Programowanie ręczne - frezowanie Grupa 3
LP |
Student |
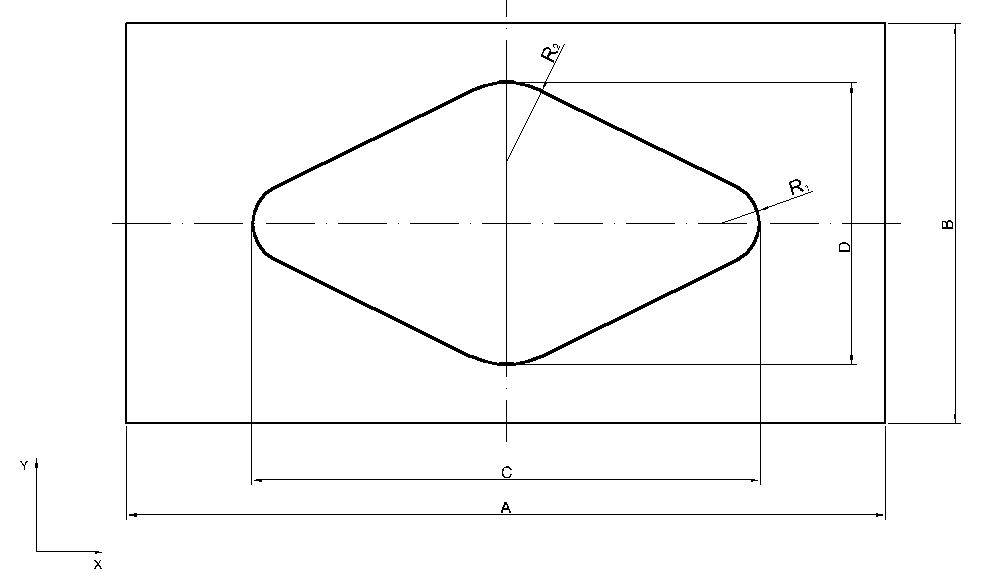
R1 |
R2 |
A |
B |
C |
D |
|
1 |
Cisak Krzysztof |
5 |
5 |
100 |
60 |
70 |
30 |
|
2 |
Cygan Karol |
5 |
6 |
100 |
60 |
70 |
40 |
|
3 |
Czeszkiewicz Adrian |
5 |
7 |
100 |
60 |
70 |
50 |
|
4 |
Ćmak Wojciech |
5 |
8 |
100 |
60 |
70 |
60 |
|
5 |
Ćwik Marek |
5 |
9 |
100 |
60 |
70 |
30 |
|
6 |
Dancewicz Michał |
5 |
10 |
100 |
60 |
70 |
40 |
|
7 |
Dobiński Przemysław |
6 |
5 |
100 |
60 |
70 |
50 |
|
8 |
Dobrowolski Szymon |
6 |
6 |
100 |
60 |
70 |
60 |
|
9 |
Domagała Łukasz |
6 |
7 |
120 |
80 |
80 |
30 |
|
10 |
Domagała Marcin |
6 |
8 |
120 |
80 |
80 |
40 |
|
11 |
Doniec Andrzej |
6 |
9 |
120 |
80 |
80 |
50 |
|
12 |
Drapała Łukasz |
6 |
10 |
120 |
80 |
80 |
60 |
|
13 |
Drozd Jacek |
7 |
5 |
120 |
80 |
80 |
30 |
|
14 |
Dudzic Tomasz |
7 |
6 |
120 |
80 |
80 |
40 |
|
15 |
Dworak Dawid |
7 |
7 |
120 |
80 |
80 |
50 |
|
16 |
Dzierga Paweł |
7 |
8 |
120 |
80 |
80 |
60 |
|
17 |
Dzinrok Paweł |
7 |
9 |
140 |
100 |
90 |
40 |
|
18 |
Dziurgot Łukasz |
7 |
5 |
140 |
100 |
90 |
50 |
|
19 |
Kuźniar Adam |
8 |
6 |
140 |
100 |
90 |
60 |
|
20 |
Rączy Jakub |
8 |
7 |
140 |
100 |
90 |
70 |
|
21 |
Rożek Jakub |
8 |
8 |
140 |
100 |
90 |
80 |
|
22 |
Rybarz Robert |
8 |
9 |
140 |
100 |
80 |
50 |
|
23 |
Sarzyński Krzysztof |
8 |
10 |
100 |
60 |
70 |
30 |
|
24 |
Małecki Łukasz |
9 |
5 |
100 |
60 |
70 |
40 |
|
25 |
Dul Grzegorz |
9 |
7 |
100 |
60 |
70 |
60 |
|
26 |
Rzońca Mateusz |
9 |
8 |
100 |
60 |
70 |
30 |
|
27 |
|
|
|
|
|
|
|
|
28 |
|
|
|
|
|
|
|
|
29 |
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
31 |
|
|
|
|
|
|
|
|
Głębokość kieszeni ap = 2 mm
Średnica freza D = 6 mm
Szerokość skrawania zgr. bD = 4-5 mm Prędkość skrawania zgr. Vc = 80 m/min
Szerokość skrawania wyk. bD = 1-2 mm Prędkość skrawania wyk. Vc = 120 m/min
Najpierw obrobić zgrubnie tak, aby na obwodzie kieszeni pozostał naddatek ok 2 mm. Następnie obrobić dokładnie na zadany wymiar metodą współbieżną. W ostatnim przejściu przydatne będzie włączenie kompensacji narzędzia. Najpóźniej tydzień przed terminem zaliczenia należy przesłać plik .ZIP zawierający pliki programów .nc oraz pliki konfiguracyjne .set. Pliki należy nazwać pierwszymi 8 literami nazwiska.
Sprawozdanie zawiera:
stronę tytułową,
zwymiatowany rysunek części
szkice narzędzi skrawających zawierające konieczne wymiary liniowe lub kątowe
opis zabiegów technologicznych
wydruk programu
Wyszukiwarka
Podobne podstrony:
Gr 3 - CNC tematy - toczenie, AGH, IMiR, TOU, SARZYNA PROJO
Gr 3 - Tematy - koła zębate, AGH, IMiR, TOU, SARZYNA PROJO
Gr 3 - CNC tematy, frezowanie
Gr 3 2012 CNC tematy frezowanie
Gr 3 - CNC tematy, toczenie
Gr 3 CNC tematy toczenie
[LAB.3] Obróbka ścierna i erozyjna (1), AGH, IMiR, TOU, Lab 3 - obróbka ścierna
gr.5-06-kart1, Mechatronika AGH IMIR, rok 2, TMM, tmm
Cwiczenie nr 2, AGH IMIR, Semestr V, TOU, Sprawozania
Gr 3 2012 CNC tematy toczenie
metody ostrzenia wierte krtych 194, AGH IMIR, IMIR AGH, TOU, obrobka ubytkowa sprawka
[LAB.5] Badania dokładności kinematycznej i geometrycznej obrabiarek, AGH IMIR, IMIR AGH, TOU, Techn
Zad 25 10 11, AGH Imir materiały mix, Studia
zag2, AGH IMIR, Semestr 2, PNOM
LABMETS1, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrologia
Spr 1, AGH IMIR Mechanika i budowa maszyn, III ROK, Elementy automatyki przemysłowej, EAP lab1
więcej podobnych podstron