Proces technologiczny obróbki, montażu
Proces technologiczny - stanowi główną część procesu produkcyjnego - związaną bezpośrednio ze zmianą kształtu, wymiarów, jakości powierzchni i własności fizykochemicznych przedmiotu obrabianego. Jest to proces dyskretny, stan wytwarzanego
elementu zmienia się stopniowo i na ogół nieodwracalnie. Wyróżniamy:
-proces technologiczny obróbki -proces technologiczny montażu
Definicja operacji obróbkowej, montażowej
Ustawienie - część operacji wykonywana w jednym zamocowaniu
Zamocowanie - przyłożenie sił i momentów sił do przedmiotu w celu zapewnienia niezmienności jego położenia podczas obróbki.
Pozycja - określone położenie przedmiotu obrabianego, ustalonego i zamocowanego w uchwycie podziałowym względem narzędzia (przy jednym zamocowaniu)
Zabieg technologiczny - jest to część operacji wykonywana za pomocą tych samych narzędzi i przy stałych parametrach obróbki, zamocowaniu i pozycji.
Przejście - zdjęcie kolejnej warstwy materiału przy tych samych parametrach obróbki
Ustawienie - część operacji wykonywana w jednym zamocowaniu
Zabieg technologiczny - jest to część operacji wykonywana za pomocą tych samych narzędzi i przy stałych parametrach obróbki, zamocowaniu i pozycji.
Struktura procesu technologicznego
Struktura operacji
Operacja jest to część procesu technologicznego wykonywana na jednym stanowisku roboczym przez jednego pracownika (lub grup pracowników) na jednym przedmiocie (lub grupie przedmiotów) bez przerw na inną pracę
Dokumentacja technologiczna
- jest to zbiór dokumentów (tekstowych lub graficznych) określających przebieg procesu technologicznego przedmiotu pracy i potrzebne do tego środki technologiczne
Czynniki wpływające na postać dokumentacji :
- wielkość produkcji - rodzaj wyrobu - kwalifikacje pracowników
Skład dokumentacji:
•Karta technologiczna •Karty instrukcyjne operacji •Karty uzbrojenia obrabiarki •Karta kontroli technicznej •Karta normowania czasu •Zestawienie pomocy warsztatowych
Dane wejściowe do projektowania procesu technologicznego
Dokumentacja konstrukcyjna:
- Rysunek złożeniowy wyrobu - Rysunki wykonawcze części - Schemat kinematyczny - Warunki techniczne
• Program produkcji: - Produkcja jednostkowa, seryjna, masowa
• Środki produkcji:
- Obrabiarki, narzędzia, pomoce warsztatowe (normalne lub specjalne)
Przebieg projektowania procesu technologicznego
1. Analiza danych wejściowych 2. Dobór metod i sposobów obróbki 3. Ustalenie postaci i wymiarów półfabrykatów 4. Ustalenie rodzajów i kolejności operacji 5. Dobór obrabiarek
6. Przyjęcie baz obróbkowych i sposobu mocowania 7. Dobór pomocy warsztatowych: uchwytów
i przyrządów 8. Dobór narzędzi i ustalenie parametrów obróbki 9. Obliczenie czasów operacji 10.Obliczenie kosztów produkcji 11.Opracowanie dokumentacji technologicznej
Charakterystyka produkcji jednostkowej, seryjnej i masową
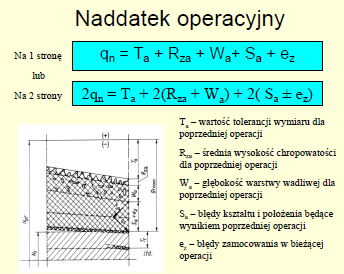
Naddatek na obróbkę
Naddatek - jest to warstwa materiału usuwana w czasie obróbki z przedmiotu obrabianego (półfabrykatu), w celu osiągnięcia żądanych kształtów, wymiarów lub właściwości.
Wielkość naddatku kompensuje błędy wymiarowo-kształtowe i wady powierzchniowe występujące na poszczególnych etapach wytwarzania.
