Spawalnictwo
1a. Zwymiarowany szkic spawanego elementu z naniesionymi złączami, kolejnością spawania poszczególnych elementów (1-7) oraz spoinami szczepnymi (kolor zielony).
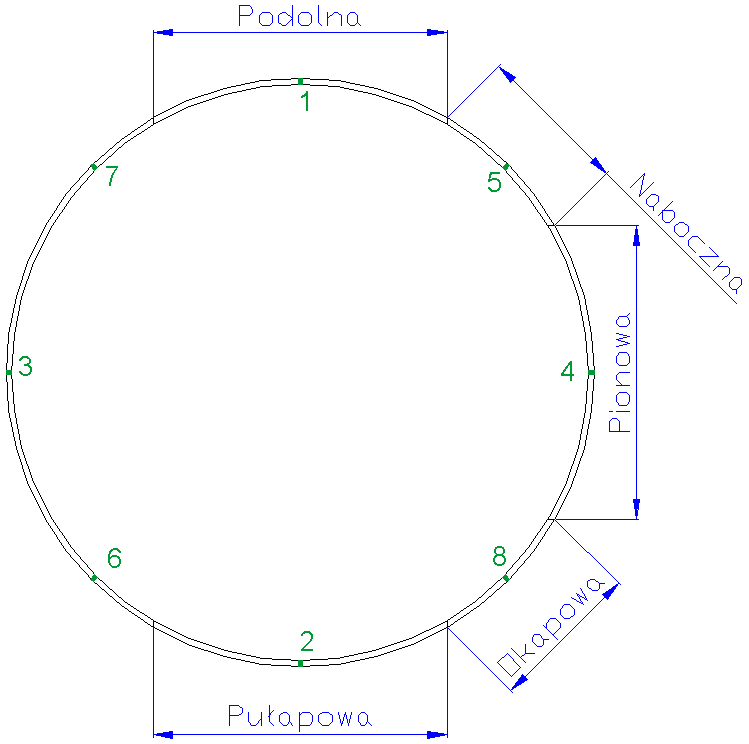
1b. Pozycje spawalnicze:
Dla spawań o numerach kolejnych 1-3
pozycja naścienna. Dla spawań 4-7 pozycje
zmienne jak na rysunku.
(kolorem zielonym ozn. spoiny
szczepne i kolejność szczepiania)
2. Zwymiarowany dobrany rowek spawalniczy.
3. Obliczenia technologiczne.
Dane: |
Tok obliczeń: |
Wyniki: |
4. Dobieram średnicę elektrody |
||
g = 6 mm |
Dobieram średnicę elektrody otulonej na podstawie tabeli I. g = 5÷10 mm ► Ø = 4÷6 mm Uwzględniając warunek pozycji spawalniczej (spoina pułapowa Ø < 4mm) de = 4 mm
|
de = 4 mm |
5. Dobieram prąd spawania |
||
de = 4 mm
|
Prąd spawania obliczam ze wzoru: Isp = (15+6de).de
Isp = (15+6.4).4=156 [A]
Gęstość prądu spawania obliczam ze wzoru:
isp = 4Isp/πde2
isp = 12,41 [A/mm2]
|
Isp = 156 [A]
isp = 12,41 [A/mm2] |
6. Obliczam przekrój poprzeczny spoiny |
||
g = 6 mm b = 1 mm α = 55° hn = 1,5 mm |
Przekrój poprzeczny spoiny obliczam ze wzoru:
f = g - c = 6 - 0 = 6 [mm]
Fc = 36.1,43+1.6+(6.1,43+0,5).1,5 = 71,1 [mm2]
|
Fc = 71,1 [mm2] |
7. Obliczam liczbę warstw spoiny |
||
Fc = 71,1 mm2 |
Liczbę warstw spoiny obliczam ze wzoru:
gdzie:
Fs1 = 6.de = 24 [mm2] Fs2 = 10.de = 40 [mm2]
n = [(71,1 - 24) / 40] + 1 = 2,18
ponieważ n
|
Fs1 = 24 [mm2] Fs2 = 40 [mm2]
n = 3 |
8. Obliczam prędkość spawania |
||
n = 3 Isp = 156 A Fs1 = 24 mm2 Fs2 = 40 mm2
|
Prędkość spawania obliczam ze wzoru
gdzie:
αsp = 9 [g/A.h] (wsp. natapiania)
γ = 8 [g/cm3] = 8000000 [g/m3] (ciężar właściwy stali)
Ponieważ n > 1, obliczam oddzielnie prędkość spawania dla warstwy I (graniowej) oraz dla pozostałych warstw (wypełniających).
