POLITECHNIKA LUBELSKA |
LABORATORIUM METROLOGII |
||
Temat ćwiczenia: POMIAR DOKŁADNOŚCI GEOMETRYCZNEJ WAŁKÓW. |
|||
Imię i nazwisko: |
Grupa: |
Data: |
Ocena: |
1. Fila Rafał 2. Bodys Adam 3. Iwan Tomasz |
MD.104.1a |
99-05-07 |
|
Wstęp teoretyczny
Podczas procesu obróbki, rzeczywiste kształty gotowych elementów, w mniejszym lub większym stopniu odbiegają od założonych. Rozbieżności te to odchyłki kształtu i położenia.
W przypadku powierzchni walcowych odchyłki kształtu to:
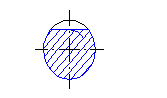
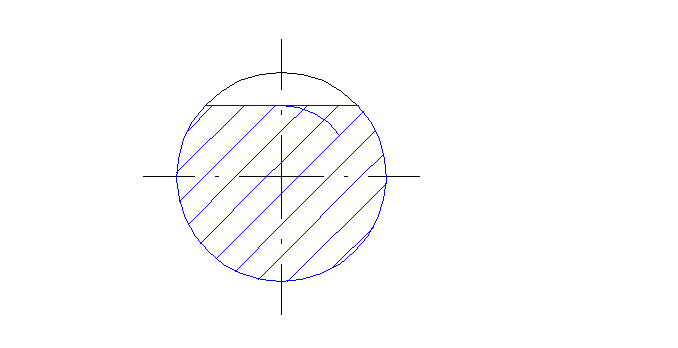
Odchyłka kołowości - największa odległość między kołem rzeczywistym a kołem przylegającym (rys.1.).
Rys.1. Odchyłka kołowości.
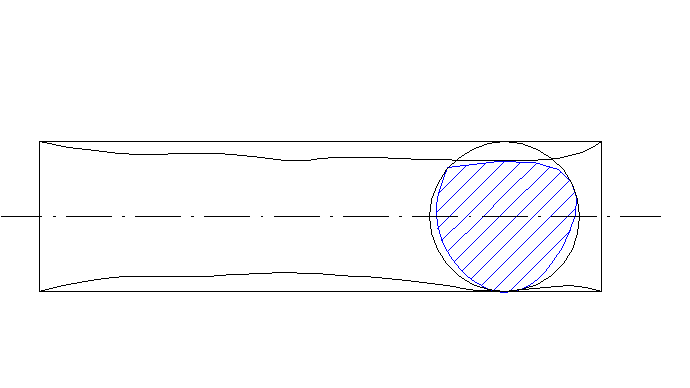
Odchyłka walcowości - największa odległość między walcem rzeczywistym a walcem przylegającym (rys.2.).
Rys.2. Odchyłka walcowości.
