SPRAWOZDANIE Z OBRÓBKI UBYTKOWEJ |
|||
AGH IMiR |
Morzyk Michał |
Rok IV |
Grupa pościgowa |
Lab nr 5 |
Temat Badania dokładności kinematycznej i geometrycznej obrabiarek
|
Data:25.11.2004 |
|
|
|
ocena |
|
1). Sprawdzenie dokładności wiertarki kadłubowej.
Ćwiczenie wykonujemy na podstawie normy: PN/M-55662 na obiekcie rzeczywistym jakim jest wiertarka kadłubowa sprawdzając w następującej kolejności:
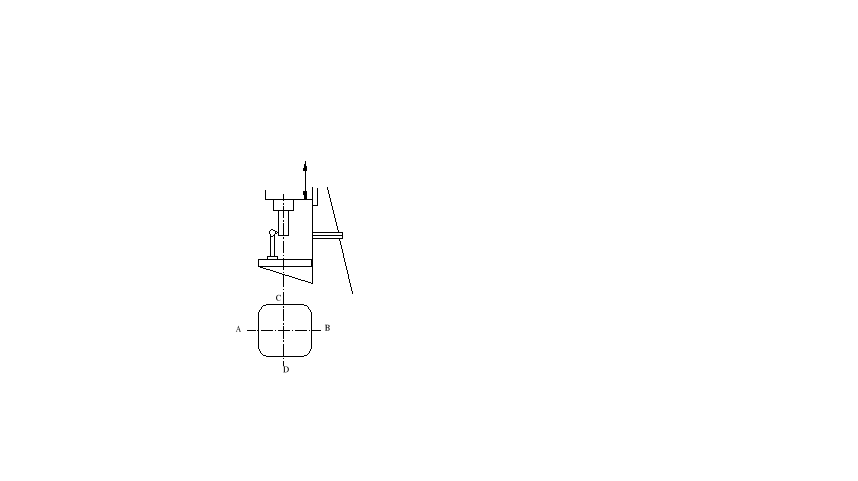
Odchylenie od poziomu obrobionej powierzchni
dla mocowania przedmiotów (płyta fundamentowa względnie stół).
Dopuszczalna odchyłka- 0÷0,05mm/m
Odczytane wartości:
A-B - 0,1[mm/m.]
C-D - 0,3[mm/m.]
Podane wartości nie mieszczą się w dopuszczalnym przedziale
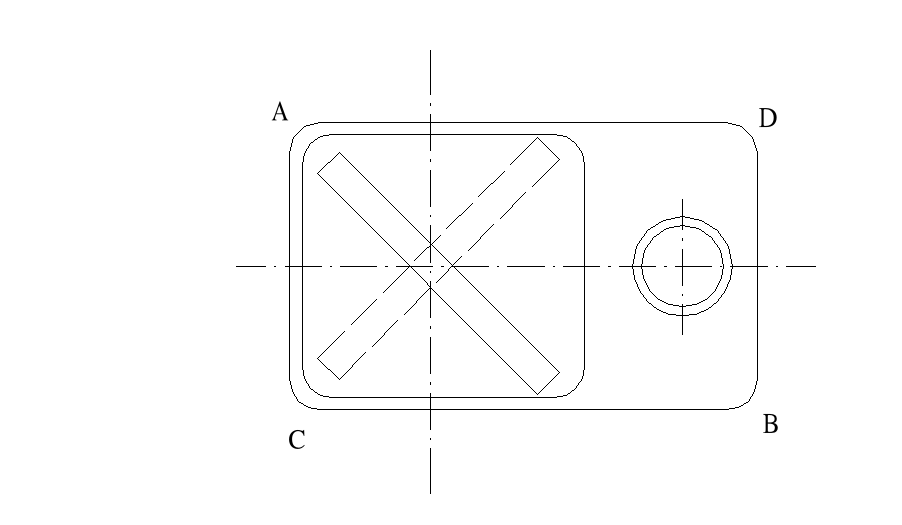
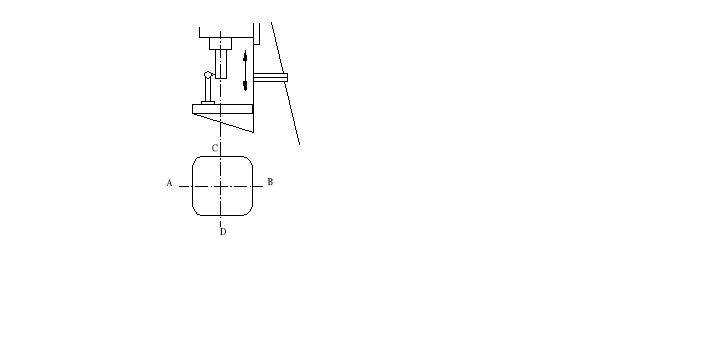
b).Płaskość obrobionej powierzchni
dla mocowania przedmiotów (płyta fundamentowa względnie stół). Pomiar dokonujemy na długości 300[mm].