dla warstwy graniowej
Fsp = Fs1 = 24 [mm2] = 0,000024 [m2]
Vsp1 = 9.156/0,000024.8000000 = 7,3125 [m/h]
dla warstw wypełniających
Fsp = Fs2 = 40 [mm2] = 0,00004 [m2]
Vsp2 = 9.156/0,00004.8000000 = 4,3875 [m/h]
|
Vsp1 = 7,3125 [m/h]
Vsp2 = 4,3875 [m/h] |
9. Obliczam czas spawania |
||
Vsp1=7,3125 m/h
Vsp2=4,3875 m/h
L1 = L2 = L3 = = 150 mm
L4 = L5 = L6 = = L7 = dπ = = 300π mm |
Czas spawania obliczam ze wzoru:
gdzie L - długość spoiny danego typu
Lc = ΣL = L1+L2+L3+L4+L5+L6+L7
ponieważ
L1=L2=L3=La i L4=L5=L6=L7=Lb
to
Lc = ΣL = 3.La + 4.Lb
La = 150 [mm] = 0,15 [m] Lb = 300.π [mm] = 0,3 [m]
Lc = 3.0,15 + 4.π.0,3 = 0,45+3,77 = 4,22 [m]
zatem
t = 0,577 + 2.0,962 = 2,5 [h]
|
t = 2,5 [h] |
10. Obliczam całkowity czas spawania |
||
t = 2,5 h |
Całkowity czas spawania obliczam ze wzoru:
tc = t + tpz + tp
gdzie:
tp - czas pomocniczy tp ≅ 5% t = 0,125 [h]
tpz - czas przygotowawczo-zakończeniowy tpz ≅ 20%t = 0,5 [h]
tc = 2,5 + 0,5 + 0,125 = 3,125 [h]
|
tc = 3,125 [h] |
11. Obliczam ciężar spoiny |
||
αsp = 9 g/Ah Isp = 156 A t = 2,5 h |
Ciężar spoiny obliczam ze wzoru:
G = αsp.Isp.t
G = 9.156.2,5 = 3510 [g] = 3,51 [kg]
|
G = 3,51 [kg] |
12. Określam liczbę elektrod |
||
de = 4 mm |
Dokonuję doboru liczby elektrod na 1 kg stopiwa - na podstawie tabeli II.
