1.ZADANIA BROKERA:
KREOWANIE POMYSŁU WSPÓLNEGO PRZEDSIĘWZIĘCIA,
IDENTYFIKOWANIE NIEZBĘDNYCH KLUCZOWYCH KOMPETENCJI,
PROJEKTOWANIE road map
DOBÓR PARTNERÓW GOSPODARCZYCH,
PRZYDZIAŁ PROCESÓW POSZCZEGÓLNYM FIRMOM WEDŁUG KRYTERIUM POSIADANYCH PODSTAWOWYCH KOMPETENCJI,
KOORDYNACJA, MONITORING,
KONTROLA REALIZACJI,
ZAPEWNIENIE PROCESU DOSTARCZANIA PRODUKTU DO KLIENTA,
ROZLICZENIE TRANSAKCJI ZEWNĘTRZNYCH (Z KLIENTEM) ORAZ WEWNĘTRZNYCH (MIEDZY UCZESTNIKAMI)
2.ELASTYCZNY SYSTEM PRODUKCYJNY
SYSTEM POWINIEN REAGOWAĆ NA:
ZMIENNOŚĆ ŻĄDAŃ RYNKOWYCH (KRÓTKIE SERIE I KRÓTKIE TERMINY),
WDRAŻANIE NOWYCH URUCHOMIEŃ (INNOWACJE PRODUKTOWE, PROCESOWE),
ZMIENNOŚCI WEWNĘTRZNE (STOPIEŃ WYKORZYSTANIA STANOWISK ROBOCZYCH I EFEKTYWNOŚĆ PRACY).
3.LOGISTYKA -- JEST TERMINEM OPISUJĄCYM PROCES PLANOWANIA, REALIZOWANIA I KONTROLOWANIA SPRAWNEGO I EFEKTYWNEGO EKONOMICZNIE PRZEPŁYWU SUROWCÓW, MATERIAŁÓW DO PRODUKCJI, WYROBÓW GOTOWYCH ORAZ ODPOWIEDNIEJ INFORMACJI Z PUNKTU POCHODZENIA DO PUNKTU KONSUMPCJI W CELU ZASPOKOJENIA WYMAGAŃ KLIENTA.....
4.INFRASTRUKTURA PROCESÓW LOGISTYCZNYCH:
ŚRODKI TECHNICZNE, TAKIE JAK BUDYNKI, BUDOWLE MAGAZYNOWE, ŚRODKI TRANSPORTU...
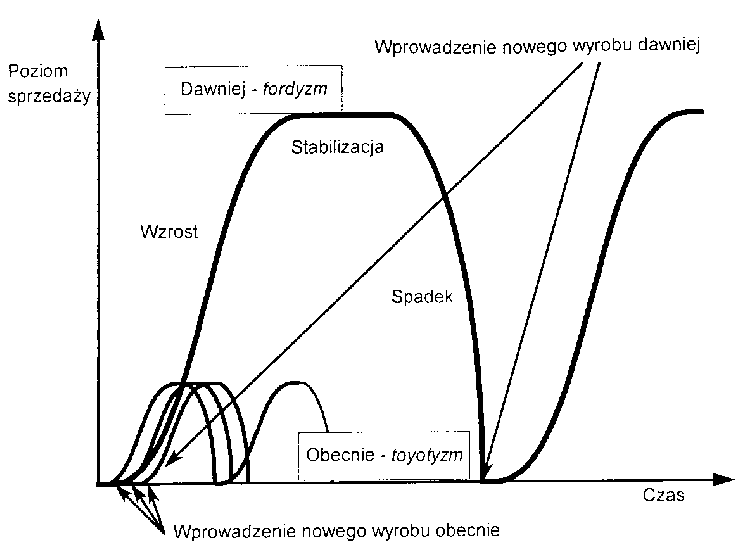
5.PROGNOZOWANIE POPYTU RYNKOWEGO
CYKL ŻYCIA WYROBU
NIEPEWNOŚĆ - cen, kursów walut, koniunktur rynku kapitałowego, podatków, barier celnych i działań polityków,
KONKURENCJA - wynikająca z podziałów i fuzji firm, pobudzana przez małe firmy, itp.,
OCZEKIWANIA - kreowanie nowych potrzeb klientów w zakresie jakości, niskich cen, różnorodności, dostępności, niezawodności i sprawności obsługi,
ROZWÓJ - nowych wyrobów, materiałów, technologii, struktur produkcji i dystrybucji, intensywna informatyzacja.
