skanuj0031
4. Spawanie TIG
chłodzonego cieczą kabel prądowy może mieć mniejszy przekrój, ponieważ ciepło jest odbierane przez ciecz chłodzącą. Kabel len jest umieszczony w rurce, przez którą przepływa ciecz chłodząca. W przewodach chłodzonych cieczą są ponadto dwie rurki z tworzywa sztucznego: jedna do podawania gazu osłonowego, a druga - rurka powrotna - do odprowadzania cieczy chłodzącej (zamknięty układ chłodzenia). Wewnątrz przewodu spawalniczego znajdują się również kable biegnące do przełącznika na uchwycie, sterującego rozpoczęciem i zakończeniem procesu spawania.
Płynąca kablem energia elektryczna jest przekazywana do elektrody nietopliwej za pomocą końcówki prądowej. Dobry, pewny kontakt między elektrodą a końcówką w uchwycie jest bardzo ważny dla właściwego przewodnictwa prądu. Różne średnice elektrod wymagają stosowania różnych końcówek. Energia elektryczna trafia przez elektrodę wolframową do elementu spawanego. Luk elektryczny kształtuje się na końcu elektrody, powodując w ten sposób lokalny wzrost ciepła.
Z powodu dużej ilości ciepła wydzielającej się w luku i elemencie spawanym nagrzaniu ulega również uchwyt spawalniczy. Chłodzenie uchwytu odbywa się dzięki przepływowi gazu osłonowego. Wymiana ciepła zachodzi przede wszystkim w korpusie uchwytu. W przypadku spawania przez dłuższy czas przy bardzo wysokim natężeniu prądu lub w trybie ciągłym może nastąpić nadmierne nagrzanie uchwytu. Wówczas zaleca się stosowanie uchwytów spawalniczych chłodzonych cieczą.
Gaz osłonowy dociera w strefę spawania przez przewód spawalniczy, uchwyt i dyszę gazową. Typ stosowanej dyszy gazowej zależy od średnicy elektrody nietopliwej, konstrukcji złącza spawanego oraz zastosowania W praktyce przemysłowej najczęściej stosuje się dysze wykonane z materiałów ceramicznych odpornych na działanie wysokich temperatur występujących podczas spawania metodą T1G. Znane są jednak przypadki stosowania dysz wykonanych z metalu, metaloceramiki, stopionego kwarcu i in. W celu zapewnienia właściwego, laminamego wypływu gazu osłonowego uchwyt ma specjalną soczewkę gazową. Regulacja wielkości przepływu gazu osłonowego odbywa się za pomocą roiametru, który zazwyczaj jest tak wykonany, że stanowi całość z reduktorem.
Uchwyt do spawania metodą TIG służy do mocowania elektrody wolframowej, przekazania jej prądu elektrycznego z kabla zasilającego przez końcówkę prądową oraz mocowania dyszy, kształtującej osłonę gazową chroniącą rozgrzaną elektrodę oraz materiał stapiany przed szkodliwym oddziaływaniem powietrza. Uchwyty do spawania ręcznego mają kształt pistoletu o kącie między rękojeścią a korpusem wynoszącym 120°. Spotkać można również uchwyty o kącie 90°. Uchwyty maszynowe przeznaczone do spawania zmechanizowanego i zautomatyzowanego mają kształt prosty (długopisu). W rękojeści uchwytów do spawania ręcznego jest umieszczany przycisk umożliwiający ręczne rozpoczęcie i zakończenie procesu.
