IMIR Autom. i Metr. rok IV |
LABORATORIUM OBRÓBKI SKRAWANIEM I OBRABIAREK
|
Data: |
Sem. zimowy 1999/2000 |
BADANIE DOKŁADNOŚCI GEOMETRYCZNEJ I KINEMATYCZNEJ OBRABIAREK |
Ocena: |
Data wykonania ćwiczenia: 19.11.1999 |
Tomasz Żelazny |
|
Przebieg ćwiczenia:
Sprawdzanie dokładności wiertarki kadłubowej wg normy: PN/M.-55662
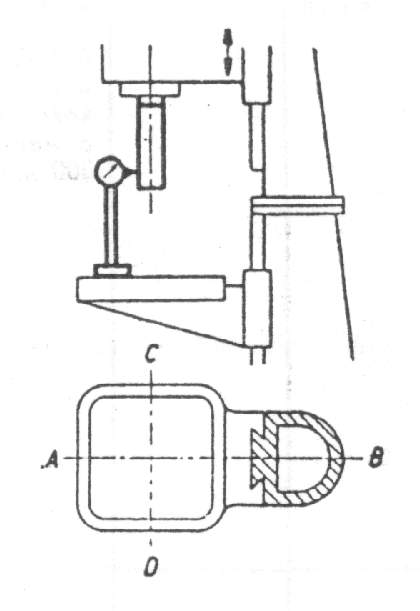
Odchylenie od poziomu obrobionej powierzchni dla mocowania przedmiotów (płyta fundamentowa względnie stół).Dopuszczalna odchyłka- 0÷0,05mm/m
Odczytane wartości:
A-B - 0,1[mm/m.]
C-D - 0,37[mm/m.]
Podane wartości nie mieszczą się w dopuszczalnym przedziale.
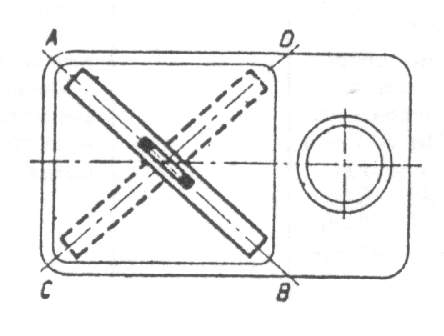
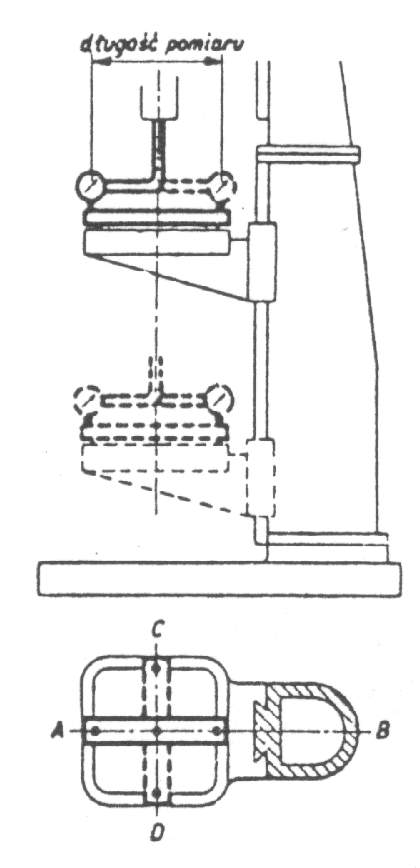
Płaskość obrobionej powierzchni dla mocowania przedmiotów (płyta fundamentowa względnie stół). Pomiar dokonujemy na długości 300[mm]. Dopuszczalna odchyłka:
w kierunku AB±0,05 mm/m. w kierunku CD ±0,05mm/m.
Odczytane wartości:
A-B: -0,4;-0,5[mm/m]
A'-B': -0,45; 0,5[mm/m]
C-D: 0,5;[mm/m]
C'-D': -0,5[mm/m]
Wszystkie odchyłki kilkakrotnie przekraczają dopuszczalne normy.