de = 4 mm ►L = 450 mm ► m = 26
|
m = 26 |
13. Obliczam zużycie energii |
||
t = 2,5 h G = 3,51 kg Es = 2,75 kW |
Sprawność η określam na podstawie tabeli III: spawarka transformatorowa - sprawność η = 0,85
Stratę biegu jałowego s określam na podstawie tabeli IV: spawarka transformatorowa - s = 0,25 [kW/h]
Zużycie energii obliczam ze wzoru:
E = (3,51.2,75/0,85 + 0,25.2,5).2,5 = (11,356 + 0,625).2,5 = 29,95 ≅ 30 [kWh]
|
η = 0,85
s = 0,25 [kW/h]
E = 30 [kWh] |

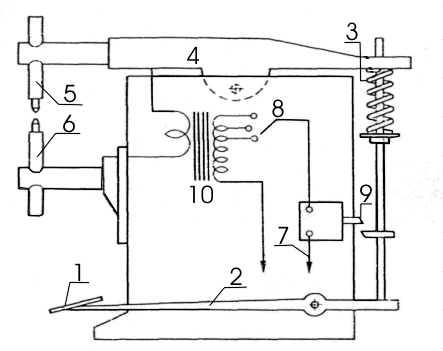
14. Budowa i parametry zgrzewarki punktowej
Parametry:
Napięcie zasilania Un = 220 V (1-50Hz)
Średnia moc bierna Sn = 2,5 kVA
Prąd zgrzewania Iz = 82 kA
Napięcie zgrzewania Uz = 2,5 V
Maksymalny nacisk Fmax = 120 daN
Schemat:
Pedał naciskowy dźwigni
Dźwignia
Sprężyna
Dźwignia z elektrodą ruchomą
Elektroda punktowa (kłowa) górna
Elektroda punktowa (kłowa) dolna
Przewody zasilania
Regulator prądu zgrzewania
Włącznik transformatora
Transformator
Opis:
Operację zgrzewania wykonuje się na maszynie zaopatrzonej w elektrody punktowe (kłowe), między którymi umieszcza się element zgrzewany. W przedstawionej zgrzewarce nacisk na elektrody uzyskuje się za pomocą dźwigni zaopatrzonego w układ dźwigniowy ze sprężyną. Czas przepływu prądu jest regulowany automatycznie, poprzez wyłącznik czasowy zasilacza.
Nacisk na uchwyt 1 wprawia w ruch drążek pionowy oparty na dźwigni 2, która powoduje nacisk sprężyny 3 na koniec dźwigni 4. Elektroda górna 5 zbliża się do elektrody 6, zaciskając blachy. W tym czasie przełącznik 9 włącza prąd doprowadzany z sieci do transformatora 10 przewodami 7. Ramiona zgrzewarki zakończone elektrodami tworzą obwód