Rodzaje naddatków: •całkowite •operacyjne
Rodzaje naddatków ( operacyjny, całkowity)
Dobór półfabrykatów
Rodzaje półfabrykatów:
• Półfabrykaty z materiałów hutniczych • Półfabrykaty spawane • Odkuwki • Odlewy • Wykroje
• Inne - tworzywa sztuczne, szybkie prototypowanie
Czynniki wpływające na dobór półfabrykantów:
• Tworzywo przedmiotu • Kształt przedmiotu • Wielkość produkcji • Specjalne zalecenia dotyczące warunków technicznych
Dobór obrabiarek
• Obrabiarki konwencjonalne: - Uniwersalne - Produkcyjne - Specjalizowane
• Obrabiarki sterowane numerycznie: - Uniwersalne - Specjalizowane - Centra obróbkowe - ASO, ESP
• Obrabiarki specjalne
• Obrabiarki zespołowe
• Linie obróbkowe
Dobór narzędzi
Sposób obróbki: • Rodzaj i dokładność obróbki • Kształt obr. powierz. • Tworzywo obr. przed. • Typ obrabiarki • Wielkość produkcji
Rodzaj narzędzia: •normalne •specjalne
Materiał ostrza narzędzia: •węgliki spiekane •stal szybkotnąca •mat. Ścierne •diament •azotek boru
Pomoce warsztatowe
• Uchwyt - jest to pomoc warsztatowa przeznaczona do ustalenia położenia i zamocowania przedmiotu w celu wykonania operacji obróbki lub montażu
• Oprawka - jest to PW przeznaczona do ustalania i zamocowania narzędzi
• Przyrząd - stanowi przedłużenie łańcucha kinematycznego obrabiarki i umożliwia poszerzenie jej możliwości obróbkowych
• Znormalizowane - wykonane wg norm państwowych branżowych lub zakładowych, o uniwersalnych zastosowaniach
• Specjalizowane - bazujące na oprzyrządowaniu uniwersalnym, uzupełnione o elementy specjalne
• Specjalne - projektowane i wykonywane indywidualnie w zależności od potrzeb
Bazy obróbkowe
• Baza, każda powierzchnia, linia lub punkt przedmiotu, względem których wyznaczone zostaje w sposób bezpośredni położenie określonej powierzchni, linii lub punktu tej samej części lub in. z nią współpracującej.
• Wyróżnia się bazy konstrukcyjne, uwidocznione na rysunku za pomocą podania parametrów, i bazy
produkcyjne, stosowane, np. przy obróbce, montażu czy pomiarach
Dobór baz do pierwszej operacji, do kolejnych operacji
Jako bazę do pierwszej operacji przyjmuje się powierzchnię która: •Nie będzie obrabiana •Jest najdokładniej wykonana, duża, równa i czysta •Ma najmniejsze przesunięcia w stosunku do innych powierzchni półfabrykatu W przypadku gdy wszystkie powierzchnie są obrabiane za bazę wejściową przyjmuje się powierzchnię o najmniejszych naddatkach
Dobór baz obróbkowych do kolejnych operacji:
•Bazy właściwe - powierzchnie pokrywające się z bazami konstrukcyjnymi
•Powierzchnie zapewniające najmniejsze siły skrawania i odkształcenia
•Powierzchnie obrobione w 1 operacji
•Zastosowanie tej samej bazy w kolejnych operacjach
Normowanie czasu pracy ( metody, składniki, znaczenie)
• Ma na celu określenie nakładu czasu pracy (normy czasowej) potrzebnego na wykonanie każdej operacji przy założonych normalnych warunkach pracy
• Znajomość czasu trwania operacji jest niezbędna do:
- Określenia zdolności wytwórczych - Określenia liczby stanowisk i pracowników oraz
terminów wykonania - Rozliczenia pracowników z wykonanej pracy - Kalkulacji kosztów wytwarzania
Metody określania normy czasu
• Metody sumaryczne: - szacunkowe - porównawcze - statystyczne
• Metody analityczne: - obliczeniowe - normatywne
• Metody badawczo-pomiarowe: - chronometraż
Składniki czasu jednostkowego:
tw - czas wykonania,
tg - czas główny, związany bezpośrednio z
obróbką
tp - czas pomocniczy, czynności pomocnicze
tu - czas uzupełniający,
tos - czas obsługi stanowiska
too - czas obsługi organizacyjnej
tot - czas obsługi technicznej
tf - czas na potrzeby fizjologiczne
tfo - czas na odpoczynek
tfn - czas na potrzeby naturalne.
