POLITECHNIKA LUBELSKA |
WYDZIAŁ MECHANICZNY |
Str. |
||
|
|
2 |
||
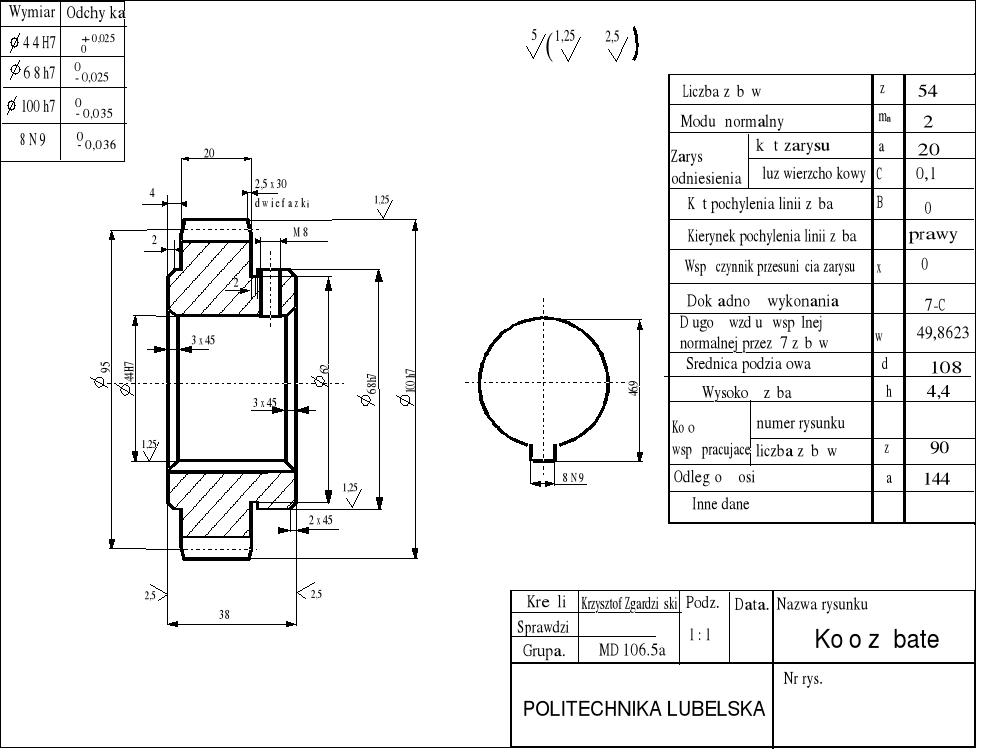
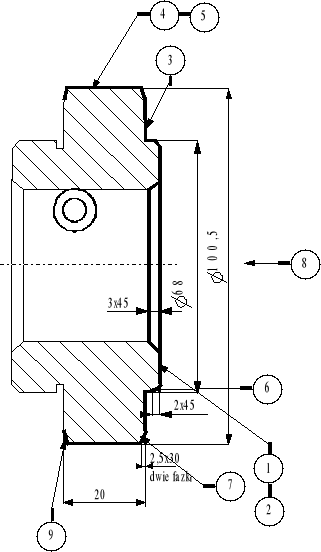
PROCES TECHNOLOGICZNY OBRÓBKI
CZĘŚCI TYPU KOŁO ZĘBATE
NUMER RYSUNKU 001/00/PTW/2000
|
||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||
KRZYSZTOF ZGARDZINSKI |
2000-03-20 |
Mgr inż. A. Rudawska. |
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
PROCES TECHNOLOGICZNY - spis dokumentacji |
Str. |
||||
|
|
3 |
||||
Spis dokumentów procesu technologicznego |
||||||
L.p. |
Nazwa dokumentu |
Strona dokumentu w procesie technologicznym |
Ilość Stron |
Nazwa części: Koło zębate |
||
1 |
Rysunek wykonawczy obrabianej części |
1 |
1 |
|
||
2 |
Karta tytułowa |
2 |
1 |
|
||
3 |
Karta procesu technologicznego - spis dokumentacji |
3 |
1 |
Założona wielkość produkcji (sztuk):
1000 |
||
4 |
Karta półfabrykatu |
4 |
1 |
|
||
5 |
Karta technologiczna zbiorcza (plan operacji) |
5 |
1 |
|
||
6 |
Instrukcja obróbki cieplnej |
6 |
1 |
|
||
7 |
Karta operacyjna |
7 -12 |
6 |
Proces zawiera stron:
18 |
||
8 |
Karta uzbrojenia obrabiarki |
13 |
1 |
|
||
9 |
Karta kontrolna |
14 |
1 |
|
||
10 |
Karta normowania czasu |
15 -17 |
3 |
|
||
11 |
Spis pomocy warsztatowych |
18 |
1 |
Technolog:
Krzysztof Zgardziński |
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA PÓŁFABRYKATU |
Str. |
||||
|
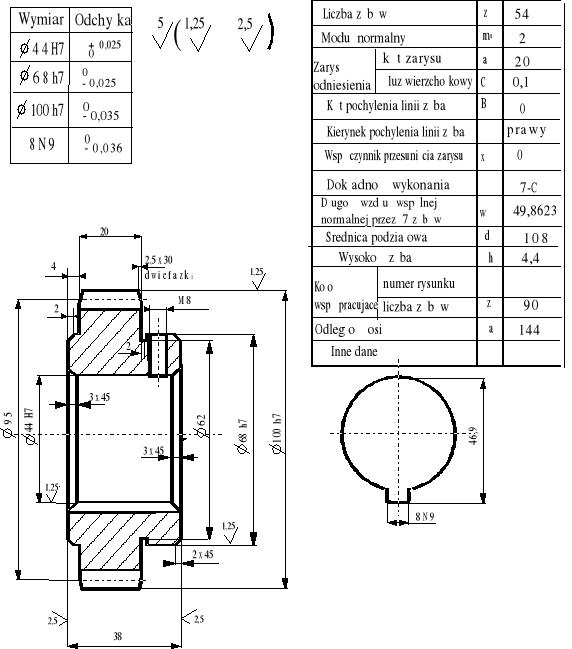
NAZWA CZĘŚCI |
Koło zębate |
4 |
|||
|
Lp |
Rodzaj materiału, wymiary |
||||
|
1 |
Nazwa materiału |
Stal |
|||
|
2 |
Gatunek materiału |
40HM |
|||
|
3 |
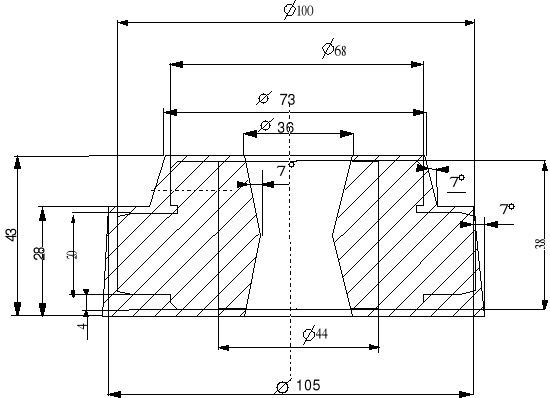
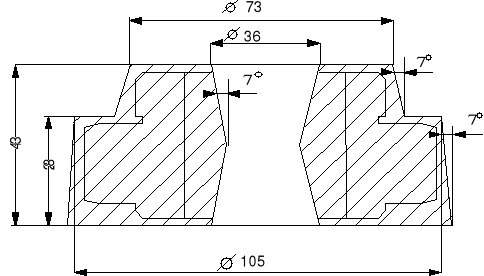
Rodzaj półfabrykatu |
Odkuwka matrycowa |
|||
|
4 |
Stan dostawy |
Normalizowany |
|||
|
5 |
Twardość materiału półfabrykatu |
____________ |
|||
|
6 |
Wymiary gabarytowe części |
100x38
|
|||
|
7 |
Wymiary półfabrykatu |
105x43 |
|||
|
8 |
Materiał bez cięcia |
____________ |
|||
|
9 |
Materiał z naddatkiem na cięcie |
____________ |
|||
|
10 |
Ilość części z półfabrykatu |
1 |
|||
|
11 |
Naddatek na uchwycenie przy cięciu
|
