skanuj0019
24___i. Spawanie ręczne łukowe elektroda, otuloną
24___i. Spawanie ręczne łukowe elektroda, otuloną

Kierunek sprania--►
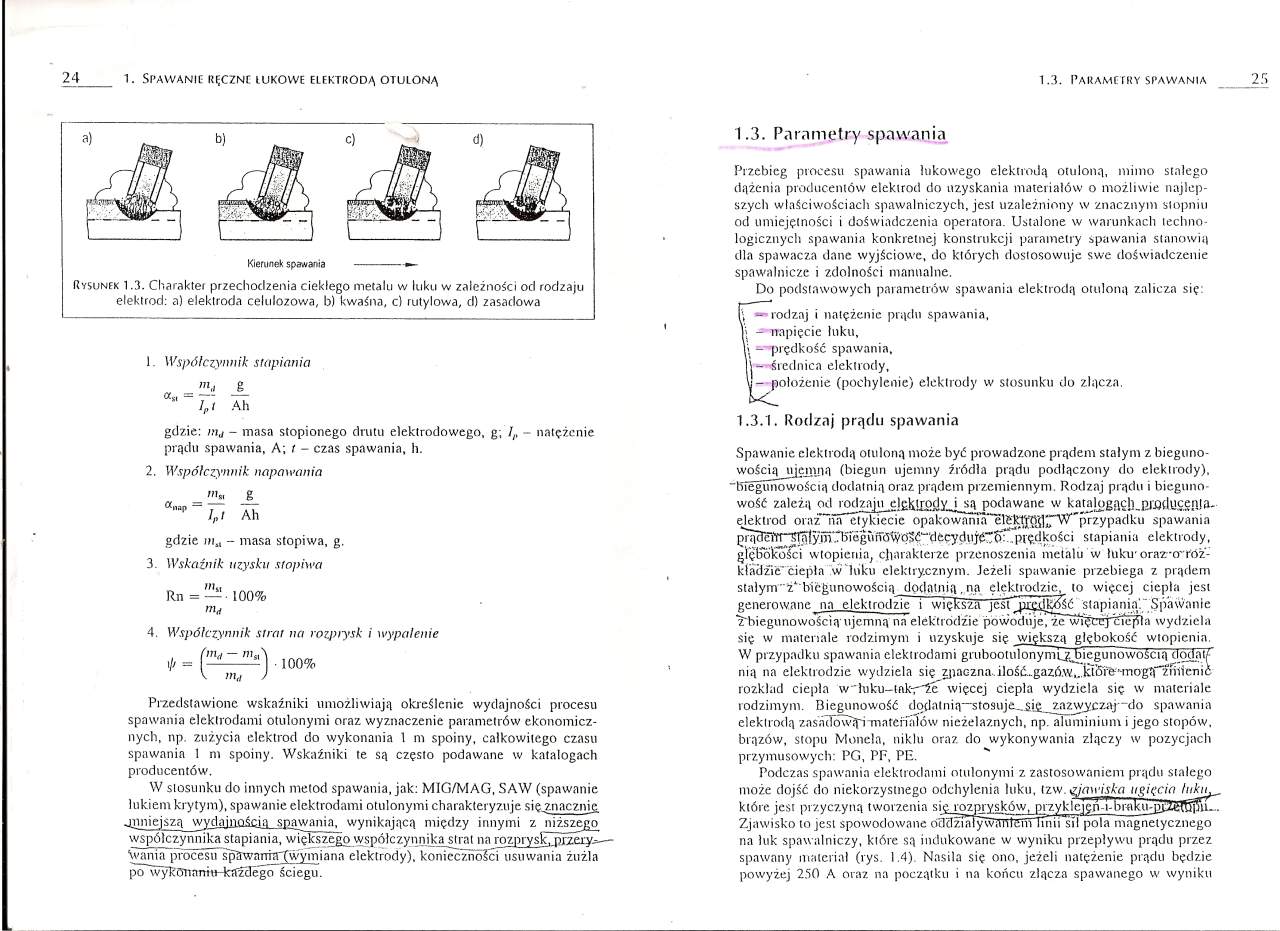
Rysunek 1.3. Charakter przechodzenia ciekłego metalu w luku w zależności od rodzaju elektrod: a) elektroda celulozowa, b) kwaśna, c) rutylowa, cl) zasadowa
1 Współczynnik stapiania
= JL
“ lPt Ah
gdzie: nij - masa stopionego drutu elektrodowego, g; natężenie
prqdu spawania, A; / - czas spawania, h.
2. Współczynnik napawania
- — 3-
Ah
gdzie in,x - masa stopiwa, g.
