zgrz03
- 81 -
centrycznie względem osi pręta w miejscu zgrzewania, po czym przesuwa się ruchomą szczękę z zamocowanym w niej drugim prętem do momentu zetknięcia się prętów powierzchniami czołowymi (b) . Odpowiednie urządzenie w zgrzewarce zapewnia regulowany docisk prętów siłą P (c) . Po tych czynnościach zapala się palnik gazowy i wprawia się go w ruch posuwisto zwrotny by nie nastąpiło miejscowe przegrzanie (d) . Po rozgrzaniu prętów do stanu ciastowatości, co uwidacznia się spęcznieniem na skutek działania siły P, przerywa się grzanie i następuje studzenie przedmiotów. Po ostudzeniu połączone pręty zdejmujemy ze zgrzewarki (e) . W tej metodzie wyróżnia się dwa sposoby zgrzewania:
a) z metalem rozgrzanym do stanu ciastowatości (jak wyżej),
b) z metalem nadtapianym.
Drugi z wymienionych sposobów polega na tym, że czoła łączonych prętów nadtapia się, tzn. rozgrzewa do temperatury topnienia, a następnie dociska do siebie i studzi.
Parametrami technologicznymi tej metody zgrzewania jest temperatura grzania części w miejscu ich łączenia oraz siła ich wzajemnego docisku P.
Wadą zgrzewania gazowego jest ograniczone zastosowanie ze względu na kształt łączonych części oraz powstawanie zgrubienia (spęcznienia) w miejscu łączenia. Zaletą - jest łączenie prętów o dxi-żych nawet przekrojach.
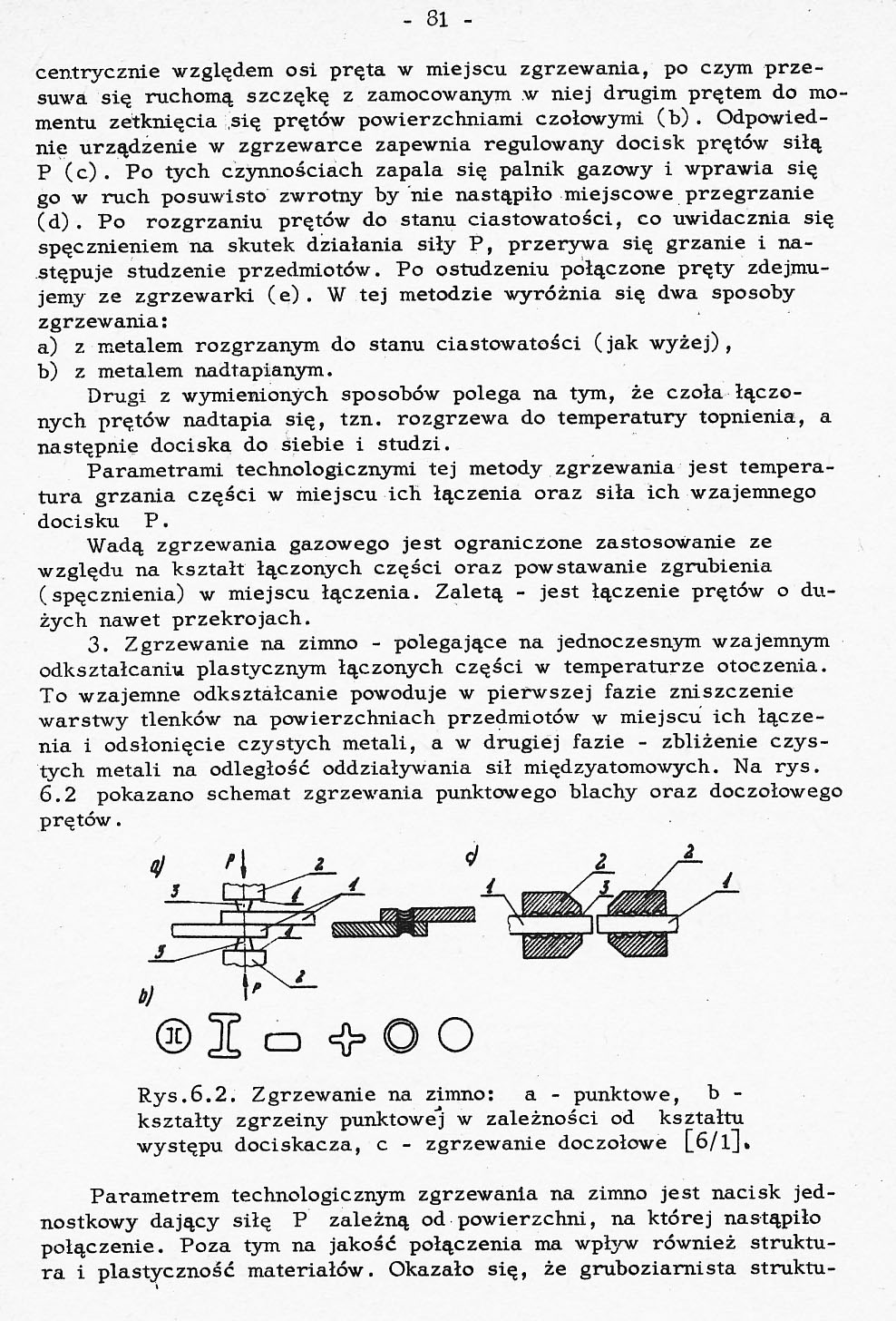
