W. 3: LOGISTYKA PRODUKCJI
KLASYFIKACJA PROCESÓW PRODUKCYJNYCH
System produkcyjny jest celowo zaprojektowanym układem materialnym, energetycznym i informacyjnym, eksploatowanym przez człowieka i służącym do wytwarzania określonych wyrobów lub usług w celu zaspokojenia potrzeb konsumentów.
Najczęściej przyjmowanymi elementami wejścia i wyjścia systemu produkcyjnego w warunkach gospodarki rynkowej są:
elementy wejścia
elementy wyjścia
Relacje, sprzężenia, powiązania materiałowe, energetyczne i informacyjne umożliwiające funkcjonowanie systemu produkcyjnego:
w odniesieniu do fizycznego przepływu materiałów i części od magazynów wejściowych do magazynu wyrobów gotowych
w odniesieniu do instalacji energetycznych i innych instalacji przemysłowych
w odniesieniu do systemu informacyjnego
Funkcjonowanie systemu produkcyjnego odbywa się w podwójnym otoczeniu:
otoczeniu bliskim (otoczenie stopnia pierwszego) - to system przedsiębiorstwa, w którym wyodrębniono system (podsystem) produkcyjny: finanse, marketing, personel, poziom techniki, dystrybucja, zaopatrzenia, koszty i księgowość, badania i rozwój
otoczeniu dalekim (otoczenie stopnia drugiego) - to system, w ramach którego działa przedsiębiorstwo (region, kraj): poziom ekonomiki, regulacje państwowe, poziom techniki, konkurencje, środowisko naturalne, środowisko społeczno-polityczne
Proces produkcyjny to całokształt czynności, w wyniku których z materiału lub materiałów powstaje gotowy produkt o określonej wartości użytkowej
Proces produkcyjny to uporządkowany ciąg działań, w wyniku którego użytkownik otrzymuje produkty, którymi są wyroby lub usługi
Proces produkcyjny to całokształt zjawisk i celowo podejmowanych działań, które sprawiają, że w przedmiocie pracy poddanym ich oddziaływaniu stopniowo zachodzą pożądane zmiany
Proces produkcyjny a proces wytwórczy
Proces produkcyjny (production) - to działalność producenta dostarczającego wyroby na rynek
Proces wytwórczy (manufacturing) - to wytwarzanie, produkcja, wytwórczość polegająca na przemysłowym przetwarzaniu surowców i półwyrobów na wyroby przeznaczone na rynek
Proces wytwarzania jest tylko częścią procesu produkcyjnego.
W skład procesu produkcyjnego wchodzą:
proces wytwarzania
proces dystrybucji i obsługi klienta
proces przygotowania produkcji
Warunkiem koniecznym zaistnienia procesu produkcyjnego jest przepływ materiałów, informacji, kapitału, czynników energetycznych, ludzi (personelu)
Podstawowymi cechami procesu produkcyjnego są:
celowość
dynamika
ekonomiczność
Operacją nazywa się najczęściej zespół czynności realizowanych na jednym stanowisku, przez jednego wykonawcę (indywidualnego lub zbiorowego), przy jednym przedmiocie (lub grupie przedmiotów).
Klasyfikacja procesów produkcyjnych
charakter działań wykonywanych w stosunku do przedmiotu pracy
procesy technologiczne
procesy bezpośredniego oddziaływania
procesy naturalne
procesy pomiarowo-kontrolne
procesy transportowe
procesy transportu wewnętrznego
procesy transportu zewnętrznego
procesy składowania
sposób, w jaki wiążą się z wytworzeniem produktu podstawowego
procesy produkcji podstawowej
procesy produkcji pomocniczej
procesy obsługi
procesy utylizacyjne
podział na etapy i podetapy ciągu technologicznego
fazy technologiczne
operacje
udział pracy ludzkiej
procesy pracy
procesy naturalne
złożoność
złożone
proste
obszar oddziaływania na proces produkcyjny oraz pełnione funkcje w tym procesie
procesy podstawowe
procesy pomocnicze (obsługowe)
operacje transportowe
operacje kontroli
operacje konserwacji
operacje magazynowania
procesy zarządzania (informacyjno-sterujące)
Z punktu widzenia procesów logistycznych i stopnia złożoności sterowania nimi można wyróżnić aparaturowe oraz obróbczo-montażowe procesy produkcyjne.