3. Wskaźnik uzysku stopiwa
m.,
Rn = -—100%
4. Współczynnik strat na roz.prysk i wypalenie
i = fc*) . 100%
V m,i )
Przedstawione wskaźniki umożliwiają określenie wydajności procesu spawania elektrodami otulonymi oraz wyznaczenie parametrów ekonomicznych, np. zużycia elektrod do wykonania 1 m spoiny, całkowitego czasu spawania 1 m spoiny. Wskaźniki te są często podawane w katalogach producentów.
W stosunku do innych metod spawania, jak: MIG/MAG, SAW (spawanie lukiem krytym), spawanie elektrodami otulonymi charakteryzuje się znacznie, juniejszą wydajnością spawania, wynikającą między innymi z niższego współczynnika stapiania, większego współczynnika strat na rozprysl^pPźeiy^ Warna procesu spawanhrTwymiana elektrody), konieczności usuwania żużla po wykOTinniłł-każclego ściegu.
1 .3. PAKAMC riiY SPAWANIA
Iro
1.3. Parametry spawania
Przebieg procesu spawania lukowego elekirodą otuloną, mimo stałego drżenia producentów elektrod do uzyskania materiałów o możliwie najlepszych właściwościach spawalniczych, jest uzależniony w znacznym stopniu od umiejętności i doświadczenia operatora. Ustalone w warunkach technologicznych spawania konkretnej konstrukcji parametry spawania stanowią dla spawacza dane wyjściowe, do których dostosowuje swe doświadczenie spawalnicze i zdolności manualne.
Do podstawowych parametrów spawania elektroda otulona zalicza się
txlzaj i natężenie prądu spawania, apięcie luku, rędkość spawania, rednica elektrody,
olożenie (pochylenie) elektrody w stosunku do zlacza.
1.3.1. Rodzaj prądu spawania
Spawanie elektroda otulona może być prowadzone prądem stałym z biegunowością ujemna (biegun ujemny źródła prądu podłączony do elektrody), 'biegunowością dodatnia oraz prądem przemiennym. Rodzaj prądu i hiegttno wość zależa od rodzaju elgktrodyJ_są podawane w k a ta 1 ogąę |) „EWd jjcg n | a. elektrod otaz~hn etykiecie o p a k o w a m a* “e 1 | 'przypadku spawania
ęrsiScfirr^Tsrtyi^rinjreguiWl^^^T^feęyęliijtfC^^rrpr^dkości stapiania elektrody, głębokości wtopienia, charakterze przenoszenia metalu w luku- oraz-o'-rozkładzie'ciepła w luku elektrycznym. Jeżeli spawanie przebiega z prądem stałym"z biegunowością dodatnią, na elektrodzie to więcej ciepła jest generowane na elektrodzTc i większa lcśTpiSFkSć stapiania. Spawanie z*biegunowością ujemną na elektrodzie powodujeTze 'więtnżjTrieffta wydziela się w materiale rodzimym i uzyskuje się większą głębokość wtopienia. W przypadku spawania elektrodami gr uboo t u 1 on y m i egu nowość i ą doda if
nią na elektrodzie wydziela się zpaczna ilość...gazó.w,..kri5i'&’-mogą"*:/iiiienić rozkład ciepła w lu ku-1 akryle więcej ciepła wydziela się w materiale rodzimym. Biegunowość dodatnią-stosuje..się_zazwyczaj~do spawania elekirodą zasńdowifi -materiałów nieżelaznych, np. aluminium i jego stopów, brązów, stopu Moneta, niklu oraz do wykonywania złączy w pozycjach przymusowych: PG, PF, PE.
Podczas spawania elektrodami otulonymi z zastosowaniem prądu stałego może dojść do niekorzystnego odchylenia luku. tzw. zjawiska ugięcia które jest przyczyną tworzenia się rozprysków, przyklcjęn-l-l-irukti-pjzeTOlIn-. Zjawisko to jest spowodowane oddziaływaniem Tmii~stl pola magnetycznego na luk spawalniczy, które są indukowane w wyniku przepływu prądu przez spawany materiał (rys. 1.4) Nasila się ono. jeżeli natężenie prądu będzie powyżej 250 A oraz na początku i na końcu złącza spawanego w wyniku
Wyszukiwarka
Podobne podstrony:
skanuj0020 2G i. Spawanie ręczne łukowe elektrooą otuloną Przewta doprowadzający prąd
skanuj0017 20 1. Spawanie ręczne łukowe elektrodą otuloną Elektroda otulona Atmosf
skanuj0017 20 1. Spawanie roczne łukowe elektrodą otuloną Elektroda otulona Atmosf
skanuj0021 20 1. Spawanie ręczne iukowe elektroda otulona Natężenie prądu dobiera się w zależności o
41378 skanuj0103 (24) elektronowych atomów, pozornie nie zdeformowanych przez wiązania chemiczne, ce
skanuj0021 20 1. Spawanie itęczNf iukowe elektroda otuloną Natężenie prądu dobiera się w zależności
więcej podobnych podstron