Według jakich kryteriów można podzielić znaki stosowane w celu rozróżnienia, zidentyfikowania oznakowanych towarów oraz wymień klasy materiałów niebezpiecznych.
Znaki stosowane w celu rozróżnienia, zidentyfikowania oznakowanych towarów można podzielić wg kryteriów:
Przekazywania treści (związane z produktem, opakowaniem, dotyczące warunków przechowywania, transportu i użytkowania, ekologiczne oraz logistyczne);
Forma graficzna (znaki graficzne, symbole graficzne, symbole obrazkowe- wywołujące określone skojarzenia przedmiotów, towarów).
Kasy materiałów niebezpiecznych to:
Klasa 1- materiały i przedmioty wybuchowe,
Klasa 2- gazy sprężone, skroplone lub rozproszone pod ciśnieniem,
Klasa 3- ciecze łatwopalne,
Klasa 4- materiały stałe łatwopalne,
Klasa 5- materiały utleniające i nadtlenki organiczne,
Klasa 6- materiały toksyczne i zakaźne,
Klasa 7- materiały promieniotwórcze,
Klasa 8- materiały powodujące korozję,
Klasa 9- różne materiały i przedmioty niebezpieczne.
Wymień i opisz grupy znaków umieszczanych na opakowaniach jednostkowych.
Wyróżniamy następujące grupy znaków umieszczonych na opakowaniach jednostkowych:
Znaki zasadnicze, umożliwiające identyfikacje wyrobu i wytwórcy:
Nazwa wyrobu: znak powinien wyrażać nazwę handlową, użytkową lub chemiczną wyrobu,
Znak firmowy: znak powinien wyrażać pełną lub skróconą nazwę wytwórcy lub zakładu pakującego,
Zastosowanie wyrobu: znak powinien określać zastosowanie wyrobu, jeżeli nie wynika ono z jego nazwy,
Znaki informacyjne, informujące o niektórych cechach wyrobu w celu bliższego poznania jego właściwości, przydatności, ilości, wartości itp.
Skład wyrobu,
Ilość,
Data produkcji i ważności,
Termin przydatności do spożycia,
Kraj pochodzenia wyrobu,
Sposób użycia,
Numer normy,
Numer serii produkcyjnej.
Znaki niebezpieczne, wskazujące na niebezpieczne dla ludzi i otoczenia cechy wyrobu, w celu zastosowania specjalnych środków ostrożności w czasie przechowywania, przemieszczania i użytkowania.
Znaki manipulacyjne, wskazujące na konieczność zastosowania określonego sposobu obchodzenia się z opakowaniem w czasie manipulacji związanych z przechowywaniem, przemieszczaniem i użytkowaniem.
Znaki reklamowe, mają na celu zachęcenie do kupna danego wyrobu, mogą reklamować produkt lub producenta.
Opisać krótko najczęściej spotykane oznaczenia reklamowe oraz podać funkcję, cel oznaczenia reklamowego.
Oznaczenia reklamowe pełnią funkcję reklamową i promocyjną. Ich celem jest przekonanie konsumenta o wyjątkowości produktu, zachęcenie do zakupu oraz wyróżnienie się spośród produktów konkurencyjnych. Do najczęściej spotykanych oznaczeń reklamowych zalicza się:
Znak przedstawiający medal, kilka medali, wizerunek różnych statuetek i nagroda na etykiecie opakowania lub na produkcie.
Godło „Teraz Polska” to prestiżowa nagroda polska, przyznawana krajowym przedsiębiorstwom produkcyjnym, usługowym i innym organizacjom, które swoimi produktami wyróżniają się w kraju, Europie i na świecie,
Etykieta „Made in Europe” jako gwarancja jakości europejskiej oraz promocji wyrobów europejskich, mające na celu wyróżnienie ich spośród tanich masowych tekstyliów azjatyckich.
Opisz krótko znaki jakości produktu: znak bezpieczeństwa, znaki jakości oraz znak „Europen Keymark” oraz podaj definicję Eko-znaku.
