX
Grupa A
Bydgoszcz 14.01.2004
Zgodnie z zawartą umową zobowiązany jestem do wykonania 30 konstrukcji skrzynkowych - belek mostowych. Każda z konstrukcji wykonana musi być zgodnie z obowiązującymi normami i w odpowiedniej klasie konstrukcji.
Spis normy użytych do projektowania i wykonania konstrukcja belki skrzynkowej :
PN-89/S-10050 - Obiekty mostowe. Konstrukcje stalowe. Wymagania i badania
PN-EN ISO 13916:1999 - Spawalnictwo. Spawanie. Wytyczne pomiaru temperatury podgrzania, temperatury międzyściegowej i temperatury utrzymania
Do wykonania konstrukcji została użyta stal niskostopowa o podwyższonej jakości: 18G2A.
Na następnej stronie dołączam dane o składzie chemicznym stali zgodnie z normą PN-86/H-84018. Znajdują się tam również dane dotyczące skłonności materiału do pęknięć (na gorąco, na zimno, lamelarnych i po obróbce cieplnej), a także wykres zawierający HV, KCU, Rm i Re. Ponadto w załączeniu daje wykres struktury stali 18G2A dla czasu t8/5 =28,9s. Oba wydruki są uzyskane z programu SPAW-EXPERT znajdującego się w Katedrze Inżynierii Materiałowej Akademii Techniczno-Rolniczej im. J.J. Śniadeckich w Bydgoszczy.
Spawalność stali 18G2A:
Stale o podwyższonej wytrzymałości (18G2A) są łatwo spawalne. Spawalność określa zdolność materiału do zachowania dobrych własności mechanicznych po spawaniu. Jest zależna od technologii spawania, konstrukcji złącza i składu chemicznego stali. Dobra spawalność zapewniona jest przez stosunkowo niską zawartość węgla poniżej 0,20% Stal ta zawiera dodatkowo nieduże ilości pierwiastków stopowych zwiększających wartość Re i Rm w stosunku do dobrze spawalnych stali węglowych.
Spawalność stali, określona przez skład chemiczny, wyraża się przez tzw. równoważnik węgla Ce . Jeżeli wartość tego równoważnika jest niższa niż od 0,45, stal jest dobrze spawalna w warunkach ogólnie dostępnej technologii spawania. Gdy jest on wyższy, stale o podwyższonej wytrzymałości wymagają podgrzania przed spawaniem, regulowanego chłodzenia albo wyżarzania po spawaniu. Oblicza się go ze wzoru:
WNIOSEK:
Stal należy do dobrze spawalnych
Chcąc przeanalizować cykl cieplny stali 18G2A należy posłużyć się specjalnymi wykresami spawalniczymi przemian austenitu - CTPc-S (czas, temperatura, przemian ciągła spawanie). Wykresy te zostały sporządzone dla danej stali, na podstawie pomiarów dylatometrycznych/magnetycznych pozwalających określić początek i koniec przemiany austenitu w danych warunkach chłodzenia. Na załączonych wydrukach znajdują się wykresy CTPc-S (program SPAW-EXPERT) dla stali 18G2A. Z wykresów tych określić możemy czas t800-500 i otrzymaną przy takim czasie chłodzenia strukturę.
Czas t800-500 określić można także posługując się nomogramami opracowanymi wg źródeł japońskich. My jednak posiadamy wyznaczoną temperaturę t800-500 a nomogramy posłużą nam w odmienny sposób. Wychodząc z analizy wykresów CTPc-S i chcąc uzyskać określoną strukturę w strefie wpływów cieplnych, dla której znamy czas t800-500 , za pomocą nomogramu dobieramy energię liniową łuku oraz temperaturę wstępną podgrzania spawanych elementów.
Dane wyjściowe do określenia energii liniowej:
t800-500 - 28,9s
g - 10mm
t0 - 20ºC