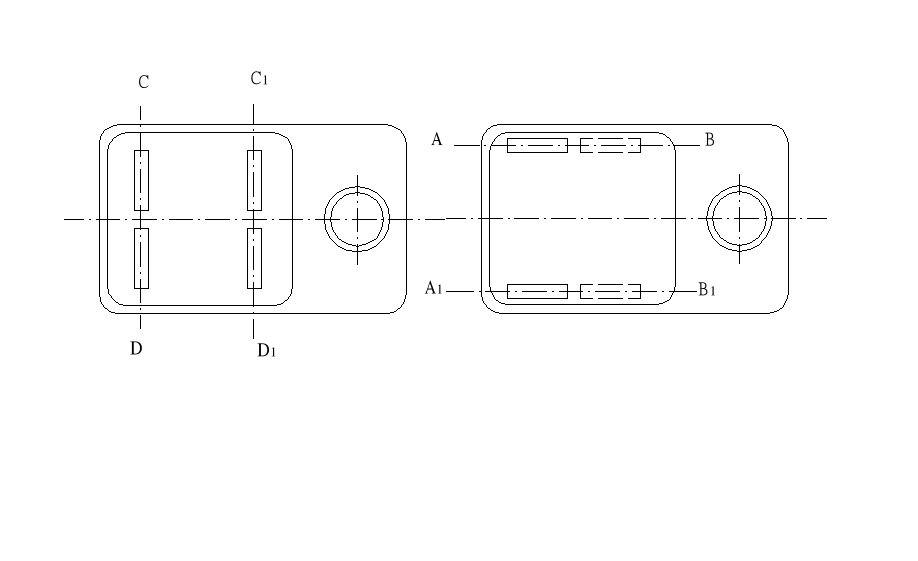
Dopuszczalna odchyłka:
w kierunku AB±0,05 mm/m.
w kierunku CD ±0,05mm/m.
Odczytane wartości:
A-B: -0,7 ;0,4mm/m
A1-B1: -0,7 ; 0,4mm/m
C-D: - 0,5; 0.2mm/m
C1-D1: -0,5 ; 0.2mm/m
Wszystkie odchyłki kilkakrotnie przekraczają dopuszczalne normy
c).Bicie wewnętrznego stożka wrzeciona:
Dopuszczalna odchyłka dla l powyżej 300mm wynosi
Położenia A=0.02mm
Położenia B=0.03mm
Zmierzone odchyłkiwynoszą
Położenie A: 0,04mm
Położenie B: 0,07mm
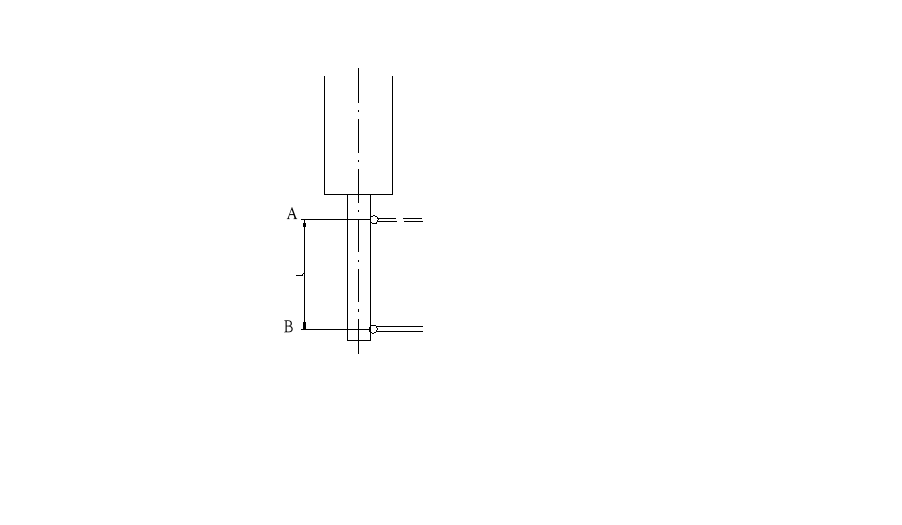
W tym przypadku także wszystkie odchyłki przekraczają dopuszczalne normą
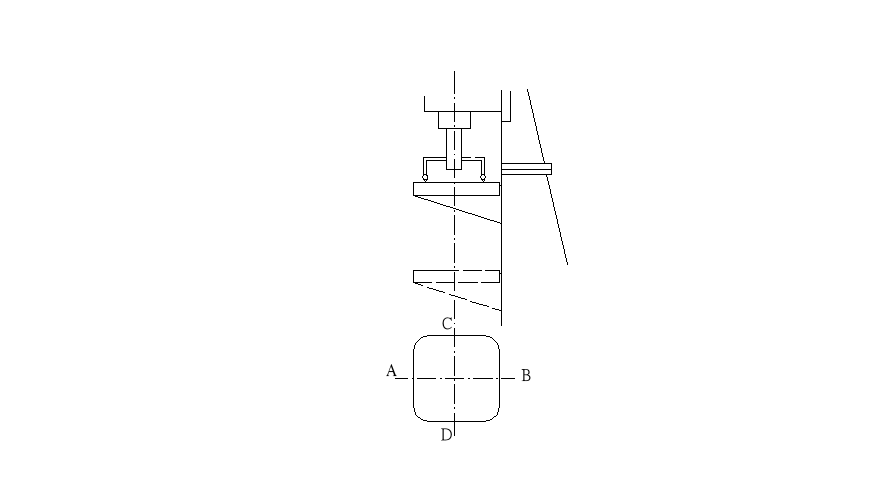
d).Równoległość przesuwu tulei do osi wrzeciona
dopuszczalne odchyłki dla głębokości powyżej 300mm wynoszą:
A-B=C-D i wynosi 0.05mm na 300mm
Odczytane wartości:
A-B - 0,04[mm] mieści się w normie
C-D - 0,02[mm] mieści się w normie
e).Równoległość przesuwu wrzeciennika do osi wrzeciona:
Dopuszczalne odchyłki dla głębokości powyżej 300mm wynoszą:
na kierunku A-B= 0.04mm
na kierunku C-D=0.05mm
Odczytane wartości :
A-B - 0,02[mm] mieści się w normie
C-D - 0,03[mm] mieści się w normie
f).Prostopadłość osi wrzeciona do płaszczyzny mocowania (stołu względnie płyty fundamentowej)
Dopuszczalne odchyłki na długości 300mm wynoszą:
na kierunku A-B= 0.05mm