Odmiany błędów kształtu powierzchni walcowych przedstawiają poniższe rysunki:
Owalność - Graniastość
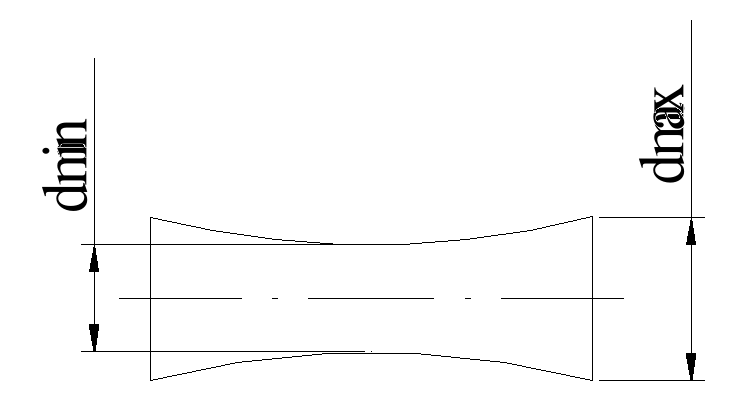
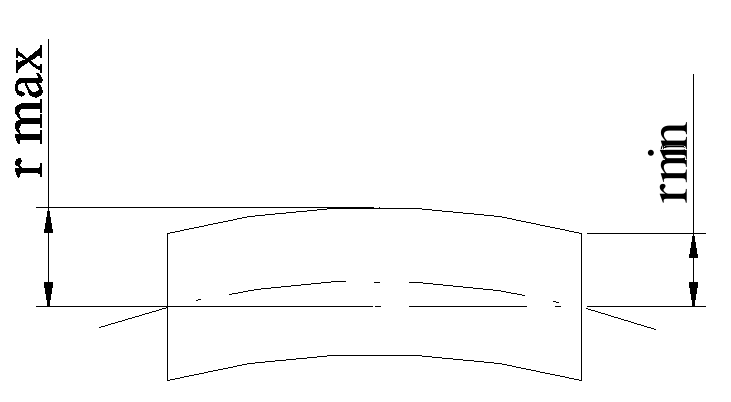
- Spłaszczenie - Wygięcie

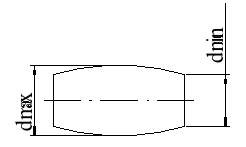
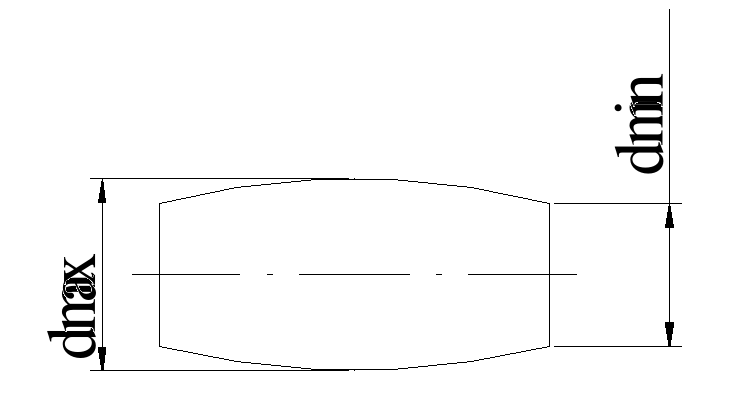
Baryłkowość
;
bezdotykowym - mikroskopy warsztatowe lub uniwersalne, projektory optyczne, przyrządy pneumatyczne;
Pomiar kołowości.
Kołowość można mierzyć następującymi metodami :
metodą odniesienia - polega na ocenie położenia rozpatrywanych punktów od jednego lub kilku innych punktów zarysu ;
metodą bezodniesieniową - polega na ocenie różnicy odległości poszczególnych punktów .
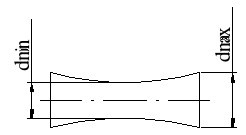
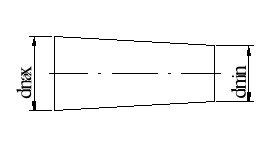
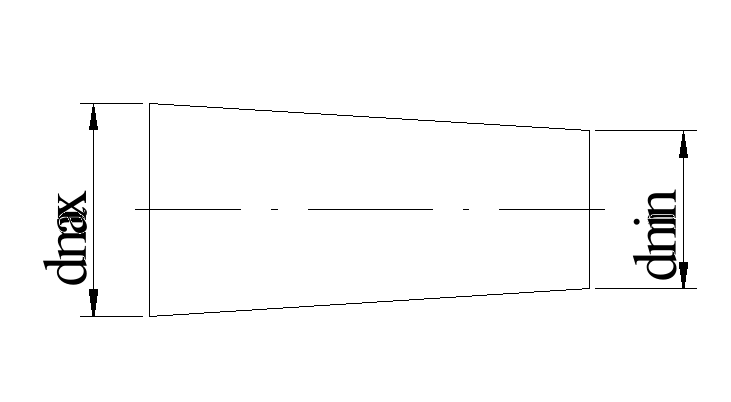
Siodłowość - Stożkowość
Pomiar średnic zewnętrznych.
