BUDOWA LINY STALOWEJ
Rysunek 1
Budowa liny stalowej
Rdzeń liny;
Splot liny;
Drut centralny splotu;
4. Druty splotu.
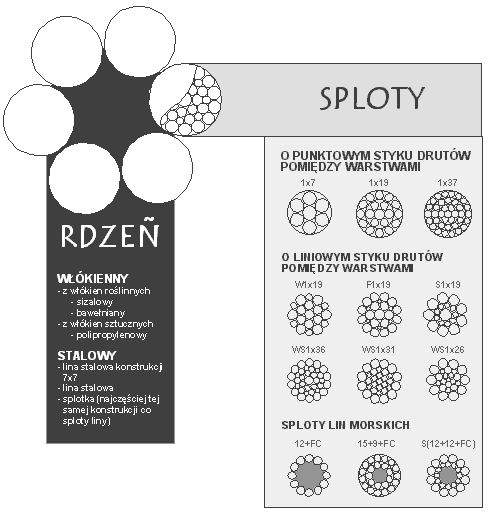
Rysunek 2 Budowa liny stalowej i jej zróżnicowanie w zależności od konstrukcji rdzenia i splotu (najpopularniejsze konstrukcje splotów)
Najogólniej mówiąc lina stalowa zbudowana jest ze splotów i rdzenia. Rdzeń liny może być włókienny lub stalowy. Rdzeń pełni przede wszystkim rolę podpory dla splotów, jest jednocześnie zbiornikiem smaru i odpowiada za właściwy kształt liny. Rdzenie włókienne mogą być wykonane z włókien roślinnych, sizalowych lub bawełnianych (z innych włókien FLiD"DRUMET"S.A. nie produkuje rdzeni) oraz z włókien sztucznych, w naszym przypadku są to włókna polipropylenowe. Rdzenie stalowe najczęściej wykonane są w postaci liny konstrukcji 7x7, rzadziej w postaci splotu tej samej konstrukcji co sploty liny, sporadycznie w postaci liny o konstrukcji innej niż powyższe. Rdzenie stalowe w porównaniu z rdzeniami włókiennymi zapewniają większą odporność liny na naciski poprzeczne, odporność na działanie temperatury, większą siłę zrywającą, przy zwiększonej sztywności liny.
STYK DRUTU W SPLOTACH
FLiD"DRUMET"S.A. Wykonuje splotki o dwóch podstawowych rodzajach styku drutów pomiędzy warstwami:
1) |
O styku liniowym - druty poszczególnych warstw splotu stykają się na całej długości linowo. Splotki takie wykonuje się w jednej operacji technologicznej, a styk liniowy zapewniony jest przez równoległe ułożenie drutów we wszystkich warstwach. |
|
Rysunek 3 Liniowy styk drutów pomiędzy warstwami drutów w splotce. 1. druty warstwy wewnętrznej; 2. druty warstwy zewnętrznej; 3. styk pomiędzy drutami - liniowy. |
2) |
O styku punktowym - druty poszczególnych warstw splotu skręcane są w oddzielnych operacjach technologicznych, druty sąsiednich warstw krzyżują się między sobą i stykają punktowo.
|
|
Rysunek 4. Punktowy styk drutów pomiędzy warstwami drutów w splotce. 1. druty warstwy wewnętrznej; 2. drut warstwy zewnętrznej; 3. miejsce skrzyżowania drutów w warstwach, jednocześnie miejsce styku pomiędzy drutami. |
INFORMACJE TECHNOLOGICZNE
TERMINOLOGIA DOTYCZĄCA LIN STALOWYCH
1) |
Średnica nominalna - d [mm]- średnica liny będąca wartością teoretyczną, wyrażaną wartością zaokrągloną do wielkości całkowitej. Wartość ta jest wykorzystywana do specyfikacji i opisu lin podczas tworzenia zapytania ofertowego, wystawiania atestów, oraz obliczeń wytrzymałościowych lin. |
2) |
|
3) |
Tolerancja średnicy - dopuszczalna odchyłka średnicy nominalnej liny - dopuszczalny przedział wymiarowy odchyłki rzeczywistej średnicy liny mierzonej bez obciążenia, określony przez właściwe normy przedmiotowe. Normy DIN dla lin o średnicy |
4) |
Minimalna siła zrywająca [kN] - wielkość odpowiadająca gwarantowanej sile zrywającej, wartość wymagana przez poszczególne normy przedmiotowe, którą producent liny musi bezwzględnie spełnić. Pomiaru siły zrywającej dokonuje się na maszynach zrywających. Niektóre normy operują również wielkością obliczeniowej siły zrywającej, która w zależności od normy wyznaczana jest w sposób empiryczny, poprzez przemnożenie przekroju metalicznego liny przez wytrzymałość drutów liny.
