-co to jest ksiega jakosci?
-metody grupowania stanowisk roboczych w firmie
-psychologiczne aspekty komunikowania sie = kontraargumentowanie
-zasady racjonalnego projektowania systemu (omowic jedna z zasad)
-proces produkcyjny zlozony - narysuj schemat
-co to jest logistyka?(szerszy opis)
-metoda suzuki ABCD (jaka tabela, jak sie liczy)
-co daje F-test?
-liczba stopni swobody w eksperymencie bez wartosci sredniej
-kroki przy projektowaniu karty kontrolnej
-funkcja strat w spoleczenstwie z punktu widzenia danego interesu
-burza mozgow
-metody i narzedzia statystyczne- kiedy proces jest prawidlowy
-konkurencyjnosc i wspolkonkurencyjnosc
-proces produkcyjny
system push, system pull
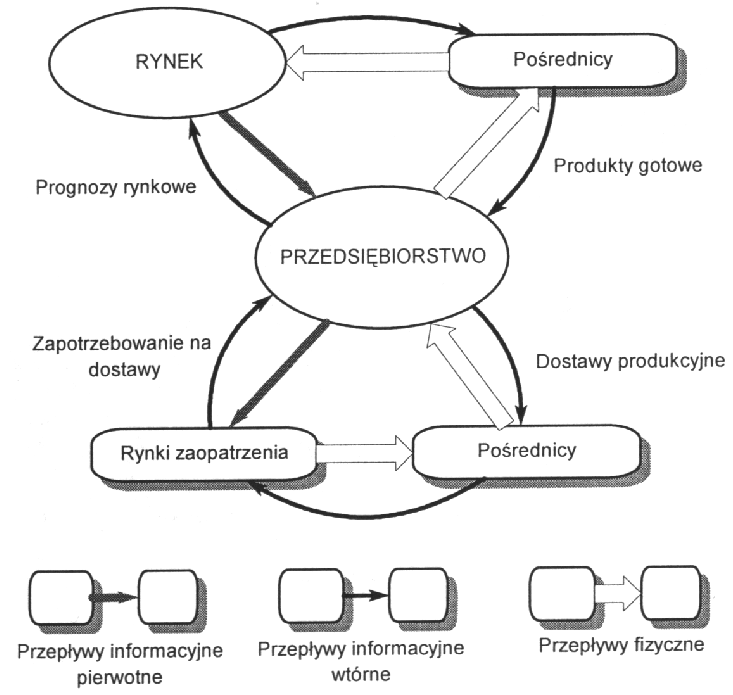
Co to jest otoczenie bliższe w logistyce marketingowej i jak na nie wpływa przędsiębiorstwo?
Łatwiej jest analizować logistykę łańcucha dostaw wyłącznie w otoczeniu publicznym. Należy jednak pamiętać, że klienci dostawcy i dystrybutorzy podlegają także wpływom otoczenia konkurencyjnego. Nieodpowiednie zachowanie firmy, przejawiające się najczęściej brakiem szybkiej reakcji na zmieniające się otoczenie publiczne wynikające presji firm konkurencyjnych może być przyczyną poważnych problemów ekonomicznych firmy.
Etapy systemu produkcyjnego?