Typy organizacyjne produkcji
Pod względem organizacyjnym produkcję można podzielić na:
produkcję warsztatową
produkcję potokową (taśmową)
produkcję gniazdową
OBSZARY LOGISTYKI PRODUKCJI
Logistyka produkcji obejmuje wszystkie czynności związane z zaopatrzeniem procesu produkcji w stosowne towary (surowce, materiały pomocnicze i eksploatacyjne oraz półwyroby i części z zakupu) i z przekazaniem półwyrobów oraz wyrobów gotowych do magazynu zbytu.
Logistyka produkcji zajmuje się organizacją systemu produkcyjnego wraz z jego najbliższym otoczeniem magazynowo-transportowym.
Logistyka produkcji obejmuje procesy fizycznego przepływu materiałów, półfabrykatów i energii oraz informacji w sferze produkcji.
Przedmiotem logistyki produkcji są: planowanie, organizowanie i kontrolowanie przepływu surowców, materiałów, części i półproduktów podczas procesu produkcji, począwszy od magazynów zaopatrzeniowych, przez pośrednie magazyny gniazdowe, stanowiskowe i wydziałowe, a skończywszy na magazynach wyrobów gotowych.
Do głównych celów zarządzania logistycznego w sferze produkcji można zaliczyć:
zagwarantowanie ciągłości i rytmiczności procesów produkcji
utrzymanie wysokiej jakości produkowanych wyrobów
minimalizowanie zapasów produkcji w toku
zwiększenie terminowości i skracanie cykli produkcyjnych
Najważniejszym warunkiem dobrego zarządzania logistycznego w sferze produkcji jest jego zgodność z przyjętymi zasadami planowania produkcji. Podstawą planowania produkcji są zamówienia i prognozy. Może ono przebiegać w różny sposób.
Wyróżnia się trzy podstawowe modele planowania produkcji:
planowanie globalne
planowanie hierarchiczne
planowanie sukcesywne
STEROWANIE PRZEPŁYWAMI W LOGISTYCE PRODUKCJI
Sterowanie przepływem produkcji ukierunkowane jest na minimalizację zapasów produkcji w toku, terminowość zakończenia produkcji oraz skracanie cyklu produkcyjnego.
W przedsiębiorstwach produkcyjnych wykorzystywane są obecnie następujące zasadnicze systemy komputerowe:
CAD (Computer Aided Design) - wspomagany komputerowo system projektowania konstrukcji i wyrobów
CAP (Computer Aided Planning) - wspomagany komputerowo system planowania
CAE (Computer Aided Engineering) - wspomagany komputerowo system obliczeń inżynierskich i symulacji stanowiący połączenie funkcji CAD i CAP
CAM (Computer Aided Manufacturing) - wspomagany komputerowo system wytwarzania
CAQ (Computer Aided Quality Assurance) - komputerowo wspomagany system kontroli jakości
CAA (Computer Aided Administration) oraz CAO (Computer Aided Office) - wspomagana komputerowo administracja i prace biurowe
PPC (Production Planning and Control) - planowanie i sterowanie produkcją
PAC (Production Activity Control) - śledzenie przebiegu produkcji
Połączenie wymienionych cząstkowych systemów wspomagających zarządzanie doprowadziło do powstania systemu komputerowo zintegrowanej produkcji CIM (Computer Integrated Manufacturing). Celem stosowania tego systemu jest optymalizacja procesów wytwórczych, uzyskanie redukcji koszów i czasów międzyoperacyjnych, przy jednoczesnym wzroście efektywności produkcji, wyników jakościowych i elastyczności eksploatacji.