Znaki jakości produktu:
Znak bezpieczeństwa „B” daje dodatkowe gwarancje niezawodności, trwałości i funkcjonalności wyrobu.
Tryb certyfikacji na ten znak obejmuje badania pełne wyrobu, ocenę systemu jakości dostawcy oraz nadzór w okresie ważności certyfikacji.
Znak jakości „Q” jest zastrzeżonym znakiem, który może być przyznawany wyrobom krajowym i zagranicznym produkowanym seryjnie, charakteryzującym się ponadstandardową jakością, walorami użytkowymi, zdrowotnymi oraz spełniającym wymagania dotyczące bezpieczeństwa użytkowania i ochrony środowiska.
Znak „Europen Keymark” jest znakiem potwierdzającym zgodność wyrobów z wymaganiami norm europejskich EN.
Eko-znak czyli ekologiczna etykieta, którą umieszcza się na towarach proekologicznych tzn. takich, których proces wytwarzania nie jest szkodliwy dla środowiska a zużycie energii zminimalizowane, wykorzystywany surowiec nie jest toksyczny i nie może pochodzić z recyklingu.
Ponadto opakowanie produktu jest sprowadzone do niezbędnego minimum i może być powtórnie wykorzystane. Ekoznakowanie oznacza także, że sam produkt lub jego składniki nie były testowane na zwierzętach.
Podaj definicję materiałów powłokotwórczych oraz napisz krótko czym są farby oraz lakiery.
Materiały powłokotwórcze są produktami ciekłymi lub stałymi (proszkowymi) przeznaczonymi do nanoszenia na podłoże w formie warstwy, która w odpowiednich warunkach tworzy stałą zwięzłą z podłożem powłokę o określonych właściwościach ochronnych i dekoracyjnych oraz określonej wytrzymałości mechanicznej , odporności chemicznej i cieplnej.
Podstawowymi składnikami materiałów powłokotwórczych jest substancja błonotwórcza, pigmenty, barwniki, wypełniacze, rozpuszczalniki, rozcieńczalniki i różne środki pomocnicze oraz dodatki uszlachetniające.
Farbami- nazywamy układy zawierające podstawowe składniki, dajace powłoki nieprzezroczyste (tzn. powłoki pigmentowe).
Lakierami- nazywamy układy bez pigmentów i napełniaczy, z których powstają powłoki przezroczyste (transparentne).
Narysuj schemat budowy powłoki jednowarstwowej oraz wielowarstwowej.
Wyjaśnij pojęcie powłoki wielowarstwowej.
Powłoka wielowarstwowa - to powłoka składająca się z dwóch lub więcej materiałów, przy czym mogą to być warstwy tego samego materiału rozdzielone podwarstwą, bądź różnych materiałów i wtedy może, ale nie musi, być stosowana podwarstwa. Najprostszą powłoką wielowarstwową jest powłoka dwuwarstwowa elektrolityczna niklowo - chromowa (nakładana np. na części samochodowe, motocyklowe i niektóre przedmioty codziennego użytku) zewnętrzna warstwa chromowa nadaje powłoce wygląd błyszczący, wewnętrzna wiąże ją z pokładem.
Podział powłok ze względu na przeznaczenie.
ochronne - są to powłoki, których zadaniem jest wyłącznie ochrona przedmiotu przed szkodliwym wpływem otaczającego środowiska , głównie atmosfery i czynników chemicznych oraz przed oddziaływaniami mechanicznymi.
dekoracyjne - służą przede wszystkim do nadawania przedmiotowi metalowemu lub niemetalowemu estetycznego wyglądu zewnętrznego, o którym decydują przede wszystkim: barwa, połysk oraz odporność na pokrywanie się nalotem.
ochronno - dekoracyjne - służą do zabezpieczania przedmiotu przed korozją i przed lekkimi uszkodzeniami mechanicznymi, jak również do nadania mu estetycznego wyglądu.
techniczne - służą do nadania wyrobowi określonych właściwości fizycznych, mechanicznych, elektrycznych i termicznych.
