Spawalnictwo
1a. Zwymiarowany szkic spawanego elementu z naniesionymi złączami, kolejnością spawania poszczególnych elementów (1-7) oraz spoinami szczepnymi (kolor zielony).
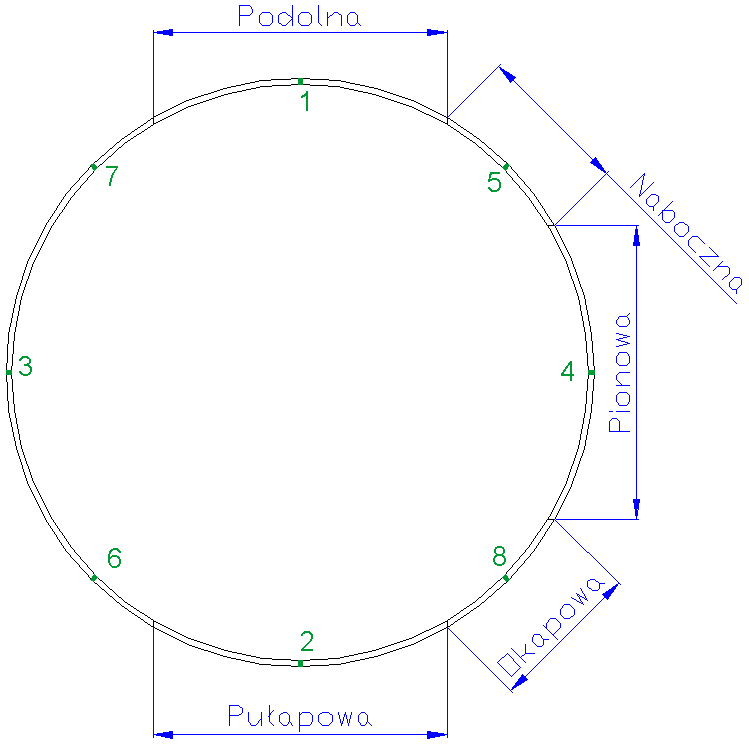
1b. Pozycje spawalnicze:
Dla spawań o numerach kolejnych 1-3
pozycja naścienna. Dla spawań 4-7 pozycje
zmienne jak na rysunku.
(kolorem zielonym ozn. spoiny
szczepne i kolejność szczepiania)
2. Zwymiarowany dobrany rowek spawalniczy.
3. Obliczenia technologiczne.
Dane: |
Tok obliczeń: |
Wyniki: |
4. Dobieram średnicę elektrody |
||
g =10 mm |
Dobieram średnicę elektrody otulonej na podstawie tabeli I. g = 5÷10 mm ► Ø = 4÷6 mm Uwzględniając warunek pozycji spawalniczej (spoina pułapowa Ø < 4mm) de = 4 mm
|
de = 4 mm |
5. Dobieram prąd spawania |
||
de = 4 mm
|
Prąd spawania obliczam ze wzoru: Isp = (15+6de).de
Isp = (15+6.4).4=156 [A]
Gęstość prądu spawania obliczam ze wzoru:
isp = 4Isp/πde2
isp = 12,41 [A/mm2]
|
Isp = 156 [A]
isp = 12,41 [A/mm2] |
6. Obliczam przekrój poprzeczny spoiny |
||
g = 10 mm b = 1 mm α = 55° hn = 1,5 mm |
Przekrój poprzeczny spoiny obliczam ze wzoru:
f = g - c = 10 - 0 = 10 [mm]
Fc = 52+10+(5,2+0,5).1,5 = 70,55 [mm2]
|
Fc = 70,55[mm2] |
7. Obliczam liczbę warstw spoiny |
||
Fc = 70,55 mm2 |
Liczbę warstw spoiny obliczam ze wzoru:
gdzie:
Fs1 = 6.de = 24 [mm2] Fs2 = 10.de = 40 [mm2]
n = [(70,55 - 24) / 40] + 1 = 2,16375
ponieważ n
|
Fs1 = 24 [mm2] Fs2 = 40 [mm2]
n = 3 |
8. Obliczam prędkość spawania |
||
n = 3 Isp = 156 A Fs1 = 24 mm2 Fs2 = 40 mm2
|
Prędkość spawania obliczam ze wzoru
gdzie:
αsp = 9 [g/A.h] (wsp. natapiania)
γ = 8 [g/cm3] = 8000000 [g/m3] (ciężar właściwy stali)
Ponieważ n > 1, obliczam oddzielnie prędkość spawania dla warstwy I (graniowej) oraz dla pozostałych warstw (wypełniających).