- operacje technologiczne
-operacje transportowe
-operacje konserwacji
-operacje magazynowania
Zasada Proporcjonalności
N1, N2, ... Nn - zadania poszczególnych komórek (faz) produkcyjnych,
F1, F2, ... Fn - fundusze czasu będące w dyspozycji
![]()
![]()
WSPÓŁCZYNNIKA STOPNIA PROPORCJONALNOŚCI PRODUKCJI Ip
Mpn - możliwości produkcyjne n-tej komórki (fazy) produkcyjnej,
Nn - zadanie produkcyjne n-tej komórki (fazy) produkcyjnej,
m - liczba komórek (faz) produkcyjnych,
n - numer kolejnej komórki produkcyjnej
Zadanie brokera w sieciowej organizacji produkcji
BROKER - JEDNOSTKA KOORDYNUJĄCA SIECI
ZADANIA BROKERA:
KREOWANIE POMYSŁU WSPÓLNEGO PRZEDSIĘWZIĘCIA
IDENTYFIKOWANIE NIEZBĘDNYCH KLUCZOWYCH KOMPETENCJI,
PROJEKTOWANIE road map
DOBÓR PARTNERÓW GOSPODARCZYCH
PRZYDZIAŁ PROCESÓW POSZCZEGÓLNYM FIRMOM WEDŁUG KRYTERIUM POSIADANYCH PODSTAWOWYCH KOMPETENCJI,
KOORDYNACJA, MONITORING
KONTROLA REALIZACJI
ZAPEWNIENIE PROCESU DOSTARCZANIA PRODUKTU DO KLIENTA
ROZLICZENIE TRANSAKCJI ZEWNĘTRZNYCH (Z KLIENTEM) ORAZ WEWNĘTRZNYCH (MIEDZY UCZESTNIKAMI)
Na czym polega system sterowania produkcją Just-In-Time
DOKŁADNIE NA CZAS - JIT (Just-in-time) JEST METODĄ ELIMINUJĄCĄ ZAPASY ORAZ PRZYSPIESZAJĄCĄ PRZEPŁYW MATERIAŁÓW, PÓŁPRODUKTÓW I PRODUKTÓW W UKŁADZIE LOGISTYCZNYM PRZEDSIĘBIORSTWA
KAŻDY PRODUKT, WYKONYWANY JEST W ODPOWIEDZI NA KONKRETNĄ, WYSTĘPUJĄCĄ W DANEJ CHWILI POTRZEBĘ
STRATY
PRODUKCJA NADMIERNEJ ILOŚCI WYROBÓW W STOSUNKU DO ZAPOTRZEBOWANIA
PRODUKCJA CZĘŚCI NA ZAPAS
ZBĘDNY TRANSPORT
OCZEKIWANIE (NA MATERIAŁ, NA NARZĘDZIA, NA ZAKOŃCZENIE WYKONANIA POPRZEDNIEJ OPERACJI), A TAKŻE BEZCZYNNOŚĆ PRACOWNIKA W OKRESIE, GDY WYRÓB JEST OBRABIANY NA STANOWISKU BEZ JEGO BEZPOŚREDNIEGO UDZIAŁU
BRAKI (JEST TO STRATA NIE TYLKO MATERIAŁU, ENERGII, PRACY CZŁOWIEKA I MASZYNY, ALE TAKŻE STRATY WYNIKŁE Z KOSZTÓW NAPRAWY BRAKU, OBSŁUGI SERWISOWEJ ITP.)
ZAPASY ZABEZPIECZAJĄCE
BEZUŻYTECZNE DZIAŁANIE ROBOTNIKA (NP. PRZEKŁADANIE, PODNOSZENIE, PRZESUWANIE, SCHYLANIE SIĘ, A WIĘC WSZYSTKIE TE CZYNNOŚCI, KTÓRE ROBOTNIK MUSI WYKONAĆ W PRZYPADKU NIERACJONALNEJ ORGANIZACJI STANOWISKA ROBOCZEGO)
ZBĘDNE PROCESY
CECHY JIT :
JAKOŚĆ - 0% BRAKÓW (PRODUKCJA BEZBRAKOWA)
ILOŚĆ - NIE MNIEJ, NIE WIĘCEJ (NIE PRODUKOWAĆ ANI ZBYT MAŁEJ, ANI ZBYT DUŻEJ ILOŚCI)
TERMINOWOŚĆ - NIE ZA WCZEŚNIE, NIE ZA PÓŹNO (DOTRZYMYWAĆ DOKŁADNEGO TERMINU DOSTARCZANIA)
Jak najprościej można zdefiniować istotę logistyki
PODSTAWOWE SKŁADNIKI PROCESÓW LOGISTYCZNYCH:
FIZYCZNY PRZEPŁYW STRUKTUR RZECZOWYCH
PROCESY INFORMACYJNO-DECYZYJNE,
UTRZYMYWANIE ZAPASÓW RZECZOWYCH
INFRASTRUKTURA PROCESÓW LOGISTYCZNYCH:
ŚRODKI TECHNICZNE, TAKIE JAK BUDYNKI, BUDOWLE MAGAZYNOWE, ŚRODKI TRANSPORTU...
