|
|
|||
LABORATORIUM: ODLEWNICTWO Ćwiczenie nr) Temat ćwiczenia : Formowanie ręczne . |
||||
Data wykonania ćwiczenia : Prowadzący : Kierunek : Rok akademicki : Semestr czwarty Grupa |
||||
Wykonawca ćwiczenia |
Oceny (uwagi prowadzącego) |
|||
|
sprawdzian |
sprawozdanie |
Końcowa |
|
|
|
|
|
|
Cel ćwiczenia :
Celem ćwiczenia jest poznanie metod formowania ręcznego oraz samodzielne wykonanie formy dla wybranego przedmiotu .
Wyposażenie stanowiska :
materiały formierskie ( masa formierska - wcześniej przygotowana , galanteria odlewnicza ) ;
oprzyrządowanie odlewnicze ( model , skrzynka formierska ) ;
narzędzia formierskie ( ubijak , zgarniacz , nakłuwak , drewniany młotek , sito , łopata) .
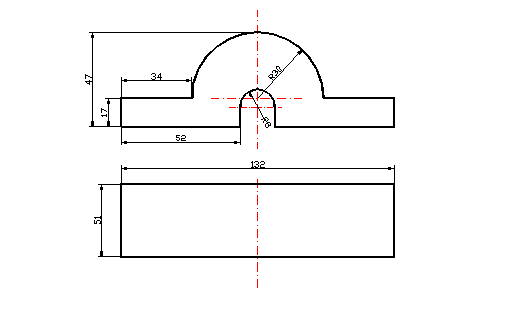
Przebieg ćwiczenia :szkic modelu przedmiotu wykorzystanego w ćwiczeniu :
Rys.1. Rysunek modelu przedmiotu użytego w procesie formowania .
przebieg procesu :
Dla wybranego przedmiotu zastosowałem formowanie ręczne z obieraniem powierzchni podziału . Tok postępowania w procesie jest następujący :
Dolną część formy obracamy o 180 o i ustawiamy na płycie podmodelowej. Następnie ustawiamy model na płycie podmodelowej i zasypujemy wcześniej przygotowaną masą formierską . Kolejnym etapem jest dokładne zagęszczenie masy formierskiej . W tym celu stosujemy specjalny ubijak . Zgarniamy nadmierną ilość masy za pomocą zgarniacza . Obracamy dolną skrzynkę formierską o 180 o razem z płytą podmodelową . Płytę zdejmujemy i obróconą formę układamy na niej . Obieramy płaszczyznę podziału .
Zakładamy górną część skrzynki i łączymy ją z dolną . Obok modelu układamy modele wlewu rozprowadzającego i model wlewu głównego . Zasypujemy górną część formy i dokładnie zagęszczamy . Po zagęszczeniu zgarniaczem usuwamy nadmiar masy formierskiej .
Rozbieramy skrzynkę i obracamy górną część skrzynki o 180 o i wybieramy masę formierską pod wlewy doprowadzające . Odbijamy wszystkie modele z dolnej i górnej części formy . Oczyszczamy powierzchnię obydwu części form , wykańczamy formę po wyjęciu modeli i składamy skrzynki razem .
Pomiar twardości formy metodą Dieterta . Pomiar dokonywany jest na powierzchni formy . Średnia arytmetyczna pomiaru wynosi 90 jednostek Dieterta.
Nakłuwanie formy w celu odprowadzenia ze środka gazów powstających w procesie zalewania .
Tak przygotowaną formę obciążamy i zalewami ciekłym stopem ( silumin AK11) . Kolejnym etapem jest wybicie odlewu , oczyszczenie go i wykończenie.
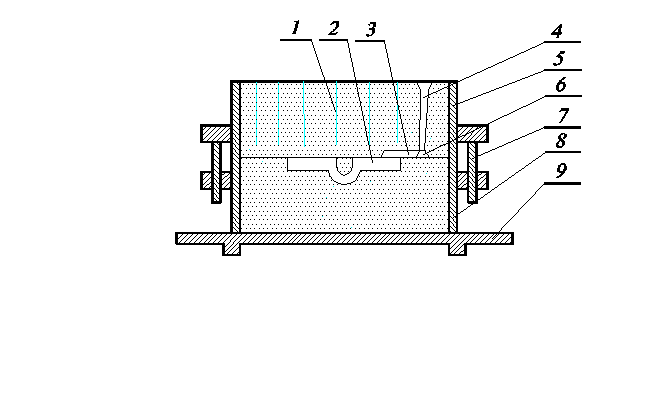
schemat formy w przekroju :
Wnioski :
Masa formierska powinna mieć odpowiedni skład umożliwiający jej dobre zagęszczenie .
Formę należy odpowiednio zagęścić w celu uzyskania trwałego odcisku modelu w formie .
Źle oczyszczona forma może spowodować zapruszenie masy formierskiej na odlewie .
Formę należy nakłuć , ażeby umożliwić gazom powstającym w procesie na wydostanie się na zewnątrz , w przeciwnym razie w odlewie powstaną pęcherze powietrza .
Przed zalaniem formę należy obciążyć , ażeby uniemożliwić wypłynięcie roztopionego stopu po płaszczyźnie podziału .
Wielkość modelu powinna być powiększona o skurcz odlewniczy .
Podczas ćwiczenia należy przestrzegać przepisów BHP .
Literatura :
Piwoński T.: Poradnik modelarza , formierza i rdzeniarza . Warszawa , WNT 1977 ;
Murza - Mucha P.: Odlewnictwo . Warszawa , PWN 1978 .
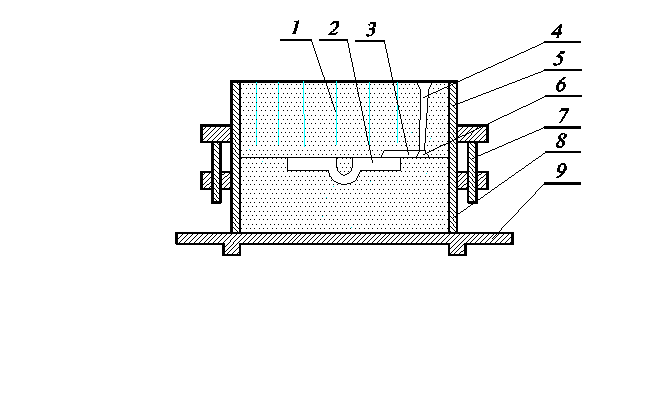
Rys.2. Przekrój przez formę : 1 - odpowietrzenie , 2 - model przedmiotu , 3 - kanał doprowadzający , 4 - wlew główny , 5 - górna część skrzynki formierskiej , 6 - kanał rozprowadzający , 7 - sworznie mocujące , 8 - dolna część skrzynki formierskiej , 9 - płyta podmodelowa .
3
2
Wyszukiwarka
Podobne podstrony:
Instrukcja Nokia 5310 XpressM
5310
5310
5310
5310
5310
5310
5310
5310
5310
Instrukcja Nokia 5310 XpressM
Nokia 5310 XpressMusic EN
więcej podobnych podstron