CCI20101218�005
6
• prędkość ciągnienia,
• przeciwciąg.
Wydajność ciągnienia zależy od prędkości ciągnienia oraz wielkości odkształcenia przypadającego na jeden ciąg.
Prędkość ciągnienia, za którą przyjmuje się zwykle prędkość ruchu materiału opuszczającego ciągadło zawarta jest w bardzo szerokich granicach i wynosi od 2 do 3000 m/min. Pręty o stosunkowo dużych przekrojach, metale i stopy bardzo twarde, a także bardzo miękkie ciągnione są z małymi prędkościami. Największe prędkości stosuje się przy ciągnieniu drutów o małych przekrojach i średnich twardościach np. druty miedziane.
Wielkości odkształcenia przypadającego na jeden ciąg zależy od wytężenia ciągnionego materiału za ciągadłem, a tym samym od własności mechanicznych ciągnionego materiału, kształtu i rodzaju ciągadła oraz współczynnika tarcia w ciągadle. Jeżeli naprężenia wywołane ciągnieniem w przeciąganym drucie przekroczą granice plastyczności, drut po wyjściu z ciągadła będzie się jeszcze wydłużał kosztem zmniejszenia przekroju poprzecznego, który nie odpowiada wówczas wymiarom otworu kalibrującego ciągadła. Przekroczenie wytrzymałości drutu na rozciąganie spowoduje jego zerwanie.
1.5. Zasady doboru ilości ciągów
Układ stopniowo zmniejszających się przekrojów uzyskanych po ciągnieniu drutów, prętów lub rur nazywa się ciągiem. Do ustalenia ciągu niezbędna jest znajomość dopuszczalnego względnego ubytku przekroju (stopnia gniotu) materiału w jednym przejściu. Względny ubytek przekroju w jednym ciągu nie może być zbyt duży, gdyż może to spowodować pęknięcie ciągnionego drutu. Aby zabezpieczyć się przed takim zerwaniem przyjmujemy współczynnik zapasu wytrzymałości w przeciągniętej części, w postaci:
R
Y - —— (5)
a
c
gdzie: Rek - rzeczywista granica plastyczności przeciągniętego metalu, ac - naprężenia ciągnienia.