|
5) |
Klasa wytrzymałość liny [MPa] - poziom wymaganej wytrzymałości dla której wyznaczona jest wartość siły zrywającej liny, określany wartościami 1770, 1960, 2160, itp. Klasa wytrzymałości koresponduje bezpośrednio z wytrzymałością drutów Rm na linę, która wyraża się stosunkiem siły zrywającej drut do jego przekroju poprzecznego. Klasa wytrzymałości liny nie musi dokładnie odpowiadać wytrzymałości drutów na linę (np. normy dopuszczają odchyłkę wykonania drutu w zakresie + 350 MPa, czyli drut o Rm 1770 MPa może mieć rzeczywistą wytrzymałość w zakresie 1770 ÷ 2120 MPa). W zależności od wytrzymałości drutów zmienia się wartość siły zrywającej i sztywność liny. |
6) |
Nominalna masa 1 m liny [kg] - masa 1 m liny wyznaczona dla normy przedmiotowej w wyniku obliczeń teoretycznych. |
7) |
Rzeczywista masa 1 m liny [kg] - masa otrzymana w wyniku pomiaru. |
8) |
Skok zwicia drutów w splotce (analogicznie splotek w linie) - jest odległością co jaką powtarza się ten sam drut (splotka) przy nawinięciu na drut centralny splotek (rdzeń liny) i symbolicznie oznaczamy go literą h;
|
INFORMACJE TECHNOLOGICZNE
SCHEMAT PRODUKCJI LINY STALOWEJ
Produkcja lin stalowych składa się z wielu operacji technologicznych. Liczba tych operacji zależy głównie od konstrukcji i średnicy liny.
Do zasadniczych operacji zalicza się:
1) Nawijanie drutu na szpule - przewijanie drutu na cewki maszyn skręcających - splotarek.
2) Produkcję splotów - skręcanie splotów na maszynach skręcających.
3) Produkcję rdzeni do lin - wykonanych z włókien bądź stalowych.
4) Produkcję lin - składanie lin na maszynach składających.
INFORMACJE TECHNOLOGICZNE
KIERUNKI ZWICIA DRUTÓW W SPLOCIE I SPLOTÓW W LINIE
Kierunki zwicia drutów w splocie. Pierwsze duże litery Z, S oznaczają kierunek zwicia splotów w linie. Kierunek zwicia drutów w splotach - prawy i lewy - oznacza się odpowiednio literami Z i S następującymi po literze opisującej kierunek zwicia splotów w linie. Wzajemny układ kierunków zwicia splotów i liny oznacza się następująco:
a) liny współzwite lewe - kierunek zwicia splotów i liny lewy; układ oznacza się symbolem SS,
b) liny przeciwzwite lewe - kierunek zwicia splotów prawy, a liny lewy; układ oznacza się symbolem SZ,
c) liny przeciwzwite prawe - kierunek zwicia splotów lewy, a liny prawy; układ oznacza się symbolem ZS1),
d) liny współzwite prawe - kierunek zwicia splotów i liny prawy; układ oznacza się symbolem ZZ,
W linie przeciwzwitej druty są skręcane spiralnie w jednym kierunku, zaś gotowe sploty skręcane są w linie w kierunku przeciwnym do kierunku skręcania splotów. Jeżeli zamówienie nie przewiduje inaczej, liny wykonuje się jako przeciwzite prawe. Znajdują one szerokie zastosowanie w większości urządzeń przemysłowych. Jeżeli wymagana jest lina współzwita, wówczas kierunek zwicia splotów w linie jest identyczny z kierunkiem skręcenia drutów w splocie. Liny współzwite są bardzo giętkie i mają dużą wytrzymałość zmęczeniową. Układ drutów zewnętrznych w linie współzwitej zapewnia bardziej równomierne ich ścieranie niż w linie przeciwzwitej. Liny współzwite mają jednak wadę, która ogranicza zakres ich stosowania. Lina współzwita, obciążona swobodnie zawieszonym ciężarem, rozkręca się, a zluzowana tworzy pętlę. Nadaje się ona do pracy tylko w urządzeniach, w których lina jest stale obciążona, a podnoszony ciężar jest stale w prowadnikach, np. w górniczych urządzeniach wyciągowych, windach osobowych, kolejkach linowych.