CELE LOGISTYKI:
ZAPEWNIENIE WŁAŚCIWEGO POZIOMU OBSŁUGI KLIENTA,
UMOCNIENIE POZYCJI RYNKOWEJ,
REDUKCJA KOSZTÓW.
DIAGRAM PRZYCZYNOWO-SKUTKOWY ISHIKAWY. GRUPY PRZYCZYN
GRAFICZNA PREZENTACJA ANALIZY WZAJEMNYCH POWIĄZAŃ PRZYCZYN WYWOŁUJĄCYCH OKREŚLONY PROBLEM
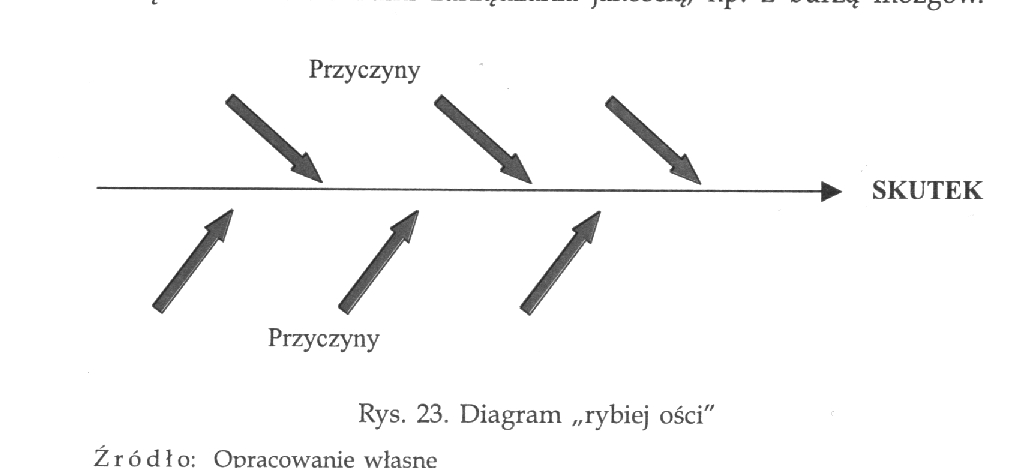
DO PODSTAWOWYCH CECH DIAGRAMU MOŻNA ZALICZYĆ:
UPORZĄDKOWANY PRZEKAZ INFORMACJI
TRAFNOŚĆ ANALIZY
HIERARCHIA DANYCH,
STARANNOŚĆ,
NACISK NA LOKALIZACJĘ I ELIMINACJĄ PRZYCZYN PROBLEMU
PRZYCZYNY (5M)
MANPOWER (SIŁA ROBOCZA, CZŁOWIEK) - KWALIFIKACJE, PRZYZWYCZAJENIA, ZADOWOLENIE Z PRACY, STAŻ, SAMOPOCZUCIE ITP.
METHOD (METODA) - PROCEDURY, INSTRUKCJE, ZAKRES OBOWIĄZKÓW, SPECYFIKACJE, NORMY, PRAWO, REGUŁY, KNOW-HOW, TECHNOLOGIA ITP.
MACHINERY (MASZYNA) - LICENCJA, TRWAŁOŚĆ, NOWOCZESNOŚĆ, WYDAJNOŚĆ, PRECYZJA, BEZPIECZEŃSTWO, WARUNKI PRACY ITP.
MATERIAL (MATERIAŁ) - SUROWCE WEJŚCIOWE, PÓŁFABRYKATY, ELEMENTY, SUBSTYTUTY ITP.
MANAGEMENT (ZARZĄDZANIE, OTOCZENIE) - STRUKTURA ORGANIZACYJNA, ORGANIZACJA PRACY,ZMIANOWOŚĆ, WARUNKI PRACY ITP.