Stosowanie systemu CIM umożliwia przede wszystkim:
optymalizowanie produkcji
wzrost elastyczności działania przedsiębiorstwa
skrócenie cyklu produkcyjnego
zwiększenie produktywności
redukcję zapasów produkcji w toku
obniżenie kosztów projektowania, wytwarzania, zarządzania
podniesienie poziomu jakości wytwarzanych produkcji
Istnieją dwie podstawowe formuły sterowania przepływami materiałów:
sterowanie ilością (natężeniem dopływu lub odpływu)
sterowanie czasem (terminami dopływu, odpływu i czasem pobytu materiału w komórce)
Systemy sterowania produkcją przedsiębiorstw przemysłowych dzieli się najczęściej na trzy rodzaje (grupy):
sterowanie wewnątrzkomórkowe
sterowanie międzykomórkowe
sterowanie kompleksowe (zintegrowane)
LOGISTYCZNE WSPARCIE PRODUKCJI
Najważniejsze nowe metody zarządzania i sterowania produkcją powstały w ostatnich latach w USA (MRP I, MRP II, ERP - MRP III) i Japonii (Just-in-Time, Kanban)
MRP I (Materials Requirement Planning - Planowanie Potrzeb Materiałowych)
Celem systemów klasy MRP I jest wyznaczanie potrzeb, czyli zapotrzebowania na wyroby i ich elementy składowe (materiały wsadowe). Dzięki temu uzyskuje się informacje potrzebne do prawidłowego przebiegu procesu zamawiania. Działania te są częściowo wykonywane w sferze zaopatrzenia (zamówienia dotyczące zakupów na zewnątrz), a częściowo w sferze produkcji (zlecenia produkcyjne). Mogą to być nowe działania albo też weryfikacja zamówień wcześniejszych. Nowe działania polegają na uruchomieniu zamówień na ustaloną ilość danej części do realizacji w ustalonych terminach (w przyszłości).
Podstawowe obliczenia dokonywane w systemie MRP I odnoszą się do potrzeb netto (to ilości materiałów-części wynikające wprost z zapotrzebowania ustalonego w planach produkcyjnych i zleceniach) i potrzeb brutto (to potrzeby netto powiększone o taką ilość, jaka wynika z możliwości braku materiału-części na skutek różnych czynników losowych, np. przypadkowe uszkodzenie przy produkcji lub w magazynie).
Po wyznaczeniu potrzeb netto i brutto należy zweryfikować ilości tych potrzeb w odniesieniu do istniejących w magazynach oraz otwartych już zamówieniach.
Podstawową funkcją MRP I jest przekształcenie potrzeb netto w potrzeby brutto oraz odpowiednie podzielenie w czasie zlecenia produkcyjnego i zamówienia zewnętrznego.
Standardowe systemy MRP I wymagają istnienia wielu założeń i warunków:
istnienia operatywnego planu produkcji
identyfikacji wszystkich zapasów
istnienia zestawienia materiałów w okresie planowania
prawidłowości bazy danych systemu
znajomości cykli realizacji wszystkich pozycji zapasów
przyjmowania i wydawania każdej pozycji z magazynu
dostępności wszystkich materiałów (części) danego wytworu w momencie uruchomienia zamówienia na wykonanie tego wytworu.
Systemy MRP I są typowymi systemami tłoczącymi, czyli systemami, w których wielkości i termin zlecenia są ustalane centralnie, przy czym wielkość zamówienia jest funkcją popytu. Po zakończeniu pewnej fazy produkcji przetworzona partia materiału jest transportowana do następnej fazy, dla której stanowi wymuszone zadanie. Podczas trwania procesu produkcyjnego prowadzone jest raportowanie jego przebiegu, a otrzymane statystyki są podstawą do ustalenia normatywów.
MRP II (Manufacturing Resources Planning - Planowanie Zasobów Produkcyjnych)
Systemu MRP II są rozwinięciem systemów MRP I na pozostałe sfery działalności przedsiębiorstwa. A zatem MRP II umożliwia wielopoziomowe planowanie (także sterowanie) wykorzystania wszystkich zasobów przedsiębiorstwa: materiałów, urządzeń, finansów, personelu.
Podstawowym wymaganiem dla MRP II jest stałe aktualizowanie danych, w tej części systemu, gdzie zapisywane są informacje o urządzeniach i ich obciążeniu.
Jest to system typu ssącego, w którym nie występuje centralne zlecenie, dla poszczególnych komórek, a wielkości zleceń dla kolejnych faz procesu wynikają z aktualnego popytu zgłaszanego przez pozostałe komórki produkcyjne.