Norma czasu na wykonanie operacji T: T= tpz + n • tj
gdzie: tpz - czas przygotowawczozakończeniowy, tj - czas jednostkowy, n - liczba sztuk w partii produkcyjnej.
Koszty produkcji
• Koszty stanowią, wyrażone w pieniądzach, celowe zużycie materiałów i składników majątku trwałego, nakładów pracy i usług obcych oraz innych wydatków związanych z prowadzeniem działalności gospodarczej.
Podział kosztów
• Koszty bezpośrednie: - koszt materiałów - koszt robocizny bezpośredniej
• Koszty pośrednie: - koszty wydziałowe - koszty ogólnozakładowe - koszty (wy)braków
Klasyfikacja części
Klasyfikacja części maszyn ma celu określenie zbioru części podobnych, dla których można opracować typowe procesy technologiczne.
• Klasyfikacja wg Sokołowskiego: -Dział -Klasa -Grupa -Typ
Charakterystyka części klasy wałek
• Wały stanowią typowe części w maszynach służących do przenoszenia mocy i momentu obrotowego
• Wymagania dotyczące wałów: - Współosiowość wszystkich powierzchni walcowych - Prostopadłość powierzchni czołowej do osi - Dokładność powierzchni współpracujących z innymi częściami (np. pasowania czopów łożyskowych) - Odpowiednia chropowatość powierzchni
Podział wałów - wyróżniamy: - Wały gładkie - Wały stopniowane - Wały z otworem osiowym
Półfabrykaty na wały: • Pręty walcowane • Pręty ciągnione • Odkuwki kute swobodnie • Odkuwki matrycowe • Odlewy - bardzo rzadko stosowane
Charakterystyka części klasy koło zębate
• Koła zębate są to części klasy tuleja, tarcza, wałek (zębnik) z naciętym uzębieniem
• Rodzaje uzębienia: -Walcowe: proste, śrubowe -Stożkowe: proste, łukowe, krzywoliniowe
Wymagania techniczne dla kół zębatych: • Dokładność wymiaru i kształtu otworu - H7 • otwór stanowi bazę dla kolejnych operacji • Współosiowość otworu i uzębienia • Prostopadłość powierzchni czołowych do osi otworu • Dokładność powierzchni zębów
Materiały wejściowe na koła zębate: • Koła małe - pręt walcowany • Koła średnie z piastami - odkuwki • Koła duże - odlewy, półfabrykaty spawane
Metody obróbki uzębienia:
Dla kół walcowych:
• Metody kształtowe:
- frezowanie frezem modułowym krążkowym lub palcowym - przeciąganie - dłutowanie
• Metody obwiedniowe: - Dłutowanie m. Maaga, Fellowsa, - Struganie m. Sunderlanda - Frezowanie obwiedniowe frezem ślimakowym
• Metody kopiowe: - Struganie wg kopiału
Charakterystyka części klasy korpus
Elementy konstrukcyjne maszyny lub urządzenia, stanowiące ich podstawę, łączące w jedną całość pozostałe elementy oraz przejmujące obciążenia działające na części maszyny.
• Rodzaje korpusów:
- Korpusy małe - Korpusy duże
• Jednolite
• Dzielone
Półfabrykaty na części klasy korpus:
• Odlewy: - z żeliwa szarego - ze staliwa
• Półfabrykaty spawane (prod. jednostkowa)
Wymagania obróbkowe dla korpusów: - Dokładne wykonanie powierzchni płaskich, chropowatość Ra=1,25-0,32m, płaskość, równoległość i prostopadłość, - Dokładne wykonanie otworów 6 lub 7 klasa dokładności, rozstaw otworów, równoległość i prostopadłość osi
Typizacja procesów technologicznych
• Typizacji dokonuje się w celu uzyskania zbiorów części podobnych, tak aby dlakażdego typu części można było opracować jeden wzorcowy proces technologiczny.
• Wszystkie części tego samego typu mogą być obrabiane w tych samych operacjach , tymi samymi metodami, w tych samych uchwytach i jednakowymi narzędziami.