CO WSKAZUJE NA KARCIE KONTROLNEJ SHEWHARTA, ŻE PRZEBIEG PROCESU PRODUKCYJNEGO JEST STATYSTYCZNIE NIEKONTROLOWALNY
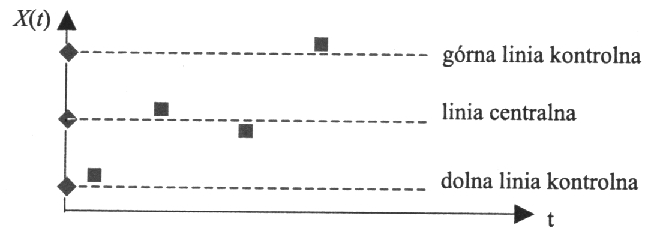
KARTA KONTROLNA SHEWHARTA JEST STOSOWANA PRZY OCENIE STABILNOŚCI PROCESU W CELU OKREŚLENIA, KIEDY PROCES WYMAGA REGULACJI, A KIEDY NALEŻY POZOSTAWIĆ GO BEZ ZMIAN
PROCES NIEKONTROLOWANY:
PUNKT (PUNKTY) NA KARCIE WYPADA POZA DOLNĄ LUB GÓRNĄ GRANICĄ KONTROLNĄ
DWA Z TRZECH KOLEJNYCH PUNKTÓW LEŻĄ BARDZO BLISKO GÓRNEJ LUB DOLNEJ LINII KONTROLNEJ,
SERIE KOLEJNYCH PUNKTÓW LEŻĄ PO JEDNEJ STRONIE LINII CENTRALNEJ
10 ZASAD PRZEJRZYSTEGO PISANIA
PISZ KRÓTKIMI ZDANIAMI
MAJĄC DO WYBORU DWA SŁOWA, WYBIERAJ PROSTSZE Z NICH
UŻYWAJ WYRAZÓW OGÓLNIE ZNANYCH
UNIKAJ SŁÓW NIEPOTRZEBNYCH
TCHNIJ ŻYCIE W SWOJE CZASOWNIKI
PISZ TAK, JAK MÓWISZ
UŻYWAJ TERMINÓW, KTÓRE TRAFIAJĄ PRACOWNIKOM DO WYOBRAŹNI
NAWIĄZUJ ŚCIŚLE DO DOŚWIADCZEŃ ODBIORCY KOMUNIKATU
MAKSYMALNIE WYKORZYSTUJ RÓŻNORODNOŚCI
PISZ TAK, ABY WYRAZIĆ MYŚL, A NIE BY ZROBIĆ WRAŻENIE
WADY TRADYCYJNEGO EKSPERYMENTU JEDEN-W-CZASIE
MOŻLIWOŚĆ BŁĘDNEJ KONKLUZJI
DUŻA ILOŚĆ TESTÓW (WYKONYWANA NIEPOTRZEBNIE).
BRAK OCENY BŁĘDU EKSPERYMENTU
BRAK ZALEŻNOŚCI (INTERAKCJI) POMIĘDZY CZYNNIKAMI
WARUNEK WYBORU TABELI ORTOGONALNEJ
νLN ≥ νd.f eksperymentu
PROCEDURA POSTĘPOWANIA PRZY PROWADZENIU DOŚWIADCZEŃ (PODEJŚCIE TAGUCHI'EGO)
FUNKCJI STRAT TAGUCHI'EGO (Taguchi Loss Function), ROZPOZNAJĄCA WYMAGANIA UŻYTKOWNIKA I DĄŻĄCA DO MINIMALIZACJI KOSZTÓW. W TAKIM PRZYPADKU RZECZYWIŚCIE MOŻNA WIĄZAĆ JAKOŚĆ WYROBU ZE STRATAMI SPOŁECZEŃSTWA
CO POKAZUJĄ WYKRESY EFEKTÓW GŁÓWNYCH
KTÓRA NORMA ISO SERII 9000 USTALA WYMAGANIA DLA WYROBÓW (jakości itp.)
ISO 9001. SYSTEMY ZARZĄDZANIA JAKOŚCIĄ. WYMAGANIA.