dla warstwy graniowej
Fsp = Fs1 = 24 [mm2] = 0,000024 [m2]
Vsp1 = 9.156/0,000024.8000000 = 7,3125 [m/h]
dla warstw wypełniających
Fsp = Fs2 = 40 [mm2] = 0,00004 [m2]
Vsp2 = 9.156/0,00004.8000000 = 4,3875 [m/h]
|
Vsp1 = 7,3125 [m/h]
Vsp2 = 4,3875 [m/h] |
9. Obliczam czas spawania |
||
Vsp1=7,3125 m/h
Vsp2=4,3875 m/h
L1 = L2 = L3 = = 300 mm
L4 = L5 = L6 = = L7 = dπ = = 850π mm |
Czas spawania obliczam ze wzoru:
gdzie L - długość spoiny danego typu
Lc = ΣL = L1+L2+L3+L4+L5+L6+L7
ponieważ
L1=L2=L3=La i L4=L5=L6=L7=Lb
to
Lc = ΣL = 3.La + 4.Lb
La = 300 [mm] = 0,3 [m] Lb = 850.π [mm] = 0,85 [m]
Lc = 3.0,3 + 4.π.0,85 = 0,9+10,676 = 11,576 [m]
zatem
t = 1,583 + 5,277 = 6,86 [h]
|
t = 6,86 [h] |
10. Obliczam całkowity czas spawania |
||
t = 6,86 h |
Całkowity czas spawania obliczam ze wzoru:
tc = t + tpz + tp
gdzie:
tp - czas pomocniczy tp ≅ 5% t = 0,343 [h]
tpz - czas przygotowawczo-zakończeniowy tpz ≅ 20%t = 1,372 [h]
tc = 6,86 + 0,343 + 1,372 = 8,575 [h]
|
tc = 8,575 [h] |
11. Obliczam ciężar spoiny |
||
αsp = 9 g/Ah Isp = 156 A t = 6,86 h |
Ciężar spoiny obliczam ze wzoru:
G = αsp.Isp.t
G = 9.156.2,5 = 9631,44 [g] = 9,63 [kg]
|
G = 9,63 [kg] |
12. Określam liczbę elektrod |
||
de = 4 mm |
Dokonuję doboru liczby elektrod na 1 kg stopiwa - na podstawie tabeli II.
de = 4 mm ►Lelektrody = 450 mm ► ls= = 26
Obliczam liczbę elektrod le=Gls/1000 le=250,38 czyli potrzeba 251 elektrod
|
ls = 26
le=251 |
13. Obliczam zużycie energii |
||
t = 6,86 h G = 9,63 kg Es = 2,75 kW |
Sprawność η określam na podstawie tabeli III: spawarka transformatorowa - sprawność η = 0,85
Stratę biegu jałowego s określam na podstawie tabeli IV: spawarka transformatorowa - s = 0,25 [kW/h]
Zużycie energii obliczam ze wzoru:
E = (9,63.2,75/0,85 + 0,25.6,86).6,86 = (31,156 + 1,715).6,86 = 225,495 ≅ 225 [kWh]
|
η = 0,85
s = 0,25 [kW/h]
E = 225 [kWh] |

Wyszukiwarka
Podobne podstrony:
04 SPAWALNICTWO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
04 SPAWALNICTWO OLO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
04 SPAWALNICTWO WZ R, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
Część I, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
spawanie do wydruku, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawan
Tabela pomiarów dla blachy 0, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Spraw
Część II, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
1 Strona tytułowa sprawozdaniaa, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sp
04 SPAWALNICTWO MAZ, PW Transport, Gadżety i pomoce PW CD2, PODSTAWY BUDOWY MASZYN, PBM, Piotrek spa
ćw 26 - sprawko moje kopia, Szkoła, Semestr 4, Podstawy elektroniki, Bart, Podstawy Elektroniki LAB,
moje wzory, Szkoła, Semestr 5, Podstawy Eksploatacji Technicznej, pety
Wykłady-pbm mini, Szkoła, penek, Przedmioty, Elektrotechnika, Teoria, Podstawy Budowy Maszyn
spr 23 moje, Szkoła, Semestr 4, Podstawy elektroniki
Cwiczenie 1 moje - obiekt dynamiczny linowy, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, A
ćw 26 - sprawko moje, Szkoła, Semestr 4, Podstawy elektroniki, Bart, Podstawy Elektroniki LAB, Podst
Cwiczenie 2 - Regulatory dwustawne moje, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Autom
Z2, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Automaty lab, Automaty, Zestawy
więcej podobnych podstron