skanuj0020

2G i. Spawanie ręczne łukowe elektrooą otuloną

Przewta doprowadzający prąd spawania
Elękl/oda

Kierunek w ugięoa Kiku
Spawany
przednuo!
Rysunek 1.4. Zjawisko ugięcia luku wywołane oddziaływaniem linii sil pola magnetycznego na luk spawalniczy (zmiany kierunku przepływu prądu)
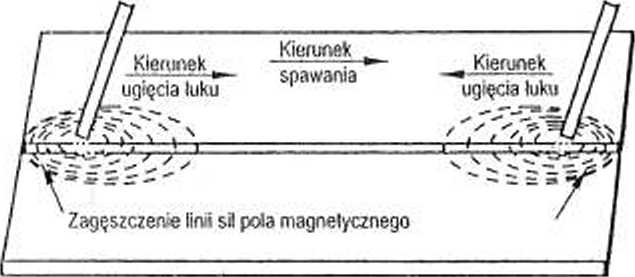
Rysunek 1.5. Zjawisko ugięcia luku występujące na początku i końcu złącza spawanego wywołane zagęszczeniem linii sil pola magnetycznego
zagęszczenia linii sił pola magnetycznego (rys. 1.5). Zjawisko ugięcia luku może się również nasilać wskutek tworzenia się podczas spawania znacznej ilości żużla (nicprzcwodzącego prądu elektrycznego), oddziaływania pola magnetycznego źródła prądu oraz magnetyzmu szczątkowego spawanego materiału.
Spawanie z zastosowaniem prądu przemiennego cechuje się mniejszą stabilnością jarzenia się luku, stapianie pewnych gatunków elektrod jest utrudnione lub wręcz niemożliwe, ale zaletą jest równomierne obciążenie sieci elektrycznej oraz minimalne ugięcie luku. Można również spawać z większym natężeniem prądu i elektrodami o większej średnicy. Wysoko wydajne elektrody rutylowe, o dużej średnicy, z proszkiem żelaza zawartym w otulinie stapiają się stabilniej, jeśli zasila się je prądem przemiennym.
W celu ograniczenia niekorzystnego oddziaływania zjawiska ugięcia luku należy:
- zmienić rodzaj prądu spawania na przemienny, szczególnie gdy spawa
\się prądem powyżej 250 A,
- utrzymywać krótki luk podczas spawania, j - zmniejszyć natężenie prądu, co wiąże się ze zmniejszeniem prędkości spawania,
- zastosować technikę spawania krokiem wstecznym (skokowo-kroko-wą, patrz lys. 1.18),
- zastosować na długości złącza spawanego kiłka spoin sczepnych,
- zmienić kąt ustawienia elektrody względem złącza spawanego przez pochylenie elektrody w kierunku ugięcia luku,
- wykonać od magnesowanie przedmiotu spawanego, doprowadzić jednocześnie prąd w kilku miejscach.
1.3.2. Natężenie prądu spawania
Decyduje onan głębokości wjppięnia i prędkości stapiania (rys. 1.6). Jeżeli średnica elektrody jest slalaTto wraz ze wzrostem natężenia prądu zwiększa się energia liniowa luku, wydajność stapiania praż głębokość, szerokość i długość jeziorka spawalniczego Gi:iy natężenie prądu jest zbyt wysokie, wówczas elektroda stapia się bai^o^zybkcLi.pQ\yi£ksza znacznie objętość jeziorka spawalniczego, co prowadzi do tworzenia się ntćTJTgOdTfósci spawalniczych w postaci podtopień (rys. 1.6c). Zbyt małe natężenie prądu jest przyczyną braku przetopu i nieregularnego kształtu spoiny (rys. I.6b).

UYSUNfK t.f>. Wpływ parametrów spawania elektrodą otuloną na kształt napotny
Klasyfikacja:
Codę:
Rysunhc 1.7. Typowa etykieta znajdująca*się na opakowaniu elektrod otulonych. Zawiera ona klasyfikację elektrod, rodzaj prądu i biegunowość, pozycje spawania oiaz zalecany zakres prądu spawania w zależności od średnicy elektrody
PN
EN
AWS
OlN
Gosr
E433 RR24 E3d0 RR1? E6013/EG01? C4337RR6 E46
Prąd spawania Welding current
~ = +
0 mm
Amper
|
2.0 |
45 |
00 |
|
2.5 |
60 |
90 |
|
.1.75 |
90 |
M5 |
|
4.0 |
MO |
100 |
|
5.0 |
190 |
240 |
|
6.0 |
740 |
790 |
Wyszukiwarka
Podobne podstrony:
skanuj0017 20 1. Spawanie ręczne łukowe elektrodą otuloną Elektroda otulona Atmosf
skanuj0019 24___i. Spawanie ręczne łukowe elektroda, otuloną 24___i. Spawanie ręczne łukowe elektrod
skanuj0018 1. Spawanit ręczne łukowe elektrodą otuloną Zasadnicze funkcje oUjliny loY] / . -"o
skanuj0017 20 1. Spawanie roczne łukowe elektrodą otuloną Elektroda otulona Atmosf
P1020900 1. Spawanie ręczne łukowe elektrodą otuloną - ściegi wypełniające i lico
skanuj0021 20 1. Spawanie ręczne iukowe elektroda otulona Natężenie prądu dobiera się w zależności o
skanuj0018 1. Spawanie roczne łukowe elektroda otulona Zasadnicze funkcje otuliny (o. I / .. - osło
skanuj0021 20 1. Spawanie itęczNf iukowe elektroda otuloną Natężenie prądu dobiera się w zależności
Konstrukcje Metalowe - LaboratoriumB. Ręczne spawanie łukowe elektrodą otuloną Źródłem ciepła jest
29 (407) 2.6. SPAWANIE ŁUKOWE ELEKTRODAMI OTULONYMI 29 lYSUMk 2.8. Wyposażenie stanowiska do spawani
Spawanie lukowe elektrodą otuloną: Połączenie uzyskuje się przez stopienie ciepłem luku elektryczneg
5 (88) 2.. Spawanie łukowe elektrodami otulonymi. Zagadnienia: - spawanie elektrodami otulonymi ■
ćwiczenie nr 4Temat: SPA WANIĘ ŁUKOWE ELEKTRODĄ OTULONĄ 1. Cel
więcej podobnych podstron