Charakterystyka poszczególnych poziomów w systemie MRP II:
plan strategiczny (business planning)
plan sprzedaży i plan operatywny (sales & operations planning)
obsługa zapotrzebowań na wytwory (demand management)
planowanie zapotrzebowań na zasoby krytyczne (rought cut capacity planning)
planowanie produkcji podstawowej (master scheduling)
planowanie zapotrzebowań materiałowych i zasobów (detailed material capacity planning)
sterowanie produkcją i dostawami (plant & supplier scheduling)
MRP II zawiera dodatkowo:
wspomaganie zarządzania strumieniami materiałowymi (BOM - Bill of Material Subsystem)
zakupy materiałowe i kooperacja (PUR - Purchasing)
planowanie zasobów dystrybucyjnych (DRP - Distribution Resources Planning)
narzędzia i pomoce warsztatowe (Tooling Planning and Control)
interfejsy modułów finansowych (Financial Planning Interface)
sterowanie stanowiskiem roboczym (I/OC - Input / Output Control)
sterowanie warsztatem produkcyjnym (SFC - Shop Floor Control)
symulacje (Simulations)
pomiary wyników (Performance Measurement)
MRP III - ERP (Enterprise Resources Planning - Planowanie Zasobów Przedsiębiorstwa)
Rozwinięciem systemu MRP II jest system MRP III zwany również ERP. Obejmuje on trzy główne obszary:
obsługę klienta - baza danych o klientach, zamówienia, elektroniczny transfer dokumentów
produkcję - obsługa magazynu, koszty produkcji, zakupy surowców, MRP I / II, kontrola
finanse - prowadzenie księgowości, raporty finansowe
W warunkach zapotrzebowania zależnego w firmach produkcyjnych stosuje się metody MRP.
W MRP planuje się zakupy do produkcji sprzedawanych artykułów oraz samą produkcję.
W systemach klasy MRP I i MRP II konieczne jest ustalenie poziomu zapasów bezpieczeństwa.
Just-in-Time
Podstawowym celem systemu JIT (dokładnie na czas, we właściwym czasie) jest realizacja życzeń klienta w zakresie jakości, ilości i terminu dostawy zamawianego materiału (części) po możliwie optymalnym koszcie. Klientem może być zarówno przedsiębiorstwo, jak i osoba prywatna.
Podstawowe cele produkcji zgodnej z JIT
produkowanie tylko tego, czego żąda klient
wytwarzanie wyrobów z częstotliwością wymaganą przez klienta
wytwarzanie wyrobów o wymaganej przez klienta jakości
ciągłe wytwarzanie
wytwarzanie bez strat czasu pracy, wyposażenia i potrzeb materiałów
wytwarzanie takimi metodami, które umożliwiają stały rozwój personelu
Głównymi przyczynami trudności we wprowadzeniu JIT są:
wysokie koszty techniczno-organizacyjne
konieczność wprowadzania komputeryzacji do wszystkich komórek przedsiębiorstwa
zmiana mentalności personelu realizującego system
potrzeba olbrzymiego zaangażowania zarządu i pozostałego personelu
uzyskiwanie efektów dopiero po „pewnym czasie”, a nie natychmiast
Kanban
Kanban (karta, kartka, naklejka) jest systemem sterowania produkcją bazującym na ogólnej teorii systemów. Przedsiębiorstwo jest zatem systemem traktowanym jako pewna wydzielona z otoczenia organiczna całość. System został opracowany w japońskich zakładach Toyoty.
Cechą charakterystyczną systemu kanban jest dążenie do minimalizacji czasu trwania cyklu produkcyjnego. w systemie tym zaopatrzenia, produkcja i dystrybucja realizowane są według zasady JIT.
Przedsiębiorstwa funkcjonujące w systemie kanban nie posiadają magazynów przed- i poprodukcyjnych, a konieczne magazynowanie międzyoperacyjne jest ograniczone do niezbędnego minimum. Jak więc z tego wynika, tylko w specyficznych systemach produkcji stosowanie systemu kanban jest możliwe (np. w konwergencyjnych systemach przemysłu motoryzacyjnego).
System kanban jest typowym systemem ssącym i wykorzystuje dwie podstawowe karty (kanbany):
kartę przepływu (ruchu)
kartę produkcji
Karta ruchu służy do zamawiania części i jest sygnałem do przemieszczania pojemnika z zamówionymi częściami od miejsca wytworzenia (nadania) do miejsca wykorzystania (odbioru).