____________ |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA TECHNOLOGICZNA ZBIORCZA (PLAN OPERACJI) |
Str. |
||||
|
|
5 |
||||
Numer operacji |
Nazwa operacji |
Stanowisko |
Norma czasu w godz. |
|||
|
|
Nazwa |
Symbol |
Tj |
Tpz |
|
10 |
Ulepszanie cieplne |
Piec elektryczny komorowy |
PEK - 3 |
|
|
|
20 |
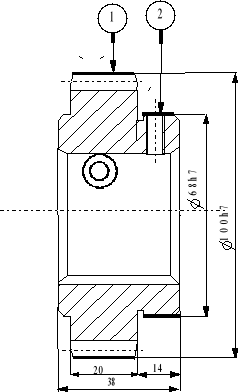
Toczenie I |
Tokarka rewolwerowa |
RVP-100 |
|
|
|
30 |
Toczenie II |
Tokarka uniwersalna |
TUB-32 |
|
|
|
40 |
Przeciąganie |
Przeciągarka pozioma |
CDA-16 |
1,61 |
16 |
|
50 |
Wiercenie i Gwintowanie |
Wiertarka |
WKA - 25 |
|
|
|
60 |
Wykonanie uzębienia |
Frezarka obwiedniowa |
ZFA-50 |
7,28 |
21 |
|
70 |
Szlifowanie |
Szlifierka uniwersalna |
SWa 100 |
1,39 |
25 |
|
80 |
Kontrola techniczna |
Kontrola techniczna |
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
NR OPERACJI |
Str. |
||||||||||||||||
|
NAZWA OPERACJI |
Ulepszanie cieplne |
10 |
6 |
|||||||||||||||
|
Nazwa części |
Koło zębate |
Urządzenie
|
||||||||||||||||
|
Gatunek materiału |
40HM |
Nazwa |
Symbol |
|||||||||||||||
|
Stan dostawy |
Normalizowany |
Piec elektryczny komorowy |
PEK-3 |
|||||||||||||||
|
Twardość |
powierzchni |
HRC= 30-32 |
Dodatkowe informacje |
|||||||||||||||
|
|
rdzenia |
HRC = 30 |
Moc 55KW |
|||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
Na wskroś |
|
||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
----- |
|
||||||||||||||||
Parametry obróbki cieplnej
|
|||||||||||||||||||
Lp. |
Czynności |
Grzanie |
Chłodzenie |
Twardość |
|||||||||||||||
|
|
Temp. ładowania[0C] |
Czas podgrzewania[min] |
Temp. grzania[0C] |
Czas grzania[min] |
ośrodek |
temperatura[0C] |
Czas [min] |
HRC |
HB |
HV |
||||||||
1 |
Nawęglanie |
|
|
|
|
|
|
|
|
|
|
||||||||
2
|
Hartowanie |
na wskroś |
820-850 |
30 |
820-850 |
15 |
olej |
18 |
|
45 |
|
|
|||||||
|
|
Powierzchniowe |
|
|
|
|
|
|
|
|
|
|
|||||||
3 |
Odpuszczanie |
530-550 |
15 |
530-550 |
45 |
olej |
18 |
|
30-32 |
|
|
||||||||
4 |
|
|
|
|
|
|
|
|
|
|
|
||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
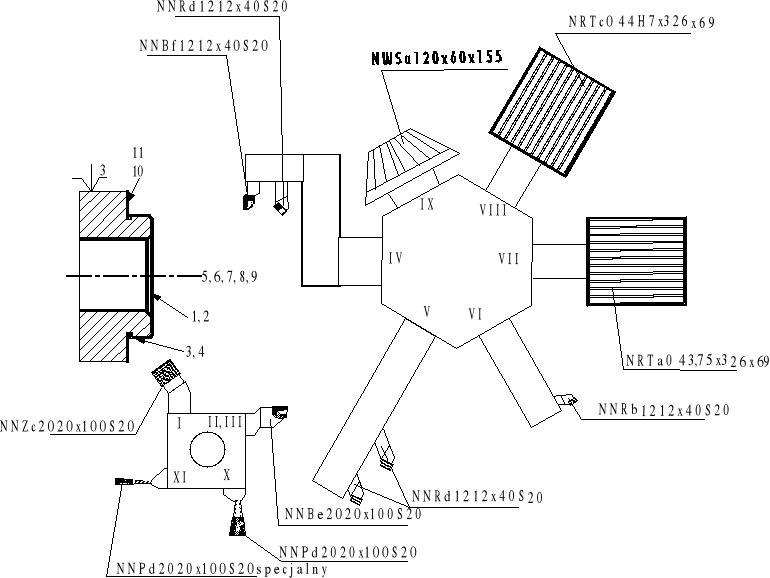