Pomiary średnic zewnętrznych mogą być dokonywane na dwa sposoby tj.:
z określonym dociskiem pomiarowym - suwmiarki, mikrometry, przyrządy czujnikowe kątów zarysu od środka okręgu odniesienia . Szczególnymi przypadkami odchyłek kołowości są: owalność i graniastość( trzykątna, czterokątna, pięciokątna, nieregularna
Owalność określa się różnicą największej i najmniejszej średnicy w przekrojach wzajemnie prostopadłych, przy czym jest ona podwójną wielkością odchyłki kołowości. Miarą graniastości jest odchyłka kołowości. W zależności od kształtu zarysu rzeczywistego, graniastość może być trzykątna, czterokątna itp. Kształt graniastości zależy od technologii obróbki danego elementu.
Zestawienie wyników pomiaru
Wyznaczona średnica wałka:
suwmiarką:
1. ![]()
24,05 mm po obrocie o 900 ![]()
24,05 mm
2 ![]()
24,05 mm po obrocie o 900 ![]()
24,05 mm
3 . ![]()
24,05 mm po obrocie o 900 ![]()
24,05 mm
mikromierzem:
1 . ![]()
24,07 mm po obrocie o 900 ![]()
24,07mm
2 . ![]()
24,07 mm po obrocie o 900 ![]()
24,07mm
3 . ![]()
24,05mm po obrocie o 900 ![]()
24,05mm
passametrem:
1 ![]()
24,060 mm po obrocie o 900 ![]()
24,060 mm
2 ![]()
24,064 mm po obrocie o 900 ![]()
24,064 mm
3 ![]()
24,040 mm po obrocie o 900 ![]()
24,040mm
Wyznaczone wartości odchyłek okrągłości:
metodą trzystykową ( czujnik indukcyjny ): 1

S=2
2. ![]()
S=2 ![]()
3 . ![]()
S=2 ![]()
Wyznaczone wartości odchyłek walcowości:odchyłkę walcowości wyznaczaliśmy czujnikiem indukcyjnym stwierdziliśmy stożkowość wynosi ona :

Wyznaczenie błędu walcowości
Wyznaczanie błędu walcowości za pomocą passametru.
![]()
![]()
![]()
![]()
![]()
Wnioski
Na podstawie otrzymanych wyników stwierdziliśmy że wymiary wałka ulegają zmianie wraz ze zmianą miejsca pomiaru . Wynika to z nieprawidłowości wykonania przedmiotu . Stwierdziliśmy ponadto stożkowatość i baryłkowatość badanego przedmiotu.
4
Wyszukiwarka
Podobne podstrony:
Drgania Ćwiczenie nr 13, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Laborka, Lab
Drgania Ćwiczenie nr 5 +wykres, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Labor
Projekt - akademik, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Spr
04, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Sprawozdania, spraw
Projekt sieci do akademika ucelni wyższej, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozd
Protokół(Miernictwo 3), Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania,
Projekt komputerowego projektowania układów i syst. ster, Politechnika Lubelska, Studia, semestr 5,
Kompensacja prądów ziemnozwarciowych(Protokól), Politechnika Lubelska, Studia, semestr 5, Sem V, Spr
Drgania Ćwiczenie nr 13 +, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Laborka, L
Auto-2~1, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Sprawozdania,
przekładniki prądowe, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, S
Drgania Ćwiczenie nr 13, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Laborka, Lab
06, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Sprawozdania, Labor
20'', Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Sprawozdania, Lab
BLUMEN, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Elektryczny, ENERGOELEKTRONIK
POLITECHNIKA LUBELSKA, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, MATERIAŁOZNAS
10, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, sprawozdania, Sprawozdania, Labor
więcej podobnych podstron