Karta produkcyjna umieszczona w pojemniku z częściami (przez dostawcę zewnętrznego lub inną komórkę zakładu) jest transportowana do odpowiednich stanowisk montażu i jest sygnałem do wytworzenia zespołów w odpowiedniej ilości.
Każda karta wystawiona przez „nadawcę” jest jednocześnie zleceniem dla „odbiorcy”, czyli dla źródła produkcyjnego wystawiającego zamówienia.
Informacje zawarte w karcie kanban są następujące: rodzaj i numer pojemnika, nazwa i rodzaj części, wielkość partii, miejsce wystawienia, data i godzina wystawienia, nazwa wytwarzającego części, żądany termin dostawy
System kanban funkcjonuje skutecznie tylko w powiązaniu z systemem JIT.
ZARZĄDZANIE ZAPASAMI
Zapasy to wartość lub ilość surowców, komponentów, dóbr użytkowych, półproduktów i wyrobów gotowych, które są przechowywane lub składowane w celu zużycia w razie wystąpienia takiej potrzeby.
Zapasy to zbiór wszystkich materiałów, dóbr i usług wykorzystywanych w przedsiębiorstwie niezależnie od tego, czy zostały one zakupione na zewnątrz, dostarczone z innego oddziału przedsiębiorstwa czy wyprodukowane na miejscu.
Klasyfikacja zapasów
w przedsiębiorstwie produkcyjnym
surowce
komponenty i podzespoły
wyroby gotowe
dobra użytkowe
w całym łańcuchu dostaw
zapasy podstawowe
zapasy pomocnicze
układ rodzajowy zapasów
zapasy materiałów
zapasy produkcji w toku
zapasy wyrobów gotowych
Zapasy produkcji w toku
Zapasy produkcji w toku przeznaczone są do wyrównywania różnic w zapotrzebowaniu wynikających z:
zmieniającej się wydajności pracy poszczególnych komórek produkcyjnych
nieprzewidzianych zakłóceń w procesie produkcyjnych
Najczęściej zapasy produkcji w toku nazywane są zapasami cyklicznymi lub technologicznymi i zależne są od przebiegu procesu wytwarzania i cyklu wytwórczego.
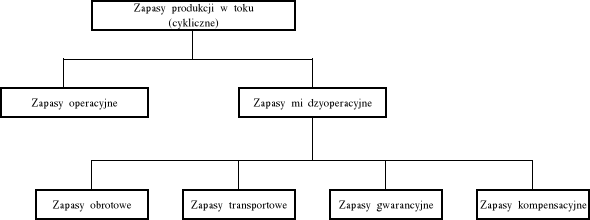
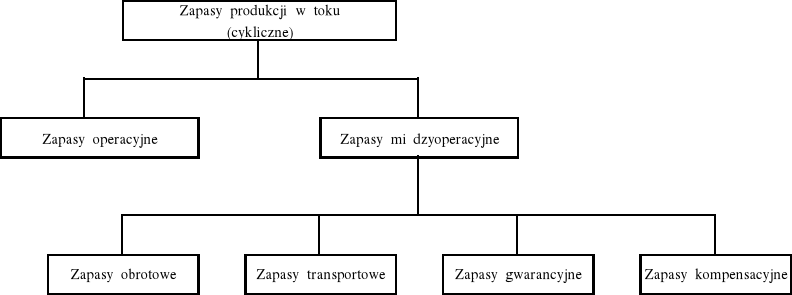
Rys. Podział zapasów produkcji w toku (cyklicznych)
Źródło: I. Durlik: Inżynieria zarządzania cz. I, Wyd. Politechniki Warszawskiej, Warszawa 1998, s. 93.
Zapasy produkcji w toku (cykliczne) dzielą się na zapasy operacyjne i zapasy międzyoperacyjne.
Zapasy operacyjne to części i półwyroby znajdujące się aktualnie w obróbce lub w montażu.
Zapasy międzyoperacyjne to części i półwyroby znajdujące się w transporcie i składowane pomiędzy operacjami.
