PAWEŁ ŚLIWA |
Laboratorium z materiałoznawstwa |
Laboratorium z materiałoznawstwa |
Gr. 23B
|
Temat: Obróbka cieplna stali stopowych. Temperatura austenityzacji. |
2000-11-09
|
1.)
Celem ćwiczenia jest zapoznanie się z zasadami doboru parametrów obróbki cieplnej oraz z rolą pierwiastków stopowych w obróbce cieplnej stali, a w szczególności:
zbadanie wpływu temperatury wygrzewania stali na twardość i strukturę, jaką uzyskuje się po gwałtownym oziębieniu.
Porównanie charakterystyki twardość - temperatura odpuszczania stali węglowej i wybranej stali stopowej.
2.) Wykonanie ćwiczenia:
określenie wpływu temperatury wygrzewania stali na twardość
i strukturę, jaka uzyskuje się po gwałtownym oziębieniu.
Materiał: stal węglowa 45 w stanie wyżarzonym ( krążki o śr. 30mm)
Jedną z próbek umieścić w piecu o temperaturze 700°C, druga w piecu
o temperaturze 850°C. Obydwie próbki wygrzewać w ciągu 20 minut
i wrzucić do wody. Trzecia próbkę pozostawić nie obrobioną cieplnie. Wykonać szlify metalograficzne wszystkich trzech próbek i wytrawić nitalem. Porównać i narysować struktury. Zmierzyć twardość próbek metodą Rockwella ( w skali D - penetrator stożek, 100kG) wykonać na każdej
z próbce po 5 pomiarów.
odpuszczanie stali stopowej SW7M i stali węglowej 45.
Materiał:
- zahartowana stal węglowa 45 ( krążek o średnicy 30 mm), austenizowana w temperaturze 850°C i oziębiana w wodzie,
- zahartowana stal stopowa SW7M ( krążek o średnicy 16 mm), o składzie chemicznym: ~ 0,85 %C , ~ 4,5%Cr , ~ 6,5% W , ~5% Mo , ~ 2%V , austenizowana w temperaturze 1200°C i oziębiana w oleju.
Zmierzyć twardość stali 45 i SW7M w stanie zahartowanym metodą Rockwella ( skala C, penetrator - stożek diamentowy, 150kG). Wykonać
co najmniej po 5 pomiarów na każdej z próbek. Po jednej próbce ze stali 45
i SW7M umieścić w piecach o temperaturze 200°C , 350°C , 550°C
i odpuszczać w ciągu jednej godziny. Próbki wyjąć z pieców i chłodzić
na powietrzu aż do temperatury otoczenia. Oznakować próbki pisakiem, zeszlifować jedną z płaszczyzn i zmierzyć twardość HRC wykonując
co najmniej po 5 pomiarów na każdej z próbek.
Wykonać graficznie zależność twardość - temperatura odpuszczania dla stali niestopowej 45 i stopowej SW7M.
Odpuszczanie stali.
W wyniku hartowania martenzytycznego stal staje się bardzo twarda; wzrastają również jej własności wytrzymałościowe, natomiast plastyczne ulegają silnemu obniżeniu. Wykorzystując jednak fakt, iż martenzyt jest strukturą metastabilną, można w dość szerokich granicach zmieniać własności zahartowanej stali, stosując odpuszczanie.
W zależności od zakresu temperatury zabiegu rozróżnia się odpuszczanie:
— niskie 100—250°C,
— średnie 250—450°C,
— wysokie 450—600°C.
Odpuszczaniu niskiemu poddaje się głównie narzędzia, które powinna cechować wysoka twardość i odporność na ścieranie. Takie odpuszczanie nie obniża twardości, ale odpręża materiał i zmniejsza jego skłonność do kruchego pękania.
Odpuszczanie średnie jest stosowane w celu nadania obrabianym elementom wysokiej granicy sprężystości przy równoczesnym polepszeniu ich własności plastycznych. Takie własności powinny mieć sprężyny i resory. Po średnim odpuszczaniu otrzymuje się strukturę odpuszczonego martenzytu o twardości ok. 450 HB. W tym zakresie temperatur występuje tzw. kruchość odpuszczania pierwszego rodzaju (nieodwracalna), która objawia się spadkiem udarności przy odpuszczaniu stali węglowych lub stopowych w temp. ok. 300°C. Zjawisko to wiąże się z przemianą austenitu szczątkowego lub z nierównomiernym rozkładem martenzytu, który najszybciej przebiega na granicach ziarn.