5.POJĘCIE JAKOŚCI: WŁAŚCIWOŚĆ, RODZAJ, GATUNEK, WARTOŚĆ DANEGO PRZEDMIOTU LUB ZJAWISKA. W ZNACZENIU ŚCIŚLEJSZYM - CECHĘ LUB ZESPÓŁ CECH ODRÓŻNIAJĄCYCH DANY PRZEDMIOT OD INNYCH, BĄDŹ TEŻ CAŁOKSZTAŁT CECH DANEGO PRZEDMIOTU ISTOTNYCH ZE WZGLĘDU NA JEGO STRUKTURĘ WEWNĘTRZNĄ ORAZ ZE WZGLĘDU NA JEGO STOSUNKI, ODDZIAŁYWANIE I ZWIĄZKI Z OTOCZENIEM
6.METODA ABCD (SUZUKI) JEST STOSOWANA, GDY NIE WIADOMO, KTÓRE Z PRZYCZYN MAJA WIĘKSZY, A KTÓRE MNIEJSZY, A NAWET MINIMALNY WPŁYW NA ROZPATRYWANĄ KWESTIĘ
7.DIAGRAM PARETO JEST NARZĘDZIEM UMOŻLIWIAJĄCYM HIERARCHIZACJĘ CZYNNIKÓW WPŁYWAJĄCYCH NA BADANE ZJAWISKO. ANALIZĘ PARETO STOSUJE SIĘ, GDY CHCE SIĘ WYELIMINOWAĆ:
ZJAWISKA O NAJWIĘKSZEJ CZĘSTOTLIWOŚCI WYSTĘPOWANIA,
PRZYCZYNY TWORZENIA NAJWIĘKSZYCH KOSZTÓW.
oTWORZY SIĘ WYKRES SŁUPKOWY W PORZĄDKU MALEJĄCYM
oOBLICZA SIĘ I NANOSI NA WYKRES WARTOŚCI SKUMULOWANE,
oDOKONUJE SIĘ ANALIZY WYKRESU
9.FMEA - ANALIZA SKUTKÓW I PRZYCZYN POTENCJALNYCH BŁĘDÓW
-ZIDENTYFIKOWANIE WSZYSTKICH ELEMENTÓW WYROBU LUB FUNKCJI ROZPATRYWANEGO PROCESU W KOLEJNOŚCI TECHNOLOGICZNEJ
-SPORZĄDZENIE LISTY MOŻLIWYCH BŁĘDÓW
-PRZYGOTOWANIE LISTY PRAWDOPODOBNYCH SKUTKÓW TYCH BŁĘDÓW
-OPRACOWANIE LISTY PRZYCZYN MOŻLIWYCH BŁĘDÓW I PRAWDOPODOBIEŃSTWO ICH WYKRYCIA
-PRZYPORZĄDKOWANIE MOŻLIWYM BŁĘDOM WARTOŚCI RYZYKA P, Z, T, P - prawdopodobieństwo wystąpienia, Z - znaczenie dla klienta, T - wykrywalność (trudność wykrycia)
-OBLICZENIE WSKAŹNIKA OCENY RYZYKA C. Wskaźnik jest iloczynem P x Z x T i może wynosić od 1 do 1000 -
-UPORZĄDKOWANIE MOŻLIWYCH BŁĘDÓW WEDŁUG ICH RANGI
-WSKAZANIA DZIAŁAŃ NAPRAWCZYCH
10.KARTA KONTROLNA SHEWHARTA JEST STOSOWANA PRZY OCENIE STABILNOŚCI PROCESU W CELU OKREŚLENIA, KIEDY PROCES WYMAGA REGULACJI, A KIEDY NALEŻY POZOSTAWIĆ GO BEZ ZMIAN
11.ROZPATRYWANIE REKLAMACJI
POWINNY BUDZIĆ ZAUFANIE KLIENTA ZARÓWNO SWOIM WYGLĄDEM JAK I MOWĄ CIAŁA
POSIADAĆ UMIEJĘTNOŚĆ SŁUCHANIA KLIENTA
BYĆ POZYTYWNIE NASTAWIONYM DO KLIENTA
MÓWIĆ KRÓTKO I PRECYZYJNIE,
IDENTYFIKOWAĆ SIĘ Z FIRMĄ (NIE ZRZUCAĆ ODPOWIEDZIALNOŚCI NA INNYCH PRACOWNIKÓW),
ZADAWAĆ PYTANIA, ABY WYELIMINOWAĆ NIEUZASADNIONE ŻĄDANIA KLIENTA,
ROZPATRYWAĆ SPRAWĘ BEZ ODSYŁANIA DO INNYCH OSÓB,
PODKREŚLAĆ JEDNORAZOWOŚĆ REKLAMACJI,
PRZEPROSIĆ, JEŚLI WYMAGA TEGO SYTUACJA,
OSIĄGNĄĆ ROZWIĄZANIE AKCEPTOWANE PRZEZ OBIE STRONY
NIE UŻYWAĆ SŁOWA „REKLAMACJA” ALE KONCENTROWAĆ SIĘ NAD ROZWIĄZANIEM PROBLEMU.
12.EKSPERYMENT (DOŚWIADCZENIE) TO ZAPLANOWANA SERIA TESTÓW, KTÓREJ CELEM JEST UDOWODNIENIE (lub wykazanie fałszu) HIPOTEZY OPISUJĄCEJ PROCES, KTÓREGO REZULTAT JEST ZALEŻNY OD TEGO, W JAKI SPOSÓB TEN PROCES PRZEBIEGA
TEST ODPOWIEDŹ W JAKI SPOSÓB JEDEN CZYNNIK (LUB ZESPÓŁ PODOBNYCH CZYNNIKÓW) WPŁYWA NA WARUNKI PROCESU.