1) Oznaczenie zgodne z ISO 3578.
INFORMACJE TECHNOLOGICZNE
WPŁYW KONSTRUKCJI LINY NA SZTYWNOŚĆ, PARAMETRY ZMĘCZENIOWE I ODPORNOŚĆ LINY NA ŚCIERANIE .
Wzajemną zależność pomiędzy konstrukcja liny a jej sztywnością i odpornością na ścieranie obrazuje poniższy rysunek:
Rysunek Zależność pomiędzy konstrukcją liny a jej odpornością na zginanie i odpornością na ścieranie
|
|
Sztywne |
Elastyczne |
Rysunek |
Zależność parametrów liny -o tej samej średnicy i konstrukcji splotu - od liczby splotów i rodzaju rdzenia, ilustrująca zależność pomiędzy sztywnością a elastycznością z poprzedniego rysunku |
SPOSÓB NAWIJANIA LINY NA BĘBNY
Wybór właściwego kierunku zwicia liny jest bardzo ważny dla prawidłowego funkcjonowania systemów przewojowych układów dźwignic. Niewłaściwie dobrany kierunek zwicia prowadzi do narastania momentów skrętów w linach, do problemów z nawijaniem i do strukturalnego zniszczenia liny.
Liny prawozwite powinny być nawijane na bębny o lewej podziałce, natomiast liny lewozwite na bębny o prawej podziałce. Prawidłowy kierunek skręcania liny w stosunku do kierunku podziałki bębna, określić można na podstawie reguły mnemotechnicznej przedstawionej na poniższych rysunkach. Jeżeli kciukiem dłoni wskażemy punkt mocowania liny do krawędzi bębna, palcem wskazującym pokażemy kierunek wybiegu liny z bębna, a pozostałymi palcami odejmiemy bęben, to jeżeli takie ułożenie wskazaliśmy prawą dłonią to powinna być zastosowana lina prawa; jeżeli natomiast takie ułożenie wskazaliśmy lewą dłonią to powinna być zastosowana lina lewa.
|
|
INFORMACJE TECHNOLOGICZNE
RODZAJE STOSOWANYCH SMAROWAŃ LIN W FLID"DRUMET"S.A.
Obecnie stosowane smary do lin powinny charakteryzować się przede wszystkim uniwersalnością, tzn., że powinny umożliwiać smarowanie zarówno splotów i lin jak i rdzeni włókiennych. Stosuje się dwa sposoby smarowania: zanurzeniowy i natryskowy. Pierwszy z nich polega na zanurzeniu liny (splotu, rdzenia) w wannie z rozgrzanym do odpowiedniej temperatury smarem. Drugi - system natryskowy - polega na ciśnieniowym podawaniu roztopionego smaru na powierzchnię splotów lub lin. Metoda ta jest powszechniejsza w stosowaniu, głównie z uwagi na lepsze parametry smarowania, "dokładniejszą penetrację" smaru na powierzchniach zewnętrznych jak i wewnętrznych splotu i lin, a ponadto, przestawne głowice natryskowe są łatwiejsze do zastosowania w praktyce (ich stosowanie nie wiąże się z koniecznością przebudowy maszyny, głowica jest urządzeniem mobilnym, umożliwiającym wykorzystywanie na wielu maszynach, przy produkcji różnych wyrobów). W trakcie eksploatacji lina powinna być poddawana konserwacji tym samym smarem, którym została posmarowana przez producenta.
