PAWEŁ ŚLIWA |
Laboratorium z materiałoznawstwa |
WMiBM |
Gr.: 23B |
TEMAT: Spieki. |
2000-11-27 |
1.) Cel ćwiczenia: Celem ćwiczenia jest zapoznanie się z mikroskopową metodą oceny kształtu różnych metali, analiza rozkładu wielkości cząstek proszków, oznaczenie własności technologicznych wybranych proszków i mieszanek oraz zapoznanie się z własnościami spieków konstrukcyjnych. Wakancja
2.) Wykonanie ćwiczenia:
Materiał:
zainkludowane próbki różnych proszków metali,
proszki: ASC 100.29, miedź elektrolityczna i mieszanka o składzie 97.5% ASC 100.29 + 2%Cu + 0.5% stearynianu cynku,
wypraska o składzie: 97.5% ASC 100.29 + 2% Cu + 0.5 stearynianu cynku uzyskana przy nacisku 15 ton,
spieki konstrukcyjne o takim samym składzie jak wypraska uzyskane przy naciskach 10, 15, 20 ton i spiekane w temperaturze 1130°C w czasie 30 min. w atmosferze redukcyjnej zdysocjowanego amoniaku.
3.) Przebieg ćwiczenia:
Dokonać obserwacji mikroskopowych kształtów ziaren zainkludowanych próbek różnych proszków metali. Wykonać analizę sitową proszku ASC 100.29, przesiać proszek przez zestaw sit o oczkach 80, 100, 125, 160μm oraz ustalić poszczególne frakcje. Przy zastosowaniu przepływomierza Halla oznaczyć sypkość i gęstość nasypową proszków ASC 100.29, miedzi elektrolitycznej i mieszanki o składzie: 97.5% ASC 100.29 + 2% Cu + 0.5% stearynianu cynku dla porcji o masie 50g - zmierzyć czas wysypywania się porcji proszku ze stożka oraz zmierzyć objętość jaką ten proszek zajmuje. Przeprowadzić obserwację struktury spieków oraz wypraski z uwzględnieniem struktury porowatości. Na spiekach wykonać pomiary twardości metodą Brinella. Za pomocą mikrometru zmierzyć wysokość spieków i zrobić wykresy zależności: gęstość spieku - ciśnienie prasowanie oraz twardość spieków - ciśnienie prasowania (masa spieków - 15g, średnica 20mm).
Jedną z metod wytwarzania stopów, stosowaną coraz szerzej, jest spiekanie proszków. Ta gałąź techniki, która zajmuje się wytwarzaniem gotowych elementów użytkowych drogą spiekania (czyli spieków), nazywa się metalurgią proszków. Obecnie metodami metalurgii proszków wytwarza się różne części maszyn i mechanizmów, w tym również materiały łożyskowe i elementy cierne, a także styki elektryczne, metale trudnotopliwe, płytki skrawające i kompozyty metalowo-ceramiczne, tzw. cermetale.
Materiały kompozytowe są coraz częściej stosowane, gdyż cechują się własnościami mechanicznymi niemożliwymi do uzyskania w innych tworzywach. Powstają przez połączenie dwóch (lub więcej) materiałów, z których jeden jest wiążący, a inne spełniają rolę wzmacniającą i są wprowadzane w postaci ziarnistej, włóknistej (ew. ciętych włókien) lub warstwowej. Metodą metalurgii proszków, która jest jedną z metod wytwarzania kompozytów, wytwarza się kompozyty o osnowie metalowej umacniane cząstkami ziarnistymi, rzadziej włóknami ciętymi.
Proces wytwarzania spieków składa się z dwóch podstawowych operacji technologicznych; formowania kształtek z proszków metali przez prasowanie w matrycach i spiekania, polegającego na wygrzewaniu kształtek w atmosferze ochronnej poniżej temperatury topnienia przeważającego składnika, z którego zostały wykonane (niekiedy dopuszcza się częściowe stopienie). Podczas spiekania zachodzi drogą dyfuzji scalanie oddzielnych cząstek proszku z tendencją do ujednorodnienia chemicznego i jednoczesnego zaniku porów. Towarzyszy temu zwykle pewien skurcz spieku, a jednocześnie wzrost jego wytrzymałości mechanicznej.
Upowszechnianie potrzeby stosowania metod metalurgu proszków wiąże się z ich.zaletami, takimi jak:
a) możliwość formowania gotowych elementów bez potrzeby kosztownej obróbki mechanicznej (np. koła zębate, krzywki, sitka do maszynek do mięsa itp.);
b) niewielki koszt produkcji pod warunkiem masowego jej charakteru (konieczność zamortyzowania kosztów matrycy);
c) możliwość wytwarzania tworzyw o składzie i strukturze nieosiągalnych innymi metodami (np. wolfram-srebro na styki, brąz-grafit na łożyska, węglik wolframu-kobalt na płytki skrawające, porowate łożyska samosmarujące nasycane olejem, materiały metalowo-ceramiczne typu SAP lub inne);
d) możliwość automatyzacji procesu wytwarzania;
e) małe zużycie materiałów i energii.
Prasowanie jest z jednej strony sposobem łączenia luźnych cząstek proszku w trwałą kształtkę zwaną wypraską, a z drugiej — nadawaniem odpowiedniego kształtu. Prasowanie przeprowadza się w matrycach z ruchomym stemplem. Dla uzyskania odpowiedniego efektu (zagęszczenia) ciśnienie musi być odpowiednio duże. Podczas prasowania następuje przegrupowanie cząstek proszku, ich odkształcenie (sprężyste, plastyczne) oraz kruszenie (w przypadku materiałów kruchych).