wtórny transformatora. Za pomocą przełącznika 8 można regulować prąd zgrzewania odpowiednio do grubości łączonych blach (przepuszczając prąd przez mniejszą lub większą liczbę zwojów obwodu pierwotnego). Wyłączenie następuje samoczynnie za pomocą wyłącznika automatycznego umieszczonego w przełączniku 9.
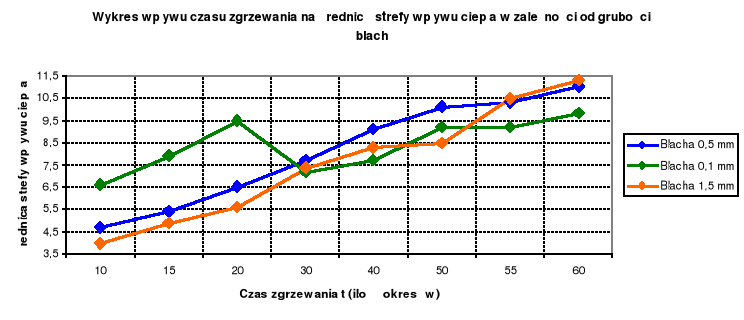
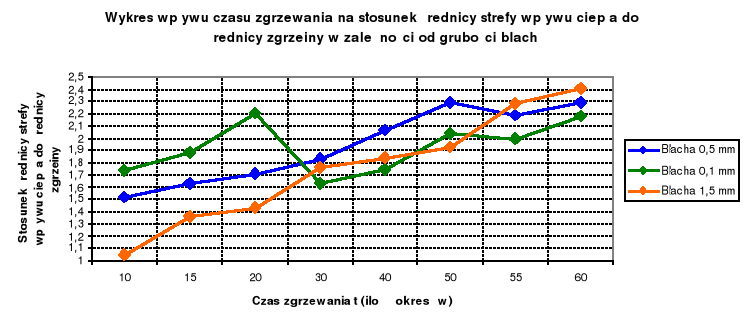
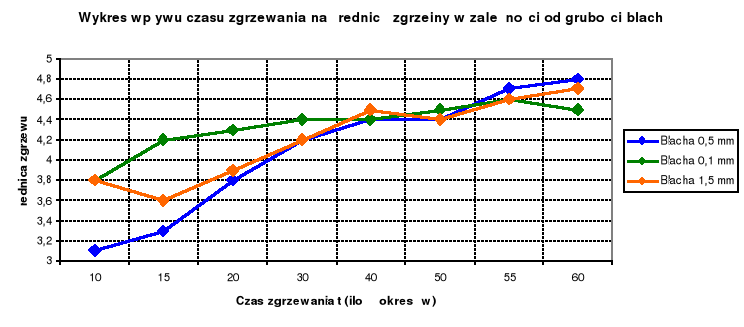
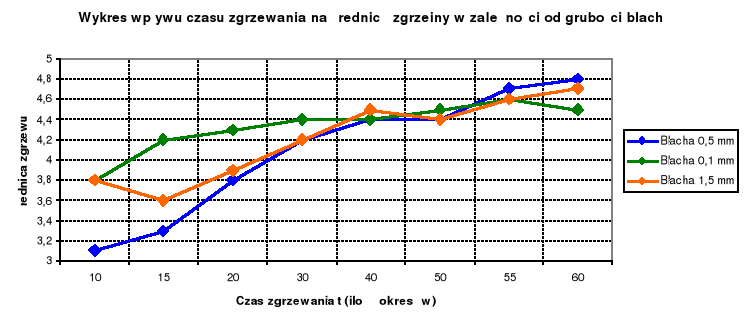
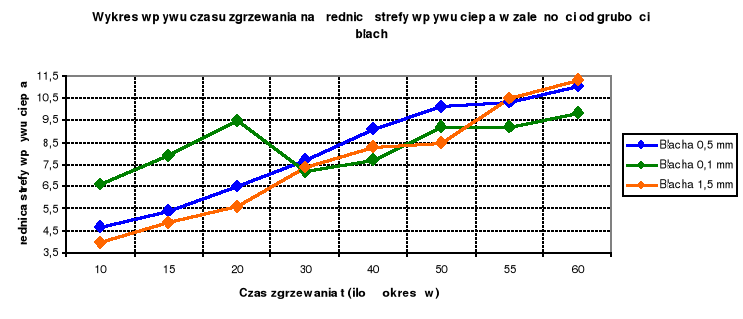
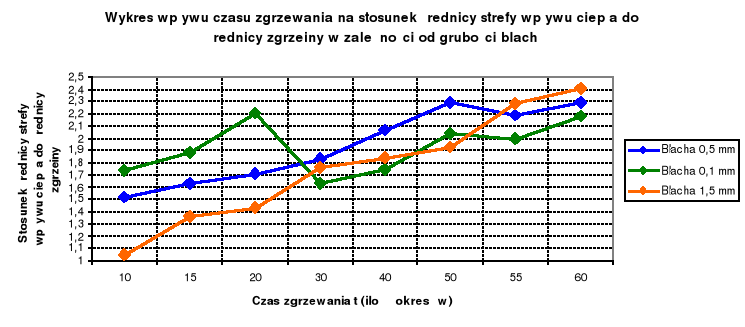
15. Zestawienie wyników pomiarów zgrzewania
Nr zgrzeiny |
Czas zgrzewania (ilość okresów) |
Øz1 [mm] |
Øz2 [mm] |
Øzśr [mm] |
Øsc1 [mm] |
Øsc2 [mm] |
Øscśr [mm] |
Blachy o Gr = 0,5 mm |
|||||||
1 |
10 |
3,1 |
3,1 |
3,1 |
4,6 |
4,8 |
4,7 |
2 |
15 |
3,2 |
3,4 |
3,3 |
5,3 |
5,5 |
5,4 |
3 |
20 |
3,8 |
3,8 |
3,8 |
6,2 |
6,8 |
6,5 |
4 |
30 |
4,2 |
4,2 |
4,2 |
7,6 |
7,8 |
7,7 |
5 |
40 |
4,2 |
4,6 |
4,4 |
8,8 |
9,4 |
9,1 |
6 |
50 |
4,4 |
4,4 |
4,4 |
10,2 |
10,0 |
10,1 |
7 |
55 |
4,7 |
4,7 |
4,7 |
10,3 |
10,3 |
10,3 |
8 |
60 |
4,7 |
4,9 |
4,8 |
11,0 |
11,0 |
11,0 |
Blachy o Gr = 0,1 mm |
|||||||
1 |
10 |
3,8 |
3,8 |
3,8 |
6,6 |
6,6 |
6,6 |
2 |
15 |
4,2 |
4,2 |
4,2 |
8,1 |
7,7 |
7,9 |
3 |
20 |
4,2 |
4,4 |
4,3 |
9,6 |
9,6 |
9,5 |
4 |
30 |
4,4 |
4,4 |
4,4 |
7,2 |
7,2 |
7,2 |
5 |
40 |
4,4 |
4,4 |
4,4 |
7,5 |
7,9 |
7,7 |
6 |
50 |
4,6 |
4,4 |
4,5 |
9,4 |
9,0 |
9,2 |
7 |
55 |
4,8 |
4,4 |
4,6 |
9,3 |
9,5 |
9,2 |
8 |
60 |
4,6 |
4,4 |
4,5 |
9,8 |
9,8 |
9,8 |
Blachy o Gr = 1,5 mm |
|||||||
1 |
10 |
4,0 |
3,6 |
3,8 |
4,0 |
4,0 |
4,0 |
2 |
15 |
3,6 |
3,6 |
3,6 |
5,0 |
4,8 |
4,9 |
3 |
20 |
3,9 |
3,9 |
3,9 |