NORMA MOŻE BYĆ STOSOWANA W CELU OCENY, CZY ORGANIZACJA MA ZDOLNOŚĆ SPEŁNIENIA WYMAGAŃ KLIENTÓW, WYMAGAŃ ZAWARTYCH W PRZEPISACH I WŁASNYCH WYMAGAŃ ORGANIZACJI
POWINNA DOWIEŚĆ ZDOLNOŚCI DOSTARCZANIA WYROBU KONSEKWENTNIE ODPOWIADAJĄCEGO WYMAGANIOM KLIENTA I WYMAGANIOM ZAWARTYM W PRZEPISACH
USTANOWIENIE, UDOKUMENTOWANIE, WDROŻENIE, UTRZYMANIE I DOSKONALENIE SYSTEMU ZARZĄDZANIA JAKOŚCIĄ POWINNO OBEJMOWAĆ NASTĘPUJĄCE CZYNNOŚCI:
ELASTYCZNY SYSTEM PRODUKCYJNY
SYSTEM POWINIEN REAGOWAĆ NA:
ZMIENNOŚĆ ŻĄDAŃ RYNKOWYCH (KRÓTKIE SERIE I KRÓTKIE TERMINY),
WDRAŻANIE NOWYCH URUCHOMIEŃ (INNOWACJE PRODUKTOWE, PROCESOWE),
ZMIENNOŚCI WEWNĘTRZNE (STOPIEŃ WYKORZYSTANIA STANOWISK ROBOCZYCH I EFEKTYWNOŚĆ PRACY).
Pytanie 2
INFRASTRUKTURA PROCESÓW LOGISTYCZNYCH:
ŚRODKI TECHNICZNE, TAKIE JAK BUDYNKI, BUDOWLE MAGAZYNOWE, ŚRODKI TRANSPORTU...
PLANOWANIE POTRZEB MATERIAŁOWYCH
METODA MRP I (Material Requirement Planning) JEST METODĄ ZARZĄDZANIA PRODUKCJĄ I ZAPASAMI PRODUKCYJNYMI OBEJMUJĄCĄ DZIAŁANIA ZWIĄZANE Z WYPRZEDZAJĄCYM USTALENIEM RODZAJU I WIELKOŚCI ZADAŃ DLA KOMÓREK PRODUKCYJNYCH PRZEDSIĘBIORSTWA I PLANOWANIEM POTRZEB MATERIAŁOWYCH ORAZ SPOSOBÓW ICH ZASPOKAJANIA
METODA MRP II (Manufacturing Resource Planning) JEST NATURALNĄ KONTYNUACJĄ METODY MRP I
DODANO DALSZE SPRZĘŻENIA ZWROTNE MIĘDZY WYKONYWANYMI OPERACJAMI TECHNOLOGICZNYMI ORAZ UZUPEŁNIONO JE INFORMACJĄ O KOSZTACH
17.PROCES POD KONTROLĄ STATYSTYCZNĄ
ZMIENNE LOSOWE (PRZYPADKOWE), nie jest się w stanie wyeliminować. Mogą to być zmiany temperatury, wibracje, zmiany kondycji fizycznej operatora, zmiany w strukturze materiałów i surowców itp.,
Pytanie 4
FMEA - ANALIZA SKUTKÓW I PRZYCZYN POTENCJALNYCH BŁĘDÓW
-ZIDENTYFIKOWANIE WSZYSTKICH ELEMENTÓW WYROBU LUB FUNKCJI ROZPATRYWANEGO PROCESU W KOLEJNOŚCI TECHNOLOGICZNEJ
-SPORZĄDZENIE LISTY MOŻLIWYCH BŁĘDÓW
-PRZYGOTOWANIE LISTY PRAWDOPODOBNYCH SKUTKÓW TYCH BŁĘDÓW
-OPRACOWANIE LISTY PRZYCZYN MOŻLIWYCH BŁĘDÓW I PRAWDOPODOBIEŃSTWO ICH WYKRYCIA
-PRZYPORZĄDKOWANIE MOŻLIWYM BŁĘDOM WARTOŚCI RYZYKA P, Z, T, P - prawdopodobieństwo wystąpienia, Z - znaczenie dla klienta, T - wykrywalność (trudność wykrycia)