na kierunku C-D=0.03mm
Odczytane wartości :
A-B - 0,07[mm] mieści się w normie
C-D - 0,07[mm] mieści się w normie
g).Odkształcenie obrabiarki pod wpływem największej siły posuwu wiertła(w stanie spoczynku)
Siłę posuwową przykładamy stopniowo a następnie zmniejszamy tak aby odczytać wartość odkształcenia dla konkretnych wartości siły
Siła [N] |
1000 |
2000 |
3000 |
2000 |
1000 |
0 |
Odkształcenie [μm] |
12 |
27 |
43 |
35 |
23 |
4 |
Dopuszczalna odchyłka dla wiertarek o wysięgu powyżej 400mm wynosi 50μm
Wiertarka spełnia wymóg
2).Schemat układu do pomiaru dokładności kinematycznej łańcucha posuwu tokarki
Zasada pomiaru:
Śrubę wzorcową mocujemy w kłach tokarki ze śrubą współpracuje nakrętka wzorcowa która nie ma możliwości obracania się. Zatem przesuwa się o wartość skoku P w czasie 1 obrotu wrzeciona. Poprzez łańcuch kinematyczny ustalamy posuwu suportu P1 równą wartości P. Pomiędzy nakrętką a suportem znajduje się czujnik indukcyjny , który za pomocą wzmacniacza i rejestratora wskazuje nam różnice pomiędzy przesunięciami P i P1 w czasie. Po wyskalowaniu układu pomiarowego z wykresu możemy odczytać położenie suportu względem śruby wzorcowej. W metodzie tej wykorzystuje się pewne uproszczenie ; przyjmujemy , że wykres od śruby wzorcowej jest linią prostą.