Przy wysokim odpuszczaniu własności wytrzymałościowe (Rm, Re, HB) wyraźnie maleją, a plastyczne (A, Z) wzrastają. Wiąże się to z istotnymi zmianami strukturalnymi, które zachodzą w tym zakresie temperatur. Powstaje bowiem struktura złożona z ferrytu i bardzo drobnych, kulistych wydzieleń cementytu zwana sorbitem. Ze wzrostem temperatury lub czasu następuje jedynie koagulacja cementytu. Wysokie odpuszczanie jest zalecane dla elementów maszyn wykonanych ze stali konstrukcyjnych, węglowych i stopowych oraz narzędzi do pracy na gorąco, gdyż po takiej obróbce uzyskuje się optymalną kombinację własności wytrzymałościowych i plastycznych, tj. dużą udarność i wydłużenie przy maksymalnym stosunku Re/Rm. Dlatego też połączenie zabiegu hartowania z wysokim lub średnim odpuszczaniem nazywamy ulepszaniem cieplnym.
3.) Wyniki badań:
Określenie wpływu temperatury wygrzewania stali na twardość i strukturę, jaka uzyskuje się po gwałtownym oziębieniu.
Materiał: stal węglowa 45 w stanie wyżarzonym ( krążki o śr. 30 mm).
Struktury próbek wyżarzanych i nie obrabianych termicznie.
Stal 45 nie obrabiana cieplnie.
Stal 45 wyżarzana w temperaturze 700°C.
Stal 45 wyżarzana w temperaturze 850°C.
Wyniki pomiarów twardości próbek poddawanych wyżarzaniu
w różnych temperaturach oraz próbki nie wyżarzanej. Twardość mierzona metodą Rockwella ( skala D - penetrator stożek, 100kG).
|
stal 45 |
Stal 45-700°C |
Stal 45-850°C |
1. |
24 |
30 |
52 |
2. |
20 |
26 |
52 |
3. |
29 |
22 |
55 |
4. |
18 |
28 |
58 |
5. |
25 |
25 |
50 |
Średnia wartość |
23 |
26 |
53 |
Odpuszczanie stali stopowej SW7M i stali węglowej 45.
Wyniki pomiarów twardości stali stopowej SW7M i stali węglowej 45 w stanie zahartowanym przed odpuszczaniem. Badanie przeprowadzone metodą Rockwella ( skala C, penetrator - stożek diamentowy, 150kG).
|
Stal 45 |
Stal SW7M |
1. |
59 |
60 |
2. |
58 |
50 |
3. |
57 |
53 |
4. |
55 |
63 |
5. |
55 |
66 |
Średnia wartość |
|
58,4 |
Wyniki pomiarów twardości stali stopowej SW7M i stali węglowej 45
w stanie zahartowanym po odpuszczaniu. Badanie przeprowadzone metodą Rockwella ( skala C, penetrator - stożek diamentowy, 150kG).
Badanie przeprowadziliśmy po uprzednim wygrzaniu po jednej z próbek
w trzech różnych temperaturach ( 200°C, 350°C, 550°C) a następnie
po ochłodzeniu ich w powietrzu do temperatury otoczenia.
|
200°C |
350°C |
550°C |
|||
|
45 |
SW7M |
45 |
SW7M |
45 |
SW7M |
1. |
45 |
57 |
49 |
54 |
22 |
61 |
2. |
48 |
56 |
58 |
59 |
27 |
62 |
3. |
43 |
60 |
52 |
50 |
20 |
65 |
4. |
46 |
62 |
49 |
51 |
26 |
60 |
5. |
46 |
59 |
50 |
46 |
23 |
59 |
Wartość średnia |
|
58 |
|
52 |
|
61,4 |
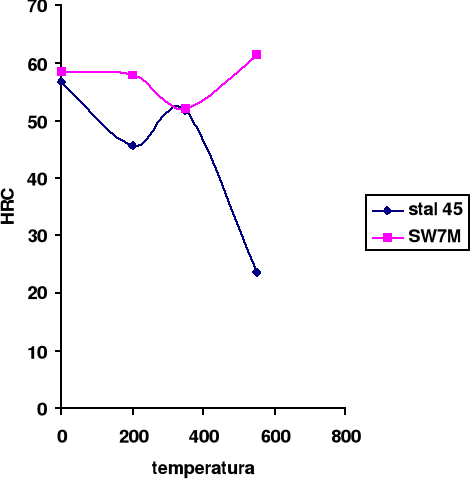
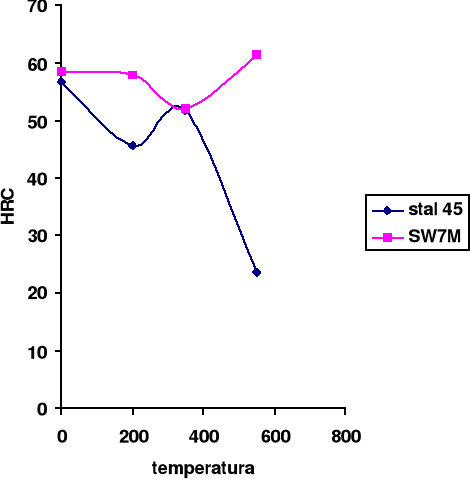
Wykres zależności HRC=HRC(temperatury)
4.) Wnioski:
Stal nie obrobiona cieplnie ma najniższą średnią wartość twardości z pośród badanych próbek. Stal 45 poddawana wygrzewaniu w temperaturze 700°C ma nieco wyższą twardość średnią niż stal nie obrabiana cieplnie. Natomiast w przypadku stali wygrzewanej
w temperaturze 850°C wartość średniej twardości jest znacznie wyższa niż
w dwóch poprzednich przypadkach. W drugiej części ćwiczenia Z pomiarów wynika, że o ile przy temperaturze odpuszczania 200°C średnia wartość twardości dla stali 45 i stali SW7M są podobnego rzędu jak przed odpuszczaniem ( różnica twardości pozostaje w takim samym stosunku jak przed odpuszczaniem, niewielki spadek średniej twardości możemy zauważyć dla stali 45, średnia wartość dla stali SW7M pozostaje niezmienna).