KARTA OPERACYJNA |
Str. |
|||||||||||||||||||
|
|
7 |
|||||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
|||||||||||||||||
|
Tokarka rewolwerowa |
RVP 100 |
Toczenie I |
20 |
|||||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu
|
Wyposażenie |
||||||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
||||||||||||||||
|
1. |
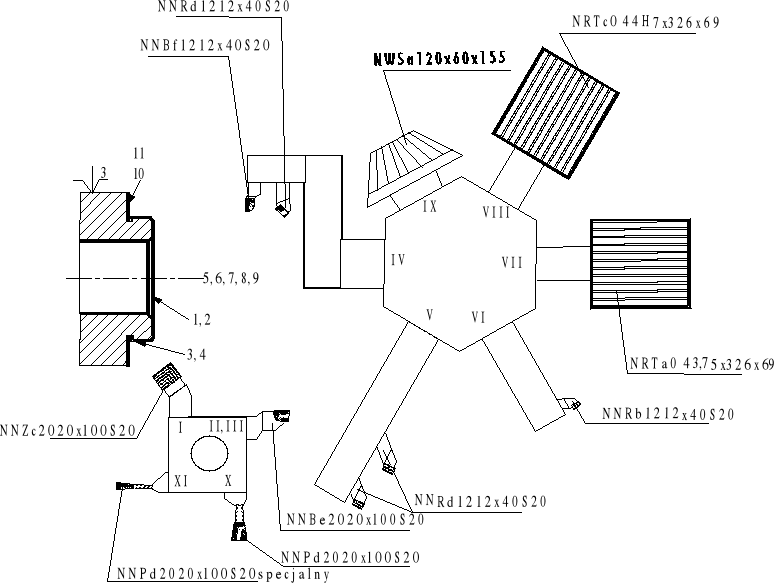
Toczyć zgrubnie czoło na l = 40,5 na ∅68 |
|
NNZc-2020 S20 |
Suwmiarka MAUb-140 |
||||||||||||||||
|
2. |
Toczyć wykańczająco czoło l=40 na Ø68 |
|
NNBe- 2020 S20 |
|
||||||||||||||||
|
3. |
Toczyć zgrubnie Ø 69,5 na długość l = 13,5 |
|
NNRb-2020 S20 |
|
||||||||||||||||
|
4. |
Toczyć wykańczająco Ø 68,5 na długości l = 13,5 oraz wykonać fazkę 2x45 |
|
NNRb-12x12 S20 NNRf-12x12 S20 |
|
||||||||||||||||
|
5. |
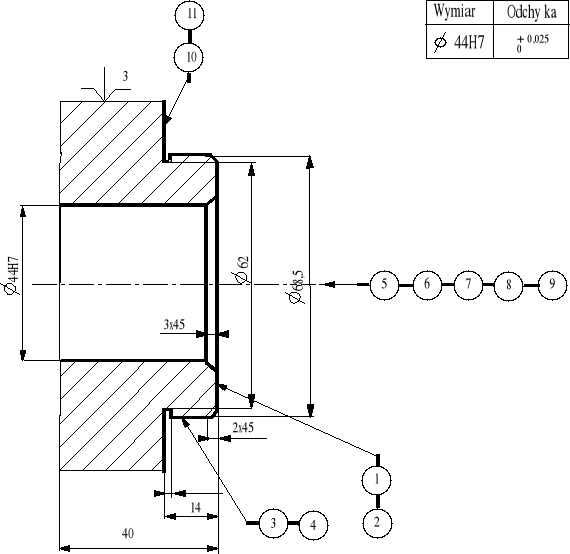
Wytaczać zgrubnie otwór Ø41 na długości l = 40 |
|
NNRd-12x12 S20 |
|
||||||||||||||||
|
6. |
Wytaczać wykańczająco otwór ∅43 na długości l = 40 |
|
NNRb-12x12 S20 |
|
||||||||||||||||
|
7. |
Rozwiercać zgrubnie otwór Ø 44 na długości l = 40 mm |
|
NRTa ∅43,75 |
|
||||||||||||||||
|
8. |
Rozwiercać wykańczająco otwór Ø44H7 na długości l=40 |
|
NRTc ∅44H7 |
|
||||||||||||||||
|
9. |
Fazować 3x45 na średnicy Ø 44H7 |
|
NWSa- ∅60 900 |
Suwmiarka MAUb-140 |
||||||||||||||||
|
10. |
Toczyć wykańczająco długość l=14 na ∅ 68,5 |
|
NNPd-2020 S20 |
|
||||||||||||||||
|
11. |
Wykonać podcięcie na średnicy∅68,5 na ∅62 x 2 |
|
NNPd x2-2020 S20 |
|
||||||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
|
|
||||||
Głęb.skr.[mm] |
1 |
0,6 |
3 |
1,5 |
2 |
1 |
0,35 |
0,12 |
3 |
1 |
2 |
|
|
|
|
||||||
Ilość przejść |
2 |
2 |
1 |
1 |
3 |
1 |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
||||||
V [m/min] |
108 |
88 |
171 |
152 |
123 |
115 |
8 |
100 |
123 |
109 |
109 |
|
|
|
|
||||||
n [obr/min] n [2h/min] |
500 |
500 |
500 |
720 |
500 |
800 |
60 |
720 |
80 |
720 |
720 |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
p [mm/obr] |
0,43 |
0,43 |
0,1 |
0,15 |
0,2 |
0,25 |
0,1 |
0,2 |
0,2 |
0,2 |