3.)Analiza wyników
Z powyższych pomiarów wynika, iż w przypadku geometrycznej dokładności wiertarki kadłubowej. Ponieważ większość z badanych parametrów nie spełnia wymogów dopuszczalnych odchyłek zamieszczonych w normie PN-51/M-55662 , co wskazuje już na zużycie tej maszyny. Sugerowane jest poddanie tej wiertarki ponownemu kontrolnemu badaniu i ewentualne skierowanie jej na remont.
Błąd kinematyczny tokarki określa różnica położeń lub przemieszczeń członu początkowego i końcowego łańcucha kinematycznego tokarki, w zależności od jego położenia.
wartości z wykresu
![]()
=0,0866
W przypadku dokładności mechanizmu tokarki na podstawie wykresu błędu kinematycznego odczytać można, iż nie wystąpiło wyraźne jej zużycie, a zaobserwowane odchylenia wykresu mogą być spowodowane innymi czynnikami zewnętrznymi ( drgania, zanieczyszczenie itp.). Pojedyncze odchylenie o nieco wyższej wartości mogło nastąpić w wyniku zadziałania również czynnika zewnętrznego (np. człowieka).
4) Działania pozwalające na zmniejszenie błędu kinematycznego tokarki:
Jeżeli nadmierny błąd kinematyczny jest powodowany przez element łańcucha kinematycznego należy ten element wymienić , bądź zregenerować-o ile jest to możliwe .
W przypadku dużych błędów występującyh nieregularnie należy sprawdzić czy wszystkie elementy łańcuch kinematycznego zostały w odpowiedni sposób zmontowane
Należy sprawdzić czy zamkniętych układach kinematycznych nie wystąpiło nadmierne zanieczyszczenie
5).Wnioski
podczas przeprowadzania badań obrabiarek należ zwracać uwagę nie tylko na zaistniałe błędy geometryczne czy kinematyczne , ale także na przyczyny ich występowania ,oraz na fakt , że wyniki pomiarów często zniekształcone np.: błędy wykonania śruby pociągowej i wzorcowej się na siebie sumując się (duże błędy kinematyczne), lub redukują się (małe błędy kinematyczne).Należy też pamiętać o luzach w mechanizmach , które prawdopodobnie sprawił że badana odkształcenie wiertarki po obciążeni i odciążeniu nie wróciło do stanu zerowego-odkształcenia plastyczne raczej niemożliwe.
W przypadku badania łańcucha kinematycznego ważna jest odpowiednia interpretacja wykresu aby stwierdzić czy powodem nadmiernego błędu jest jeden element łańcucha i który to, czy też cały łańcuch należy wymienić.
Należy się spodziewać największych błędów i miejscu w którym obrabiarka pracuje najczęściej.
Wyszukiwarka
Podobne podstrony:
Tematy ćwiczeń laboratoryjnych z Obróbki Ubytkowej, agh, III rok, Technologie obróbki ubytkowej, TOU
Cwiczenie nr 1kp, agh, III rok, Technologie obróbki ubytkowej, TOU
Tematyka ćwiczeń 2012 propozycja, agh, III rok, Technologie obróbki ubytkowej, TOU
HARMONOGRAM ĆWICZEŃ LABORATORYJNYCH 2012-2013, agh, III rok, Technologie obróbki ubytkowej, TOU
Harmon. cwicz. 2012-2013 audyt propozycja, agh, III rok, Technologie obróbki ubytkowej, TOU
[LAB.1999r.] Badanie dokładności geometrycznej i kinematycznej obrabiarek, Obróbka Ubytkowa, Sprawoz
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
BADANIE DOKŁADNOŚCI GEOMETRYCZNEJ OBRABIAREK DO DREWN1
Badanie dokładności geometrycznej obrabiarek mater na wejść
BADANIE DOKŁADNOŚCI GEOMETRYCZNEJ OBRABIAREK DO DREWNA
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
Badanie dokładności geometrycznej obrabiarek mater na wejść
Badania energetyczne obrabiarek sprawko [LAB 4] Badania energet (2)
Dynamiczne badanie przetworników I i II rzędu, Mechatronika AGH IMIR, rok 2, sprawozdania, metrologi
Badania energetyczne obrabiarek - sprawko, [LAB.4] Badania energetyczne obrabiarek, SPRAWOZDANIE Z O
badanie mikroskopowe normal, '¯¯†¯¯' AGH, IMIR, I ROK, PNOM(1), Materiałoznawstwo
sprawozdanie sprawdzanie dokladnosci geometrycznej obrabiarki
dokładności geometrycznej obrabiarki CNC FV 580 A
więcej podobnych podstron