Podajnik drutu. Podczas spawania zmechanizowanego dostarczanie spoiwa w postaci drutu w strefę spawania odbywa się za pomocą układu
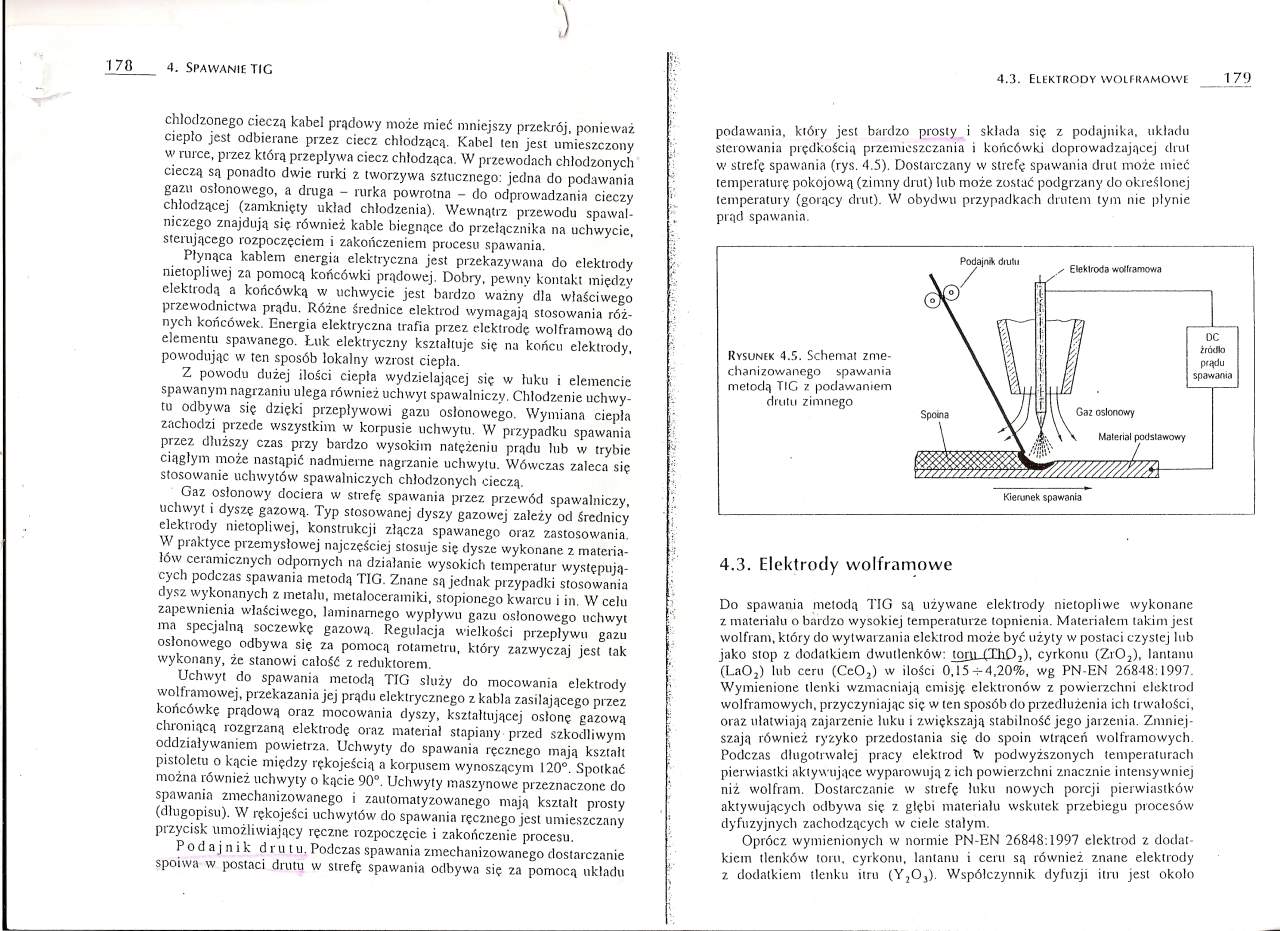
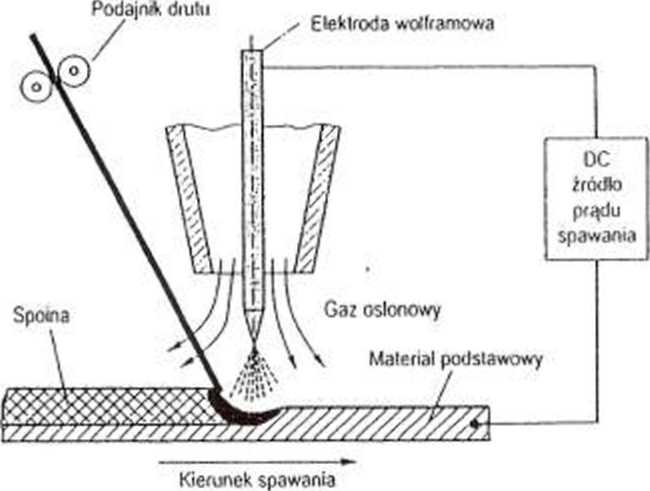
podawania, kióry jest bardzo prosiy i składa się z podajnika, układu sterowania prędkością przemieszczania i końcówki doprowadzającej drut v.' strefę spawania (rys. 4.5). Dostarczany w strefę spawania drut może mieć temperaturę pokojową (zimny drut) lub może zostać podgrzany do określonej temperatury (gorący drut). W obydwu przypadkach drutem tym nie płynie prąd spawania.
