Spawalnictwo.
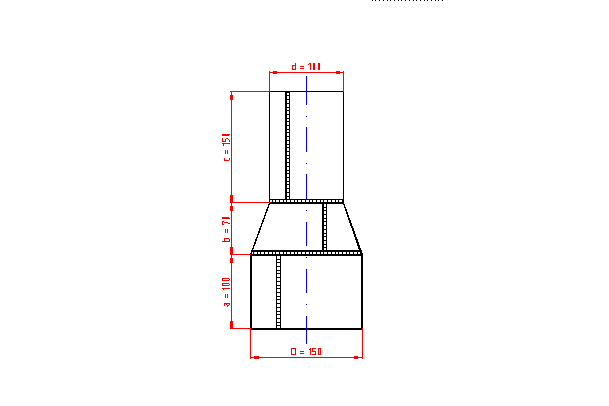
Szkic spawanego elementu z naniesionym na niego rodzajem:
złącza,
pozycji spawalniczych,
spoin szczepnych.
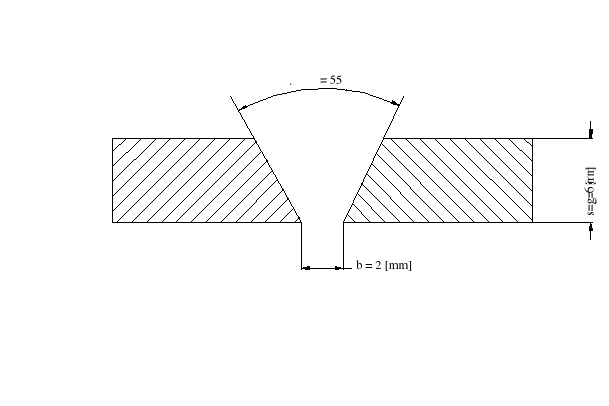
Szkic dobranego rowka spawalniczego wraz z wymiarami.
Obliczenia technologiczne.
DANE: |
TOK OBLICZEŃ: |
WYNIKI: |
DOBÓR ŚREDNICY ELEKTRODY. |
||
g = 6 [mm] |
Doboru średnicy elektrody otulonej dokonałam na podstawie tabeli I: g = 5 ÷ 10 [mm] ⇒ * = 4 ÷ 6 [mm] ⇒ dc = 5 [mm].
|
dc= 5 [mm] |
DOBÓR PRĄDU SPAWANIA. |
||
dc= 5 [mm] |
Prąd spawania obliczam ze wzoru:
Gęstość prądu spawania obliczam ze wzoru:
|
Isp = 225 [A]
isp = 11,46 |
OBLICZANIE PRZEKROJU POPRZECZNEGO SPOINY. |
||
g = 6 [mm] |
Przekrój spoiny obliczam ze wzoru: f = g - c = 6 - 0 = 6 [mm]
|
Fc=38,96 [mm2] |
OBLICZANIE LICZBY WARSTW SPOIN. |
||
dc= 5 [mm] Fc=38,96 [mm2] |
Liczbę warstw spoin obliczam ze wzoru: Fs1 = 6 ⋅ dc = 6 ⋅ 5 = 30 [mm2] Fs2 = 10 ⋅ dc = 10 ⋅ 5 = 50 [mm2]
|
n =1,18 |
OBLICZANIE PRĘDKOŚCI SPAWANIA. |
||
n =1,18 Isp = 225 [A] Fs1 = 30 [mm2] Fs2 = 50 [mm2]
|
Prędkość spawania obliczam ze wzoru:
gdzie:
W przypadku, gdy n > 1 należy obliczyć prędkość spawania warstwy I (graniowej) oraz prędkość spawania warstw następujących (wypełniających).
Fsp = Fsp1 = 30 [mm2] = 0,00003 [m2]
Fsp = Fsp2 = 50 [mm2] = 0,00005 [m2]
|
Vsp1 = 8,44
Vsp2 = 5,06
|
OBLICZANIE CZASU SPAWANIA. |
||
a = 100 [mm] b = 70 [mm] c = 150 [mm] D = 150 [mm] d = 100 [mm] n = 1,18
Vsp1 = 8,44
Vsp2 = 5,06 |
Czas spawania obliczam ze wzoru:
gdzie: L - długość spoiny danego typu.