0,2 |
|
|
|
|
||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
8 |
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Tokarka uniwersalna |
TUB-32 |
Toczenie II |
30 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
|||||||||||||
|
1. |
Toczyć zgrubnie na l = 38,5 |
|
NNZc- 2020 S20 |
Suwmiarka MAUb-140 |
|||||||||||||
|
2. |
Toczyć wykańczająco na l=38 na średnicy Ø68 |
|
NNBe- 2020 S20 |
|
|||||||||||||
|
3. |
Toczyć kształtująco wymiar l= 20 na średnice Ø 68 |
|
NNPd- 2020 S20 |
|
|||||||||||||
|
4. |
Toczyć zgrubnie powierzchnię Ø 102,5 na l =20 |
|
NNZa- 2020 S20 |
|
|||||||||||||
|
5. |
Toczyć wykańczająco powierzchnię Ø 100,5na l= 20 |
|
NNBe- 2020 S20 |
|
|||||||||||||
|
6. |
Fazować 2x 45 na Ø 68 |
|
NNZc- 2020 S20 |
|
|||||||||||||
|
7. |
Fazować 2,5x 45 na Ø 100,5 |
|
NNZc- 2020 S20 |
|
|||||||||||||
|
8. |
Fazować 3x 45 na Ø 44 |
|
90° NWSa |
|
|||||||||||||
|
9. |
Fazować 2,5x 45 na Ø 100,5 |
|
NNZa-2020 S20 |
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9. |
|
|
|
|
|||||
Głęb.skr.[mm] |
1 |
0,5 |
1 |
2,5 |
1 |
2 |
2,5 |
3 |
2,5 |
|
|
|
|
|||||
Ilość przejść |
2 |
2 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
|
|
|
|
|||||
V [m/min] |
108 |
88 |
171 |
171 |
152 |
158 |
108 |
100 |
152 |
|
|
|
|
|||||
n [obr/min] n [2h/min] |
500 |
500 |
500 |
500 |
720 |
720 |
720 |
720 |
720 |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/.....] |
0,43 |
0,43 |
0,1 |
0,15 |
0,2 |
0,25 |
0,2 |
0,2 |
0,2 |
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
9 |
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
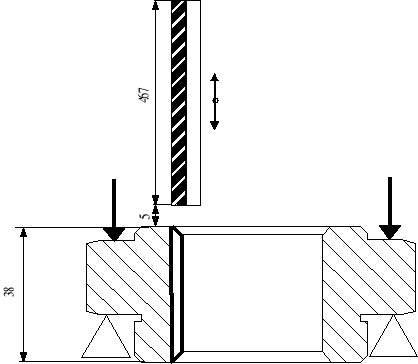
Przeciągarka pozioma |
CDA-16 |
Przeciąganie |
40 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
|||||||||||||
|
1. |
Przeciągać na 8N9 x 29=0,1 x 38 |
|
Przeciągcz 8N9 x 2,9 MSBa |
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|||||
Głęb.skr.[mm] |
2,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/min] |
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
11 |
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Frezarka obwiedniowa |