Obróbka grupowa
• Polega na określeniu grupy części podobnych oraz części „przedstawiciela grupy”, dla której opracowuje się proces technologiczny.
• Obróbka grupowa umożliwia obróbkę części z tej samej grupy, bez przezbrajania obrabiarki, umożliwia skrócenie czasu przygot.-zakończ. Tpz
• Stosowana w produkcji małoseryjnej na obrabiarkach konwencjonalnych i numerycznych
Metody montażu (dopasowania części)
• Metoda pełnej zamienności części • Metoda zamienności częściowej • Metoda selekcji
• Metoda kompensacji • Metoda obróbki w trakcie montażu • Metoda obróbki wg wymiaru części
współpracującej
Zasady montażu łożysk tocznych
• przyłożenie siły wciskającej do pierścienia osadzonego (niedopuszczalne jest wywieranie nacisku na jeden pierścień w celu wciśnięcia drugiego),• unikanie bezpośrednich uderzeń narzędzia w pierścienie, koszyk lub części toczne łożyska,
• osadzanie w pierwszej kolejności pierścienia ciaśniej pasowanego,
• powierzchnie osadzeń powinny być pozbawione zadziorów, skaleczeń i brudu oraz posmarowane olejem maszynowym,
• zachowanie bezwzględnej czystości miejsca montażu oraz jego zabezpieczenia przed wszelkim
kurzem oraz pyłem lub odpryskami metalu pochodzącymi z narzędzi służących do montażu,
• sprawdzenie wymiarów i kształtu miejsc osadzeń.
Metody projektowania procesu technologicznego
• Projektowanie konwencjonalne (ręczne)
- Oparte na doświadczeniu technologa
- Klasyfikacja części, procesy ramowe
• Projektowanie wspomagane komputerowo
- Wykorzystuje się systemy CAD do projektowania
części oraz systemy CAM do tworzenia programów
na obrabiarki sterowane numerycznie
- Zintegrowane systemy CAE
• Projektowanie warsztatowe
- Realizowane bezpośrednio na obrabiarce
Metoda projektowania zorientowanego na montaż DFA
Zasady projektowania DFA
DFA - Design for Assembly (projektowanie zorientowane na montaż zautomatyzowany):
• jak najmniejsza liczba części składowych,
• części powinny być złożone w podzespoły, max 10-12 części na zespół,
• części i zespoły powinny być tak zaprojektowane aby ułatwić montaż
• ścięte krawędzie w celu łatwiejszego dopasowania,
• montowanie części w linii prostej z góry,
• łączenie i mocowanie za pomocą jednego narzędzia,
• montaż na wcisk lub zatrzask bez używania połączeń śrubowych,
• nie używanie sprężyn, klinów, pierścieni zabezpieczających ponieważ wymagają one specjalnych narzędzi
Metody szybkiego prototypowania
• Szybkie prototypowane (Rapid Prototyping) -kształtowanie przyrostowe:
- Spiekanie proszków metali, stereolitografia, laminowanie 3d, drukowanie 3d
Nowoczesne metody cięcia
laserem, plazmą, wodą
Projektowanie współbieżne
Projektowanie współbieżne CE - równoległe, zintegrowane i przewidujące skutki projektowanie produkcji, pozwala na poprawę konkurencyjności wyrobu poprzez zmniejszenie kosztów, zapewnienie jakości i skrócenie czasu przygotowania produkcji.
Technologiczność konstrukcji
• Konstruowanie zorientowane na technologię wytwarzania
• Takie projektowanie maszyny, zespołów części - z zachowaniem celowej dokładności i jakości- aby koszt wykonania w danych warunkach był jak najmniejszy
Ocena technologiczności konstrukcji:
• Normalizacja i unifikacja części i zespołów
• Racjonalny dobór materiałów
• Właściwe ukształtowanie półfabrykatu
• Właściwe zaprojektowanie części ze względu na obróbkę wiórową
• Właściwe zaprojektowanie części ze względu na montaż
Wyszukiwarka
Podobne podstrony:
7948
7948
7948
7948
praca-magisterska-wa-c-7948, Dokumenty(2)
7948
7948
7948
09 Jedrzejekid 7948 Nieznany (2)
7948
AD7943,7945,7948
więcej podobnych podstron