Bicie wewnętrznego stożka wrzeciona:
Położenie B: 0,04[mm]
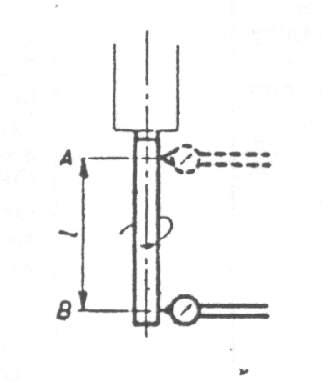
Położenie A: 0,1[mm]
W tym przypadku także wszystkie odchyłki przekraczają dopuszczalne normą.
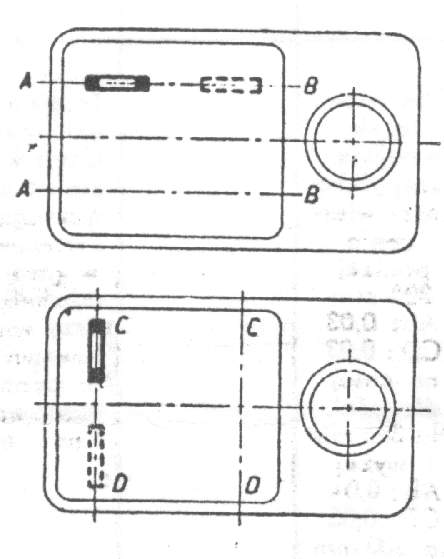
Równoległość przesuwu tulei do osi wrzeciona:
Odczytane wartości:
A-B - 0,05[mm] przekracza dopuszczalne wartości o 0,01
C-D - 0,015[mm] mieści się w normie
Równoległość przesuwu wrzeciennika do osi wrzeciona:
Odczytane wartości:
A-B - 0,02[mm] mieści się w normie
C-D - 0,05[mm] przekracza dopuszczalne wartości o 0,02
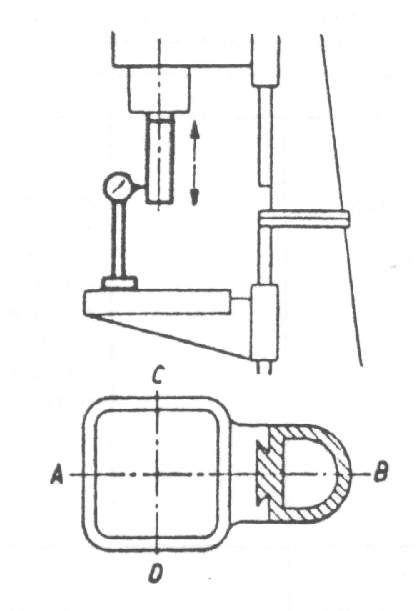
Prostopadłość osi wrzeciona do płaszczyzny mocowania (stołu względnie płyty fundamentowej)
Odczytane wartości:
A-B - 0,06[mm]
C-D - 0,035[mm]
Odchyłka w kierunku AB jest większa od dopuszczalnej o 0,01mm, natomiast w kierunku CD jest większa o 0,005[mm].
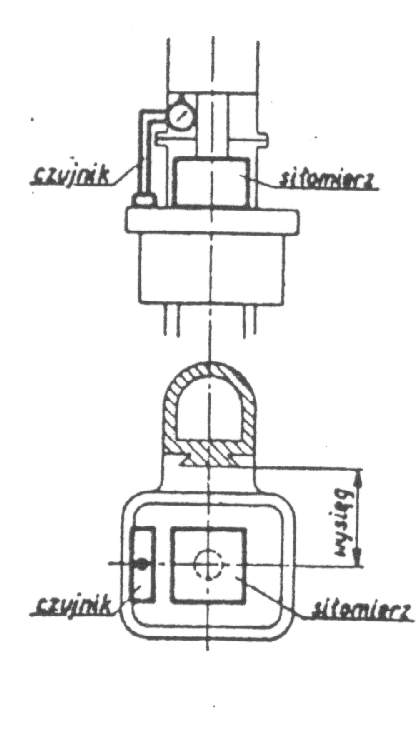
Odkształcenie obrabiarki pod naciskiem największej siły posuwu wiertła (w stanie spoczynku).
