Organizacja9
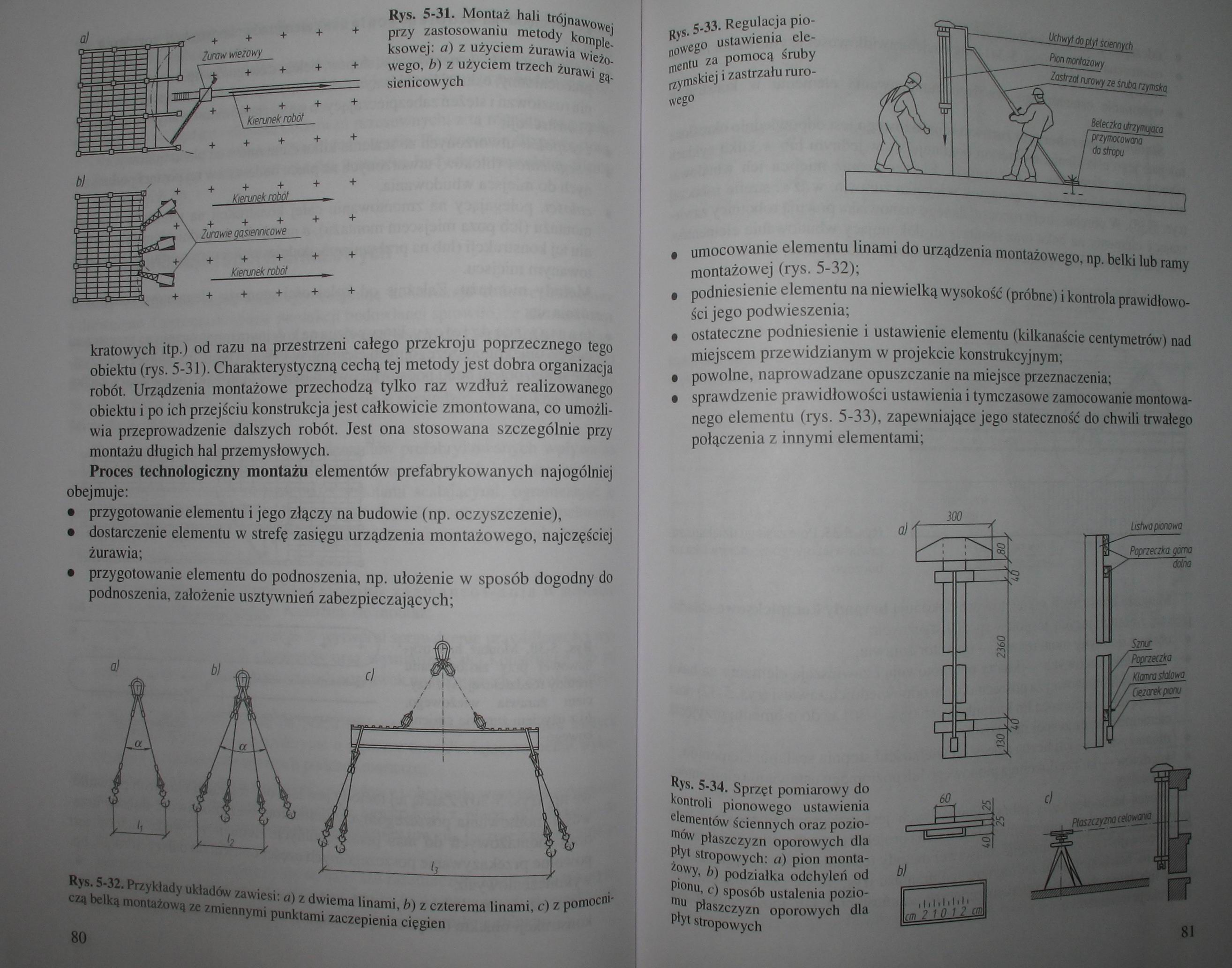
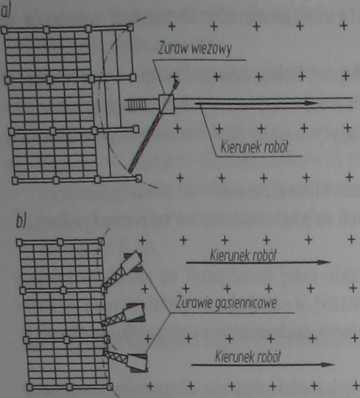
Rys. 5-31. Montaż hali trójnawowej przy zastosowaniu metody komple. ksowej: a) z użyciem żurawia wieżo, wego, b) z użyciem trzech żurawi gą. sienicowych
kratowych itp.) od razu na przestrzeni całego przekroju poprzecznego tego obiektu (rys. 5-31). Charakterystyczną cechą tej metody jest dobra organizacja robót. Urządzenia montażowe przechodzą tylko raz wzdłuż realizowanego obiektu i po ich przejściu konstrukcja jest całkowicie zmontowana, co umożliwia przeprowadzenie dalszych robót. Jest ona stosowana szczególnie przy montażu długich hal przemysłowych.