Smar do lin powinien charakteryzować się następującymi właściwościami:
dobrym zabezpieczeniem przed korozją,
ograniczeniem oporów tarcia (do wyciągów systemu KOEPE),
właściwą temperaturą kroplenia, łamliwości i krzepnięcia,
dobrą przyczepnością do powierzchni,
brakiem działania korodującego w stosunku do drutów liny,
rozpuszczalnością w rozpuszczalnikach lub lekkich olejach w wypadku konieczności oczyszczania liny,
odpowiednią lepkością i wysoką temperaturą zapłonu,
zdolnością szybkiego twardnienia po powlekaniu,
niebrudzeniem, co jest szczególnie ważne w rybołówstwie i okrętownictwie,
estetycznym wyglądem (bezbarwny, przezroczysty)
Tabela Rodzaje typów smarowań stosowanych w FLiD "DRUMET" S.A.
Typ smarowania |
Metoda smarowania |
Smar |
|
A0 |
Składanie liny |
bez smarowania |
|
|
Splatanie splotów |
bez smarowania |
|
|
Wykonanie rdzenia |
rdzeń bawełniany, polipropylenowy, stalowy, sizalowy : bez smarowania |
|
A1 |
Składanie liny |
bez smarowania |
dla rdzeni bawełnianych: olej osiowy dla pozostałych: LR |
|
Splatanie splotów |
bez smarowania |
|
|
wykonanie rdzenia |
rdzeń włókienny: słabo smarowany |
|
A2 |
Składanie liny |
bez smarowania |
LR, Kolinstal I, LWKP, Nyrosten T55-13-20510, Nyrosten N113 |
|
Splatanie splotów |
bez smarowania |
|
|
wykonanie rdzenia |
rdzeń włókienny: średnio smarowany |
|
B1 |
Składanie liny |
bez smarowania |
LR, Kolinstal I, LWKP, Nyrosten T55-13-20510, Nyrosten N113 |
|
Splatanie splotów |
Słabo smarowane |
|
|
wykonanie rdzenia |
Rdzeń włókienny: słabo smarowany średnio smarowany |
|
B2 |
Składanie liny |
bez smarowania |
LR, Kolinstal I, LWKP, Nyrosten T55-13-20510, Nyrosten N113 |
|
Splatanie splotów |
średnio smarowane |
|
|
wykonanie rdzenia |
rdzeń włókienny: słabo smarowany średnio smarowany |
|
B3 |
Składanie liny |
bez smarowania |
LR, Kolinstal I, LWKP, Nyrosten T55-13-20510, Nyrosten N113 |
|
Splatanie splotów |
mocno smarowane |
|
|
wykonanie rdzenia |
rdzeń włókienny: mocno smarowany |
|
C1 |
Składanie liny |
liny do 16 mm smarowane podczas składania |
LR, Kolinstal I, LWKP, Nyrosten T55-13-20510, Nyrosten N113 |
|
splatanie splotów |
Smarowane |
|
|
Wykonanie rdzenia |
rdzeń włókienny: mocno smarowany |
|
D |
składanie liny |
liny przeznaczone głównie do pokrywania gumą; sploty i rdzeń podczas splatania i lina podczas składania odtłuszczane |
|
|
splatanie splotu |
|
|
|
Wykonanie rdzenia |
|
|
S |
składanie liny |
liny przeznaczone głównie do pokrywania tworzywem sztucznym; sploty i rdzeń podczas splatania i lina podczas składania pokrywana specjalnym smarem |
|
|
splatanie splotów |
|
|
|
Wykonanie rdzenia |
|
|
Istnieje możliwość indywidualnego ustalenia z klientem smaru i rodzaju smarowania
SMAROWANIE RDZENI - ZNACZENIE OKREŚLEŃ
1) |
Rdzenie włókienne - znaczenie określeń: |
|
|
słabo smarowany: |
30-50% nitek smarowanych |
|
Średnio smarowany: |
smarowany z ocieraniem |
|
Mocno smarowany: |
smarowany bez ocierania |
2) |