ZFA-50 |
Frezowanie |
60 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
|||||||||||||
|
1. |
Frezować z= 38, m= 2,5, Dp= 95 na l = 20 mm |
PTTc 15-20 PTFe 300/44 |
NFMc2,5 63/44 |
MAUa-140 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|||||
Głęb.skr.[mm] |
5,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
42 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
212 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
10 |
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Wiertarka |
WRA 55N |
Wiercenie i gwintowanie |
50 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
|||||||||||||
|
1. |
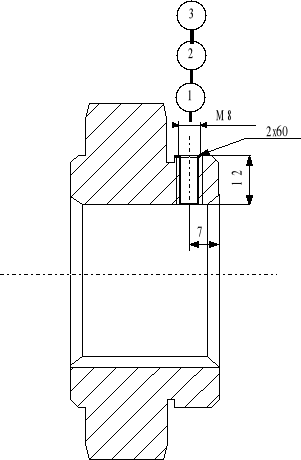
Wiercić otwór przelotowy Ø 6,7 na wymiar l= 12 |
PW 032 |
NWKc ∅6,4 SW18 |
Suwmiarka MAUb 140 |
|||||||||||||
|
2. |
Fazować otw. 2x60 |
|
NWSa 90° |
|
|||||||||||||
|
3. |
Wykonać gwint M8 x 1,25 |
Szybko mocujący uchwyt wiertarski |
NGMm M8 x 1,25x130 SW18 |
MSBg-M8 6H |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|||||
Głęb.skr.[mm] |
3,35 |
2 |
0,65 |
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
25 |
5,4 |
2,5 |
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
1200 |
100 |
20 |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,1 |
0,22 |
1,25 |
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
12 |
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Szlifierka |
Swa 100 |
Szlifowanie |
70 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdz |
|||||||||||||
|
1. |
Szlifować Ø 100 h7 l=20 |
PTTe 15-44 |
NSAa300x127x40 EA60K7C |
MSLb 68h7 |
|||||||||||||
|
2. |
Szlifować Ø 68 h7 l=14 |
|
|
MSLb 100h7 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|||||
Głęb.skr.[mm] |
0,2 |
0,2 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
30 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
254 |
254 |
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/.....] |
0,005 |
0,005 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA UZBROJENIA OBRABIARKI |
Str. |
|||
|
Nr op. |
TREŚĆ OPERACJI |
Nazwa obrabiarki |
Symbol obrabiarki |