-OBLICZENIE WSKAŹNIKA OCENY RYZYKA C. Wskaźnik jest iloczynem P x Z x T i może wynosić od 1 do 1000 -
-UPORZĄDKOWANIE MOŻLIWYCH BŁĘDÓW WEDŁUG ICH RANGI
-WSKAZANIA DZIAŁAŃ NAPRAWCZYCH
Pytanie 5
POJĘCIE JAKOŚCI: WŁAŚCIWOŚĆ, RODZAJ, GATUNEK, WARTOŚĆ DANEGO PRZEDMIOTU LUB ZJAWISKA. W ZNACZENIU ŚCIŚLEJSZYM - CECHĘ LUB ZESPÓŁ CECH ODRÓŻNIAJĄCYCH DANY PRZEDMIOT OD INNYCH, BĄDŹ TEŻ CAŁOKSZTAŁT CECH DANEGO PRZEDMIOTU ISTOTNYCH ZE WZGLĘDU NA JEGO STRUKTURĘ WEWNĘTRZNĄ ORAZ ZE WZGLĘDU NA JEGO STOSUNKI, ODDZIAŁYWANIE I ZWIĄZKI Z OTOCZENIEM
Pytanie 6
STRATEGIA EKSPERYMENTU
METODY PLANOWANIA EKSPERYMENTU TWORZĄ RODZINY O WSPÓLNYCH CECHACH:
EKSPERYMENTY PEŁNO-CZYNNIKOWE (Full-factorials),
EKSPERYMENTY CZĘŚCIOWO-CZYNNIKOWE (Fractional-factorial),
EKSPERYMENTY SELEKCJONUJĄCE (Screening Experiments),
MAPY POWIERZCHNIOWEJ ODPOWIEDZI (Response Surface Analysis)
PROCEDURY EWOLUCYJNE (Evolutionary Operations, EVOP),
EKSPERYMENTY MIESZANE
START --EKSPERYMENT SELEKCJONUJĄCY --EKSPERYMENT PEŁNO- LUB CZĘŚCIOWO-CZYNNIKOWY -
-OPTYMALIZACJA (RSM)
pytanie 5
HISTOGRAMY
HISTOGRAM JEST GRAFICZNYM OBRAZEM (W POSTACI WYKRESU SŁUPKOWEGO) ZMIENNOŚCI OKREŚLONEGO ZBIORU DANYCH
TRYB POSTĘPOWANIA:
ZEBRANIE DANYCH POTRZEBNYCH DO WYKRESU (co najmniej n = 30 wartości) I POLICZENIE ILOŚCI PUNKTÓW POMIARU (n)
PODZIAŁ ZAKRESU POMIARU NA KLASY
OKREŚLENIE SZEROKOŚĆ ZAKRESU (ROZSTĘPU) RÓWNEGO RÓŻNICY POMIĘDZY WARTOŚCIĄ NAJWIĘKSZĄ I WARTOŚCIĄ NAJMNIEJSZĄ
USTALENIE SZEROKOŚCI KLASY = ROZSTĘP/LICZBA KLAS
SPORZĄDZENIE ARKUSZU KRESKOWEGO
Pytanie 6
OSOBY, KTÓRE ROZPATRUJĄ REKLAMACJE POWINNY KIEROWAĆ SIĘ NASTĘPUJĄCYMI ZASADAMI:
POWINNY BUDZIĆ ZAUFANIE KLIENTA ZARÓWNO SWOIM WYGLĄDEM JAK I MOWĄ CIAŁA
POSIADAĆ UMIEJĘTNOŚĆ SŁUCHANIA KLIENTA
BYĆ POZYTYWNIE NASTAWIONYM DO KLIENTA
MÓWIĆ KRÓTKO I PRECYZYJNIE,
IDENTYFIKOWAĆ SIĘ Z FIRMĄ (NIE ZRZUCAĆ ODPOWIEDZIALNOŚCI NA INNYCH PRACOWNIKÓW),
ZADAWAĆ PYTANIA, ABY WYELIMINOWAĆ NIEUZASADNIONE ŻĄDANIA KLIENTA,
ROZPATRYWAĆ SPRAWĘ BEZ ODSYŁANIA DO INNYCH OSÓB,
PODKREŚLAĆ JEDNORAZOWOŚĆ REKLAMACJI,
PRZEPROSIĆ, JEŚLI WYMAGA TEGO SYTUACJA,
OSIĄGNĄĆ ROZWIĄZANIE AKCEPTOWANE PRZEZ OBIE STRONY
NIE UŻYWAĆ SŁOWA „REKLAMACJA” ALE KONCENTROWAĆ SIĘ NAD ROZWIĄZANIEM PROBLEMU.