Podział powłok ze względu na sposób nakładania.
galwaniczne - do powłok tej grupy należą powłoki nakładane z kąpieli galwanicznej bez lub przy zastosowaniu zewnętrznego źródła prądu: powłoki elektrolityczne, chemiczne (bezprądowe), konwersyjne.
zanurzeniowe - powłoki uzyskiwane przez zanurzenie całego przedmiotu lub jego fragmentu do kąpieli materiału powłokowego: powłoki ogniowe, malarskie.
natryskowe - są wytwarzane w procesie powlekania powierzchni różnych przedmiotów (metalowych i niemetalowych) warstwą metalu powłokowego, polegające na rozpyleniu materiału powłokowego ( za pomocą pistoletu) na drobne cząstki i nadaniu im dużej energii kinetycznej.
platerowe - są to powłoki o grubości dochodzącej do kilku milimetrów z metalu bardziej szlachetnego lub bardziej dekoracyjnego nanoszone na podłoża z metalu mniej szlachetnego.
Napisz na czym polega metoda odtłuszczania.
Odtłuszczanie - polega na usunięciu z powierzchni podłoża wszelkich zanieczyszczeń stałych i olejowych.
Zabieg przeprowadza się przez zanurzenie powierzchni podłoża w wannie stalowej, podgrzaniu jej do temperatury 70-90 stopni C i ciągłym mieszaniu z użyciem biodegradalnych kompozycji w skład których wchodzą związki nieorganiczne i organiczne.
Wyróżniamy następujące rodzaje odtłuszczania:
odtłuszczanie w rozpuszczalnikach organicznych przy użyciu benzyny, nafty,
odtłuszczanie w roztworach alkaicznych - polega na zmydleniu tłuszczów roślinnych i zwierzęcych oraz olejów mineralnych. Zabieg przeprowadza się przez zanurzenie w wannie stalowej zaopatrzonej w urządzenia do podgrzewania i mieszania w temperaturze 70 - 90 stopni C, a czas odtłuszczania jest rzędu kilku minut.
Napisz na czym polega metoda suchego lodu.
W urządzeniu do czyszczenia znajduje się pojemnik, z którego poprzez lej grudki suchego lodu są przy pomocy dozownika transportowane do węża wyjściowego. Jednocześnie pistolet strumieniowy "napędzany" sprężonym powietrzem wytwarza podciśnienie, na skutek czego grudki suchego lodu są łagodnie zasysane, a następnie przyspieszane do prędkości przepływu wielkości ok. 300m/s. Dzięki specjalnie zaprojektowanym, wysokowydajnym dyszom strumień grudek zostaje "wystrzelony" na powierzchnię czyszczonego materiału.
Kontakt grudek suchego lodu o temperaturze -79 stopni Celsjusza z zanieczyszczeniami powoduje ich skruszenie, a w następstwie szoku termicznego, ich oddzielenie od czyszczonej powierzchni. Duża prędkość drugiego strumienia grudek powoduje całkowite oderwanie się powłoki zanieczyszczeń.
Powodzenie tej metody ma dwie zasadnicze przyczyny: szok termiczny i efekt pneumatyczny. Ponieważ grudki suchego lodu natychmiast po strumieniowaniu zamieniają się w gaz sublimują całkowicie do atmosfery, pozostaje jedynie oddzielony od czyszczonej powierzchni brud, a sama powierzchnia czyszczonego elementu nie zostaje poddana jakiejkolwiek obróbce mechanicznej.
Wymień zalety czyszczenia suchym lodem.
