Gwinty016
DOSUW
Orientacyjne wartości dosuwu
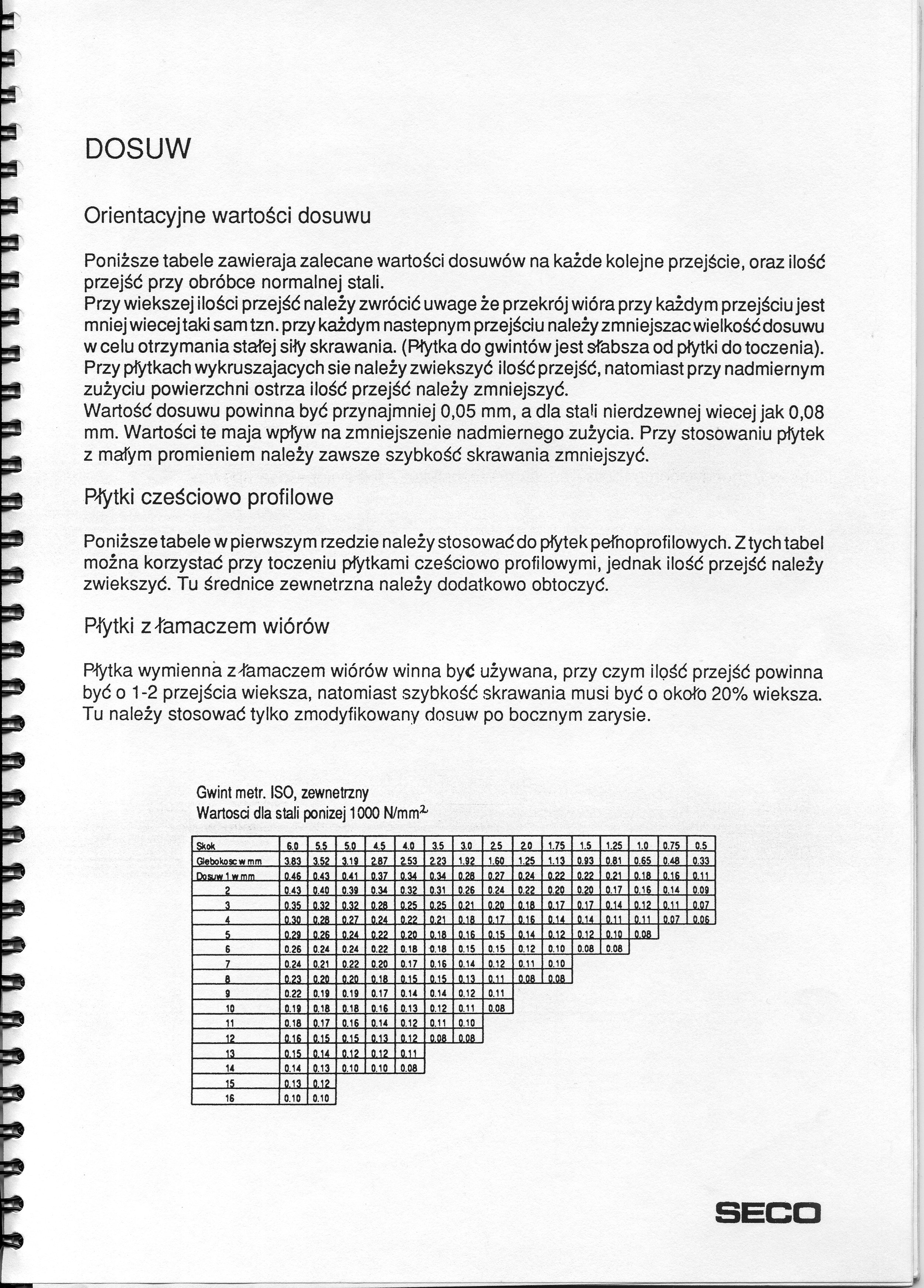
Poniższe tabele zawieraja zalecane wartości dosuwów na każde kolejne przejście, oraz ilość przejść przy obróbce normalnej stali.
Przy większej ilości przejść należy zwrócić uwagę że przekrój wióra przy każdym przejściu jest mniej wiecejtaki sam tzn. przy każdym następnym przejściu należy zmniejszać wielkość dosuwu w celu otrzymania stafej sity skrawania. (Pfytka do gwintów jest sfabsza od płytki do toczenia). Przy płytkach wykruszających sie należy zwiększyć ilość przejść, natomiast przy nadmiernym zużyciu powierzchni ostrza ilość przejść należy zmniejszyć.
Wartość dosuwu powinna być przynajmniej 0,05 mm, a dla stali nierdzewnej wiecej jak 0,08 mm. Wartości te maja wpływ na zmniejszenie nadmiernego zużycia. Przy stosowaniu płytek z małym promieniem należy zawsze szybkość skrawania zmniejszyć.
Płytki częściowo profilowe
Poniższe tabele w pierwszym rzedzie należy stosować do płytek pefnoprofilowych. Z tych tabel można korzystać przy toczeniu płytkami częściowo profilowymi, jednak ilość przejść należy zwiększyć. Tu średnice zewnętrzna należy dodatkowo obtoczyć.
Płytki z łamaczem wiórów
Płytka wymienna zTamaczem wiórów winna być używana, przy czym ilość przejść powinna być o 1-2 przejścia większa, natomiast szybkość skrawania musi być o okoto 20% większa. Tu należy stosować tylko zmodyfikowany dosuw po bocznym zarysie.