Rdzenie stalowe - znaczenie określeń: |
|
|
smarowany: |
smarowany podczas składania bez ocierania |
3) |
Rdzeń w postaci liny stalowej na rdzeniu w postaci liny włókiennej - znaczenie określeń: |
|
|
smarowany: |
smarowany podczas składania, rdzeń rdzenia (włókienny) 30-50% nitek smarowanych lub smarowany i ocierany |
|
głęboko smarowany: |
smarowany podczas składania bez ocierania, rdzeń rdzenia smarowany bez ocierania |
4) |
Sploty - znaczenie określeń: |
|
|
słabo smarowane: |
smarowane i podwójnie obcierane |
|
Średnio smarowane: |
smarowane z ocieraniem |
|
mocno smarowane: |
smarowane bez ocierania |
5) |
Smarowanie A1: |
dla linek na rdzeniu złożonym z 4 nitek dopuszcza się 25% nitek smarowanych |
6) |
Smarowanie A1: |
w przypadku rdzenia stalowego lub rdzenia w postaci liny stalowej na rdzeniu włókiennym jest równoznaczne ze smarowaniem A2 (dotyczy to również rodzajów smarów) |
7) |
Smarowanie typu C1 |
jest stosowane tylko dla lin o średnicy do 16 mm, dla lin o większej średnicy smarowanie B3. |
PODSTAWOWE DANE DOTYCZĄCE SMARÓW:
1) |
NYROSTEN T55-13-20510: |
|
|
substancja stała-sprężysta zielona; |
|
|
temperatura łamliwości: |
-40o C; |
|
temperatura kroplenia: |
100o C; |
|
temperatura zapłonu: |
220o C; |
|
lepkość: |
80 mm2/s; |
|
zastosowanie: liny wyrównawcze, liny nawijane na bębny, liny prowadzące |
|
2) |
NYROSTEN N113: |
|
|
substancja stała, zielona, lepka; |
|
|
temperatura łamliwości: |
-30o C; |
|
temperatura kroplenia: |
90o C; |
|
temperatura zapłonu: |
220o C; |
|
lepkość: |
122 mm2/s; |
|
zastosowanie: liny do wyciągów Koepe |
|
3) |
KOLINSTAL I: |
|
|
temperatura łamliwości: |
-23o C; |
|
temperatura kroplenia: |
70o C; |
|
temperatura zapłonu: |
200o C; |
|
zastosowanie: liny do wyciągów bębnowych i koparek, liny przemysłowe |
|
4) |
LR: |
|
|
substancja jasna, przezroczysta; |
|
|
temperatura łamliwości: |
-25o C; |
|
temperatura kroplenia: |
55o C; |
|
temperatura zapłonu: |
200o C; |
|
zastosowanie: liny ogólnego przeznaczenia |
|
5) |
LWKP: |
|
|
substancja czarna smołowata; |
|
|
temperatura łamliwości: |
-20o C; |
|
temperatura zapłonu: |
200o C; |
|
lepkość: |
65 mm2/s; |
|
zastosowanie: liny do wyciągów Koepe |
|
INFORMACJE TECHNOLOGICZNE
SPOSOBY ODWIJANIA LIN Z KRĘGU |
|
DOBRZE |
ŹLE |
|
|
Z BĘBNA |
|
DOBRZE |
ŹLE |
|
|
Uwaga:
Nieprawidłowe odwijanie liny może być przyczyną jej uszkodzenia i znaczącego skrócenia czasu pracy. Do rozcinania taśm spinających stosować nożyce do metali, w żadnym wypadku nie należy używać przecinaków, czy innych ostrych narzędzi mogących uszkodzić linę. Niestosowanie się do podanych zasad obsługiwania lin stalowych podczas transportu oraz montażu, spowoduje utratę wszelkich praw do gwarancji, rękojmi oraz innych roszczeń w jakiejkolwiek formie, a także może być przyczyną poważnych awarii, a w konsekwencji wypadków w trakcie pracy urządzeń dźwigowych.
INFORMACJE TECHNOLOGICZNE
RODZAJE STOSOWANYCH SMAROWAŃ LIN W FLID"DRUMET"S.A.