Względny ubytek, w jednym przejściu, dla stali miękkiej, miedzi, aluminium, mosiądzu lub brązu wynosi ok. 25+35%, dla stali, miedzi, aluminium, mosiądzu lub brązu w stanie średnio twardym ok. 20+25%, a dla wyrobów twardych zc stali węglowych i stopowych ok. 10+20%.
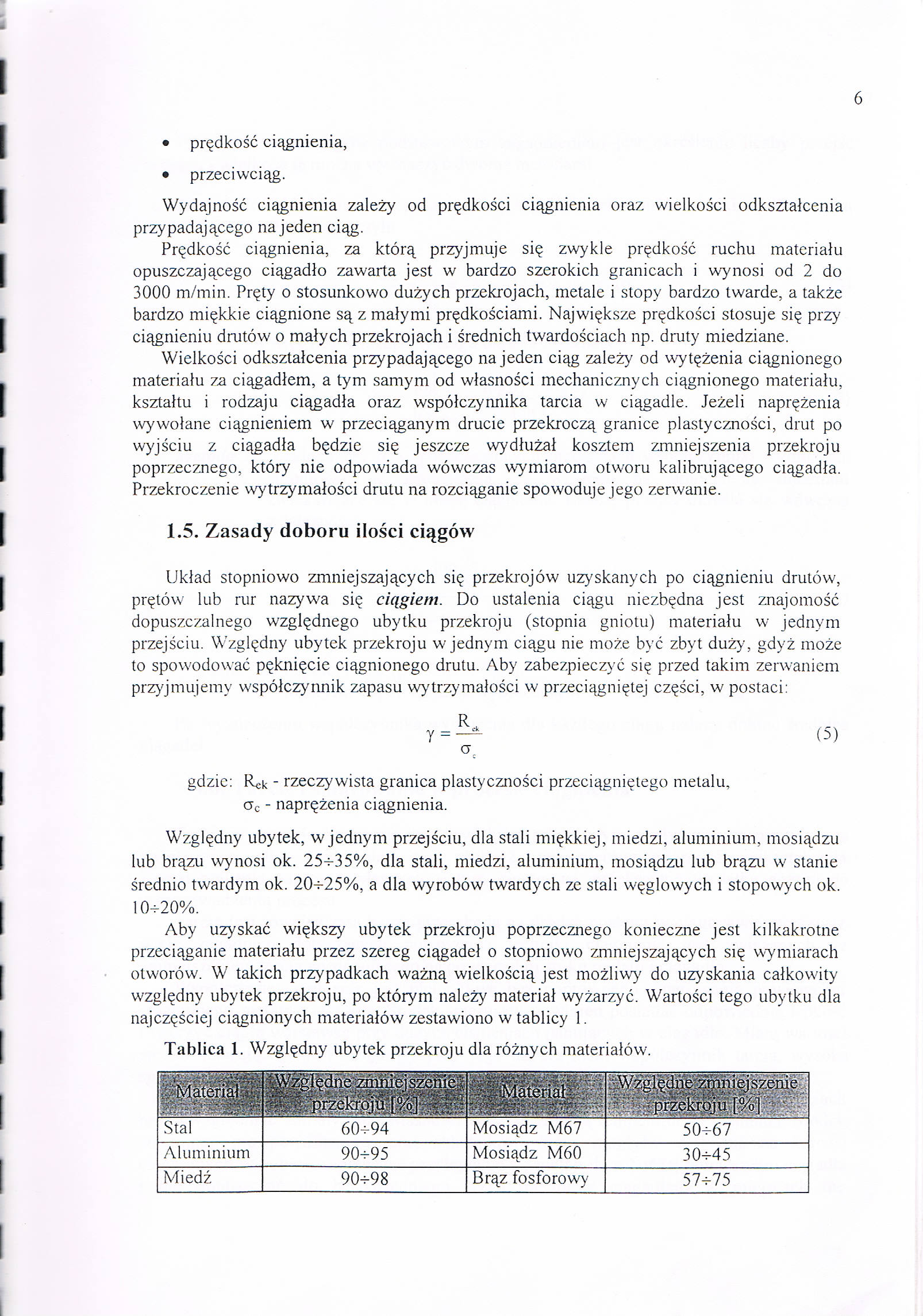
Aby uzyskać większy ubytek przekroju poprzecznego konieczne jest kilkakrotne przeciąganie materiału przez szereg ciągadeł o stopniowo zmniejszających się wymiarach otworów. W takich przypadkach ważną wielkością jest możliwy do uzyskania całkowity względny ubytek przekroju, po którym należy materiał wyżarzyć. Wartości tego ubytku dla najczęściej ciągnionych materiałów zestawiono w tablicy 1.
Tablica 1. Względny ubytek przekroju dla różnych materiałów.
|
% - , m |
V ¥ : |
3lu[%] | ||
|
Stal |
60- |
-94 |
Mosiądz M67 |
50-67 |
|
Aluminium |
90- |
-95 |
Mosiądz M60 |
30+45 |
|
Miedź |
90- |
-98 |
Brąz fosforowy |
57+75 |
Wyszukiwarka
Podobne podstrony:
20 (15) (w»c< prędkości ciągnii mii sd tarcia ciągnionych kszb £cl o f>rzy C
20 (15) (w»c< prędkości ciągnii mii sd tarcia ciągnionych kszb £cl o f>rzy C
CCI20101229�027 W czasie wyciskania przeciwbieżnego obserwujemy strefę nieodkszta-łconej siatki koor
75149 Obraz27 (8) Część III Tablice pomocnicze Tablica 1 Przeciętna wydajność cieplna 1 ma powierzch
CCI20101218�003 4 Proces ciągnienia jest stosowany jako jedyny w następujących przypadkach: •
CCI20101229�025 Dla wyciskania przeciwbieżnego charakter przebiegu siły jest zupełnie inny, a mianow
img080 Cechy Stado A Stado B Przeciętna liczba krów Przeciętna wydajność mleka
zdjęcie0549 (2)
Przeciętną wydajność pracy można ustalić w odniesieniu do: • jednego pracownika
PA031880 Prędkość skrawania największej wydajności (Vw) Czas maszynowy tm (min) Wydajność
Rasy krów wyd mlecz s Liczba Przeciętna liczba Przeciętna wydajność Okres Wiek 1 wyciel. Sektory
więcej podobnych podstron