Gwint metr. ISO, zewnętrzny Wartości dla stali poniżej 1000 N/mmx
|
Skok |
6.0 |
5.5 |
5.0 |
4.5 |
4.0 |
3.5 |
3.0 |
25 |
?o |
1.75 |
1.5 |
1.25 |
1.0 |
0.75 |
0.5 |
|
Głębokość w mm |
3.83 |
3.52 |
3.19 |
287 |
253 |
??? |
1.9? |
1.60 |
1-25 |
1.1? |
0.93 |
0.81 |
0.65 |
0.48 |
0.33 |
|
Dosuw 1 w mm |
046 |
043 |
041 |
037 |
034 |
034 |
0 28 |
0?7 |
0?4 |
0?? |
02? |
0?1 |
018 |
016 |
011 |
|
2 |
0.43 |
0.40 |
0.39 |
0.34 |
0.3? |
p.?l |
0.26 |
0.24 |
0.22 |
0.20 |
0.20 |
0.17 |
0.16 |
0.14 |
0.09 |
|
3 |
0 36 |
0 3? |
03? |
0?6 |
0?5 |
0?5 |
0?1 |
0?0 |
016 |
017 |
0,17 |
014 |
0,12 |
011 |
0 07 |
|
4 |
030 |
0?fl |
0?7 |
0?4 |
0?? |
0?1 |
016 |
017 |
016 |
014 |
0,14 |
011 |
011 |
007 |
006 |
|
5 |
0?S |
0?6 |
0?4 |
0?? |
0?0 |
016 |
016 |
015 |
014 |
01? |
01? |
0,10 |
0,08 | ||
|
e |
0.26 |
0.24 |
024 |
0.22 |
0.18 |
3.18 |
0.15 |
0.15 |
0.12 |
0.10 |
0.08 |
0.08 | |||
|
7 |
0 24 |
0.21 |
022 |
020 |
0.17 |
0.16 |
0.14 |
0.12 |
0.11 |
0.10 | |||||
|
3 |
0?3 |
020 |
0?0 |
018 |
016 |
016 |
013 |
011 |
008 |
0 08 | |||||
|
9 |
0.22 |
0.19 |
0.19 |
0.17 |
0.14 |
0.14 |
0.12 |
0.11 | |||||||
|
10 |
o.io |
0.18 |
0.18 |
0.16 |
0.13 |
0.12 |
0.11 |
0.08 | |||||||
|
11 |
0.18 |
9.17 |
0.16 |
0.14 |
0.12 |
0.11 |
0.10 | ||||||||
|
12 |
016 |
015 |
015 |
013 |
01? |
0 06 |
008 | ||||||||
|
13 |
015 |
014 |
012 |
01? |
011 | ||||||||||
|
14 |
0.14 |
0.13 |
0.10 |
0.10 |
0.08 | ||||||||||
|
15 |
013 |
01? | |||||||||||||
|
16 |
0.10 |
0.10 |

Wyszukiwarka
Podobne podstrony:
Wawel S.A. 10 Poniższe tabele zawierają zestawienie różnic powstałych z tytułu zmiany prezentacji da
scan0011 Ćwiczenie 18 Stwórz poniższą tabelę obliczającą wysokość należnych odsetek na obiegowej
Ki ierber Wartości odniesienia do znakowania to tabela zawierająca zalecane dzienne spożycie (RDA)
geo (2) 4. Uzupełnij poniższą tabelę charakteryzując obserwowane w czasie zajęć nieużytki poprzemysł
29 5. Wykorzystując dane z arkuszy zaprojektowanych w poprzednich ćwiczeniach zbuduj poniższą tabelę
macierz zawierająca wartości 1 lub 0 na odpowiednich pozycjach (zależnie od wyniku porównania). 2.4.
skanuj0092 922. Ewa Paczoska„Lalka” czyli rozpad świata Poniższy model zawiera możliwe odpowiedzi do
skanuj0094 3. Tomasz WeissCyganeria Młodej Polski. Geneza Poniższy model zawiera możliwe odpowiedzi
Slajd16 Pamięć podręczna ARP Protokół ARP przechowuje tabelę zawierającą adresy 1P i odpowiadające i
Slajd3(1) 3 Zadanie 7. Poniższa tabela zawiera dane dotyczące kształtowania się długookresowych kosz
Krzyżówka 2 Zadanie 1. Poniższe zestawienie zawiera 16 stosowanych w tyra rozdziale terminów oraz 20
mikroekonomia ćwiczenia (24) zad. 6 Poniższa tablica zawiera dane o kształtowaniu się wielkości pop
Kursory a PL/SOL nie umożliwia zapytań SQL, które zwracają całe tabele (zawierające więcej niż jeden
Zestawienie wyników częściowych Poniższe tabele obejmują częściowe wyniki dla wybranych zagadnień,
Natalia Julia NowakDylematy moralne w “Elfen Lied” (konspekt) Uwaga! Poniższy konspekt zawiera spoil
a) Korzystając z informacji, uzupełnij poniższą tabele, a następnie narysuj wykres zależności stężen
wyrazy z h , ch > f WP0907 NI CT O "D -t CU O 3 CU wOdszukaj i wpisz w poniższą tabelę ukry
więcej podobnych podstron