GRZEGORZ SZEWC
IV MDE GR III
Urządzenia Technologiczne
laboratorium
TEMAT:
Badanie powtarzalności pozycjonowania modelu liniowego i obrotowego układu obsługi palet.
1.Wstęp teoretyczny.
Powtarzalność pozycjonowania jest to zatrzymywanie się chwytaka robota w zaprogramowanym położeniu.
Do błędów pozycjonowania zaliczamy błędy:
statyczne
dynamiczne
quasistatyczne
Do błędów quasistatycznych zaliczamy stosunkowo wolno zmieniające się przesunięcia węzłów w procesie ogrzewania robota .
Błędy dynamiczne powstają pod wpływem ruchu środowiska zewnętrznego i źródeł zasilania . Ma na nie wpływ działanie sił bezwładności , działanie tłumienia , zmiana sztywności ogniw , błędy czujników niedokładność sterowania , działania sił zewnętrznych , drgania fundamentu .
Błędy przypadkowe i systematyczne zależą od błędów czujników oraz rozmieszczenia punktów ułożyskowań manipulatora.
Schemat stanowiska na którym przeprowadzono badanie powtarzalności liniowej.
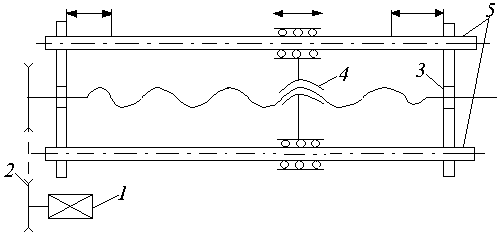
1-Silnik elektryczny
2-Przekładnia
3-Śruba pociągowa
4-Nakrętka
5-Prowadnice
Schemat stanowiska na którym przeprowadzono badanie powtarzalności kątowej.
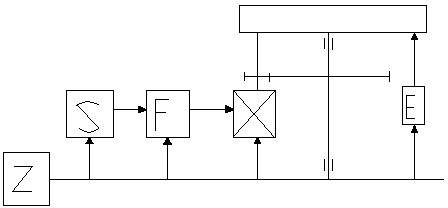
F-falownik
S-sterownik
Z-zasilanie
E-element regulacji liczby kroków
2.Obliczenia przełożenia stołu .
Obliczam przełożenie przekładni zębatej stołu obrotowego znając że jeden krok silnika wynosi 3 stopnie. Ilość kroków 160.Na obrót silnika krokowego o 480 stopni tarcza stołu obróci się o kąt 25.97 stopni. Wielkość przełożenia wynosi :
i= w1/w2
gdzie : w1 - obrót tarczy stołu
w2 - obrót silnika krokowego
i= 0,054
3.Wyniki pomiaru.
Lp. |
Obrót w prawo |
Błąd pozycji |
Obrót w lewo |
Błąd pozycji |
1 |
200,90 |
0 |
212,98 |
0 |
2 |
200,70 |
0,20 |
212,73 |
0,25 |
3 |
200,70 |
0 |
212,74 |
-0,01 |
4 |
200,70 |
0 |
212,74 |
0 |
5 |
200,69 |
0,01 |
212,73 |
0,01 |
6 |
200,70 |
-0,01 |
212,74 |
-0,01 |
7 |
200,70 |
0 |
212,73 |
0,01 |
8 |
200,70 |
0 |
212,75 |
-0,02 |
9 |
200,70 |
0 |
212,74 |
0,01 |
10 |
200,70 |
0 |
212,74 |
0 |
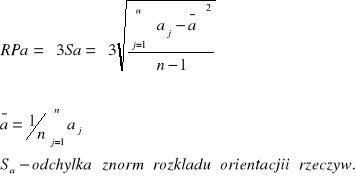
a1=200,72 a2 = 212,76
Sa1=0,06 Sa2 = 0,08
RPa1 = 0,18 RPa2 = 0,24
Moduł liniowy.
4.Wyniki pomiaru.
Lp. |
Przesuw w prawo |
Przesuw w lewo |
1 |
110,00 |
132,45 |
2 |
109,85 |
132,15 |
3 |
109,40 |
132,15 |
4 |
109,35 |
131,80 |
5 |
109,50 |
131,70 |
6 |
109,10 |
132,00 |
7 |
109,25 |
132,05 |
8 |
108,85 |
131,90 |
9 |
109,20 |
131,95 |
10 |
109,25 |
131,50 |
5.Obliczenia .
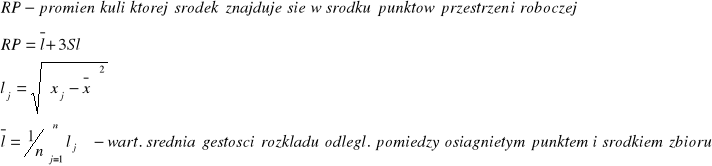
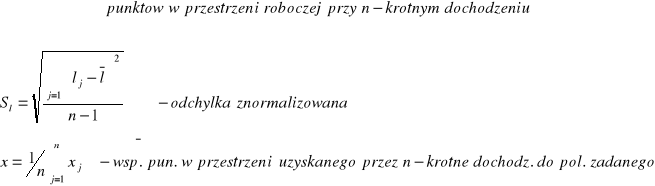
x1 = 109,38 x2 = 131,97
Sl1= 0,21 Sl2= 0,19
RP1 =0,88 RP2 = 0,75
6.Wnioski
Błędne wyniki pomiarów mogą wyniknąć z błędu odczytu wartości na tarczy i suwmiarki.
W obu przypadkach błąd pozycjonowania mieści się w dozwolonym zakresie .
Dokładność pozycjonowania można poprawić przez zastosowanie hamulca eliminującego bezwładność śruby pociągowej i wirnika silnika.
Wyszukiwarka
Podobne podstrony:
spr 2 - wizualizacja, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, mechanika płyn
!Spis, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz II
TEST3(BONUS), ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Matematyka statystyka
Akumulatory, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Elektronika
odlew i spaw wyk, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Spawalnictwo i Od
B, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz I
D, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz I
dodatek A, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz II
Skorowidz, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz I
Spis tre ci, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, hacking, Hack war, cz I
SYNTEZEAUTOMATU, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Logika, układy LOGI
1Wyznaczanie krytycznej liczby Reynoldsa, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo n
układ zapłonowycygana1, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Elektronika
sprawozdanie z metali- stopy tytanu i niklu, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾hasl
spr 2 wizualizacja, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, mechanika płynów
Ściąga wszystko, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, mechanika płynów
Test II etapu 2002, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, ściągi, Biologia
ZADANIE 81, ☆☆♠ Nauka dla Wszystkich Prawdziwych ∑ ξ ζ ω ∏ √¼½¾haslo nauka, Podstawy konstrukcji mas
więcej podobnych podstron