Brak konieczności utylizacji odpadów - natychmiastowa sublimacja gazowego CO2 do atmosfery, po zetknięciu się z zanieczyszczeniem,
Przyjazna dla środowiska naturalnego - nie stosuje się żadnych dodatkowych środków chemicznych, a jedynym odpadem jest usuwane z materiału zanieczyszczenie,
Łagodne czyszczenie - metoda jest całkowicie bezpieczna dla czyszczonej powierzchni, nie powoduje uszkodzeń mechanicznych, nie stosuje się środków zwiększających podatność na korozję,
Nie obniża produktywności czyszczonych maszyn i urządzeń - większość elementów może być czyszczona bez konieczności demontowania maszyny,
Szybkość - szybkie, łatwe i sprawne przygotowanie do czyszczenia, czyszczenie całkowite niewymagające poprawek,
Łatwość obsługi - proste i pełne oprzyrządowanie oraz nieskomplikowana obsługa gwarantująca właściwe stosowanie bez konieczności pozyskiwania dodatkowej fachowej wiedzy,
Wszechstronność - budowa urządzeń (różnorodny system specjalnych dysz oraz wyposażenie dodatkowe) gwarantuje dobre efekty stosowania metody nawet w trudnych warunkach.
Na czym polega metoda malowania elektrostatycznego? Opisz jej wady i zalety.
Malowanie elektrostatyczne, farbami płynnymi polega na skierowaniu rozpylonych i naładowanych elektrostatycznie cząstek farby w kierunku uziemionego elementu, który chcemy pomalować.
Zalety: duża oszczędność materiałów malarskich, stopień wykorzystania materiału 95-99%, zmniejszenie zapylania otoczenia, możliwość uzyskania powłok o wysokich walorach dekoracyjnych, powłoka ma jednakową grubość na całej powierzchni, wysoka odporność na korozję, mniejsze zużycie energii o 60% w porównaniu z pozostałymi metodami,
Wady: konieczność zapewnienia dobrego uziemienia malowanych elementów oraz przeprowadzenie starannych konserwacji urządzeń lakierniczych, ograniczona kolorystyka farb.
Opisz na czym polega oznaczenie lepkości umownej kubkiem Forda wg PN-EN 535:1993.
Kubek wypływowy (lepkościomierz) to naczynie służące do pomiaru lepkości cieczy, farb ciekłych i lakierów.
Zasada pomiaru polega na zmierzeniu czasu wypływu 100 cm3 badanej farby przez otwór wypływowy kubka o średnicy otworu 4 mm. Kształt, pojemność i średnica otworu w dnie zależy od rodzaju kubka i jest określona przez odpowiednią normę.
Pomiaru lepkości dokonuje się przez napełnienie kubka mierzoną cieczą i dopuszczenie do swobodnego wypływu cieczy przez otwór w dnie kubka. Czas zupełnego wypływu cieczy podawany w sekundach jest wprost proporcjonalny do lepkości cieczy. Ponieważ lepkość cieczy maleje ze wzrostem temperatury, to przyjęto do pomiaru stosować jednakowe warunki: temperatura 20°C, ciśnienie 1013,25 hPa.
Badanie wykonać co najmniej trzykrotnie, stosując za każdym razem nową proporcję farby oraz czysty i suchy kubek.
Kubek wypływowy jest szczególnie przydatny podczas przygotowywania farb i lakierów do nakładania natryskowego pistoletem powietrznym, gdzie istotne jest przygotowanie mieszaniny roboczej rozcieńczonej do odpowiedniej lepkości.
Na podstawie przeprowadzonych badań należy określić lepkość kinematyczną farb, która dla otworu kubka 4 mm wg normy w/w powinna wynosić:
70-1000 mm2/s - zakres czasu wypływu cieczy wynosi 20-200s.
Opisać metody nieniszczące oznaczenia grubości powłoki.
Metody nieniszczące
grubość powłoki ocenia się przyrządami magnetycznymi i elektronicznymi.
Aby oznaczyć grubość powłoki za pomocą tego przyrządu należy, przyłożyć przyrząd pomiarowy do płytki z powłoką w 3 miejscach, odczytać średnią grubość powłoki na wyświetlaczu przyrządu pomiarowego i po kilkukrotnym powtórzeniu pomiaru, obliczyć średnią oraz odchylenie standardowe.
Elektroniczne mierniki grubości do pomiaru powłok o grubości od 0 do 1500 μm w zależności od rodzaju podłoża z dokładnością ± 1%.