LD = Π ⋅ D =3,14 ⋅ 150 = 471 [mm] = 0,47 [m]
Ld = Π ⋅ d =3,14 ⋅ 100 = 314 [mm] = 0,31 [m]
t = ta + tb + tc + tLD +tLd = 0,01 + 0,01 + 0,02 + 0,06 + 0,04 = 0,14 [h]
|
t = 0,14 [h] |
OBLICZANIE CZASU CAŁKOWITEGO SPAWANIA. |
||
t = 0,14 [h] |
Czas spawania obliczam ze wzoru: tc = tpz + t + tp gdzie: czas pomocniczy: tp ≅ 5% ⋅ t = 5% ⋅ 0,14 = 0,007 [h] czas przygotowawczo-zakończeniowy: tpz ≅ 20% ⋅ t = 20% ⋅ 0,14 = 0,028 [h] tc = tpz + t + tp = 0,03 + 0,14 + 0,01 = 0,18 [h]
|
tc = 0,18 [h] |
OBLICZANIE CIĘŻARU SPOINY. |
||
Isp = 225 [A] t = 0,14 [h] |
Ciężar spoiny obliczam ze wzoru: G = αsp ⋅ Isp ⋅ t = 9 ⋅ 225 ⋅ 0,14 = 283,5 [g]
|
G = 283,5 [g] |
OKREŚLENIE LICZBY ELEKTROD. |
||
dc= 5 [mm] |
Doboru liczby elektrodna 1 kg stopiwa dokonałam na podstawie tabeli II: dc = 5 [mm] ⇒ L = 350 [mm] ⇒ m = 22.
|
m = 22 |
OBLICZANIE ZUŻYCIA ENERGII. |
||
G = 0,28 [kg] t = 0,14 [h] |
Sprawność określiłam na podstawie tabeli III: rodzaj spawarki: spawarka prądu stałego; sprawność: η = 0,5 ÷ 0,65 ⇒ η = 0,58
Stratę biegu jałowego określiłam na podstawie tabeli IV: rodzaj spawarki: spawarka prądu stałego strata biegu jałowego: s = 1,5 ÷ 2,5 [kW/h] ⇒ s = 2 [kW/h]
Es - na 1 kg spoiwa potrzeba jest 2,5 ÷ 3 [kW] energii ⇒ Es = 2,75 [kW]
Zużycie energii obliczam ze wzoru:
|
|

Zestawienie wyników pomiarów ze zgrzewalnictwa.
Zgrzewarka * = 20.
Tabela wynikowa dla blachy 1.
Nr zgrzeiny |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Czas zgrzewania |
4 |
12 |
20 |
30 |
40 |
48 |
56 |
64 |
72 |
80 |
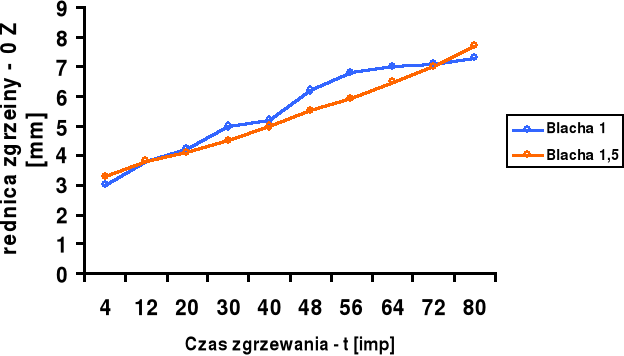
Średnica zgrzeiny |
3 |
3,8 |
4,2 |
5 |
5,2 |
6,2 |
6,8 |
7 |
7,1 |
7,3 |
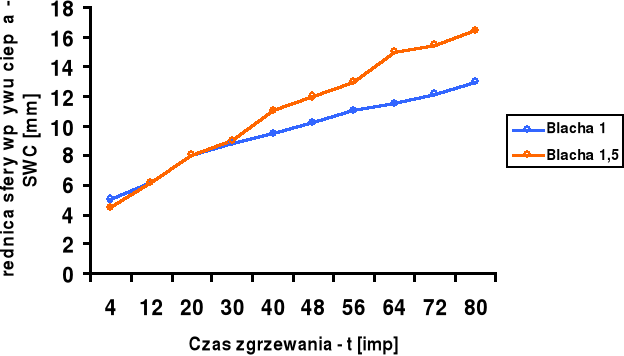
Średnica strefy wpływu ciepła |
5 |
6,2 |
8 |
8,8 |
9,5 |
10,2 |
11 |
11,5 |
12,2 |
13 |
Tabela wynikowa dla blachy 1,5.
Nr zgrzeiny |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Czas zgrzewania |
4 |
12 |
20 |
30 |
40 |
48 |
56 |
64 |
72 |
80 |
Średnica zgrzeiny |
3,3 |
3,8 |
4,1 |
4,5 |
5 |
5,5 |
5,9 |
6,5 |
7 |
7,7 |
Średnica strefy wpływu ciepła |
4,5 |
6,2 |
8 |
9 |
11 |
12 |
13 |
15 |
15,5 |
16,5 |
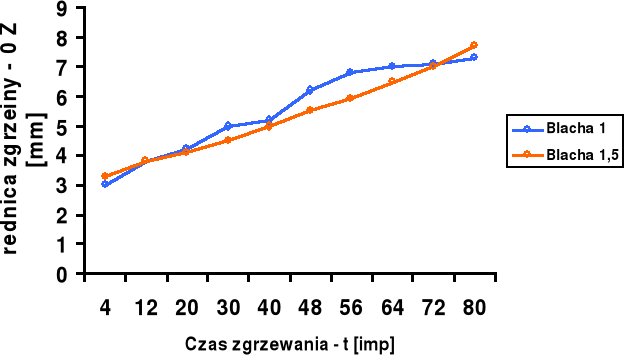
Wyk. 1. Wykres wpływu parametrów zgrzewania na średnicę zgrzeiny w zależności od grubości blach.