Obecnie stosowane smary do lin powinny charakteryzować się przede wszystkim uniwersalnością, tzn., że powinny umożliwiać smarowanie zarówno splotów i lin jak i rdzeni włókiennych. Stosuje się dwa sposoby smarowania: zanurzeniowy i natryskowy. Pierwszy z nich polega na zanurzeniu liny (splotu, rdzenia) w wannie z rozgrzanym do odpowiedniej temperatury smarem. Drugi - system natryskowy - polega na ciśnieniowym podawaniu roztopionego smaru na powierzchnię splotów lub lin. Metoda ta jest powszechniejsza w stosowaniu, głównie z uwagi na lepsze parametry smarowania, "dokładniejszą penetrację" smaru na powierzchniach zewnętrznych jak i wewnętrznych splotu i lin, a ponadto, przestawne głowice natryskowe są łatwiejsze do zastosowania w praktyce (ich stosowanie nie wiąże się z koniecznością przebudowy maszyny, głowica jest urządzeniem mobilnym, umożliwiającym wykorzystywanie na wielu maszynach, przy produkcji różnych wyrobów). W trakcie eksploatacji lina powinna być poddawana konserwacji tym samym smarem, którym została posmarowana przez producenta.
INFORMACJE TECHNOLOGICZNE
MAGAZYNOWANIE
Jednym z ważniejszych czynników decydujących o trwałości lin stalowych jest przestrzeganie zasad prawidłowego obchodzenia się z linami przy ich montażu. Wskutek niewłaściwego magazynowania zdarza się, że lina już przed montowaniem jest znacznie uszkodzona. Dotyczy to głównie tych przypadków, gdy lina jest magazynowana na placu budowy. Właściwe magazynowanie przyczynia się do wydatnego zwiększenia trwałości lin stalowych w okresie eksploatacji. Z tego powodu należy przechowywać liny stalowe w zamkniętych pomieszczeniach i chronić je przed działaniem czynników korodujących (woda, para, kwasy, gazy itp.). Temperatura pomieszczenia nie powinna być wyższa od 313 K (40o C), aby nie spowodować wytopienia się smaru z liny. Linę przechowywaną w magazynie należy co 10-12 miesięcy przewijać kontrolując jej stan i uzupełniając pokrycie smarem.
OPAKOWANIA LIN STALOWYCH
Sposób konfekcjonowania i forma opakowania lin stalowych jest każdorazowo uzgadniana z odbiorcą i zależna jest od średnicy, długości i średnicy liny oraz wymagań dotyczących zabezpieczeń. W FLiD"DRUMET"S.A. stosowane są następujące sposoby pakowania lin stalowych:
Bębny metalowe - bębny stanowią opakowanie zwrotne
Sposoby zabezpieczania:lina na zewnątrz owinięta papierem smołowanym
lina na zewnątrz owinięta papierem smołowanym i tkaniną polipropylenową
Bębny drewniane - bębny drewniane na kraj stanowią opakowanie zwrotne, na eksport niezwrotne
Sposoby zabezpieczania:lina na zewnątrz owinięta papierem smołowanym
lina na zewnątrz owinięta papierem smołowanym i tkaniną polipropylenową
bęben obity od zewnątrz folią (rdzeń i boki), lina na zewnątrz owinięta folią i tkaniną polipropylenową
Liny krążkowane
Sposoby zabezpieczania:krążek owinięty papierem krepowanym suchym lub parafinowanym
krążek owinięty papierem krepowanym suchym i tkaniną polipropylenową lub folią
Szpule metalowe S630 i 800 - szpule stanowią opakowanie zwrotne
Sposoby zabezpieczania:lina na zewnątrz owinięta papierem krepowanym suchym
Uwaga: na życzenie klienta istnieje możliwość indywidualnych uzgodnień dotyczących opakowania
1
Rysunek: Prawidłowy sposób pomiaru średnicy liny za pomocą suwmiarki
Rysunek: Nieprawidłowy sposób pomiaru średnicy liny za pomocą suwmiarki
Wyszukiwarka
Podobne podstrony:
Liny stalowe
Stalowe - temat 25 -wyboczenie - projekt 4, AGH WIMIR Mechanika i Budowa Maszyn, Rok III, II semest
Konstrukcje Stalowe tomek 1, AGH IMIR Mechanika i budowa maszyn, III ROK, Konstrukcje stalowe, KONST
10 budowa i rozwój OUN
Budowa Układu Okresowego Pierwiastków
Budowa i dzialanie komputera
Budowa skóry (2)
Cząsteczkowa budowa materii
budowa strategii firmy
mozg, budowa a diagnoza
Budowa, wystepowanie i znaczenie biologiczne disacharydow
Budowa
budowa ustawy
konstrukcje stalowe
więcej podobnych podstron