13 |
|
Tokarka rewolwerowa |
RVP 100 |
Toczenie I |
20 |
|
|
|||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA KONTROLNA |
Str. |
||||
|
MATERIAŁ |
Stal 40HM |
całości |
14 |
||
|
L.p. |
Nazwa czynności kontrolnej |
Narzędzie pomiarowe |
% spr. pow. |
||
|
|
|
nazwa |
symbol |
|
|
|
1 |
Pomiar szerokości L=38, L=20, L= 14,i podcięcie L=2 |
Suwmiarka |
MAUb140 |
|
|
|
2. |
Pomiar średnicy Ø100 h7 |
Mikrometr 75-100 |
MMZb/1 |
|
|
|
3. |
Pomiar średnicy Ø 68 h7 |
Mikrometr 50-75 |
|
|
|
|
4. |
Pomiar otworu Ø 44 H7 |
Sprawdzian do otw. Ø 44h7 |
MSBa ∅44 H7 |
|
|
|
5. |
Sprawdzenie bicia |
Czujnik mikrometryczny |
MDAa 0 - 10 |
|
|
|
6. |
Sprawdzić gwint |
Sprawdzian do gwintu M 8x1,25 |
MSBg M8 6H |
|
|
|
7. |
Sprawdzenie rowka wpustowego
|
Suwmiarka, |
MAUb140 |
|
|
|
8. |
Sprawdzić uzębienie koła zębatego. |
Mikromierz talerzykowy, suwmiarka modułowa, wałeczki pomiarowe |
MAZc1-18 MMSw/1 25-50 MLCa-A |
|
|
|
9. |
|
|
|
|
|
|
10. |
|
|
|
|
|
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
40 |
wg strony dokumentacji |
9 |
15 |
||
Lg=ld+lp+lw = 5 + 467 + 38 = 510
|
Nazwa operacji (zabiegu):
Przeciąganie |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
0,34 |
|||
|
|
Czas pomocniczy |
tp |
1,1 |
|||
|
|
Czas wykonania tw = tg + tp
|
tw |
1,44 |
|||
|
Obrabiarka:
CDA-16 |
Czas uzupełniający tu = 12% tw
|
tu |
0,17 |
|||
|
|
Czas jednostkowy tj = tw + tu
|
tj |
1,61 |
|||
|
Wielkość partii
n = 1000 |
Czas przygotowawczo - zakończeniowy
|
tpz |
16 |
|||
|
|
Norma czasu na partię
N = tpz + n tj
|
N |
1626min=27godz 6min |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
60 |
wg strony dokumentacji |
10 |
16 |
||
tg = L/n f w L = ld+l+lw = 20 + 20 + 5 = 45 mm tg = (45•30)/(212•1,2•1) = 5,3 min |
Nazwa operacji (zabiegu):
Frezowanie uzębienia |
Rodzaj Czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
5,3 |
|||
|
|
Czas pomocniczy |
tp |
1,2 |
|||
|
|
Czas wykonania tw = tg + tp
|
tw |
6,5 |
|||
|
Obrabiarka:
ZFA-50 |
Czas uzupełniający tu = 12% tw
|
tu |
0,78 |
|||
|
|
Czas jednostkowy tj = tw + tu |