3. Zgrzewanie na zimno - polegające na jednoczesnym wzajemnym odkształcaniu plastycznym łączonych części w temperaturze otoczenia. To wzajemne odkształcanie powoduje w pierwszej fazie zniszczenie warstwy tlenków na powierzchniach przedmiotów w miejscu ich łączenia i odsłonięcie czystych metali, a w drugiej fazie - zbliżenie czystych metali na odległość oddziaływania sił międzyatomowych. Na rys.
6.2 pokazano schemat zgrzewania punktowego blachy oraz doczołowego prętów.
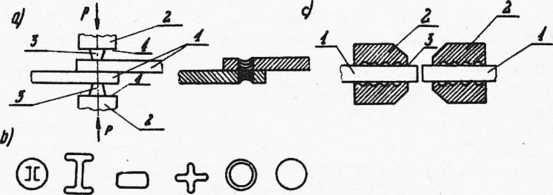
Rys.6.2. Zgrzewanie na zimno: a - punktowe, b -kształty zgrzeiny punktowej w zależności od kształtu występu dociskacza, c - zgrzewanie doczołowe [6/l]»
Parametrem technologicznym zgrzewania na zimno jest nacisk jednostkowy dający siłę P zależną od powierzchni, na której nastąpiło połączenie. Poza tym na jakość połączenia ma wpływ również struktura i plastyczność materiałów. Okazało się, że gruboziarnista struktu-
Wyszukiwarka
Podobne podstrony:
img089 (20) Rys. 102Rjs. 101 limbu3 powinien być osadzony centryczMe względec osi pionowej obrotu in
6 (149) w połączeniu według rys. 9 4 moment zginający względem osi pręta jest stały: wskutek tego s&
Obraz 0 (11) się, w zależności od wolnego miejsca; cegły na rąb lub na płask, po czym układa się kaf
CCF02182013�003 ednorodny pręt o długości L wykonuje wahania względem osi przechodzącej w odległości
mech2 153 304 F Zauważymy, że otrzymana wartość x Jest równa promieniowi bezwładności pręta AB wzglę
mech2 153 304 F Zauważymy, że otrzymana wartość x Jest równa promieniowi bezwładności pręta AB wzglę
zgrz13 91 Elektrody służą do doprowadzenia prądu do miejsca zgrzewania, a więc stanowią część obwodu
więcej podobnych podstron