Stosowane siły i uzyskane odkształcenia stołu względem wrzeciona:
siła (wzrost) [N] |
1000 |
2000 |
3000 |
odkształcenie[μm.] |
5 |
13 |
21 |
siła (spadek) [N] |
3000 |
2000 |
1000 |
odkształcenie [μm.] |
17 |
9 |
1 |
Wszystkie odchyłki są znacznie mniejsze od odchyłek dopuszczalnych.
2.) Pomiar dokładności kinematycznej tokarki:
Pomiar dokładności kinematycznej tokarki został przeprowadzony na uruchomionej tokarce, i polegał na wykonaniu wykresu nierównoległości (oraz na odpowiednim wyskalowaniu wykresu w [mm] ) przesuwu sań suportowych tokarki do osi wrzeciona w płaszczyźnie poziomej.
(Wykres został dołączony na ostatniej stronie sprawozdania).
Błąd kinematyczny tokarki określa różnica położeń lub przemieszczeń członu początkowego i końcowego łańcucha kinematycznego tokarki, w zależności od jego położenia.
Błędy kinematyczne mogą być spowodowane przez błędy:
wykonania elementów łańcucha kinematycznego
montażu tych elementów
w doborze przełożenia przekładni
od sumarycznej podatności łańcucha kinematycznego.
Zaobserwowano zależność pomiędzy przesuwem nakrętki, a przesuwem suportu, przy pomocy układu czujnik- wzmacniacz- układ rejestrujący. Zależność tą przedstawiono na wykresie.
Na podstawie wykonanego wykresu możemy stwierdzić, iż maksymalna odchyłka dla tej tokarki Δk jest równa około 0,085 [mm].
Błędy wykonania śruby pociągowej i wzorcowej nakładają się na siebie sumując się (duże błędy kinematyczne), lub redukują się (małe błędy kinematyczne).
3.) Sprawdzenie obrabiarki - próba pracą:
Sprawdzenie obrabiarki polegało na wytoczeniu przedmiotu ze stali 45 (narzędzie: zdzierak) i mechanicznym sprawdzeniu dokładności wykonanego wyrobu, szczególnie przez pomiar odchyłki liniowej na średnicy przy zastosowaniu liniału wzorcowego.
Wyszukiwarka
Podobne podstrony:
[LAB.1999r.] Badanie sztywności ststycznej i dynamicznej obrabiarek, Obróbka Ubytkowa, Sprawozdania,
[LAB.4] Badania energetyczne obrabiarek, Obróbka Ubytkowa, Sprawozdania, Laboratorium, [LAB.4][SK] B
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
BADANIE DOKŁADNOŚCI GEOMETRYCZNEJ OBRABIAREK DO DREWN1
Badanie dokładności geometrycznej obrabiarek mater na wejść
[LAB.1999r.] Kinematyka obwiedniowego frezowania kół zębatych, Obróbka Ubytkowa, Sprawozdania, Stare
[LAB.1999r.] Kinematyka nacinania gwintów na tokarce, Obróbka Ubytkowa, Sprawozdania, Stare sprawozd
BADANIE DOKŁADNOŚCI GEOMETRYCZNEJ OBRABIAREK DO DREWNA
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
Badanie dokładności geometrycznej obrabiarek mater na wejść
[LAB.1999r.] Obróbka szlifowaniem, Obróbka Ubytkowa, Sprawozdania, Stare sprawozdania
[LAB.1999r.] Obróbka toczeniem, Obróbka Ubytkowa, Sprawozdania, Stare sprawozdania
[LAB.1999r.] Wiercenie, Obróbka Ubytkowa, Sprawozdania, Stare sprawozdania
[LAB.2000r.] Frezowanie i struganie, Obróbka Ubytkowa, Sprawozdania, Stare sprawozdania
[LAB.5] Badania dokładności kinematycznej i geometrycznej obrabiarek, AGH IMIR, IMIR AGH, TOU, Techn
Badania energetyczne obrabiarek - sprawko, [LAB.4] Badania energetyczne obrabiarek, SPRAWOZDANIE Z O
sprawozdanie sprawdzanie dokladnosci geometrycznej obrabiarki
dokładności geometrycznej obrabiarki CNC FV 580 A
sprawozdanie+sprawdzanie+dokladnosci+geometrycznej+obrabiarki
więcej podobnych podstron