3848093862
ćwiczenie nr 4
Temat: SPA WANIĘ ŁUKOWE ELEKTRODĄ OTULONĄ
1. Cel ćwiczenia
Celem ćwiczenia jest zaznajomienie studentów ze specyfiką elektrycznego spawania ręcznego oraz z doborem podstawowych parametrów procesu i z wyposażeniem stanowiska spawalniczego oraz obowiązującymi zasadami BHP.
2. Wiadomości uzupełniające
Spawalnictwo metali jest to dział technologii obejmujący procesy spajania, tzn. trwałego łączenia metali. Metal części łączonych, zwany metalem rodzimym, jest spajany za pośrednictwem metalu dodanego do złącza, zwanego spoiwem. Metal rodzimy w połączeniu ze spoiwem daje stopiwo, które po zakrzepnięciu tworzy spoinę. Spawanie polega na łączeniu części, podczas którego następuje nadtopienie materiału rodzimego.
W przypadku spawania łukowego elektrodą otuloną, źródłem ciepła jest łuk elektryczny, a spoiwem drut stanowiący elektrodę pokryty warstwą topników, zwaną otuliną. Jej zadaniem jest ułatwienie jarzenia się łuku i poprawienie własności mechanicznych powstałego złącza.
Rys. 1 przedstawia stanowisko do ręcznego spawania łukowego.
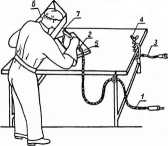
Rys. 1. Stanowisko do ręcznego spawania łukowego:
1 - przewód doprowadzający prąd do elektrody: 2 - uchwyt elektrody: 3 - przewód doprowadzający prąd do przedmiotu: 4 - zacisk; 5 - przedmiot spawany; 6 - tarcza ochronna; 7 - elektroda.
Na rys. 2 pokazany jest proces spawania elektrodą otuloną. Pomiędzy elektrodą (1) a przedmiotem spawanym (8) jarzy się łuk elektryczny. Pod elektrodą tworzy się jeziorko ciekłego metalu (4) zasilane drobniutkimi kropelkami metalu wytryskującego z elektrody. Otulina (2) przetwarza się częściowo w gazy formujące wokół łuku osłonę gazową (3) oraz ciekły żużel (5), który wypływa na powierzchnię jeziorka i po zastygnięciu spoiny tworzy na niej kruchą skorupę.
i
Wyszukiwarka
Podobne podstrony:
skanuj0017 20 1. Spawanie roczne łukowe elektrodą otuloną Elektroda otulona Atmosf
skanuj0020 2G i. Spawanie ręczne łukowe elektrooą otuloną Przewta doprowadzający prąd
skanuj0017 20 1. Spawanie ręczne łukowe elektrodą otuloną Elektroda otulona Atmosf
29 (407) 2.6. SPAWANIE ŁUKOWE ELEKTRODAMI OTULONYMI 29 lYSUMk 2.8. Wyposażenie stanowiska do spawani
P1020900 1. Spawanie ręczne łukowe elektrodą otuloną - ściegi wypełniające i lico
Lista 1 Cw 2 Ćwiczenia nr 2. Temat: BUDOWA ATOMU, POWŁOKI ELEKTRONOWE, ORBITALE, WIĄZANIA, WZORY LEW
Sprawozdanie z wykonania ćwiczenia nr 308. TEMAT: WYZNACZANIE RÓWNOWAŻNIKA ELEKTROCHEMICZNEGO MIED
Automatyka i pomiar wielkości fizykochemicznych ĆWICZENIE NR 4Temat ćwiczenia: Badania układu z
Konstrukcje Metalowe - LaboratoriumB. Ręczne spawanie łukowe elektrodą otuloną Źródłem ciepła jest
e5 Ćwiczenie nr 4Temat: Badanie przepływomierzy powietrza 1. Przebieg ćwiczenia: 1.1.
Spawanie lukowe elektrodą otuloną: Połączenie uzyskuje się przez stopienie ciepłem luku elektryczneg
5 (88) 2.. Spawanie łukowe elektrodami otulonymi. Zagadnienia: - spawanie elektrodami otulonymi ■
więcej podobnych podstron