Spiekanie jest ważną operacją w procesie wytwarzania spieków, gdyż nadaje im odpowiednią wytrzymałość i gęstość. Główną siłą napędową procesu spiekania jest energia swobodna powierzchni proszku i zmagazynowana energia odkształcenia, nagromadzona w defektach sieci. Obydwie te energie ulegają zmniejszeniu w trakcie spiekania, co prowadzi do istotnych zmian strukturalnych: sferoidyzacji porów i ich objętościowego zmniejszenia, tworzenia szyjek między cząstkami proszku, poligonizacji i rekrystalizacji w objętości cząstek proszku. Wiąże się to ze znaczną redukcją defektów sieci: wakancji, atomów międzywęzłowych i dyslokacji.
Wyniki:
Obserwacja mikroskopowa kształtu ziarn.
Rozpyl WP150 Molibden
Tribalay Brąz kulisty Żeliwo
Rozkład wielkości badanych cząstek 50g ASC100.29.
Lp. |
Średnica oczka sita [μm] |
Masa [g] |
1 |
160 |
7 |
2 |
125 |
9.98 |
3 |
100 |
7.95 |
4 |
80 |
10.5 |
5 |
denko |
14.56 |
Wyznaczanie sypkości i gęstości nasypowej proszku ASC100.29
Masa 50g, objętość 560mm3, czas przesypu 42,25s.
Sypkość ![]()
Gęstość ![]()
Proszek ASC 100.29 - 97.5% miedzi elektrolitycznej - 2% stearynianu cynku - 0.5%
Masa 50g, objętość 644mm3, czas przesypu 44,98s.
Sypkość ![]()
Gęstość ![]()
Miedź elektrolityczna
Masa 50g, objętość 742mm3, czas przesypu 30,28s.
Sypkość ![]()
Gęstość ![]()
Tabela dotycząca spieków.
Wypraski uzyskane przy naciskach |
10 ton |
15 ton |
20 ton |
Twardość Brinella [HB] |
52 |
60 |
69 |
Wysokość [mm] |
7,20 |
6,95 |
6,75 |
Masa [g] |
15 |
15 |
15 |
Średnica [mm] |
20 |
20 |
20 |
Ciśnienie prasowania [kPa] |
324,4 |
486,7 |
649,1 |
Gęstość spieku g/mm2 |
0,1042 |
0,1079 |
0,1111 |
Obserwacja mikroskopowa:
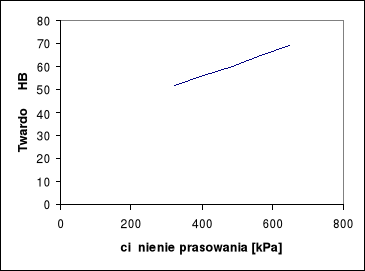
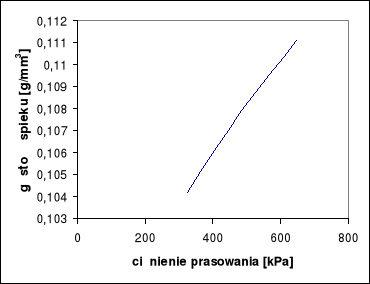
4.) Wnioski: Z wykresów widać, że im większe ciśnienie prasowania tym większa gęstość jak i twardość. Dlatego aby otrzymywać spieki wytrzymałe należy wytwarzać je przy bardzo dużej sile nacisku.
Do wyznaczenia frakcji głównej wykorzystaliśmy analizę sitową. Można zauważyć, że ziarno ASC 100.29 jest bardzo drobne średnio w granicach 80μm.
W czasie przeprowadzania przepuszczalności metodą Halla mogły wystąpić niedokładności spowodowane adhezją proszków do stożka, niedokładności mogły również wystąpić przy określaniu objętości z powodu braku przyrządów pomiarowych.
Wyszukiwarka
Podobne podstrony:
Mechanizmy działania antybiotyków, materiały farmacja, Materiały 4 rok, farmacja 4 rok part 2, farma
Zaliczenie z receptury-2, materiały ŚUM, IV rok, Farmakologia, III rok, 7 - Receptura (TheMordor), Z
dom0, Skrypty, UR - materiały ze studiów, studia, studia, Bastek, Studia, Rok 3, SEMESTR VI, Woiągi
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
opracowanie 2 o postawie konserwatywnej, Filozofia, Rok IV, polityczna, Materiał
szmery oddechowe, umb rok 3, rok III, materiały, interna
badania market. egzamin, Zarządzanie UE Katowice - licencjat - materiały, zarządzanie UE Katowice -
pytania z hemostazy, umb rok 3, rok III, materiały, patofizjo, III kolo, hemostaza
Sprawko badanie twardosci, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SPRAWOZDANIA
MELATONINA, II rok, II rok CM UMK, Giełdy, od Joe, biochemia, BIOCHEMIA, GIEŁDY - EGZAMIN, Dodatkowe
Materiały Kolowium Nauka o Państwie Kolos, Stosunki Międzynarodowe Rok 1, Semestr 1, Nauka o Państwi
materialy, Budownictwo rok 1, Materiały bud
3 równania, Studia, II rok, Materiały Budowlane 2
filozofia odpowiedzi-1, Lekarski, I, PIERWSZY ROK MEDYCYNA MATERIAŁY, FILOZOFIA
Reakcje Hydrolizy, II Rok WIMiC inżynieria materiałowa AGH, Chemia, Chemia -, Chemia - Laborki
Zestaw 88 Kasia Goszczyńska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
więcej podobnych podstron