tj |
7,28 |
|||
|
Wielkość partii
n = 1000 |
Czas przygotowawczo - zakończeniowy |
tpz |
21 |
|||
|
|
Norma czasu na partię
N = tpz + n tj
|
N |
7301min =121godz 41min |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
70 |
wg strony dokumentacji |
12 |
17 |
||
|
Nazwa operacji (zabiegu):
Szlifowanie |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
0,276 |
|||
|
|
Czas pomocniczy |
tp |
0,96 |
|||
|
|
Czas wykonania tw = tg + tp
|
tw |
1,24
|
|||
|
Obrabiarka: Szlifierka uniwersalna SWA-10a |
Czas uzupełniający tu = 12% tw
|
tu |
0,14 |
|||
|
|
Czas jednostkowy tj = tw + tu
|
tj |
1,39
|
|||
|
Wielkość partii
n = 1000 |
Czas przygotowawczo - zakończeniowy
|
tpz |
25 |
|||
|
|
Norma czasu na partię
N = tpz + n tj
|
N |
1413min =23godz 33min |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
SPIS POMOCY WARSZTATOWYCH |
Str. |
||||||||||||
|
|
18 |
||||||||||||
Nr operacji |
Nazwa narzędzi: skrawających, mocujących, pomiarowych |
oprzyrządowanie
|
Ilość sztuk |
Nr operacji |
Nazwa narzędzi: skrawających, mocujących, pomiarowych |
oprzyrządowanie
|
Ilość sztuk |
|||||||
|
|
normalne |
specjalne |
|
|
|
normalne |
specjalne |
|
|||||
|
|
Symbol cyfrowy |
Cecha wg PN |
Symbol cyfrowy |
|
|
|
Symbol cyfrowy |
Cecha wg PN |
Symbol cyfrowy |
|
|||
20 |
Uchwyt samocentr. |
200 |
PUTs |
|
|
40 |
Przeciągacz 8N9x3x510 |
|
|
|
|
|||
|
Zdzierak wygięty prawy |
2020 S20 |
NNZc |
|
|
|
Suwmiarka |
140 |
MAUb |
|
|
|||
|
Wykańczak boczny odsadzony |
2020 S20 |
NNBe |
|
|
|
Sprawdzian do rowków wpóstowych 8N9 |
8N9 |
MSAa |
|
|
|||
|
Przecinak odsadzony prawy |
2020 S20 |
NNPa |
|
|
50 |
Wiertło ∅ 6,7 |
∅ 6,7x120 SW18 |
NWKc |
|
|
|||
|
Nóż przecinak prawy(specjalny) |
2020 S20 |
NNPa |
|
|
|
Pogłębiacz |
120°x∅10 SW18 |
NWSa |
|
|
|||
|
Nóż boczny prosty lewy |
1212 S20 |
NNBe |
|
|
|
Gwintownik maszynowy M8 |
M8x100 SW18 |
NGMm |
|
|
|||
|
Nóż kątowy prosty lewy |
1212 S20 |
NNRd |
|
|
|
Przyrząd wiertarski |
PW.032 |
|
|
|
|||
|
Rozwiertak zdzierak |
∅43,75 |
NNRTa |
|
|
60 |
Trzpień frezarski |
300 / 44 |
NFm |
|
|
|||
|