Zapasy międzyoperacyjne mogą obejmować:
zapasy obrotowe
zapasy transportowe
zapasy gwarancyjne
zapasy kompensacyjne
Cele tworzenia zapasów
zapewnienie dostępności dóbr w momencie wystąpienia na nie popytu
zabezpieczenie przez losowymi wahaniami popytu niezależnego i potrzeb materiałowych w przedsiębiorstwie
ochrona przed nieoczekiwanymi zmianami czasu realizacji zamówienia
zabezpieczenie przed wzrostem cen
uzyskanie niższych cen ze względu na większą skalę zakupów
niższe koszty transportu ze względu na większą skalę zakupów
konieczność zakupu towarów sezonowych
konieczność sezonowania niektórych materiałów z przyczyn technologicznych
Determinanty wielkości zapasów
Do najważniejszych czynników determinujących właściwą wielkość zapasów w przedsiębiorstwie należą:
popyt na wyrób gotowy, w którego skład wchodzą zakupione dobra zaopatrzeniowe
polityka zapasów w przedsiębiorstwie
stosowane metody produkcji: produkcja jednostkowa, produkcja seryjna, montaż lub obróbka
rodzaj popytu na daną pozycję zapasów: popyt niezależny, popyt zależny
Popyt niezależny (pierwotny) powstaje poza przedsiębiorstwem, tj na rynku, a więc determinują go warunki rynkowe, a nie decyzje dotyczące produkcji. Popyt niezależny można tylko prognozować.
Popyt zależny (wtórny) to potrzeby materiałowe przedsiębiorstwa wynikające z konieczności wytworzenia wyrobów gotowych i ich części zamiennych. Popyt ten można zaplanować, a z powodu harmonogramowania produkcji seryjne jest zwykle nieciągły i nieregularny.
Zarządzanie zapasami odnosi się do metod umożliwiających utrzymanie zapasów surowców, części, półproduktów lub wyrobów gotowych w ilości pozwalającej zapewnić maksymalny poziom obsługi klienta przy minimalnych kosztach.
Cele zarządzania zapasami
Do celów zarządzania zapasami należą:
zapewnienie wymaganego poziomu obsługi klientów wewnętrznych i zewnętrznych z uwzględnieniem jakości i odsetka zrealizowanych zamówień
monitorowanie bieżącego i przyszłego zapotrzebowania na wszystkie potrzebne dobra w celu uniknięcia nadwyżek oraz wąskich gardeł w produkcji
minimalizowanie kosztów poprzez zmniejszenie różnorodności zapasów, ustalanie ekonomicznych wielkości zamawianych partii i analizowanie kosztów tworzenia i utrzymania zapasów
Metoda ABC i XYZ
Metoda ABC
Grupa A obejmuje materiały mające największy udział w łącznej wartości zużycia, a jednocześnie stanowiące niezbyt liczny zbiór pozycji.
Grupa C obejmuje materiały najtańsze, w niewielkim stopniu partycypujące w wartości zużycia, a jednocześnie najliczniejsze.
Pozostałe materiały zalicza się do Grupy B.
Materiały z Grupy A należy traktować ze szczególną uwagą w zakresie:
analizy rynkowej, cenowej i struktury kosztów
szczegółowego przygotowania zamówień
precyzyjnych procedur dysponowania nimi w przedsiębiorstwie
właściwego zarządzania poziomem zapasów
precyzyjnego ustalania poziomów zapasów bezpieczeństwa
Metoda XYZ
Jej istotą jest podział materiałów wykorzystywanych w przedsiębiorstwie na podstawie kryterium regularności zapotrzebowania na trzy grupy.
Grupa X obejmuje materiały charakteryzujące się regularnością zapotrzebowania z dopuszczaniem niewielkich wahań oraz wysoką dokładnością prognozy poziomu tego zapotrzebowania.
Grupa Y obejmuje materiały charakteryzujące się sezonowością zapotrzebowania lub zgodnie z określonym trendem oraz średnią dokładnością prognozy poziomu tego zapotrzebowania.
Grupa Z obejmuje materiały charakteryzujące się bardzo nieregularnym zapotrzebowaniem i niską dokładnością prognozy tego zapotrzebowania.