Rysunek 4.5. Schemat zmechanizowanego spawania metodą TłC z podawaniem drutu zimnego
4.3. Elektrody wolframowe
Do spawania metodą TIG są używane elektrody metopliwe wykonane z materiału o bardzo wysokiej temperaturze topnienia. Materiałem takim jest wolfram, który do wytwarzania elektrod może być użyty w postaci czystej lub jako stop z dodatkiem dwutlenków: toiuIlCliÓO. cyrkonu (Zr02), lantanu (La02) lub ceru (Cc02) w ilości 0,15-5-4,20%, wg PN-EN 26848:1997. Wymienione tlenki wzmacniają emisję elektronów z powierzchni elektrod wolframowych, przyczyniając się w (en sposób do przedłużenia ich trwałości, oraz ułatwiają zajarzenie luku i zwiększają stabilność jego jarzenia. Zmniejszają również ryzyko przedostania się do spoin wtrąceń wolframowych. Podczas długotrwałej pracy elektrod podwyższonych temperaturach pierwiastki aktywujące wyparowują z ich powierzchni znacznie intensywniej niż wolfram. Dostarczanie w snefę Inku nowych porcji pierwiastków aktywujących odbywa się z głębi materiału wskutek przebiegu procesów dyfuzyjnych zachodzących w ciele stałym.
Oprócz wymienionych w normie PN-EN 26848.1997 elektrod z dotlat kiern tlenków tom. cyrkonu, łaniami i ceru są również znane elektrody 7. dodatkiem tlenku itru (Y20,). Współczynnik dyfuzji itru jest około
Wyszukiwarka
Podobne podstrony:
skanuj0031 ) 4. Spawanie TIC chłodzonego cieczą kabel prądowy może mieć niniejszy przekrój, ponieważ
skanuj0028 * * - ) Spawanie TIG Autor dr inż. Jerzy Niagnj4.1.
skanuj0028 * * - ) Spawanie TIG Autor dr inż. Jerzy Niagaj4.1.
87338 skanuj0016 83 Natomiast wynikający z niego cel operacyjny może mieć następującą postać: „Przy
44010 skanuj0011 (264) Flyc. f.Si: W gĘim>ich akson może mieć długość od kilku do kilkudziesięciu
IMAG0345 (11) żyrokompasu może znacznie wzrosnąć i przekroczyć wartość 5 stopni Jest to wartość chwi
Test (7) ^ d) jest powijany z budżetem wynikiem e) nie może mieć rachunku bankowego. 43. Inwestycja
52881 IMGi86 (3) Arkusz obserwacyjny może mieć różną strukturę. Dobrze skonstruowany jest narzędziem
Zadanie 6. Rak wątroby jest chorobą, która może mieć wiele przyczyn. Jedną z nich jest wirusowe zapa
więcej podobnych podstron