Rozwiertak wykańczak |
∅44H7 |
NNRTc |
|
|
|
Frez modułowy |
63 / 22 |
NFMc 2,5 63/22 |
|
|
|||
|
Pogłębiacz stażkowy |
120°x∅60 |
NWSa |
|
|
|
Suwmiarka moduło. |
|
MMSw/1 |
|
|
|||
|
Sprawdzian |
44H7 |
MSDa |
|
|
|
Czujnik zegarowy |
|
MDAa 0-10 |
|
|
|||
|
Suwmiarka |
140 |
MAUb |
|
|
|
Mikromierz talerzyk |
25-50 |
MMSw/1 |
|
|
|||
|
Trzpień rozprężny |
15-20 |
PTTe |
|
|
70 |
Trzpień rozprężny |
15-20 |
|
|
|
|||
30 |
Uchwyt samocentr. |
200 |
PUTs |
|
|
|
Ściernica płaska |
300/127/35 |
95A |
|
|
|||
|
Zdzierak wygięty prawy |
2020 S20 |
NNZc |
|
|
|
Spraw. Szczękowy |
65-75 |
MSLb |
|
|
|||
|
Wykańczak boczny odsadzony |
2020 S20 |
NNBe |
|
|
|
Suwmiarka |
140 |
MAUb |
|
|
|||
|
Zdzierak wygięty lewy |
2020 S20 |
NNZc |
|
|
|
Spraw. Szczękowy |
95-105 |
MSLb |
|
|
|||
|
Przecinak odsadzony prawy |
2020 S20 |
NNPd |
|
|
|
|
|
|
|
|
|||
|
Wykańczak szeroki |
2020 S20 |
NNPd |
|
|
|
|
|
|
|
|
|||
|
Suwmiarka |
140 |
MAUb |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||
Wyszukiwarka
Podobne podstrony:
TMM-Kruczuś-wałek k. norm czasu 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, lab
TMM-Kruczuś-wałek k. norm czasu 1, Politechnika Lubelska, Studia, Studia, organizacja produkcji, lab
TMM-Kruczuś-wałek, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
TMM-Zgardziński-tuleja, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
TMM-tuleja, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Dźwiękowe uderzenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
tabela, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Str.13 - Operacja 80, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Model potęgowy, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka
NIEMIEC 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPR
szlif, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
Karta operacyjna4, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
Str.11 - Operacja 60, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
GOTOWER, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAW
więcej podobnych podstron