5,6 |
5,6 |
5,6 |
4 |
30 |
4,2 |
4,2 |
4,2 |
7,4 |
7,4 |
7,4 |
5 |
40 |
4,8 |
4,5 |
4,5 |
8,0 |
8,6 |
8,3 |
6 |
50 |
4,4 |
4,4 |
4,4 |
9,0 |
8,0 |
8,5 |
7 |
55 |
4,6 |
4,6 |
4,6 |
10,8 |
10,2 |
10,5 |
8 |
60 |
4,7 |
4,7 |
4,7 |
11,3 |
11,3 |
11,3 |
Wyszukiwarka
Podobne podstrony:
Moje SPAWALNICTWO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
04 SPAWALNICTWO OLO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
04 SPAWALNICTWO WZ R, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
Część I, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
spawanie do wydruku, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawan
Tabela pomiarów dla blachy 0, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Spraw
Część II, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
1 Strona tytułowa sprawozdaniaa, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sp
04 SPAWALNICTWO MAZ, PW Transport, Gadżety i pomoce PW CD2, PODSTAWY BUDOWY MASZYN, PBM, Piotrek spa
Wykłady-pbm mini, Szkoła, penek, Przedmioty, Elektrotechnika, Teoria, Podstawy Budowy Maszyn
Z2, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Automaty lab, Automaty, Zestawy
Moja ściąga 2. kolos, Szkoła, Semestr 4, Podstawy automatyki
spr 23 moje, Szkoła, Semestr 4, Podstawy elektroniki
aaaasas, Szkoła, Semestr 4, Podstawy elektroniki, Bart
Badanie efektywnosci pracy hamulca tasmowego1, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UT
Z9, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Automaty lab, Automaty, Zestawy
elektronika ćw 4- tyrystor i trika, Szkoła, Semestr 4, Podstawy elektroniki, Bart, Podstawy Elektron
więcej podobnych podstron