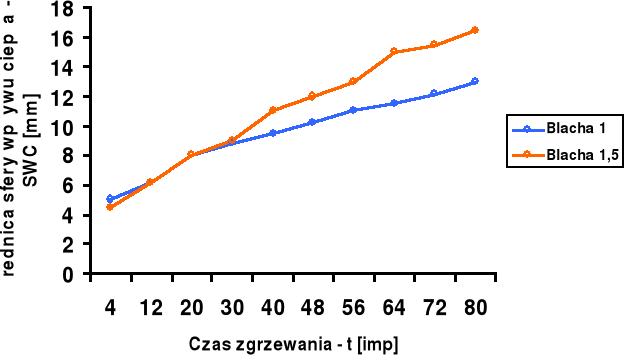
Wyk. 2. Wykres wpływu parametrów zgrzewania na średnicę sfery wpływu ciepła w zależności od grubości blach.
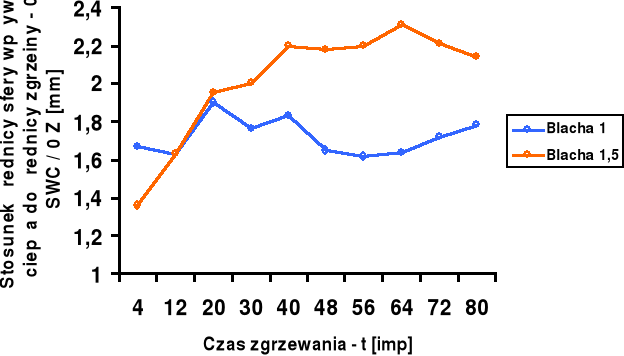
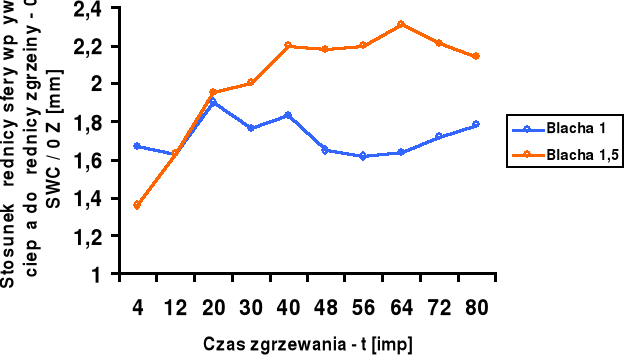
Wyk. 3. Wykres wpływu parametrów zgrzewania na stosunek średnicy sfery wpływu ciepła do średnicy zgrzeiny w zależności od grubości blach.
Spawalnictwo.
1.
Wyszukiwarka
Podobne podstrony:
04 SPAWALNICTWO OLO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
04 SPAWALNICTWO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
Moje SPAWALNICTWO, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
sprawko pbm, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, PBM'y
Część I, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
spawanie do wydruku, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawan
Tabela pomiarów dla blachy 0, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Spraw
Część II, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sprawko Spawanie, Sprawko
1 Strona tytułowa sprawozdaniaa, Szkoła, Semestr 2, Podstawy Budowy Maszyn I, Spawanko, Spawanie, Sp
04 SPAWALNICTWO MAZ, PW Transport, Gadżety i pomoce PW CD2, PODSTAWY BUDOWY MASZYN, PBM, Piotrek spa
Wykłady-pbm mini, Szkoła, penek, Przedmioty, Elektrotechnika, Teoria, Podstawy Budowy Maszyn
Z2, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Automaty lab, Automaty, Zestawy
Moja ściąga 2. kolos, Szkoła, Semestr 4, Podstawy automatyki
spr 23 moje, Szkoła, Semestr 4, Podstawy elektroniki
aaaasas, Szkoła, Semestr 4, Podstawy elektroniki, Bart
Badanie efektywnosci pracy hamulca tasmowego1, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UT
Z9, Szkoła, Semestr 5, Podstawy Automatyki - laboratoria, Automaty lab, Automaty, Zestawy
elektronika ćw 4- tyrystor i trika, Szkoła, Semestr 4, Podstawy elektroniki, Bart, Podstawy Elektron
więcej podobnych podstron