Proces technologiczny montażu elementów prefabrykowanych najogólniej obejmuje:
S przygotowanie elementu i jego złączy na budowie (np. oczyszczenie),
8 dostarczenie elementu w strefę zasięgu urządzenia montażowego, najczęściej żurawia;
| przygotowanie elementu do podnoszenia, np. ułożenie w sposób dogodny do podnoszenia, założenie usztywnień zabezpieczających;

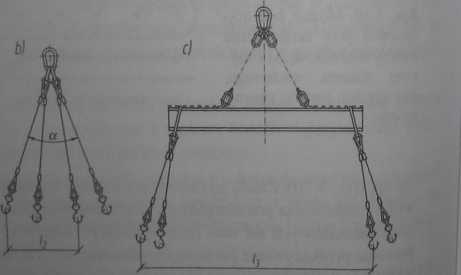
Rys. 5-32. Przykłady układów zawiesi: a) z dwiema linami, b) z czterema linami, c) z porno*'1"’ cza botka montanową ze zmiennymi punktami zaczepienia cięgien
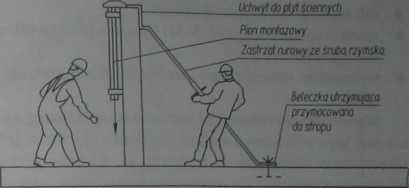
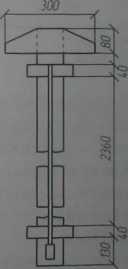
Rys. 5-33. Regulacja pionowego ustawienia elementu za pomocą śruby rzymskiej i zastrzału rurowego
t umocowanie elementu linami do urządzenia montażowego, np. belki lub ramy montażowej (rys. 5-32);
• podniesienie elementu na niewielką wysokość (próbne) i kontrola prawidłowości jego podwieszenia;
t ostateczne podniesienie i ustawienie elementu (kilkanaście centymetrów) nad miejscem przewidzianym w projekcie konstrukcyjnym;
• powolne, naprowadzane opuszczanie na miejsce przeznaczenia;
• sprawdzenie prawidłowości ustawienia i tymczasowe zamocowanie montowanego elementu (rys. 5-33), zapewniające jego stateczność do chwili trwałego połączenia z innymi elementami;
a)
Listwa pomna

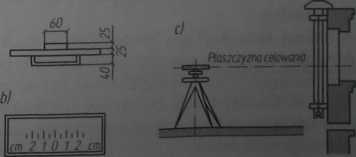
Rys. 5-34. Sprzęt pomiarowy do kontroli pionowego ustawienia elementów ściennych oraz poziomów płaszczyzn oporowych dla płyt stropowych: a) pion montażowy, b) podziałka odchyleń od pionu, c) sposób ustalenia poziomu płaszczyzn oporowych dla płyt stropowych
81
Wyszukiwarka
Podobne podstrony:
b Rys. 8.10. Modelowanie przęsła płytowego przy zastosowaniu elementów dwuwymiarowych {a +
Rys. 10. Model przyrostowy tworzenia systemu informatycznego Przy zastosowaniu metody przyrostowej m
IMG$82 I w potomkach poniższych rodziców przy zastosowaniu metody PMX wartość 8 zastępowana irst n
IMG$77 (3) Ł.y potomkach poniższych rodziców przy zastosowaniu metody PMX wtitoW 8 zastępowana jest
0011 2 5.2. Procedura postępowania przy zastosowaniu metody korygowania ceny średniej. 5.2.1.
73044 IMG$82 (3) 6. W potomkach poniższych rodziców przy zastosowaniu metody PMX wartość 8 zastępowa
BUDŻETOWANIE OD ZERABudżetowanie przy zastosowaniu metody „od zera” (ang. Zero Based Budgeting): pol
S5001363 częściej - jak sama przyznaje - ulega i dziecko dostaje wybrany przedmiot. Atak zlotó przy
zgrzewanie Rys. A. Zgrzewanie guzowe przy zastosowaniu płomienia acctylcnowo-tlcnowcgo; * / — zgrzew
IMGA51 (4) *2 *2 Rys. 4.1. Krzywa neutralizacji gleb przy zastosowaniu tlenku i węglanu wapniowego w
72 K. Kubicki Rys. 12. Widok hali Antelopes (fotografia autora) Zastosowane w węzłach blachy mają tu
Przygotowanie produkcji przy zastosowaniu systemów komputerowych 129 WYKORZYSTANIE KOMPUTERA Rys. 1.
więcej podobnych podstron