Co nazywamy zużyciem powłok; wymień rodzaje zużycia powłok ze względu na czynnik klimatyczny oraz wymień skutki i rodzaj zużycia jaki powoduje obniżona temperatura powietrza.
Zużycie - proces utraty własności użytkowych powłoki w procesie jej eksploatacji, które w końcowym efekcie powodują niszczenie powłoki, wywołując korozję podpowłokową objawiającą się: pojawieniem pęcherzów, spęknięć, wgłębień odwarstwianiem się od podłoża itp.
- podwyższona temperatura powietrza,
- obniżona temperatura powietrza,
- duża wilgotność,
- opady (deszcz, śnieg, grad).
Obniżona temp. powietrza:
Skutki oddziaływania czynnika klimatycznego - rodzaj zużycia:
- kruchość materiałów - wykruszenie powłoki,
- wzrost twardości - pogorszenie własności mechanicznych powłok
- skurcz - pękanie powłok,
- zamarzanie wody - utrata przyczepności do podłoża, kruszenie powłok.
Opisz oznaczenie rozlewności wg PN-C-81 507:1989.
Rozlewność - to właściwość samorzutnego rozpływania się świeżo nałożonej warstwy materiału powłokotwórczego.
Metoda polega na porównaniu pasm nałożonego na płytkę szklaną materiału powłokotwórczego z pasmami skali rozlewności.
Sposób pomiaru polega na:
na szklanej płytce wzdłuż krawędzi nanosimy za pomocą specjalnego przyrządu - pięć podwójnych pasm różnej grubości, oddzielonych od siebie równymi odstępami,
płytkę z naniesionym wyrobem pozostawiamy w pozycji poziomej na ok. 5 min, dociskamy ją przyrządem i przesuwamy szybkim jednostajnym ruchem do przeciwległej krawędzi płytki,
przeprowadzamy ocenę rozlewności farby w skali od 0-10 przez porównanie pasm nałożonego materiału powłokotwórczego z pasmami rozlewności przedstawionymi w normie,
badanie w celu uzyskania wiarygodnych wyników powtarzamy 3 - krotnie.
Rozlewność: 0 - brak jakichkolwiek zlewających się par pasm.
1 - jedna częściowo zlewająca się para pasma
2 - jedna całkowicie zlewająca się para pasma
3 - jedna częściowo i jedna całkowicie zlewająca się para pasma
4 - dwie całkowicie zlewające się pary pasma
8 - cztery całkowicie zlewające się pary pasma
10 - pięć całkowicie zlewających się par pasm.
Na czym polega badanie twardości powłok wg Buchholza.
Badanie przeprowadza się wg normy PN-EN ISO 2815:2004 Farby i lakiery - próba wciskania wg Buchholza.
Badanie polega na nałożeniu na badaną powłokę przyrządu do próby wciskania, o ustalonej wielkości i kształcie.
Przyrząd składa się z prostokątnego bloku metalowego stanowiącego jego korpus, wgłębnika i dwóch ostro zakończonych nóżek.
Wgłębnik stanowi metalowe kółko o ostrej krawędzi. Obciążenie działające na wgłębnik powinno wynosić 500g.
Do pomiaru długości wgłębnika używa się mikroskopu o powiększeniu 20x i okularu zaopatrzonego w skalę umożliwiającą pomiar długości z dokładnością do 0,1 mm.
Pole obserwacji wgłębienia oświetla się tak, aby kąt padania światła był większy niż 60 stopni. Do wykonania badania potrzebny jest również stoper mierzący czas z dokładnością do 1 s.
W celu wykonania badania należy:
Płytki z naniesioną powłoką umieścić powłoką do góry na stabilnej, poziomej powierzchni.
Przyrząd do próby wciskania położyć na płytce do badań, pozostawiając wciśnięty w nią
wgłębnik na 30 s.
3. Ustawić źródło światła, mikroskop i zmierzyć długość cienia utworzonego przez wgłębnik po 35 s od usunięcia wgłębnika.
