Obraz0152
152
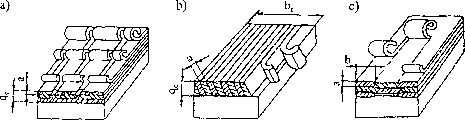
Rys. 9.6. Sposoby podziału naddatku na obróbkę
9.2. Budowa i geometria przeciągacza
Przeciągacze są projektowane do konkretnej operacji obrabianej części i konkretnej przeciągarki, a więc są to narzędzia specjalne, wykonywane na specjalne zamówienie.
Charakterystycznymi elementami konstrukcyjnymi przeciągaczy są (rys. 9.7): chwyt, prowadzenie przednie, część skrawająca, prowadzenie tylne i podparcie tylne. Część skrawająca składa się z ostrzy zdzierających, wykańczających i zapasowych. W celu uzyskania efektu utwardzenia powierzchni przeciąganych w przeciągaczach wykonuje się część nagniatającą zawartą między ostrzami zapasowymi a podparciem tylnym. Parametrem wyjściowym przy projektowaniu ostrzy przeciągacza jest dopuszczalna grubość warstwy skrawanej.
Liczba ostrzy zdzierających zależy od naddatku na obróbkę i może być określana z zależności:

gdzie: qc - całkowity naddatek na obróbkę (na stronę), qw - naddatek na skrawanie wykańczające (na stronę), a - grubość warstwy skrawanej ostrzami zdzierającymi.
Ponieważ pierwsze ostrze części roboczej nie skrawa, jego średnica odpowiada średnicy prowadzenia przedniego w celu uniknięcia przypadkowego przeciążenia narzędzia wywołanego nierównomiemością naddatku, wtrąceniami, przekoszeniem przeciągacza itp., dlatego w zależności (9.1) liczba ostrzy zwiększona jest o ł.
Ostrza wykańczające, podobne do zdzierających, skrawają mniejsze grubości warstwy skrawanej. Naddatek na wykończenie qw przyjmuje się w granicach 0,03-0,1 mm. Ilość ostrzy wykańczających:
i- --
Wyszukiwarka
Podobne podstrony:
Obraz0014 2 28 i) Naddatki na obróbkę oblicza się na podstawowe powierzchnie częśc
Obraz0014 28 i) Naddatki na obróbkę oblicza się na podstawowe powierzchnie części.
M Feld TBM243 6.3. Normatywy naddatków na obróbkę skrawaniem 243 <P40h6 RYS. 6.11. Część klasy wa
SIMG0704 Naddatki na obróbkę skrawaniem dla odlewów z żeliwa szarego dla powierzchni dolnych i boczn
skanuj0053 2 54 Rozdział 4. nim naddatkiem na obróbkę skrawaniem. Do wykonania karbu stosuje się fre
star266120 120 Naprawa samochodu terenowego STAR 266 minalny. Wymagany naddatek na obróbkę wynosi 0,
BHP Rys. 4. Sposób zabezpieczenia prac na wysokości Rys. 5. Sposób zabezpieczenia przejść dla
1. Naddatki na obróbkę ubytkową 1.1. Liczba operacji Liczbą niezbądnych operacji (przejść)
7 (1112) - 100 - IteUiy przy tym uwzględnić: odpowiednie naddatki na obróbkę aachanlczną j tolerancj
b).iF Rys. 8.3. Sposób umieszczenia tensometrów na: a), walcu; b). belce prostej mocowanej
S6002626 b) cl d) 1 5 i Rys. 1.4. Sposoby wywierania nacisku na element uszczelniający: a)
M Feld TBM090 TABLICA 3.16. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM094 TABLICA 3.18. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM098 TABLICA 3.20. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
więcej podobnych podstron