Dla określonej grupy materiałów można opracować inny system zaopatrywania:
Grupa X: system zaopatrywania zsynchronizowany z procesami produkcyjnymi (just-in-time)
Grupa Y: system zaopatrywania z koniecznością utworzenia określonych zapasów
Grupa Z: system zaopatrywania zgodnie z nieregularnymi potrzebami
Tabela Kombinacja metod ABC i XYZ
Dokładność diagnozy |
Wartość zużycia |
||
|
Grupa A |
Grupa B |
Grupa C |
Grupa X |
Wysoki poziom wartości zużycia, wysoka dokładność prognozy |
Średni poziom wartości zużycia, wysoka dokładność prognozy |
Niski poziom wartości zużycia, wysoka dokładność prognozy |
Grupa Y |
Wysoki poziom wartości zużycia, średnia dokładność prognozy |
Średni poziom wartości zużycia, średnia dokładność prognozy |
Niski poziom wartości zużycia, średnia dokładność prognozy |
Grupa Z |
Wysoki poziom wartości zużycia, niska dokładność prognozy |
Średni poziom wartości zużycia, niska dokładność prognozy |
Niski poziom wartości zużycia, niska dokładność prognozy |
Źródło: S. Abt, H. Woźniak: Podstawy logistyki. Wyd. UG, Gdańska 1993, s. 174.
TRANSPORT WEWNĄTRZZAKŁADOWY
Istnieje wiele różnorodnych kryteriów oraz klasyfikacji środków transportu wewnętrznego.
Ze względu na obszar działania wyróżnia się środki transportowe:
o nieograniczonym obszarze działania (np. wózki jezdniowe)
o ograniczonym obszarze działania (np. suwnice, przenośniki stałe, dźwigi, układnice regałowe, wózki szynowe)
Ze względu na sposób działania wyróżnia się środki transportowe:
o działaniu ciągłym (np. przenośniki)
o działaniu przerywanym (np. wózki, suwnice)
Najbardziej uniwersalnymi i elastycznymi środkami transportu wewnętrznego są wózki unoszące i podnośniki widłowe.
Wózki unoszące widłowe służą do transportu poziomego jednostek ładunkowych. Ze względu na sposób sterowania nimi i rodzaj napędu dzielą się na:
kierowane mechaniczne: w pozycji stojącej operatora, w pozycji siedzącej operatora, bez operatora
prowadzone: mechaniczne (z napędem elektrycznym) lub ręczne
Wózki podnośnikowe widłowe służą do transportu pionowego i poziomego. Ze względu na funkcje spełniane w realizacji procesów transportowo-magazynowych dzielą się na:
podnośnikowe przeznaczone wyłącznie do przemieszczania jednostek ładunkowych
podnośnikowe przeznaczone do realizacji dwuwymiarowego procesu kompletacji w strefie regałowej magazynu (zw. wózki kompletacyjne)
podnośnikowe łączące obie wymieniowe funkcje
W każdej z wymienionych grup można wyróżnić wózki podnośnikowe:
z widłami czołowymi (widły stałe lub wysuwane)
z widłami bocznymi (widły teleskopowe dla jednostek ładunkowych, widły stałe lub wysuwane dla ładunków dłużycowych)
z widłami czołowo-bocznymi (widły obrotowo-przesuwne)
kierowane z pozycji stojącej operatora
kierowane z pozycji siedzącej operatora
Organizacja transportu wewnętrznego wynika z organizacji procesu produkcyjnego lub usługowego. Organizacja procesu transportowego zależy od: struktury produkcyjnej, rozmieszczenia stanowisk produkcyjnych i pomocniczych, sposobu zaopatrywania produkcji, rodzajów przewożonych materiałów oraz natężenia ich przepływu.
Najczęściej wyróżnia się następujące sposoby przemieszczania ładunków:
jednokierunkowy
wahadłowy
obwodowy
Formy organizacji transportu wewnętrznego:
scentralizowana
zdecentralizowana
mieszana
13
1
Wyszukiwarka
Podobne podstrony:
8848
8848
8848
8848
8848
8848
8848
akumulator do astra hd 8 8652 8654 8656 8845 8848 8850 88
[Free scores com] traditional amazing grace 8848
Odznaka każdemu jego 8848
więcej podobnych podstron