4. Badanie wykonać trzykrotnie, a wynik należy uśrednić.
Po wykonaniu badań należy sporządzić sprawozdanie, które powinno zawierać opis przebiegu przeprowadzonego ćwiczenia, protokoły badań wg w/w polskich norm oraz wnioski dotyczące właściwości wykonanych powłok.
Opisz na czym polega kodowanie jednostek handlowych w opakowaniach zbiorczych
Opakowania zbiorcze o jednorodnej zawartości towarów (np. zgrzewka z 6 butelkami PET wody mineralnej) najczęściej identyfikuje się kodem EAN-14, w którym wykorzystuje się numer towaru znajdującego się wewnątrz opakowania.
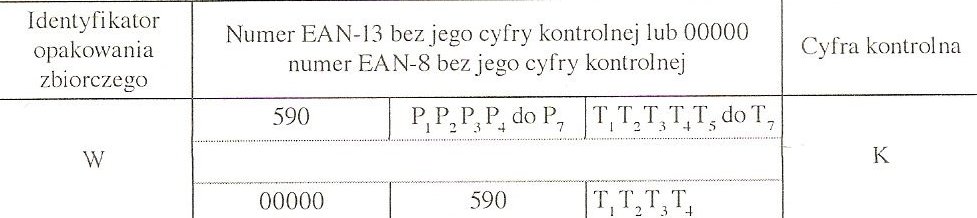
Struktura numerów identyfikacyjnych EAN-14 jest następująca (od lewej do prawej strony):
1-cyfrowy identyfikator opakowania zbiorczego,
numer identyfikujący towar, np. EAN8 lub EAN-13, bez cyfry kontrolnej,
własna cyfra kontrolna, obliczona według standardowego algorytmu.
Identyfikator opakowania zbiorczego W określa jednocześnie rodzaj tego opakowania oraz ilość zawartych w nim towarów w opakowaniach jednostkowych i przybiera wartość od 1 do 8 dla towarów o stałej ilości i 9 dla towarów o zmiennej ilości.
Korzyści ze stosowania kodów kreskowych:
jednolite oznaczenia,
możliwość monitorowania ruchu produktów w całym łańcuchu dostaw,
obniżenie kosztów logistycznych,
usprawnienie zarządzania wewnętrznego i ułatwienie współpracy z otoczeniem,
możliwość sprawnego prowadzenia elektronicznej gospodarki,
podnoszenie poziomu obsługi klienta,
eliminacja znacznej części dokumentacji,
przyśpieszenie analizy popytu i podaży towarów,
szybka orientacja w terminach ważności towarów,
usprawnienie sterowania dopływem towarów z magazynu do sklepu,
usprawnienie obsługi klientów przy kasie,
usprawnienie wymiany międzynarodowej przez kodowanie jednostek wysyłkowych,
rozwój elektronicznej wymiany danych,
szybsza realizacja transakcji - skrócenie cyklu: sprzedaż - fakturowanie - zapłata
wydawanie paragonów z pełnymi danymi o towarze i miejscu zakupu, co przyczynia się do zwiększenia satysfakcji klienta.
7
Wyszukiwarka
Podobne podstrony:
pytania2, Antropologia, NoC
pytania antropol
pytania - z antropologi, AWF, Antropologia
Antropologia Pytania 2008
Antropologia Pytania i odpowiedzi 04, 1)
antropogeniczne now, pytania na egzamin1, 1
Antropologia pytania
antropo, Pytania Antro, 1
pytania na antropomotoryke na egzamin, AWF Wychowanie fizyczne, Antropomotoryka, Nowy folder
Antropologia Pytania 2007, Pytania na antropologię:
NOC W BIBLIOTECE 2013, PYTANIA DO KALAMBURW
Pytania egzaminacyjne z Antropo Nieznany
Antropomotoryka pytania egzaminacyjne
44. Naturalne i antropogeniczne zakłócenia sukcesji w środowiskach wodnych, studia-biologia, Opracow
Pytania 2013 - Antropologia, SEMESTR II, Antropologia
Antropologia Pytania i odpowiedzi 02, Lewirat, zwyczajowe prawo małżeńskie występujące u ludów Azji
więcej podobnych podstron