Pytanie 7
14.F-test JEST NARZĘDZIEM POZWALAJĄCYM NA PORÓWNANIE DWÓCH WARIANCJI NA OKREŚLONYM POZIOMIE ISTOTNOŚCI (STOSUNEK WIĘKSZEJ WARIANCJI DO MNIEJSZEJ)
Pytanie 1
LOGISTYKA -- JEST TERMINEM OPISUJĄCYM PROCES PLANOWANIA, REALIZOWANIA I KONTROLOWANIA SPRAWNEGO I EFEKTYWNEGO EKONOMICZNIE PRZEPŁYWU SUROWCÓW, MATERIAŁÓW DO PRODUKCJI, WYROBÓW GOTOWYCH ORAZ ODPOWIEDNIEJ INFORMACJI Z PUNKTU POCHODZENIA DO PUNKTU KONSUMPCJI W CELU ZASPOKOJENIA WYMAGAŃ KLIENTA.....
Pytanie 2
.PRODUKCJA JEDNOSTKOWA
CECHY
ASORTYMENT PRODUKCJI JEST RÓŻNORODNY,
PARK MASZYNOWY UNIWERSALNY, PRZYSTOSOWANY DO WYKONYWANIA RÓŻNYCH OPERACJI,
UNIWERSALNE OPRZYRZĄDOWANIE I NISKI STOPIEŃ OPRZYRZĄDOWANIA, UNIWERSALNE ŚRODKI KONTROLI,
WYSOKO WYKWALIFIKOWANA KADRA ROBOTNIKÓW I PRACOWNIKÓW INŻYNIERYJNO-TECHNICZNYCH,
NIEPOGŁĘBIONY TECHNICZNY PODZIAŁ PRACY I POTRZEBA OPANOWANIA WIĘKSZEJ LICZBY ZAWODÓW,
MAŁE MOŻLIWOŚCI MECHANIZACJI I AUTOMATYZACJI PRODUKCJI.
Pytanie 3
KARTA KONTROLNA SHEWHARTA JEST STOSOWANA PRZY OCENIE STABILNOŚCI PROCESU W CELU OKREŚLENIA, KIEDY PROCES WYMAGA REGULACJI, A KIEDY NALEŻY POZOSTAWIĆ GO BEZ ZMIAN
Pytanie 4
METODA ABCD (SUZUKI)
JEST STOSOWANA, GDY NIE WIADOMO, KTÓRE Z PRZYCZYN MAJA WIĘKSZY, A KTÓRE MNIEJSZY, A NAWET MINIMALNY WPŁYW NA ROZPATRYWANĄ KWESTIĘ
ETAPY:
UPORZĄDKOWANIE PRZYCZYN,
SPORZĄDZENIE ORAZ WYPEŁNIENIE TABELI INDYWIDUALNYCH WYBORÓW RANGI,
SPORZĄDZENIE ORAZ WYPEŁNIENIE TABELI ZBIORCZEJ
USZEREGOWANIE PRZYCZYN WEDŁUG WAŻNOŚCI (RANGI).
