Obraz0238
238
Efekt erozji na elektrodach zależy od czasu wyładowania tw. Krótkie czasy wyładowań są charakterystyczne dla obróbki elektroiskrowej, w tym przypadku dominująca jest erozja anody. Dlatego część obrabiana powinna być podłączona do bieguna, na którym erozja jest dominująca, a elektroda robocza - do bieguna przeciwnego. A zatem w obróbce elektroiskrowej część obrabiana będzie anodą (+), a elektroda robocza (narzędzie) katodą
Po każdym wyładowaniu następne przebiega w innym miejscu elektrod: tam, gdzie elementy powierzchni elektrod są najmniej oddalone od siebie lub też stan fizyczny dielektryka stwarza warunki sprzyjające wyładowaniu. Stopniowy ubytek materiału elektrody (części obrabianej) powoduje, że po pewnym czasie grubość szczeliny S ulega zwiększeniu i w celu kontynuacji procesu erozji niezbędne jest zbliżenie elektrody roboczej do powierzchni obrabianej części.
Żądaną wydajność procesu erozji elektrycznej można osiągnąć, stosując odpowiednią częstość wyładowań oraz odpowiednią wartość energii pojedynczego impulsu. Zwiększenie energii i czasu pojedynczego wyładowania powoduje zwiększenie wymiarów krateru erozyjnego, a co za tym idzie - objętość usuwanego materiału.
Impulsy elektryczne, niezbędne do zasilania elektrod, są wytwarzane przez generatory relaksacyjne typu RC i RLC.
13.3.1.1. Generatory relaksacyjne (zależne)
Generator relaksacyjny typu RC. Klasycznym przykładem generatora re-■ laksacyjnego (zależnego) jest generator typu RC (Łazarenki) (rys. 13.3).
obwód wyładowań
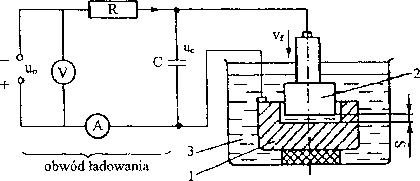
Rys. 13.3. Schemat drąż arki z generatorem relaksacyjnym RC do obróbki elektroerozyjnej EDM: 1 - przedmiot (anoda), 2 - narzędzie (katoda), 3 - medium robocze (dielektryk), Vf — prędkość posuwowa katody, S - szczelina iskrowa
Generator zależny zawiera dwa obwody:
- obwód ładowania, obejmujący źródło prądu stałego u0, opór omowy R, przez który ładowany jest kondensator C,
Wyszukiwarka
Podobne podstrony:
Siła, jaką działa pole na wodę, zależy od stopnia adsorpcji jonów na przegrodzie, tzn. od elektryczn
Przewodność elektrolityczna zależy od: - rodzaju elektrolitu, ponieważ wpływa on n
21859 Slajd29 WPŁYW PROMIENIOWANIA LASEROWEGO NA TKANKI V 1 Zależy od: 1 ❖ Długości fali I ❖ Gęs
136 Monika Jeziorska Popyt na kredyt zależy od jego ceny, natomiast podaż kredytów od oczekiwanego z
Inni znani ekonomowie zwracają uwagę na to, że popyt na pieniądz zależy od kosztów przechowywania go
Strefy oswietlenia Ziemi Strefy oświetlenia Ziemi Temperatura powietrza na Ziemi zależy od kąta pada
22846 Wykład 6 (31) ODDZIAŁYWANIE ŚWIATŁA LASEROWEGO NA TKANKĘ ZALEŻY OD; PARAMETRÓW ŚWIATŁA LASERA
Zdjcie0022 9. Stała dysocjacji słabych elektrolitów K zależy od: a) &n
więcej podobnych podstron