109 4
W silnikach Simson i AWO wał rozrządu wyjmuje się za pomocą ściągacza po rozebraniu silnika (jak do wyjmowania wału korbowego) oraz po wyjęciu wałka napędowego pompy olejowej.
Przy wyjmowaniu zaworów, jeżeli zawory nie różnią się między sobą zewnętrznie, należy je odpowiednio oznaczyć, aby nie pomylić zaworów ssących i wydechowych! Te ostatnie bowiem wykonywane są często z innego gatunku stali, specjalnie odpornej na wysokie temperatury.
Naprawa zaworów i prowadnic zaworowych
Zależnie od stopnia zużycia, naprawa zaworów polega na docieraniu ich do gniazd lub też — przy większych zużyciach — na frezowaniu i szlifowaniu,
Za niskie
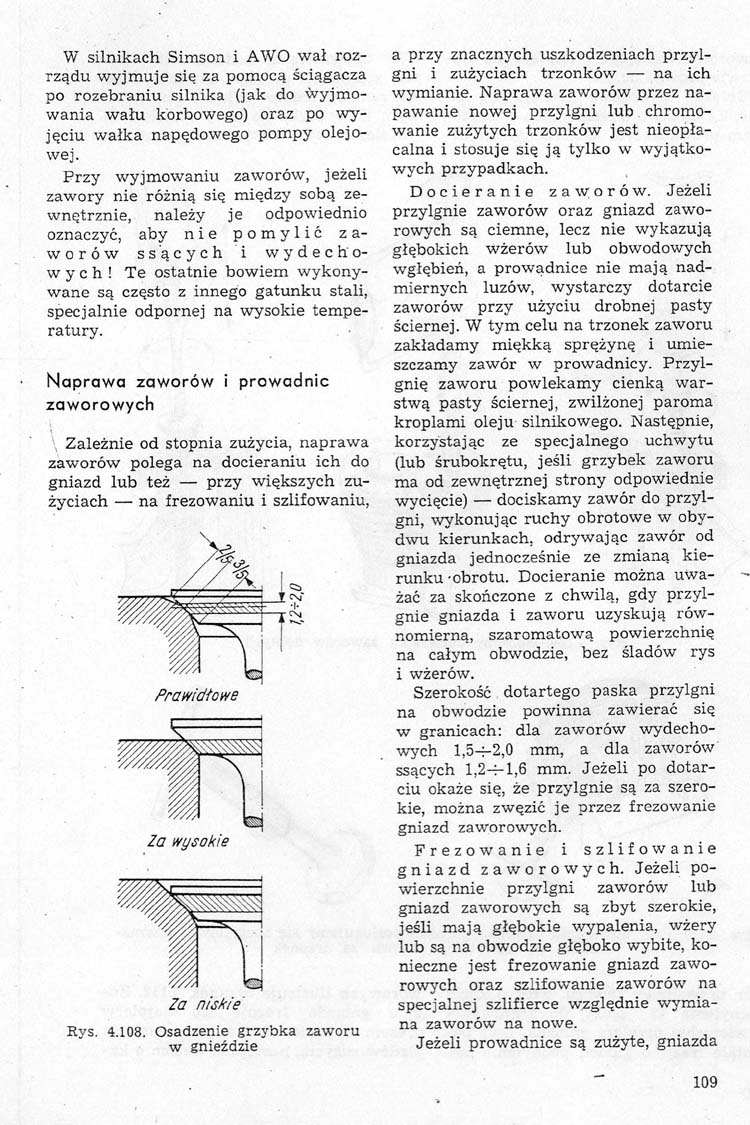
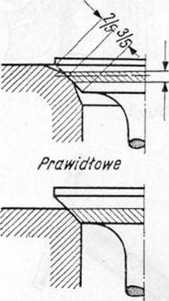
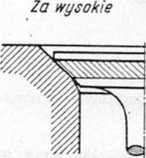
Rys. 4.108. Osadzenie grzybka zaworu w gnieździe
a przy znacznych uszkodzeniach przylgni i zużyciach trzonków — na ich wymianie. Naprawa zaworów przez napawanie nowej przylgni lub chromowanie zużytych trzonków jest nieopłacalna i stosuje się ją tylko w wyjątkowych przypadkach.
Docieranie zaworów. Jeżeli przylgnie zaworów oraz gniazd zaworowych są ciemne, lecz nie wykazują głębokich wżerów lub obwodowych wgłębień, a prowadnice nie mają nadmiernych luzów, wystarczy dotarcie zaworów przy użyciu drobnej pasty ściernej. W tym celu na trzonek zaworu zakładamy miękką sprężynę i umieszczamy zawór w prowadnicy. Przylgnię zaworu powlekamy cienką warstwą pasty ściernej, zwilżonej paroma kroplami oleju silnikowego. Następnie, korzystając ze specjalnego uchwytu (lub śrubokrętu, jeśli grzybek zaworu ma od zewnętrznej strony odpowiednie wycięcie) — dociskamy zawór do przylgni, wykonując ruchy obrotowe w obydwu kierunkach, odrywając zawór od gniazda jednocześnie ze zmianą kierunku -obrotu. Docieranie można uważać za skończone z chwilą, gdy przylgnie gniazda i zaworu uzyskują równomierną, szaromatową powierzchnię na całym obwodzie, bez śladów rys i wżerów.
Szerokość dotartego paska przylgni na obwodzie powinna zawierać się w granicach: dla zaworów wydechowych 1,5-4-2,0 mm, a dla zaworów ssących 1,2-4-1,6 mm. Jeżeli po dotarciu okaże się, że przylgnie są za szerokie, można zwęzić je przez frezowanie gniazd zaworowych.
Frezowanie i szlifowanie gniazd zaworowych. Jeżeli powierzchnie przylgni zaworów lub gniazd zaworowych są zbyt szerokie, jeśli mają głębokie wypalenia, wżery lub są na obwodzie głęboko wybite, konieczne jest frezowanie gniazd zaworowych oraz szlifowanie zaworów na specjalnej szlifierce względnie wymiana zaworów na nowe.
Jeżeli prowadnice są zużyte, gniazda
109
Wyszukiwarka
Podobne podstrony:
Helisa RNA-DNA musi również obracać się za każdym razem po dodaniu kolejnego nukleotydu do łańcucha
DSCN2103 (2) Rozmnażanie płciowe odbywa się za pomocą komórek rozrodczych, kiórc są zdolno do wytwor
Mechanika 9 Koło / przekazuje na wał moment: Koło /, napędzane za pomocą pasa połączonego z silnikie
60323 instalacje140 6. BADANIA SILNIKÓW SKOKOWYCH 160 Pomiaru momentu dokonuje się za pomocą ciężark
Sterowanie prędkością silników odbywa się za pomocą sygnałów PWM. Dzięki układom logicznym 74HCt08D
foto (9) Konkretne elementy stalowe otrzymuje się za pomocą obróbki plastycznej, a mianowicie:•
Nakiełki wykonuje się za pomocą nawiertaków. Są to narzędzia monolityczne, dwuostrzowe, wykonane ze
Zdjęcie046 Etapy preparatyki tkanek w mikroskopii elektronowej WYKONANIE ULTUACirA KiCli materiał kr
więcej podobnych podstron