Pytanie 5 PROCES POD KONTROLĄ STATYSTYCZNĄ
ZMIENNE LOSOWE (PRZYPADKOWE), nie jest się w stanie wyeliminować. Mogą to być zmiany temperatury, wibracje, zmiany kondycji fizycznej operatora, zmiany w strukturze materiałów i surowców itp.,
Pytanie 7
Test i eksperyment czym się róźni
TEST ODPOWIEDŹ W JAKI SPOSÓB JEDEN CZYNNIK (LUB ZESPÓŁ PODOBNYCH CZYNNIKÓW) WPŁYWA NA WARUNKI PROCESU.
EKSPERYMENT ODPOWIEDŹ NA PYTANIE CZY ORAZ CO SPOWODOWAŁO OKREŚLONY SKUTEK.
PYTANIE 2
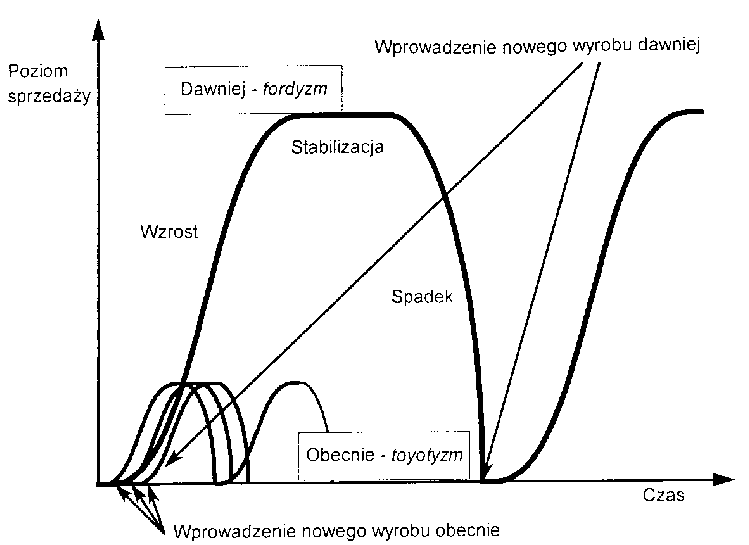
PROGNOZOWANIE POPYTU RYNKOWEGO
Pyt: prognozowanie popytu rynkowego- co mozna odczytac z modelu wykresu adaptacyjnego:
CYKL ŻYCIA WYROBU
NIEPEWNOŚĆ - cen, kursów walut, koniunktur rynku kapitałowego, podatków, barier celnych i działań polityków,
KONKURENCJA - wynikająca z podziałów i fuzji firm, pobudzana przez małe firmy, itp.,
OCZEKIWANIA - kreowanie nowych potrzeb klientów w zakresie jakości, niskich cen, różnorodności, dostępności, niezawodności i sprawności obsługi,
ROZWÓJ - nowych wyrobów, materiałów, technologii, struktur produkcji i dystrybucji, intensywna informatyzacja.
Wyszukiwarka
Podobne podstrony:
pytania- inznieria produkcji, nauka, polibuda, elektronika, inzynieria produkcji
sciaga feta, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
sciaga inzynieria, nauka, polibuda, elektronika, inzynieria produkcji
GRUPA A, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
perfekt, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
zbiór ABC, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
Grupa B, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
wiatrowski nowy, nauka, polibuda, elektronika, układy elektroniczne, układy elektroniczne1wykład
Pytania z zaliczenia z maszyn elektrycznych, ZUT-Energetyka-inżynier, III Semestr, Maszyny elektrycz
Elektroenergetyka pytania na zal laboratorium, Nauka i Technika, Elektroenergetyka
Elektroenergetyka pytania na zal laboratorium, Nauka i Technika, Elektroenergetyka
Pytania z teledetekcji-ca, Elektronika i telekomunikacja WAT, Semestr V, PTD
pytania-TRU-poprawione, Elektronika i Telekomunikacja PWR, EIT od Bohuna, Sterowanie w sieciach
Pytania z wykladu, Polibuda, MATEMATYKA II
Pytania na egzamin z elektrotechniki II
Pytania, Laboratorium Napędu Elektrycznego
JĘZYK POLSKI - ROMATYZM - PYTANIA, Nauka, Pomoce naukowe
pytania i odpowiedzi, studia, elektrotechnika, materialy
więcej podobnych podstron