13.STRATEGIA EKSPERYMENTU
METODY PLANOWANIA EKSPERYMENTU TWORZĄ RODZINY O WSPÓLNYCH CECHACH:
EKSPERYMENTY PEŁNO-CZYNNIKOWE (Full-factorials),
EKSPERYMENTY CZĘŚCIOWO-CZYNNIKOWE (Fractional-factorial),
EKSPERYMENTY SELEKCJONUJĄCE (Screening Experiments),
MAPY POWIERZCHNIOWEJ ODPOWIEDZI (Response Surface Analysis)
PROCEDURY EWOLUCYJNE (Evolutionary Operations, EVOP),
EKSPERYMENTY MIESZANE
START --EKSPERYMENT SELEKCJONUJĄCY --EKSPERYMENT PEŁNO- LUB CZĘŚCIOWO-CZYNNIKOWY -
-OPTYMALIZACJA (RSM)
14.F-test JEST NARZĘDZIEM POZWALAJĄCYM NA PORÓWNANIE DWÓCH WARIANCJI NA OKREŚLONYM POZIOMIE ISTOTNOŚCI (STOSUNEK WIĘKSZEJ WARIANCJI DO MNIEJSZEJ)
15.PRODUKCJA JEDNOSTKOWA
CECHY
ASORTYMENT PRODUKCJI JEST RÓŻNORODNY,
PARK MASZYNOWY UNIWERSALNY, PRZYSTOSOWANY DO WYKONYWANIA RÓŻNYCH OPERACJI,
UNIWERSALNE OPRZYRZĄDOWANIE I NISKI STOPIEŃ OPRZYRZĄDOWANIA, UNIWERSALNE ŚRODKI KONTROLI,
WYSOKO WYKWALIFIKOWANA KADRA ROBOTNIKÓW I PRACOWNIKÓW INŻYNIERYJNO-TECHNICZNYCH,
NIEPOGŁĘBIONY TECHNICZNY PODZIAŁ PRACY I POTRZEBA OPANOWANIA WIĘKSZEJ LICZBY ZAWODÓW,
MAŁE MOŻLIWOŚCI MECHANIZACJI I AUTOMATYZACJI PRODUKCJI.
16.PLANOWANIE POTRZEB MATERIAŁOWYCH
METODA MRP I (Material Requirement Planning) JEST METODĄ ZARZĄDZANIA PRODUKCJĄ I ZAPASAMI PRODUKCYJNYMI OBEJMUJĄCĄ DZIAŁANIA ZWIĄZANE Z WYPRZEDZAJĄCYM USTALENIEM RODZAJU I WIELKOŚCI ZADAŃ DLA KOMÓREK PRODUKCYJNYCH PRZEDSIĘBIORSTWA I PLANOWANIEM POTRZEB MATERIAŁOWYCH ORAZ SPOSOBÓW ICH ZASPOKAJANIA
METODA MRP II (Manufacturing Resource Planning) JEST NATURALNĄ KONTYNUACJĄ METODY MRP I
DODANO DALSZE SPRZĘŻENIA ZWROTNE MIĘDZY WYKONYWANYMI OPERACJAMI TECHNOLOGICZNYMI ORAZ UZUPEŁNIONO JE INFORMACJĄ O KOSZTACH
17.PROCES POD KONTROLĄ STATYSTYCZNĄ
ZMIENNE LOSOWE (PRZYPADKOWE), nie jest się w stanie wyeliminować. Mogą to być zmiany temperatury, wibracje, zmiany kondycji fizycznej operatora, zmiany w strukturze materiałów i surowców itp.,
Wyszukiwarka
Podobne podstrony:
sciaga inzynieria, nauka, polibuda, elektronika, inzynieria produkcji
GRUPA A, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
pytania- inznieria produkcji, nauka, polibuda, elektronika, inzynieria produkcji
perfekt, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
zbiór ABC, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
Grupa B, nauka, polibuda, elektronika, inzynieria produkcji, Inżynieria produkcji
inżynieria produkcji pytania, nauka, polibuda, elektronika, inzynieria produkcji
wiatrowski nowy, nauka, polibuda, elektronika, układy elektroniczne, układy elektroniczne1wykład
zarzadzanie - sciaga od poczatku roku, Zarządzanie i inżynieria produkcji, Semestr 2, Podstawy Zarzą
egzamin sciaga tk, Politechnika Poznańska - Zarządzanie i Inżynieria Produkcji, Semestr III, Technol
Makroekonomia ściąga Pojęcia II sem, Zarządzanie i inżyniernia produkcji, Ekonomia
sciaga na cieplną, POLIBUDA Inżynieria Środowiska, Rok 2
tppp sciaga egzam, uniwersytet warmińsko-mazurski, inżynieria chemiczna i procesowa, rok III semestr
ściaga - pods. maszynoznawsta cz 2, Zarządzanie i inżynieria produkcji, Semestr 2, Maszynoznawstwo
ściąga grafika, PW Transport, Grafika inżynierska II
sciaga5, PWR Politechnika Wrocławska, podstawy inżynierii procesowej
więcej podobnych podstron