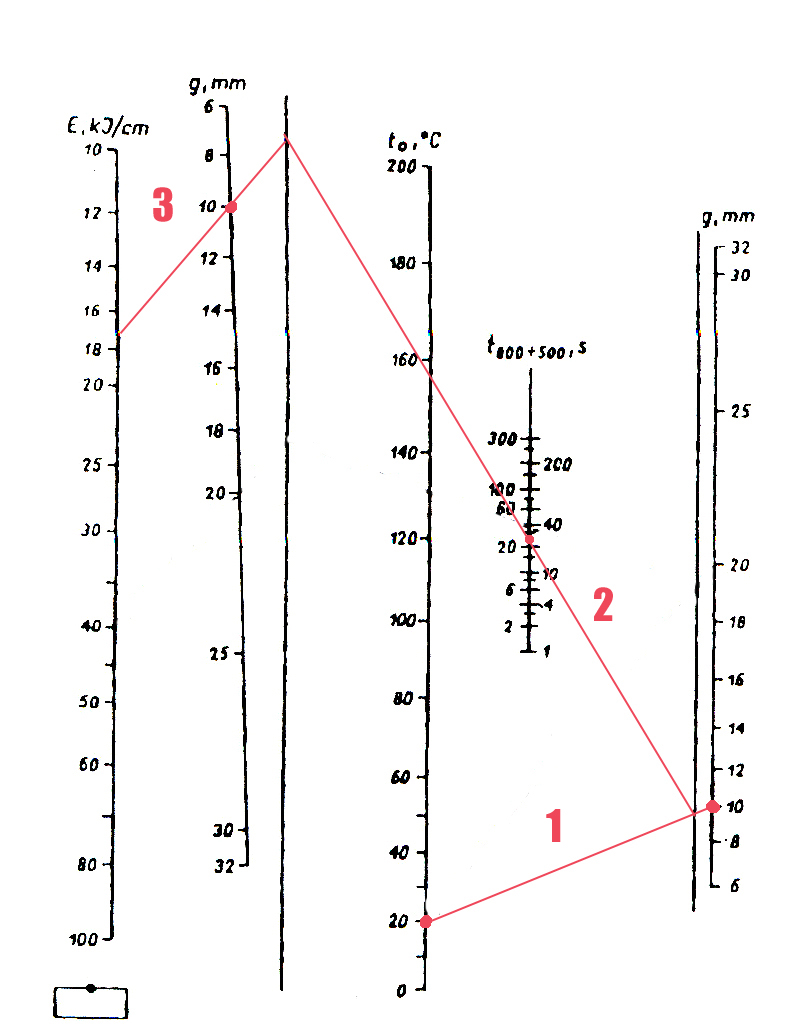
Nomogram do określania czasu t800-500/energii liniowej E, przy spawaniu łukiem krytym
Chcąc wyznaczyć energię liniową należy:
- połączyć linią 1 skalę t0 ze skalą g
- połączyć linią 2 punkt przecięcia prostej 1 z linią pomocniczą, ze skalą
t800-500 i przedłużyć ją do przecięcia z drugą linią pomocniczą
- połączyć linią 3 punkt przecięcia prostej 2 z linią pomocniczą, ze
skalą g
- energię liniową wyznacza nam punkt przecięcia przedłużonej prostej 3
ze skalą E
Na podstawie nomogramu wyznaczona energia liniowa wynosi ok. 17kJ/cm
Korzystając z Normatywów Technologicznych dla spoin pachwinowych wykonywanych w pozycji korytkowej łukiem krytym dobieramy parametry spawania:
- energia liniowa 16,9 kJ/cm
- grubość spoiny 7 mm
- średnica drutu 3,25 mm
- ilość ściegów 2
- natężenie prądu 450 A
- napięcie łuku 28 V
- prędkość spawania 45 cm/min
- prędkość podawania drutu 107,3 m/h
- zużycie drutu na 1 ścieg 0,210 kg/m
- łączne zużycie drutu 0,420 kg/m
- zużycie topnika na 1 ścieg 0,277 kg/m
- łączne zużycie topnika 0,513 kg/m
- czas główny spawania na 1 ścieg 2,22 min/m
- łączny czas główny spawania 4,44 min/m
Konstrukcje ze stali o 18G2A (niskostopowa o podwyższonej jakości) należy spawać przy zachowaniu zaostrzonej dyscypliny technicznej. Zajarzenie łuku poza miejscem układania spoiny jest niedopuszczalne, gdyż taki „utwardzony punkt” na blasze stanowi karb, który przy niekorzystnym zbiegu okoliczności może okazać się inicjatorem pęknięcia.
Zapoczątkowanie spoin i ich zakończenie musi być wykonywane z większą uwagą, by uniknąć błędów, które w tych miejscach łatwo popełnić. Dlatego też przy wykonywaniu spoin należy stosować częściej płyty wybiegowe na początku i na końcu spoin czołowych, a przy spoinach pachwinowych należy dbać o to, żeby kratery na zakończeniu były wypełnione stopiłem i nie wykazywały wklęsłości.
Jeżeli spawamy blachy o grubości 10mm tak jak to ma miejsce w naszym przypadku, podgrzewanie wstępne nie jest wskazane.
Wyszukiwarka
Podobne podstrony:
coniunctivus, # A takie tam różności, ►ŁACINA
szkolenia he he, PREZENTACJE i takie tam rózne śmieci
FERMENTY- takie tam, technologia żywności, fermenty
sciagczasy, # A takie tam różności, ►ŁACINA
Jak wyłączyć aktywację systemu Windows XP, TAKIE TAM (nieciekawe)
Tabela lab metro i sys, takie tam, Nowy folder (3)
SF uruzw, BHP i PPOŻ przygotowanie do szkoleń, Umowy pisma i takie tam pierdoły
takie tam sobie dywagacje na temat zagadnieniń do egzaminu konfliktogennego
SF fp, BHP i PPOŻ przygotowanie do szkoleń, Umowy pisma i takie tam pierdoły
Bądź dobrą rzeką Maliński, PREZENTACJE i takie tam rózne śmieci
No Panowie, PREZENTACJE i takie tam rózne śmieci
SF urubw, BHP i PPOŻ przygotowanie do szkoleń, Umowy pisma i takie tam pierdoły
Świetny kawał , PREZENTACJE i takie tam rózne śmieci
Tabela lab diagnostyka, takie tam, Nowy folder (3)
Autentyczne- PZU, PREZENTACJE i takie tam rózne śmieci
lacinakolos, # A takie tam różności, ►ŁACINA
przyjecie-oferty-pracodawcy-porozumienie-stron, BHP i PPOŻ przygotowanie do szkoleń, Umowy pisma i t
wniosek-o-obnizenie-wymiaru-pracy-po-macierzynskim, BHP i PPOŻ przygotowanie do szkoleń, Umowy pisma
więcej podobnych podstron