Obraz0140
140
nuje się w celu zmniejszenia styku powierzchni rozwiertaka z powierzchnią otworu.
Rozwiertaki ręczne, ze względu na małą prędkość skrawania, wykonuje się ze stali narzędziowej stopowej, a w niektórych przypadkach, ze względów technologicznych, ze stali szybkotnącej.
8.2.3,2. Rozwiertaki do otworów stożkowych
Rozwiertaki stożkowe stosujemy do wykonywania otworów stożkowych (np. gniazd stożkowych Morse’a) o zbieżności 1:50, 1:30, 1:10, 1:5 i innych zbieżnościach nieznormalizowanych,
Rozwiertaki ręczne. Otwory stożkowe rozwiercane ręcznie o zbieżności 1:50 i 1:30 można wykonać rozwiertakiem wykańczakiem, a otwory o zbieżności 1:10-1:5 wykonuje się rozwiertakiem wstępnym, rozwiertakiem zdzierakiem i rozwiertakiem wykańczakiem (rys. 8.27).
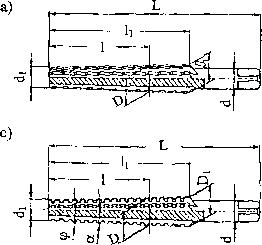
Rys. 8.27. Rozwiertaki do otworów stożkowych ręczne: a) wstępny, b) wykańczak, c) zdzierak
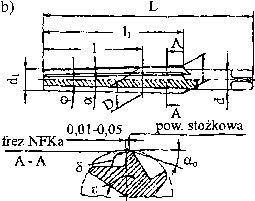
Rozwiertaki do otworów stożkowych wstępne i zdzierała wykonuje się z łamaczami wiórów. Geometrię rozwiertaków stożkowych z łamaczami wiórów pokazano na rys. 8.28.
Kąt wierzchołkowy 2kt uzyskuje się dzięki zbieżności rozwiertaka. Kąt natarcia y0, w przypadku gdy ostrza są proste, jest równy zeru. W przypadku ostrzy śrubowych kąt y0 jest ujemny, a jego wartość jest zmienna na długości krawędzi skrawającej.
Rozwiertaki stożkowe maszynowe wykonuje się jako trzpieniowe i nasadzane. Kształt ostrzy jest taki sam jak w rozwiertakach ręcznych. Część roboczą rozwiertaków maszynowych wykonuje się ze stali szybkotnącej lub z węglików spiekanych.
Wyszukiwarka
Podobne podstrony:
Obraz0138 138 W celu zmniejszenia tarcia powierzchnia walcowa szerokości a jest wykonywana na długoś
Obraz0025 2 25 niu się narostów i zmniejszających tarcie, co prowadzi do zmniejszenia oporów skrawan
DSC03826 (3) 5. Nawozy wapniowe 5.1. Wprowadzenie Nawozy wapniowe stosuje się w celu zmniejszenia st
DSCN0421 ,byt «,„ki iego 70° Ró^e kąty nachylenia stosuje się w celu uzyskania gładszej powierzchni
p12 Magdalena Wilczek dów. W celu zmniejszenia deficytu finansowego trzeba było ponownie uciekać się
Pionier85 4 tif W celu zmniejszenia zniekształceń nieliniowych, które pojawiłyby się przy nominalnej
Obraz0044 443.3. Geometria ostrza W celu jednoznacznego określenia elementów geometrycznych ostrza s
Obraz0104 104 Czas maszynowy tni przy znanej powierzchni przecinanego wyrobu Ad oblicza się z zależn
Obraz0222 222 Ze względu na kształt obrabianych powierzchni rozróżnia się: - szlif
DSC00359 (7) NawfgtanU polega na nasyceniu warstwy powierzchniowej stali węglom Stosujo się w celu u
DSCN0342 W celu zebrania oleju z powierzchni wodv na małym obszarze ustawia się zapory w kształt lit
Fitopatologia leśna (71) nia się kropel cieczy po powierzchni opryskiwanych narządów roślin (ch o zm
CCI20111111�201 wodować trwałą utratę wzroku. W celu zmniejszenia luminancji źródeł światła stosuje
więcej podobnych podstron