Przy temperaturze odpuszczania 350°C można zauważyć, że średnia wartość twardości w przypadku obu próbek zmniejszyła się, ponadto można zauważyć, że twardość stali 45 obniżyła się w znacznie większym stopniu niż stali stopowej SW7M.
Przy temperaturze odpuszczania 550°C wystąpił bardzo ciekawy przypadek, średnia wartość twardości stali węglowej 45 przyjmuje jeszcze niższe wartości niż dla temperatury odpuszczania 350°C. Natomiast średnia wartość twardości dla stali stopowej SW7M zwiększyła swoje wartości i jest wyższa niż dla próbki w stanie zahartowanym przed odpuszczaniem. Nastąpiło w tym przypadku utwardzenie materiału - zwane utwardzeniem wtórnym.
Określenie wpływu temperatury wygrzewania stali na twardość i strukturę, jaką uzyskuje się po gwałtownym oziębieniu. Prawidłowe dobranie parametrów obróbki cieplnej ma decydujący wpływ na jakość wyrobów i zależy od składu chemicznego obrabianej stali
i własności, jakie chcemy otrzymać. Temperatura grzania jest uwarunkowana położeniem punktów krytycznych, które dla stali węglowych można określić za pomocą układu równowagi Fe - Fe3C. Czas grzania jest również bardzo istotnym parametrem, gdyż procesy zachodzące podczas grzania mają charakter dyfuzyjny. Zbyt krótki czas grzania może być nie wystarczający do zajścia przemiany, zbyt długi - może doprowadzić do rozrostu ziarna, nadmiernej koagulacji faz, wzrostu utleniania i odwęglania, a poza tym jest nieekonomiczny.
Wyszukiwarka
Podobne podstrony:
Mechanizmy działania antybiotyków, materiały farmacja, Materiały 4 rok, farmacja 4 rok part 2, farma
Zaliczenie z receptury-2, materiały ŚUM, IV rok, Farmakologia, III rok, 7 - Receptura (TheMordor), Z
dom0, Skrypty, UR - materiały ze studiów, studia, studia, Bastek, Studia, Rok 3, SEMESTR VI, Woiągi
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
opracowanie 2 o postawie konserwatywnej, Filozofia, Rok IV, polityczna, Materiał
szmery oddechowe, umb rok 3, rok III, materiały, interna
badania market. egzamin, Zarządzanie UE Katowice - licencjat - materiały, zarządzanie UE Katowice -
pytania z hemostazy, umb rok 3, rok III, materiały, patofizjo, III kolo, hemostaza
Sprawko badanie twardosci, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SPRAWOZDANIA
MELATONINA, II rok, II rok CM UMK, Giełdy, od Joe, biochemia, BIOCHEMIA, GIEŁDY - EGZAMIN, Dodatkowe
Materiały Kolowium Nauka o Państwie Kolos, Stosunki Międzynarodowe Rok 1, Semestr 1, Nauka o Państwi
materialy, Budownictwo rok 1, Materiały bud
3 równania, Studia, II rok, Materiały Budowlane 2
filozofia odpowiedzi-1, Lekarski, I, PIERWSZY ROK MEDYCYNA MATERIAŁY, FILOZOFIA
Reakcje Hydrolizy, II Rok WIMiC inżynieria materiałowa AGH, Chemia, Chemia -, Chemia - Laborki
Zestaw 88 Kasia Goszczyńska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
więcej podobnych podstron